JP2017538601A - V字型の支持体上への配置によって箱を形成する方法及び機械 - Google Patents
V字型の支持体上への配置によって箱を形成する方法及び機械 Download PDFInfo
- Publication number
- JP2017538601A JP2017538601A JP2017526658A JP2017526658A JP2017538601A JP 2017538601 A JP2017538601 A JP 2017538601A JP 2017526658 A JP2017526658 A JP 2017526658A JP 2017526658 A JP2017526658 A JP 2017526658A JP 2017538601 A JP2017538601 A JP 2017538601A
- Authority
- JP
- Japan
- Prior art keywords
- box
- blank
- fold line
- support
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/265—Opening, erecting or setting-up boxes, cartons or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0022—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed made from tubular webs or blanks, including by tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/30—Shape of rigid or semi-rigid containers having a polygonal cross section
- B31B2110/35—Shape of rigid or semi-rigid containers having a polygonal cross section rectangular, e.g. square
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
- B31B50/282—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms involving stripping-off formed boxes from mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/36—Folding sheets, blanks or webs by continuously feeding the sheets, blanks or webs to stationary members, e.g. plates, ploughs or cores
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Cartons (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Abstract
Description
本発明は、相互に平行な折り線又は中間壁によって互いに連結された、接着タブで終端する一連の4つの矩形の主壁を含むブランクから箱を形成する方法に関する。
芯金を使用した箱のこのような形成のための機械及び方法は、既に知られている(US 4932930 A)。
この目的のために、本発明は、特に、第1の相互に平行な折り線又は中間壁、特に第1の中央折り線又は第1の中央中間壁、2つの第1の側方折り線又は2つの側方中間壁、並びに第1のタブ折り線又は側方終端壁、によって互いに連結された、接着タブで終端する一連の4つの矩形の主壁を含み、箱の下部を形成するために、第1の折り線に対して垂直な第2の折り線によって前記配列の一方の側部で連結される側方フラップのアセンブリを含むブランクから箱を形成する方法であって、
−ブランクが、吸引によって(例えば鉛直又は半鉛直な)保管格納容器から取り出されること、
−ブランクが、V字型の又は実質的にV字型の断面を有した上縁部及び所定の角度αで水平に対して傾斜した主壁に対応する面を有する支持体より上を水平に搬送され、その結果、基準中央折り線又は基準中央中間壁と呼ばれる第1の中央折り線又は中央中間壁が前記縁部に面すること、
−基準折り線又は基準中間壁が前記縁部と一致するか又は実質的に一致するように、ブランクが支持体上に位置付けされること、
−ブランクが、次いで、水平に対して傾斜した筒状箱本体を形成するために、前記第1の基準折り線又は前記基準中間壁に隣接する壁を芯金の対向上面に当て、かつ予め接着剤が塗布された終端壁及びタブを前記芯金の対向下面に当てることによって、上縁部が支持体の上縁部と一致及び/又は同一線上に継続し形状が箱の形状に適合した多角形の芯金に当てられること、
−箱の下部が、接着剤を塗布した後にフラップを互いに折り曲げ貼り付けることによって形成されること、
−このように形成された傾斜した箱が、排出されること、
−箱が、直立してセットされ、箱詰めステーションへ移送されること、
を特徴とする方法を提案する。
−ブランクが、水平から30度と60度との間、有利には45度、の角度αで傾斜した主壁に対応する面を有するか又は区切る支持体上に配置される。
−支持体の第1の基準折り線又は基準中間壁が、ブランクを解放することによって位置付けられ、ブランクが、重力の影響下で上縁部上へ落ちる。
−第1の基準折り線又は基準中間壁が、縁部の上部上へ摩擦を使用してブランクを誘導する(すなわち支えのない接触によりブランクを搬送する)ことによって、支持体の上縁部上で配置される。
そのため、ガイド(例えば金属プレート)と縁部との間の空間は、ブランクの及び/又は溝の厚さと同じである。
僅かに大きな圧力、特に折り線自体を僅かに圧迫するガイドの圧力が、基準縁部上に及び/又は隣接する壁上に圧縮により加えられてもよい。有利には、この圧縮はわずかな、ほんの少しのグラム、例えば10グラムと20グラムとの間である。
−第1の基準折り線又は基準中間壁が、上縁部の端上に又は基準中間壁に対応する表面上に押すことを可能にする十分な圧力を加えることによって、支持体の上縁部上で位置付けられる。
そのため、取り出しアームに組み込まれたアクチュエータは、例えばアームの支援の前に作動するように提供され、Vの形成を可能にする。
このようなシステムは、不完全にマークされた刻み目(折り線)を有する厚紙又は紙に特に有利である。
−ブランクが、支持体上における位置付けのための第1のステーションにおいて位置付けられ、ブランクが、移動する間に接着剤を塗布され、箱の筒状本体及び下部が、排出する前に芯金上の第2の形成ステーションで形成される。
−形成された下部が、箱を排出するために押され、箱を直立してセットするために、箱が、傾斜したプレート上に落下させられ、箱が、リフターを使用して揚送され、箱が、コンベアベルト上に箱を鉛直に再度傾ける前に、箱を水平に位置付けるために水平上終端プレート上で側方に押すことによって、傾けられる。有利には、傾斜したプレートは、水平と45度の角度を形成する、
−前記第1の中央折り線の隣接する壁が、芯金の対向上面に適用され、予め接着剤が塗布された終端壁及びタブが、2つの関節アームによって前記芯金の対向下面に適用される。
−吸引によりブランクを保管格納容器から取り出し、支持体より上で水平にブランクを搬送する手段と、
−V字型の又は実質的にV字型の断面を有した上縁部及び所与の角度αで水平から傾斜した主壁に対応する隣接する面を有する前記支持体であって、前記取り出し及び搬送手段が、基準中央折り線又は基準中央中間壁と呼ばれる第1の中央折り線又は中央中間壁が前記縁部に面するように構成される、支持体と、
−基準折り線又は基準中間壁が前記縁部と一致するか又は実質的に一致するように、支持体上でのブランクの位置付けを制御する手段と、
−箱の形状に合うように成形された多角形の芯金を含む支持体の線と一致するか又は延長する箱を形成する手段と、
−フラップ及び接着タブに接着剤を塗布する手段と、
−水平に対して傾斜した筒状箱本体を形成するために、前記第1の基準折り線又は前記基準中間壁に隣接する壁を芯金の対向上面に当て、予め接着剤が塗布された終端壁及びタブを前記芯金の対向下面に当てる手段と、
−接着剤を塗布した後にフラップを互いに折り曲げ貼り付けることによって箱の下部を形成するためにフラップを押す手段と、
−このように形成された傾斜した箱を取出する手段と、
−箱を直立してセットし、箱詰めステーションへ前記箱を移送する手段と、
を含むことを特徴とする機械を提案する。
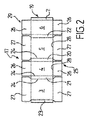
図1は、箱C(図1A)を形成することを目的とした、例えば低坪量(<150g/m2)及び3mmの厚さの、両面段ボールで作製されたブランク1を示す。
Claims (16)
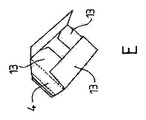
- 第1の相互に平行な折り線又は中間壁、特に第1の中央折り線(8)又は第1の中央中間壁(20)、2つの第1の側方折り線(9、10)又は2つの側方中間壁(21、22)、並びに第1のタブ折り線(11)又は側方終端壁(23)、によって互いに連結された、接着タブ(7)で終端する一連の4つの矩形の主壁(3、4、5、6)を含み、箱の下部を形成するために、第1の折り線に対して垂直な第2の折り線(14)によって前記配列の一方の側部で連結される側方フラップ(13)のアセンブリ(12)を含むブランク(1)から箱(C)を形成する方法であって、
−ブランク(1)が、吸引によって保管格納容器(30)から取り出されること、
−ブランクが、V字型の又は実質的にV字型の断面を有した上縁部(45)及び所定の角度αで水平に対して傾斜した主壁に対応する面を有する支持体(43)より上を水平に搬送され、その結果、基準中央折り線又は基準中央中間壁と呼ばれる第1の中央折り線(8)又は中央中間壁(20)が前記縁部(43)に面すること、
−基準折り線(8)又は基準中間壁(20)が前記縁部(45)と一致するか又は実質的に一致するように、ブランク(1)が支持体(43)上に位置付けされること、
−ブランクが、次いで、水平に対して傾斜した筒状箱本体を形成するために、前記第1の折り線又は前記基準中間壁に隣接する壁を芯金の対向上面に当て、かつ予め接着剤が塗布された終端壁及びタブ(7)を前記芯金の対向下面に当てることによって、上縁部が支持体の上縁部と一致及び/又は同一線上に継続し形状が箱の形状に適合した多角形の芯金(47、103)に当てられること、
−箱(C)の下部が、接着剤を塗布した後にフラップを互いに折り曲げ貼り付けることによって形成されること、
−このように形成された傾斜した箱(C)が、排出されること、
−箱が、直立してセットされ、箱詰めステーションへ移送されること、
を特徴とする方法。 - ブランク(1)が、水平から30度と60度との間の角度で傾斜した主壁に対応する面を有するか又は区切る支持体(43)上に配置されることを特徴とする、請求項1に記載の方法。
- 角度αが、45度であることを特徴とする、請求項2に記載の方法。
- 支持体の第1の基準折り線(8)又は基準中間壁(20)が、ブランクを解放することによって位置付けられ、ブランクが、重力の影響下で上縁部(45)上へ落ちることを特徴とする、請求項1〜3のうちのいずれか1項に記載の方法。
- 第1の基準折り線(8)又は基準中間壁(20)が、縁部の上部上へ摩擦によりブランクを誘導することによって、支持体(47)の上縁部(45)上で位置付けられることを特徴とする、請求項1に記載の方法。
- ブランク(1)が、支持体上における位置付けのための第1のステーションにおいて位置付けられ、ブランクが、移動する間に接着剤を塗布され、箱の筒状本体及び下部が、排出する前に芯金上の第2の形成ステーションで形成されることを特徴とする、請求項1〜5のうちのいずれか1項に記載の方法。
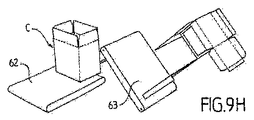
- 形成された下部が、箱を排出するために押され、箱を直立してセットするために、箱が、傾斜したプレート(63)上に落下させられ、箱が、揚送台車(64)を使用して揚送され、箱が、コンベアベルト(62)上に箱を鉛直に再度傾ける前に、箱を水平に位置付けるために水平上終端プレート(65)上で側方に押すことによって、傾けられることを特徴とする、請求項6に記載の方法。
- 前記第1の中央折り線(8)の隣接する壁が、芯金の対向上面に適用され、予め接着剤が塗布された終端壁及びタブが、2つの関節アーム(120、121)によって前記芯金の対向下面に適用されることを特徴とする、請求項6又は7に記載の方法。
- 第1の相互に平行な折り線又は矩形の中間壁、特に第1の中央折り線(8)又は第1の中央中間壁(20)、2つの第1の側方折り線(9、10)又は2つの側方中間壁(21、22)、並びに第1のタブ折り線又は側方終端壁、によって互いに連結された、接着タブ(7)で終端する一連の4つの矩形の主壁(3、4、5、6)を含み、箱の下部を形成するために、第1の折り線に対して垂直な第2の折り線(14)によって前記配列の一方の側部で連結される側方フラップ(13)のアセンブリ(11)を含むブランク(1)から箱(C)を形成する機械であって、
−吸引によりブランクを保管格納容器(30)から取り出し、支持体(43、92)より上で水平にブランク(1)を搬送する手段(33)と、
−V字型の又は実質的にV字型の上縁部(45)及び水平から傾斜した主壁に対応する隣接する面を有する前記支持体(43)であって、前記取り出し及び搬送手段が、基準中央折り線又は基準中央中間壁と呼ばれる第1の中央折り線(8)又は中央中間壁(20)が前記縁部(45、104)に面するように構成される、支持体(43)と、
−基準折り線(8)又は基準中間壁(20)が前記縁部と一致するか又は実質的に一致するように、支持体上でのブランクの位置付けを制御する手段(73)と、
−箱の形状に合うように成形された多角形の芯金(47、103)を含む支持体の線と一致するか又は延長する箱を形成する手段と、
−フラップ及び接着タブに接着剤を塗布する手段(115、116)と、
−水平に対して傾斜した筒状箱本体を形成するために、前記第1の基準折り線又は前記基準中間壁に隣接する壁を芯金の対向上面に当て、予め接着剤が塗布された終端壁及びタブを前記芯金の対向下面に当てる手段(120、121)と、
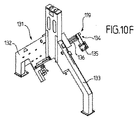
−接着剤を塗布した後にフラップを互いに折り曲げ貼り付けることによって箱の下部を形成するためにフラップを押す手段(134)と、
−このように形成された傾斜した箱(C)を取出する手段(112)と、
−箱を直立してセットし、箱詰めステーションへ前記箱を移送する手段と、
を含むことを特徴とする機械。 - 芯金が、互いに取着された3つの平行な縁部(104、105)を有する枠によって形成され、移動可能な縁部(107)が、排出手段に属する排出ピストンに組み込まれることを特徴とする、請求項9に記載の機械。
- 縁部が、Vの角度が水平に対して45度である逆V断面を有する中央上縁部(104)、中央上縁部に関連して調整され得る2つの側方縁部(105)、及び移動可能な取り外し可能ジグ(108)に固定接続された下縁部(107)によって形成されることを特徴とする、請求項10に記載の機械。
- 縁部が、カットされた角であることを特徴とする、請求項9〜11のうちのいずれか1項に記載の機械。
- ブランクが支持体の第1の部分上へ取り出し手段(30)によって解放される、支持体(43)上における位置付けのための第1のステーション(D)と、箱の筒状本体及び下部が形成される、前記芯金を含む支持体の第2の部分上の第2の形成ステーション(F)にブランクを搬送するブランク(1)のための移送手段(48)と、位置決めステーションから形成ステーション及び箱を芯金から排出する手段までブランクが搬送される間に接着剤の線が当てられることを可能にする接着剤塗布装置と、を含むことを特徴とする、請求項9〜12のうちのいずれか1項に記載の機械。
- 箱を排出する手段(112)が、下部の内側を押す手段を含むことを特徴とする、請求項9〜13のうちのいずれか1項に記載の機械。
- 箱を直立してセットする手段が、水平からある角度で配向される排出された箱を受けるように設計された傾斜したプレート(63)と、第1の低い受取位置から第2の高い水平位置への傾斜したプレートの揚送台車(64)と、傾斜したプレートの高い位置にあるときに、前記箱を水平にするために水平上終端プレート(65)上へ、箱を押すように構成された第1の側方押出手段と、包装ステーションへ箱を搬送するように構成された支持体上で前記箱を鉛直に位置付けるように設計された、第1の側方押出手段に対して垂直な第2の側方押出手段と、を含むことを特徴とする、請求項9〜14のうちのいずれか1項に記載の機械。
- 前記第1の中央折り線の隣接する壁を芯金の対向上面に適用し、かつ予め接着剤が塗布された終端壁及びタブを前記芯金の対向下面に適用するように構成された2つの関節アーム(120、121)を含むことを特徴とする、請求項9〜15のうちのいずれか1項に記載の機械。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1461223A FR3028798B1 (fr) | 2014-11-20 | 2014-11-20 | Procede et machine pour la formation d'une caisse par depose sur un support en v. |
| FR1461223 | 2014-11-20 | ||
| PCT/FR2015/053143 WO2016079443A1 (fr) | 2014-11-20 | 2015-11-19 | Procédé et machine pour la formation d'une caisse par dépose sur un support en v. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017538601A true JP2017538601A (ja) | 2017-12-28 |
| JP2017538601A5 JP2017538601A5 (ja) | 2020-01-09 |
| JP6694883B2 JP6694883B2 (ja) | 2020-05-20 |
Family
ID=52450405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017526658A Expired - Fee Related JP6694883B2 (ja) | 2014-11-20 | 2015-11-19 | V字型の支持体上への配置によって箱を形成する方法及び機械 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20170320608A1 (ja) |
| EP (1) | EP3224147B1 (ja) |
| JP (1) | JP6694883B2 (ja) |
| KR (1) | KR20170086037A (ja) |
| AU (1) | AU2015348131A1 (ja) |
| ES (1) | ES2718201T3 (ja) |
| FR (1) | FR3028798B1 (ja) |
| PH (1) | PH12017500938A1 (ja) |
| PT (1) | PT3224147T (ja) |
| TN (1) | TN2017000147A1 (ja) |
| WO (1) | WO2016079443A1 (ja) |
| ZA (1) | ZA201702730B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10987889B2 (en) | 2015-09-21 | 2021-04-27 | Westrock Shared Services, Llc | Methods and machine for forming a shipping container with an article retaining web |
| US10350849B2 (en) | 2015-09-21 | 2019-07-16 | Westrock Shared Services, Llc | Methods and machine for forming a two-piece blank assembly |
| US10899101B2 (en) | 2018-04-10 | 2021-01-26 | Westrock Shared Services, Llc | Machine and methods for attaching retaining web to container blank |
| US11400679B2 (en) | 2018-04-10 | 2022-08-02 | Westrock Shared Services, Llc | Machine and methods for attaching a tray blank to a cover blank |
| CN109910361A (zh) * | 2019-04-03 | 2019-06-21 | 东莞大瑞智能装备有限公司 | 一种新型的折盒设备 |
| US12134492B2 (en) | 2020-10-09 | 2024-11-05 | Westrock Shared Services, Llc | Systems and methods for packaging stacked products |
| CN117963257A (zh) * | 2024-02-21 | 2024-05-03 | 格力暖通制冷设备(武汉)有限公司 | 一种折叠机构和具有其的包装箱安装装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4352422A (en) * | 1977-10-25 | 1982-10-05 | American Can Company | Box transfer apparatus |
| JPS58122847A (ja) * | 1982-01-18 | 1983-07-21 | 積水化成品工業株式会社 | 折箱製造用周側材の送給方法 |
| JPH0399838A (ja) * | 1989-09-13 | 1991-04-25 | Shikoku Kakoki Co Ltd | 容器成形装置 |
| JPH04239442A (ja) * | 1990-07-24 | 1992-08-27 | Otor | 薄板材からなるケースの製造装置及び製造方法 |
| JP2000052451A (ja) * | 1999-08-25 | 2000-02-22 | Rengo Co Ltd | 製函装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB180801A (en) * | 1921-03-19 | 1922-06-08 | Bryant & May Ltd | Improvements in machines for making match box casings |
| FR2629012B1 (fr) * | 1988-03-22 | 1994-01-14 | Embal Systems | Procede et machine pour la realisation de caisses a section polygonale en une matiere en feuille et caisses ainsi obtenues |
-
2014
- 2014-11-20 FR FR1461223A patent/FR3028798B1/fr not_active Expired - Fee Related
-
2015
- 2015-11-19 AU AU2015348131A patent/AU2015348131A1/en not_active Abandoned
- 2015-11-19 WO PCT/FR2015/053143 patent/WO2016079443A1/fr not_active Ceased
- 2015-11-19 KR KR1020177013290A patent/KR20170086037A/ko not_active Withdrawn
- 2015-11-19 PT PT15804906T patent/PT3224147T/pt unknown
- 2015-11-19 TN TN2017000147A patent/TN2017000147A1/fr unknown
- 2015-11-19 JP JP2017526658A patent/JP6694883B2/ja not_active Expired - Fee Related
- 2015-11-19 US US15/526,915 patent/US20170320608A1/en not_active Abandoned
- 2015-11-19 ES ES15804906T patent/ES2718201T3/es active Active
- 2015-11-19 EP EP15804906.4A patent/EP3224147B1/fr not_active Not-in-force
-
2017
- 2017-04-18 ZA ZA2017/02730A patent/ZA201702730B/en unknown
- 2017-05-19 PH PH12017500938A patent/PH12017500938A1/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4352422A (en) * | 1977-10-25 | 1982-10-05 | American Can Company | Box transfer apparatus |
| JPS58122847A (ja) * | 1982-01-18 | 1983-07-21 | 積水化成品工業株式会社 | 折箱製造用周側材の送給方法 |
| JPH0399838A (ja) * | 1989-09-13 | 1991-04-25 | Shikoku Kakoki Co Ltd | 容器成形装置 |
| JPH04239442A (ja) * | 1990-07-24 | 1992-08-27 | Otor | 薄板材からなるケースの製造装置及び製造方法 |
| JP2000052451A (ja) * | 1999-08-25 | 2000-02-22 | Rengo Co Ltd | 製函装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016079443A1 (fr) | 2016-05-26 |
| AU2015348131A1 (en) | 2017-06-15 |
| ZA201702730B (en) | 2018-05-30 |
| FR3028798A1 (fr) | 2016-05-27 |
| EP3224147A1 (fr) | 2017-10-04 |
| PH12017500938A1 (en) | 2017-11-27 |
| KR20170086037A (ko) | 2017-07-25 |
| ES2718201T3 (es) | 2019-06-28 |
| JP6694883B2 (ja) | 2020-05-20 |
| TN2017000147A1 (fr) | 2018-10-19 |
| US20170320608A1 (en) | 2017-11-09 |
| EP3224147B1 (fr) | 2019-01-02 |
| FR3028798B1 (fr) | 2017-01-06 |
| PT3224147T (pt) | 2019-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6694883B2 (ja) | V字型の支持体上への配置によって箱を形成する方法及び機械 | |
| CN101573223B (zh) | 一种装配复合式纸板箱的方法和装置 | |
| RU2334668C2 (ru) | Устройство и способ изготовления упаковок для сосудов | |
| US8277367B2 (en) | Machine for shaping blanks of cardboard boxes | |
| KR102201339B1 (ko) | 종이상자 제조 시스템 | |
| KR102140885B1 (ko) | 삽입 시트들의 파지 및 폴딩용의 헤드, 삽입 디바이스, 충전 스테이션 및 삽입 시트를 파지, 폴딩 및 로딩하는 방법 | |
| US10239650B2 (en) | Packaging boxes with centring tab, cutouts and set of cutouts, method and device for producing such boxes | |
| US20140371045A1 (en) | Device and Method for Preparing Packaging Boxes With Vertical Unstacking | |
| US9486972B2 (en) | Bulk bin former apparatus and method | |
| CN204640902U (zh) | 纸盒成型机 | |
| KR102235381B1 (ko) | 판지 패키징 절단체 상에 보강부를 체결하기 위한 방법과 장치,및 대응 패키징 | |
| US10507944B2 (en) | Machine and method for folding and adhesively bonding blanks for the production of folding boxes | |
| JP2017538601A5 (ja) | ||
| CN109664547B (zh) | 酒盒自动组装机 | |
| US4854815A (en) | Apparatus for feeding a packaging machine with cardboard cut pieces stored in stacks | |
| EP3280647B1 (en) | Packing case erection | |
| CN110406733A (zh) | 一种用于大型纸箱的纸箱封箱机 | |
| US11198268B2 (en) | Device and method for removing a box from a chuck | |
| JP2682501B2 (ja) | 8角形の内筒で補強された包装箱の製函機 | |
| CN117284571A (zh) | 钢瓶包装机及开箱装瓶方法 | |
| CN116280413A (zh) | 翻盖烟包条盒装填系统 | |
| JP2977706B2 (ja) | ディスペンサ供給装置 | |
| CN204566794U (zh) | 包装盒面顶贴装机 | |
| US11958643B2 (en) | Carton loading device comprising a gripper assembly | |
| JP7705010B2 (ja) | 包装用箱の製函装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190827 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20191125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200331 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200420 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6694883 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |