JP2018070902A - オーステナイト系ステンレス鋼板及びその製造方法 - Google Patents
オーステナイト系ステンレス鋼板及びその製造方法 Download PDFInfo
- Publication number
- JP2018070902A JP2018070902A JP2016207870A JP2016207870A JP2018070902A JP 2018070902 A JP2018070902 A JP 2018070902A JP 2016207870 A JP2016207870 A JP 2016207870A JP 2016207870 A JP2016207870 A JP 2016207870A JP 2018070902 A JP2018070902 A JP 2018070902A
- Authority
- JP
- Japan
- Prior art keywords
- less
- hardness
- heat treatment
- stainless steel
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Abstract
【解決手段】C、Si、Mn、P、S、Cr、Ni、N、Al、Ti、Nb、Mo、B、Ca及びMgを所定量含有し、残部が鉄及び不純物である組成を有し、<100>方向における(Ni+Ti)の濃度変調の平均濃度振幅が3.7at%以上、30.0at%以下であり、初期硬度が440Hv0.5超であり、700℃、400時間保持後の硬度が440Hv0.5超であることを特徴とするオーステナイト系ステンレス鋼板を採用する。
【選択図】図1
Description
C:0.002〜0.100%、
Si:0.02〜3.00%、
Mn:0.02〜2.00%、
P:0.050%未満、
S:0.0100%未満、
Cr:12.0〜30.0%、
Ni:30.0%超〜50.0%未満、
N:0.0005〜0.0200%、
Al:0.002〜5.000%、
Ti:3.0%超〜7.5%未満、
Nb:0.5%超〜4.0%未満、
Mo:0.02〜4.00%、
B:0〜0.010%、
Ca:0〜0.002%及び
Mg:0〜0.002%
を含有し、残部が鉄及び不純物である組成を有し、<100>方向における(Ni+Ti)の濃度変調の平均濃度振幅が3.7at%以上、30.0at%以下であり、初期硬度が440Hv0.5超であり、700℃、400時間保持後の硬度が430Hv0.5超であることを特徴とするオーステナイト系ステンレス鋼板。
(2) 上記(1)に記載のオーステナイト系ステンレス鋼板の製造方法であって、到達温度が950〜1250℃の熱処理の後、下記工程(a)の後に下記工程(b)を順に実施することを特徴とするオーステナイト系ステンレス鋼板の製造方法。
・工程(a):圧延率35〜65%の冷間圧延を施す。
・工程(b):670〜750℃の範囲において、下記式(1)で規定されるF値が下記式(2)を満たす短時間熱処理を施す。
F=10,000,000×√{t×exp(−30,000/T)} ・・・ (1)
13.5<F<54.1 ・・・ (2)
なお、式(1)中のtは熱処理時間(秒)、Tは熱処理温度(K)を表す。
まず本発明に係るオーステナイト系ステンレス鋼板(以下、単に鋼板と記載する場合がある)の成分元素、合金元素の濃度変調および製造条件の限定理由を述べる。なお、組成についての%の表記は、特に断りがない限り質量%を意味する。
<C:0.002〜0.100%>
Cは、炭化物を生成し強化相としてはたらく。C量を過度に低減することは製鋼段階でのコスト増加を招くため、その下限値は0.002%以上とする。なお、安定的な製造性の観点からは0.005%以上とすることが好ましい。また、多量に添加されると加工性の劣化及びCr炭化物析出による鋭敏化(脆化)を招く。このため上限は0.100%以下とする。加工度の高い成形を行う場合には上限を0.030%以下とすることが好ましく、さらに好ましくは0.020%以下である。
Siは、脱酸元素として活用する場合や、耐酸化性の向上のために積極的に添加する場合があるが、過度な低減はコスト増加を招くため、その下限を0.02%以上とする。なお、脱酸の観点から、0.05%以上とすることが好ましい。また、Siの多量の添加は材質の硬質化による加工性低下を招くため、上限は3.00%以下とするのがよい。なお、加工度が厳しい場合は上限を1.00%以下とすることが好ましい。
MnもSi同様、脱酸元素として活用する場合があるが、Mnの過度な低減はコストの増加を招くためその下限を0.02%以上とする。なお、精錬コストの点からは、下限を0.05%以上とすることが好ましい。一方、Mnの多量の添加は、高温での耐酸化性の劣化および材質の硬質化による加工性低下を招くため、上限を2.00%以下とするのがよい。耐酸化性および製造の安定性の観点から1.50%以下とすることが好ましい。
Pは、不純物である。Pは原料から不純物元素として混入する場合があるが、その含有量は少ないほど良い。Pが多量に存在すると加工性の劣化を招くため、不純物ではあるが上限を0.050%未満に制限する。なお、加工性劣化の抑制の観点から、0.035%以下とすることが好ましい。一方、P量の下限は特に決める必要はないが、過度の低減は原料及び製鋼コストの増大に繋がるため、この点からは0.005%以上を下限としてもよく、さらには0.010%以上としてもよい。
Sは、不純物であり、原料から不純物元素として混入する場合がある。Sは、熱間加工性及び耐食性を劣化させる元素でありその含有量は少ないほど良いため、上限を0.0100%未満に制限する。また、Sの含有量が低いほど耐食性は良好であるため、好ましい上限は0.0030%未満であり、更に好ましくは0.0010%未満である。一方、Sの過度の低減は精錬コストの増加に繋がるため、下限を0.0002%以上としてもよい。
Crは、耐食性、耐熱性を確保する上で極めて重要な元素である。この効果を得るためには、Crを12.0%以上含有することが必要である。なお、耐食性及び耐熱性確保の観点から、14.0%以上とすることが好ましい。一方、Crの多量の添加は製造時の靭性劣化を招くため、上限は30.0%以下とする。なお、製造の安定性を考慮した場合は28.0%以下とすることが好ましく、さらに好ましくは26.5%以下である。
Niは、析出強化相である金属間化合物を生成し耐食性、耐熱性を確保する上で極めて重要な元素である。加えて、後述するTi、Nbとの組み合わせで添加する際には薄板の加工性に大きな影響を及ぼす。Ni量が少ない場合には加工割れが発生するため、30.0%超の添加が必要である、そのため、Ni量の下限を30.0%超とする。なお、製造の安定性及び耐熱性確保の観点から、下限を37.5%以上とすることが好ましい。一方、Niの多量の添加は合金コストの増加を招くことに加え、薄板の加工性を低下させるため、上限を50.0%未満とする。なお、製造の安定性(熱間加工割れ防止)を考慮した場合は46.0%以下とすることが好ましい。
Nは、窒化物の生成により加工性を低下する場合があるため、その含有量は低い方が好ましい。そのため、Nの上限を0.0200%以下とする。加工度の厳しい場合は0.0100%未満とすることが望ましい。ただし、Nを過度に低減することは製鋼段階でのコスト増加を招くため、その下限値は0.0005%以上とする。なお、製造の安定性の観点からは0.0010%以上とすることが好ましい。
Alは、金属間化合物を構成する元素であり、耐熱性向上に寄与するため0.002%以上添加する。脱酸元素としても活用するため下限を0.005%以上とすることが好ましい。一方、Alの多量の添加は製造時の熱間加工性を劣化させることに加えて、強化相とならない析出物を生成するため、Al量の上限を5.000%以下とする。製造の安定性の観点から、上限を3.500%未満とすることが望ましい。
Tiは強化相である金属間化合物Ni3Tiを構成する元素であり、本願発明においてはNbと組み合わせて添加することにより高い耐熱性を確保する。700℃での使用に耐えうる耐熱性を確保するためには3.0%超の添加が必要であり、これを下限とする。好ましい下限は3.5%以上である。一方、Tiの多量の添加は熱間加工性の低下及び薄板製造後の成形加工性を低下させるため、上限を7.5%未満とする。製造の安定性を考慮すると5.5%未満が好ましい。
Nbは耐熱性向上に有効な元素であるため、0.5%超添加する。本願発明においてはTiとの複合添加により、耐熱性を極めて高める効果がある。特に高温環境で使用後のへたりを抑制する効果が大きい。Nbの添加量が多いほど耐熱性は向上するため、1.5%以上添加することが望ましい。一方、Nbの多量の添加は熱間圧延時及び冷間圧延時に割れを発生させ、引張破断伸びを低下させるため上限を4.0%未満とする。製造時の歩留まりを考慮すると3.0%未満が望ましい。
Moは耐熱性向上に有効にはたらく。これは、高温で母相が強化されることに加えて析出相を高強度化するためだと考えられる。Moを0.02%以上添加することにより、その効果が表れるため、これを下限とした。広い温度範囲での強化を目的とする場合には0.50%以上添加することが好ましい。また、Moの多量の添加は製造時の割れを誘発するため、上限を4.00%以下とする。好ましくは3.00%以下である。
B、Ca、Mgは熱間加工性及び薄鋼板の成形性向上に寄与する元素であり、必要に応じて添加するとよい。したがって、これらの元素は添加しても添加しなくてもよく、それぞれの含有量の下限は0%以上である。しかし、これらの元素の多量の添加は、熱間加工性を逆に低下させるばかりか、鋳造割れ、鋳造設備における溶湯ノズルのノズル詰まり等を生じやすくするため、Bの上限を0.010%以下、Ca及びMgの上限をそれぞれ0.002%以下とする。
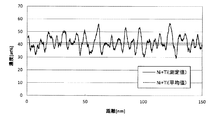
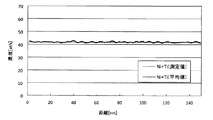
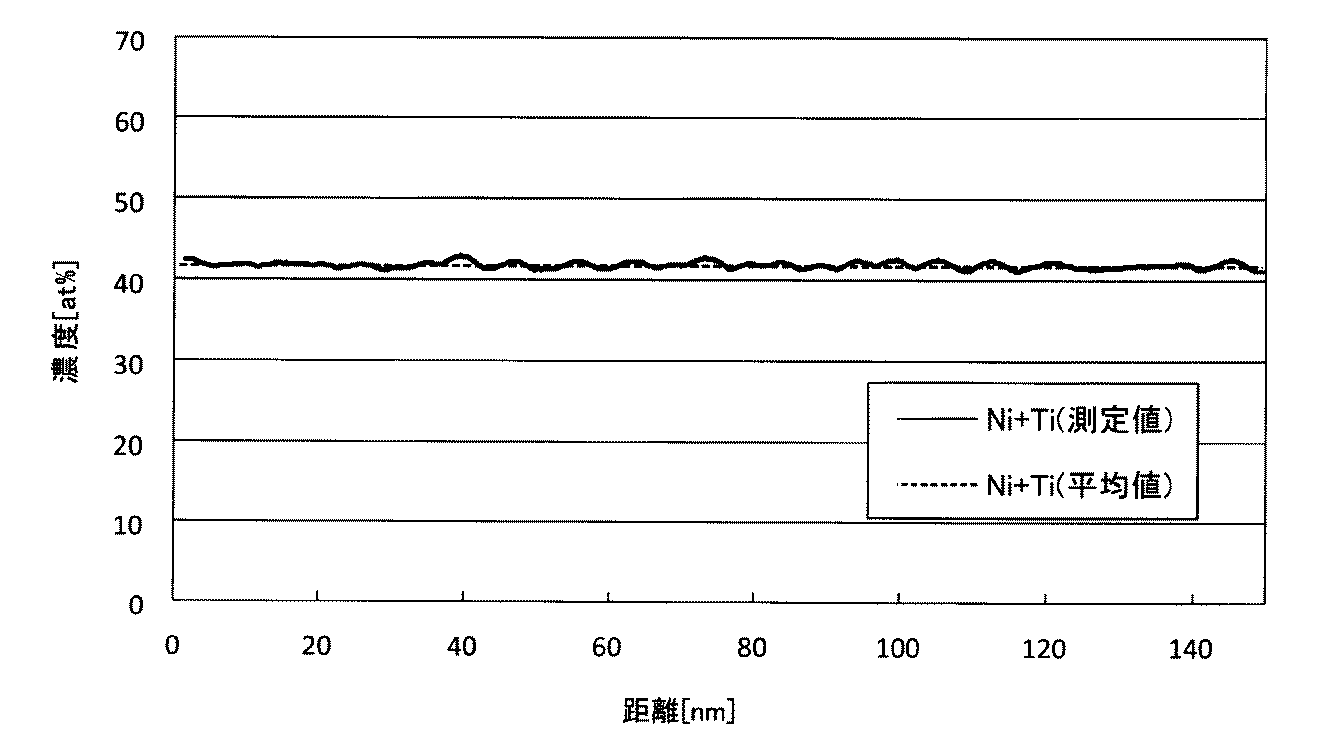
本発明に係るオーステナイト系ステンレス鋼板は、700℃程度の使用環境において、鋼中に金属間化合物Ni3Tiが析出することで耐熱性を確保している。鋼中にNi3Tiが析出する前段階として、スピノーダル分解による濃度変調が発生する。この濃度変調は、700℃程度においては数分間で起こり、主に「Ni、Ti」および「Fe、Cr」の2グループに元素が分離するように起こる。この様な濃度変調が発生すると、強度が上昇することが知られており、本発明においても、短時間の熱処理によって上述の濃度変調が発生し、強度が大きく上昇することが明らかとなった。
オーステナイト系ステンレス鋼の金属組織において、スピノーダル分解による濃度変調は<100>方向に沿って生じる。濃度変調の周期はナノメートルのスケールである。本発明でも短時間の熱処理によって鋼中の<100>方向に、(Ni+Ti)の濃度変調が10nm程度の周期で生じている。濃度変調による強度上昇は、濃度振幅に依存することが知られているため、濃度振幅を規定する必要がある。本発明者らは種々の実験から、5nm直径の円柱状で長さ100nm以上のライン分析における<100>方向の、(Ni+Ti)の濃度変調の平均濃度振幅(以下、単に濃度振幅と記載する場合がある)が3.7at%以上であると、十分な強度上昇が起こることを見出した。そのため、(Ni+Ti)の濃度変調の平均濃度振幅の下限を3.7at%以上と規定した。原則的には、濃度振幅が増大すると強度も上昇するが、濃度振幅の増大とともに局所的にNi3Tiの析出が始まる。Ni3Tiが局所的に析出すると、加工性が著しく低下するため平均濃度振幅の上限を30.0at%以下とした。濃度変調における好ましい平均濃度振幅の範囲は、6.0〜20.0at%である。
本発明に係るオーステナイト系ステンレス鋼板は、高温環境下で使用される前の硬度、すなわち初期硬度は440Hv0.5超である。初期硬度が440Hv0.5超であれば、初期強度に優れるので、これを初期硬度の下限とした。また、高温環境下で使用された後の硬度、具体的には700℃、400時間保持後の硬度は、430Hv0.5超である。700℃、400時間保持後の硬度が430Hv0.5超であれば、耐熱性に優れるので、これを700℃、400時間保持後の硬度の下限とした。なお、「Hv0.5」は、荷重500gfのビッカース硬度である。
本実施形態のオーステナイト系ステンレス鋼板の製造方法は、化学成分を調整した鋼を鋳造した後、熱間圧延を行い、必要に応じて酸洗を行う。さらに、冷間圧延および焼鈍を1回以上行ってもよい。次いで、950〜1250℃での熱処理を行い、下記工程(a)の後に(b)を順に実施する。以下、950〜1250℃での熱処理、工程(a)および工程(b)について詳細に説明する。
この熱処理は、それ以前の圧延により歪が導入した組織を再結晶組織とすることに加えて、析出強化に寄与する金属間化合物の大半を一旦固溶させることが目的である。到達温度が950℃未満であると、金属間化合物が固溶せずに多量に残存し、冷間圧延時に割れが生じたり、冷間圧延後の延性(破断伸び)が低下してガスケット形状に成形加工することができなくなるため、下限を950℃以上とする。操業安定性を考慮した場合は980℃以上とすることが好ましい。一方、到達温度が高すぎると結晶粒径が粗大化し、その後の冷間圧延によっても十分な硬度が得られないため、上限を1250℃以下とする。材質安定化のためには1050℃未満が好ましい。熱処理の到達温度における保持時間に特に制限はないが、材質安定化のために保持時間を300s程度までにしても良い。
上記熱処理後、下記工程(a)の後に下記工程(b)を順に行う。なお、各工程は1回ずつ行う。
・工程(a):圧延率35〜65%の冷間圧延を施す。
・工程(b):670〜750℃の温度範囲において、下記式(1)で規定するF値が下記式(2)を満たす短時間熱処理を施す。
F=10,000,000×√{t×exp(−30,000/T)} ・・・ (1)
13.5<F<54.1 ・・・ (2)
なお、上記式(1)中のtは熱処理時間(秒)、Tは熱処理温度(K)を表す。
冷間圧延は、鋼中の転位密度を増加させて材料の高強度化の為に必要である。冷間圧延率(以下、単に圧延率と記載する場合がある)が35%未満では強度が低く、鋼板をガスケットに加工した際のシール性が劣る。また冷間圧延率が65%を超える場合、冷間圧延時に割れが発生しやすく、冷間圧延後の延性が不足する。したがって、冷間圧延率を35〜65%とする。好ましい冷間圧延時の圧延率は50%〜60%である。
F=10,000,000×√{t×exp(−30000/T)} ・・・ (1)
条件:13.5<F<54.1 ・・・ (2)
この熱処理により、スピノーダル分解による濃度変調を起こす。製造コストの観点から、短時間で熱処理を完了させるため、温度を670℃以上とした。熱処理をより短時間で行う場合は、700℃以上とするとよい。また、熱処理温度を高温にしすぎるとスピノーダル分解が急速に進行し、制御が困難となるため上限を750℃以下とした。製造の安定性を考慮すると720℃以下が好ましい。保持時間については、低温では長時間、高温では短時間となるが、温度と時間に依存するF値で規定する。なお、F値は上記式(1)で表され、上記式(2)を満足する必要がある。F値が13.5以下だと濃度振幅が小さく、強度上昇が足りない。そのため、F値の下限を13.5超とした。一方、F値が大きいと濃度振幅が上昇し過ぎてNi3Tiが析出する恐れがあるため、上限を54.1未満とした。また、熱処理後の冷却方法は特に制限を設けないが、濃度変調の不必要な進行を抑えるため、空気、Ar等の気体やミスト、水などの吹き付けのいずれかによる冷却が施されるのが望ましい。
また、700℃で400時間保持の熱処理の前後において、鋼板の板厚中心部のビッカース硬度(Hv0.5)を測定し、初期強度と耐熱性を評価した。700℃で400時間保持の熱処理の前後における硬度については、5回測定した平均値を用いた。700℃で400時間保持の熱処理前に測定した硬度が440Hv0.5を超えた場合に、十分な初期強度を有すると判断した。また、700℃で400時間保持後の硬度が430Hv0.5を超えた場合に、十分な耐熱性を有すると判断した。
表2に、950〜1250℃の熱処理後の圧延率を変化させて冷間圧延を行い、700℃、100秒の短時間熱処理(F=20.2)を施した鋼板(鋼a〜ad)における、平均濃度振幅、初期硬度および700℃、400時間保持後における硬度の測定結果を示す。なお、上記冷間圧延前における熱処理の到達温度は1100℃とした。
スピノーダル分解による濃度変調を起こすための短時間熱処理の時間と温度を変化させ、濃度振幅、初期硬度および700℃、400時間保持した後の硬度の測定結果を表3に示す。ここでは、短時間熱処理を施す前の冷間圧延率は60%で統一した。また、冷間圧延前における熱処理の到達温度は1100℃とした。F値が、13.5<F<54.1を満たす鋼板(No.5、6、9〜12、15〜18、20〜24、26〜30、32〜52)は平均濃度振幅が3.7at%を超え、初期硬度が440Hv0.5超であり、700℃で400時間保持後の硬度が430Hv0.5超を示している。F値が13.5以下の鋼板(No.1〜4、7、8、13、14、19、25、31)では、平均濃度振幅が不十分であり、初期硬度も低い。F値が54.1以上の鋼板(No.53、54)では、冷間圧延後の延性(破断伸び)が低下し、プレス成形時などに割れが発生する場合が多かった。また、濃度振幅が30at%超であり、局所的にNi3Tiが生成していた。
金属間化合物を固溶させる、冷間圧延前の熱処理における到達温度を変化させ、平均濃度振幅、初期硬度および700℃、400時間保持した後の硬度の測定結果を表4に示す。ここでは、冷間圧延率は60%、短時間熱処理は700℃、100秒(F=20.2)とした。
冷間圧延前の熱処理到達温度が、950〜1250℃の鋼板(No.56〜62)では、平均濃度振幅が本発明の範囲を満たし、初期硬度および700℃、400時間保持後の硬度が合格基準値を満足した。
到達温度が950℃未満の鋼板(No.55)でも、平均濃度振幅が本発明の範囲内であり、初期硬度は440Hv0.5以上であったが、700℃、400時間保持後の硬度が不十分であった。また、冷間圧延時に割れが発生する場合が多く、冷間圧延後の延性(破断伸び)が低下し、プレス成形時などに割れが発生する場合が多かった。これは、金属間化合物が一部固溶せずに残存しており、700℃、400時間保持の際に、Ni3Ti粒子の粗大化が早かったためと考えられる。また、到達温度1300℃の鋼板(No.63)においては、平均濃度振幅が本発明の範囲内であったが、再結晶が進行しすぎて結晶粒径が粗大化しており、初期硬度および700℃、400時間保持後の硬度が不十分であった。
Claims (2)
- 質量%で、
C:0.002〜0.100%、
Si:0.02〜3.00%、
Mn:0.02〜2.00%、
P:0.050%未満、
S:0.0100%未満、
Cr:12.0〜30.0%、
Ni:30.0%超〜50.0%未満、
N:0.0005〜0.0200%、
Al:0.002〜5.000%、
Ti:3.0%超〜7.5%未満、
Nb:0.5%超〜4.0%未満、
Mo:0.02〜4.00%、
B:0〜0.010%、
Ca:0〜0.002%及び
Mg:0〜0.002%
を含有し、残部が鉄及び不純物である組成を有し、<100>方向における(Ni+Ti)の濃度変調の平均濃度振幅が3.7at%以上、30.0at%以下であり、初期硬度が440Hv0.5超であり、700℃、400時間保持後の硬度が430Hv0.5超であることを特徴とするオーステナイト系ステンレス鋼板。 - 請求項1に記載のオーステナイト系ステンレス鋼板の製造方法であって、到達温度が950〜1250℃の熱処理の後、下記工程(a)の後に下記工程(b)を順に実施することを特徴とするオーステナイト系ステンレス鋼板の製造方法。
・工程(a):圧延率35〜65%の冷間圧延を施す。
・工程(b):670〜750℃の範囲において、下記式(1)で規定されるF値が下記式(2)を満たす短時間熱処理を施す。
F=10,000,000×√{t×exp(−30,000/T)} ・・・ (1)
13.5<F<54.1 ・・・ (2)
なお、式(1)中のtは熱処理時間(秒)、Tは熱処理温度(K)を表す。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016207870A JP6720828B2 (ja) | 2016-10-24 | 2016-10-24 | オーステナイト系ステンレス鋼板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016207870A JP6720828B2 (ja) | 2016-10-24 | 2016-10-24 | オーステナイト系ステンレス鋼板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018070902A true JP2018070902A (ja) | 2018-05-10 |
| JP6720828B2 JP6720828B2 (ja) | 2020-07-08 |
Family
ID=62113723
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016207870A Active JP6720828B2 (ja) | 2016-10-24 | 2016-10-24 | オーステナイト系ステンレス鋼板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6720828B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4494987A (en) * | 1982-04-21 | 1985-01-22 | The United States Of America As Represented By The United States Department Of Energy | Precipitation hardening austenitic superalloys |
| JPH0711376A (ja) * | 1993-06-28 | 1995-01-13 | Aichi Steel Works Ltd | 耐熱性および加工性に優れたFe−Ni基合金 |
| JPH09272956A (ja) * | 1996-04-05 | 1997-10-21 | Nkk Corp | 耐海水用析出強化型高合金鋼及びその製造方法 |
| JP2004219323A (ja) * | 2003-01-16 | 2004-08-05 | Hitachi Metals Ltd | 鉄基材料の評価方法 |
| CN103451559A (zh) * | 2012-05-31 | 2013-12-18 | 宝钢特种材料有限公司 | 一种气阀合金材料及其制造方法 |
| WO2017006843A1 (ja) * | 2015-07-03 | 2017-01-12 | 新日鐵住金株式会社 | 薄板及びその製造方法 |
-
2016
- 2016-10-24 JP JP2016207870A patent/JP6720828B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4494987A (en) * | 1982-04-21 | 1985-01-22 | The United States Of America As Represented By The United States Department Of Energy | Precipitation hardening austenitic superalloys |
| JPH0711376A (ja) * | 1993-06-28 | 1995-01-13 | Aichi Steel Works Ltd | 耐熱性および加工性に優れたFe−Ni基合金 |
| JPH09272956A (ja) * | 1996-04-05 | 1997-10-21 | Nkk Corp | 耐海水用析出強化型高合金鋼及びその製造方法 |
| JP2004219323A (ja) * | 2003-01-16 | 2004-08-05 | Hitachi Metals Ltd | 鉄基材料の評価方法 |
| CN103451559A (zh) * | 2012-05-31 | 2013-12-18 | 宝钢特种材料有限公司 | 一种气阀合金材料及其制造方法 |
| WO2017006843A1 (ja) * | 2015-07-03 | 2017-01-12 | 新日鐵住金株式会社 | 薄板及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6720828B2 (ja) | 2020-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107075629B (zh) | 奥氏体系不锈钢板 | |
| JP3758508B2 (ja) | 二相ステンレス鋼管の製造方法 | |
| JP6851269B2 (ja) | フェライト系ステンレス鋼板、鋼管および排気系部品用フェライト系ステンレス部材ならびにフェライト系ステンレス鋼板の製造方法 | |
| KR102306578B1 (ko) | 페라이트계 스테인리스 강판 및 그 제조 방법, 및, 배기 부품 | |
| TWI625398B (zh) | 肥粒鐵系不銹鋼 | |
| JP2010018862A (ja) | 耐水素脆化特性および加工性に優れた高強度冷延鋼板 | |
| JP2019189889A (ja) | オーステナイト系ステンレス鋼 | |
| JP6160787B2 (ja) | 薄板及びその製造方法 | |
| JP2021127517A (ja) | オーステナイト系ステンレス鋼材 | |
| JP6609727B1 (ja) | 合金板及びその製造方法 | |
| CN114502760A (zh) | 铁素体系不锈钢钢板及其制造方法、以及铁素体系不锈钢构件 | |
| JPH09165655A (ja) | 高温機器用オーステナイトステンレス鋼およびその製造方法 | |
| JP7009278B2 (ja) | 耐熱性に優れたフェライト系ステンレス鋼板および排気部品とその製造方法 | |
| JP7564664B2 (ja) | フェライト系ステンレス鋼板およびその製造方法ならびに排気部品 | |
| JP3483493B2 (ja) | 圧力容器用鋳鋼材及びそれを用いる圧力容器の製造方法 | |
| JP7205277B2 (ja) | 耐熱合金及びその製造方法 | |
| JP4321434B2 (ja) | 低合金鋼及びその製造方法 | |
| JP6787246B2 (ja) | 耐熱部材用合金原板、耐熱部材用合金板、およびエンジンの排気系部材用のガスケット | |
| JP6690499B2 (ja) | オーステナイト系ステンレス鋼板及びその製造方法 | |
| JP2970432B2 (ja) | 高温用ステンレス鋼とその製造方法 | |
| JP7445744B2 (ja) | 高温耐クリープ性が向上したフェライト系ステンレス冷延焼鈍鋼板およびその製造方法 | |
| CN119433382A (zh) | 一种900MPa级超细晶钢材及其制造方法 | |
| JPH0450366B2 (ja) | ||
| JP6720828B2 (ja) | オーステナイト系ステンレス鋼板及びその製造方法 | |
| JP2021080541A (ja) | 耐熱合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200323 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200519 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200601 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6720828 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |