JP2018200410A - メディア及びメディアの製造方法 - Google Patents
メディア及びメディアの製造方法 Download PDFInfo
- Publication number
- JP2018200410A JP2018200410A JP2017105294A JP2017105294A JP2018200410A JP 2018200410 A JP2018200410 A JP 2018200410A JP 2017105294 A JP2017105294 A JP 2017105294A JP 2017105294 A JP2017105294 A JP 2017105294A JP 2018200410 A JP2018200410 A JP 2018200410A
- Authority
- JP
- Japan
- Prior art keywords
- retroreflective sheet
- layer
- lens
- lens layer
- medium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Optical Elements Other Than Lenses (AREA)
- Ink Jet (AREA)
Abstract
Description
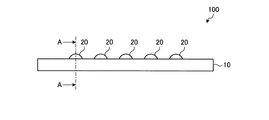
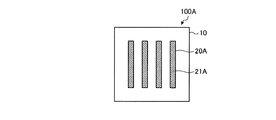
図1は、第1実施形態に係るメディア100の一例を示す図である。図2は、図1におけるA−A断面に沿った構成を示す図である。図1及び図2に示すように、メディア100は、再帰反射シート10と、レンズ層20とを備える。
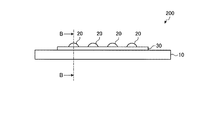
図3は、第2実施形態に係るメディア200の一例を示す図である。図4は、図3におけるB−B断面に沿った構成を示す図である。図3及び図4に示すように、メディア200は、再帰反射シート10と、レンズ層20と、着色層30とを備える。つまり、本実施形態に係るメディア200は、再帰反射シート10とレンズ層20との間に、着色層30が設けられる。再帰反射シート10の構成については、第1実施形態と同様である。また、本実施形態において、レンズ層20は、着色層30上に、所定のパターンで複数配置される。
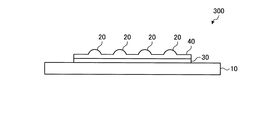
図5は、第3実施形態に係るメディア300の一例を示す図である。図5に示すように、メディア300は、再帰反射シート10と、レンズ層20と、着色層30と、透明層40とを備える。本実施形態に係るメディア300は、再帰反射シート10とレンズ層20との間に、着色層30及び透明層40が設けられる。再帰反射シート10、着色層30の構成については、第2実施形態と同様である。また、本実施形態において、レンズ層20は、透明層40上に、所定のパターンで複数配置される。
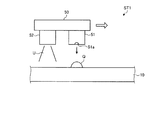
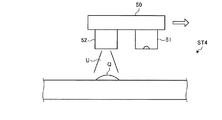
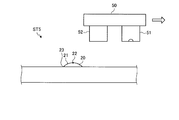
次に、図6から図10を参照して、メディアの製造方法の実施形態について説明する。図6から図10は、メディアの製造方法を示す説明図である。以下の例では、第1実施形態に係るメディア100のレンズ層20を形成する場合、つまり、再帰反射シート10上に直接レンズ層20を形成する場合について説明する。なお、以下のメディアの製造方法で説明するレンズ層20の形成工程は、第2実施形態に係るメディア200のレンズ層20、第3実施形態に係るメディア300のレンズ層20を形成する場合についても同様の説明が可能である。つまり、第2実施形態に係るメディア200のレンズ層20を形成する場合には着色層30上に形成し、第3実施形態に係るメディア300のレンズ層20を形成する場合には透明層40上に形成する。
U 紫外線
ST1 吐出工程
ST2〜ST5 硬化工程
10 再帰反射シート
11 基材
12 球状体
13 表面層
20,20A,20B レンズ層
21,21A,21B レンズ面
22 頂上部分
23 エッジ部分
30 着色層
40 透明層
50 キャリッジ
51 インクジェットヘッド
52 紫外線照射ヘッド
100,100A,100B,200,300 メディア
Claims (6)
- 入射光を再帰反射する複数の球状体を有する再帰反射シートと、
前記再帰反射シート上に複数の前記球状体に跨るように形成された凸状のレンズ層と
を備えることを特徴とするメディア。 - 前記再帰反射シートの表面上に配置され、前記再帰反射シート上を着色する着色層を更に備え、
前記レンズ層は、前記着色層上に配置される
請求項1に記載のメディア。 - 前記着色層は、光透過性を有する
請求項2に記載のメディア。 - 前記レンズ層は、凸状の頂上部分からエッジ部分にかけてなだらかに湾曲した形状のレンズ面を有する
請求項1から請求項3のいずれか一項に記載のメディア。 - 前記レンズ部は、平面視において縞状又は市松模様状に配置される
請求項1から請求項4のいずれか一項に記載のメディア。 - 紫外線硬化インクを含むクリアインクを再帰反射シート上にインクジェット方式によって吐出する吐出工程と、
前記吐出した前記クリアインクに対して所定時間を空けて紫外線を複数回に分けて照射することで前記クリアインクを徐々に硬化させてレンズ層を形成する硬化工程と
を含むメディアの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017105294A JP2018200410A (ja) | 2017-05-29 | 2017-05-29 | メディア及びメディアの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017105294A JP2018200410A (ja) | 2017-05-29 | 2017-05-29 | メディア及びメディアの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018200410A true JP2018200410A (ja) | 2018-12-20 |
Family
ID=64667161
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017105294A Pending JP2018200410A (ja) | 2017-05-29 | 2017-05-29 | メディア及びメディアの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018200410A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020124877A (ja) * | 2019-02-06 | 2020-08-20 | 株式会社沖データ | インクジェットプリンタ |
| JP2021137975A (ja) * | 2020-03-02 | 2021-09-16 | ミラクル工業株式会社 | 疑似ホログラム印刷物 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11508653A (ja) * | 1995-06-29 | 1999-07-27 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 高照射角再帰反射製品および製造法 |
| JP2000321414A (ja) * | 1999-04-28 | 2000-11-24 | Three M Innovative Properties Co | 光再帰性反射シート |
| JP2002287134A (ja) * | 2001-03-27 | 2002-10-03 | Seiko Epson Corp | 反射型液晶装置 |
| WO2011122123A1 (ja) * | 2010-03-31 | 2011-10-06 | 大日本スクリーン製造株式会社 | インクジェットプリンタおよび印刷物 |
| JP2011215202A (ja) * | 2010-03-31 | 2011-10-27 | Dainippon Screen Mfg Co Ltd | インクジェットプリンタおよび印刷物 |
| JP2011215201A (ja) * | 2010-03-31 | 2011-10-27 | Dainippon Screen Mfg Co Ltd | インクジェットプリンタおよび印刷物 |
| JP2011224818A (ja) * | 2010-04-16 | 2011-11-10 | Toppan Printing Co Ltd | マイクロレンズ装飾体 |
| WO2011142448A1 (ja) * | 2010-05-14 | 2011-11-17 | 大日本スクリーン製造株式会社 | 印刷機および印刷方法 |
-
2017
- 2017-05-29 JP JP2017105294A patent/JP2018200410A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11508653A (ja) * | 1995-06-29 | 1999-07-27 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 高照射角再帰反射製品および製造法 |
| JP2000321414A (ja) * | 1999-04-28 | 2000-11-24 | Three M Innovative Properties Co | 光再帰性反射シート |
| JP2002287134A (ja) * | 2001-03-27 | 2002-10-03 | Seiko Epson Corp | 反射型液晶装置 |
| WO2011122123A1 (ja) * | 2010-03-31 | 2011-10-06 | 大日本スクリーン製造株式会社 | インクジェットプリンタおよび印刷物 |
| JP2011215202A (ja) * | 2010-03-31 | 2011-10-27 | Dainippon Screen Mfg Co Ltd | インクジェットプリンタおよび印刷物 |
| JP2011215201A (ja) * | 2010-03-31 | 2011-10-27 | Dainippon Screen Mfg Co Ltd | インクジェットプリンタおよび印刷物 |
| JP2011224818A (ja) * | 2010-04-16 | 2011-11-10 | Toppan Printing Co Ltd | マイクロレンズ装飾体 |
| WO2011142448A1 (ja) * | 2010-05-14 | 2011-11-17 | 大日本スクリーン製造株式会社 | 印刷機および印刷方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020124877A (ja) * | 2019-02-06 | 2020-08-20 | 株式会社沖データ | インクジェットプリンタ |
| JP2021137975A (ja) * | 2020-03-02 | 2021-09-16 | ミラクル工業株式会社 | 疑似ホログラム印刷物 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2583483T3 (es) | Impresión por chorro de tinta UV de paneles de control de visión | |
| JP5112360B2 (ja) | インクジェットプリンタ及びプリント方法 | |
| US10065376B2 (en) | Three-dimensional object fabrication device, three-dimensional object fabrication method, and three-dimensional object | |
| CN109153170B (zh) | 造型装置、造型方法以及造型物 | |
| JP6719961B2 (ja) | 造形装置及び造形方法 | |
| US10926455B2 (en) | Apparatus for forming three-dimensional object and method for forming three-dimensional object | |
| JPH07311556A (ja) | エンハンスド・ハイライトを有するディスプレイ | |
| JP6454497B2 (ja) | 立体物造形装置および立体物造形方法 | |
| JP6815791B2 (ja) | 造形装置及び造形方法 | |
| JP6861053B2 (ja) | 造形装置及び造形方法 | |
| JP2018200410A (ja) | メディア及びメディアの製造方法 | |
| JP2018065308A (ja) | 造形装置及び造形方法 | |
| JP6985127B2 (ja) | 造形物の製造方法、造形システム、及び造形装置 | |
| JP2011110817A (ja) | インクジェットプリンタ及び印刷物の製造方法 | |
| JP2020147046A (ja) | 造形装置 | |
| JP2010211082A (ja) | 立体画像形成装置及び立体画像形成方法 | |
| US10220644B2 (en) | Printing device and printing method | |
| JP5914997B2 (ja) | 装飾体の製造方法 | |
| CN104101938A (zh) | 背光导光板、背光导光板制造方法及喷墨打印机 | |
| JP2021045913A (ja) | 印刷装置及び印刷方法 | |
| JP2016107637A (ja) | 立体物造形装置および立体物造形方法 | |
| CN103529497A (zh) | 魔幻5d立体成像玻璃及制造方法 | |
| WO2011122123A1 (ja) | インクジェットプリンタおよび印刷物 | |
| EP3527403B1 (en) | Multilayered printed matter | |
| JP6892709B1 (ja) | 疑似ホログラム印刷物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201110 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20201228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210309 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210907 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211207 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20211207 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20211214 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20211221 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20220304 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20220308 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220830 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20221011 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20230117 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20230214 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20230214 |