JP2018526537A - 複合加工方法を用いたシャドウマスクの製造方法及びこれにより製造されたシャドウマスク - Google Patents
複合加工方法を用いたシャドウマスクの製造方法及びこれにより製造されたシャドウマスク Download PDFInfo
- Publication number
- JP2018526537A JP2018526537A JP2018506899A JP2018506899A JP2018526537A JP 2018526537 A JP2018526537 A JP 2018526537A JP 2018506899 A JP2018506899 A JP 2018506899A JP 2018506899 A JP2018506899 A JP 2018506899A JP 2018526537 A JP2018526537 A JP 2018526537A
- Authority
- JP
- Japan
- Prior art keywords
- processing
- laser
- pattern
- shadow mask
- scan path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
- C23C14/042—Coating on selected surface areas, e.g. using masks using masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
- B23K26/364—Laser etching for making a groove or trench, e.g. for scribing a break initiation groove
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/26—Processing photosensitive materials; Apparatus therefor
- G03F7/30—Imagewise removal using liquid means
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
- H10K71/10—Deposition of organic active material
- H10K71/16—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering
- H10K71/166—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering using selective deposition, e.g. using a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
- H10K71/10—Deposition of organic active material
- H10K71/16—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering
- H10K71/162—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering using laser ablation
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Laser Beam Processing (AREA)
- Electroluminescent Light Sources (AREA)
- Physical Vapour Deposition (AREA)
- General Chemical & Material Sciences (AREA)
- Electromagnetism (AREA)
Abstract
Description
1.レジストコーティング(Resist coated):メタルフィルム(1)の両面にフォトレジスト(2)をコーティングする。
2.パターンコーティング(Pattern coated):ガラスマスク(又は石英(Quartz)マスク)(3)のパターンを用いてフォトレジスト(2)に選択的に露光を実行する。
3.現像(Developed):フォトレジスト(2)上に前記ガラスマスク(又は石英マスク)(3)のパターンが転写されると、その後、これを形成するために使用されたガラスマスク(3)を除去し、現像工程(development)を用いて選択的にフォトレジストを除去する。
4.第1エッチング(1st etched):その後、パターンが形成されたフォトレジストの上面にウェットエッチング(wet etching)工程を用いて、フォトレジストの除去された部分(フォトレジスト開口部)にエッチング液によってメタルフィルムの一部を除去する。
5.充填(Filled):ウェットエッチングによってメタルフィルムの一部が除去された上面にアンチエッチングパッキング(anti−etching packing)材料を充填する。前記アンチエッチングパッキング(anti−etching packing)材料の充填は、下面に対するエッチングを実行する際に、第1エッチングによって形成されたメタルフィルムの上面の形状を保存するためである。
6.第2エッチング(2nd etched):メタルフィルム1の下面に対するエッチングを実行する。
7.除去(Removed):アンチエッチングパッキング(anti−etching packing)材料及びフォトレジストを除去すると、最終的にメタルシャドウマスクが製造される。
1.マスクホールの形状に対応して設けられた第1閉曲線に沿ってレーザービームを移送させながら基板にレーザービームを照射する第1照射段階と、
2.前記第1閉曲線の内部に配置され、前記第1閉曲線よりも内部面積が小さい第2閉曲線に沿ってレーザービームを移送させながら基板にレーザービームを照射する第2照射段階とを含み、レーザーを用いてマスクを製造するのである。また、
3.基板上でマスクホールが形成された位置に、第1エネルギーを持つレーザービームを照射する第1照射段階と、前記第1エネルギーよりも小さい第2エネルギーを持つレーザービームを、前記第1照射段階でレーザービームが照射された同一の位置に照射する第2照射段階とを含んでなるのである。
Claims (21)
- マスクパターンが形成されたシャドウマスクの製造方法において、
ベースの上側からレーザービームを照射して前記ベースにレーザー加工パターンを形成するレーザー加工段階と、
前記レーザー加工パターンが形成されたベースの上側又は下側でウェットエッチングを実行して、前記レーザー加工パターンに連続するウェットエッチングパターンを形成するウェットエッチング段階とを含んでなることを特徴とする、複合加工方法を用いたシャドウマスクの製造方法。 - 前記レーザー加工段階は、
前記ベース上に単位加工領域を設定する第1段階と、
レーザービームが前記単位加工領域の一方の境界から開始して、1番目のスキャンパス(scan path)に沿って移動して前記単位加工領域の他方の境界に到達するまで、前記単位加工領域内に含まれるレーザー加工パターンに対する加工が行われる第2段階と、
前記レーザービームを次のステップ(step)に方向転換し、ステップピッチ(step pitch)だけ移動させて2番目のスキャンパスで移動させる第3段階と、
前記第2段階及び第3段階を繰り返し実行してn番目のスキャンパスに沿ってレーザービームの移動が完了すると、単位加工領域全体に対する加工が行われる第4段階とを含むことを特徴とする、請求項1に記載の複合加工方法を用いたシャドウマスクの製造方法。 - 前記レーザー加工段階は、
各スキャンパスに対応して加工深さを設定することをさらに含むことを特徴とする、請求項2に記載の複合加工方法を用いたシャドウマスクの製造方法。 - 前記加工深さの設定は、前記スキャンパスを移動するレーザービームのオーバーラップ率[オーバーラップ率={(レーザービームの大きさ−スキャンピッチ)/レーザービームの大きさ}×100、スキャンピッチ=v/f、v:駆動部の動作によるベースとレーザービームの相対速度、f:ベースに印加されるレーザーソースのパルス振動数]によって決定されることを特徴とする、請求項3に記載の複合加工方法を用いたシャドウマスクの製造方法。
- 前記加工深さの設定は、前記スキャンパスの重畳回数によって決定されることを特徴とする、請求項3に記載の複合加工方法を用いたシャドウマスクの製造方法。
- 前記加工深さの設定は、前記スキャンパスごとにエネルギー強度を設定すること、前記一つのスキャンパス内でもレーザーソースのパルスごとにエネルギー強度を設定すること、又はこれらの組み合わせによって決定されることを特徴とする、請求項3に記載の複合加工方法を用いたシャドウマスクの製造方法。
- 前記加工深さの設定は、前記スキャンパスを移動するレーザービームのオーバーラップ率[オーバーラップ率={(レーザービームの大きさ−スキャンピッチ)/レーザービームの大きさ}×100、スキャンピッチ=v/f、v:駆動部の動作によるベースとレーザービームの相対速度、f:ベースに印加されるレーザーソースのパルス振動数]、
前記スキャンパスの重畳回数、及び
前記スキャンパスごとにエネルギー強度を設定すること、前記一つのスキャンパス内でもレーザーソースのパルスごとにエネルギー強度を設定すること、又はこれらの二つ以上の組み合わせによって決定されることを特徴とする、請求項3に記載の複合加工方法を用いたシャドウマスクの製造方法。 - 前記1、...、n番目のスキャンパスと、前記スキャンパスに垂直な1、...、m番目のスキャンパスを設定して、レーザー加工パターンを形成することを特徴とする、請求項2に記載の複合加工方法を用いたシャドウマスクの製造方法。
- 前記スキャンパスに沿ってエネルギー累積分布を順次的な強度に設定してテーパー状のレーザー加工パターンを形成することを特徴とする、請求項8に記載の複合加工方法を用いたシャドウマスクの製造方法。
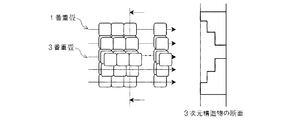
- 前記単位加工領域に含まれているレーザー加工パターン領域上に多数のエネルギー領域を設定して、エネルギー領域ごとにエネルギー累積分布を順次的な強度に設定して加工深さを設定することを特徴とする、請求項2に記載の複合加工方法を用いたシャドウマスクの製造方法。
- 前記エネルギー領域ごとにエネルギー累積分布を設定することは、
前記スキャンパスの重畳回数、又は前記スキャンパスを移動するレーザーソースのパルスごとにエネルギー強度の変化によって行われることを特徴とする、請求項10に記載の複合加工方法を用いたシャドウマスクの製造方法。 - 前記エネルギー領域ごとにエネルギー累積分布を設定することは、
前記スキャンパスの重畳回数を順次設定するか、或いは前記スキャンパスを移動するレーザーソースのパルスごとにエネルギー強度を順次設定して、テーパー状のレーザー加工パターンを形成することを特徴とする、請求項10に記載の複合加工方法を用いたシャドウマスクの製造方法。 - n−1番目のスキャンパスからn番目のスキャンパスへの方向転換時のステップピッチは、n−1番目のスキャンパスのレーザービームの大きさと同じかそれより小さいことを特徴とする、請求項2に記載の複合加工方法を用いたシャドウマスクの製造方法。
- n−1番目のスキャンパスとn番目のスキャンパスは、同一又は反対の方向にレーザービームが移動することを特徴とする、請求項2に記載の複合加工方法を用いたシャドウマスクの製造方法。
- n−1番目のスキャンピッチとn番目のスキャンピッチは、レーザー加工パターンの形態によって異なるように設定されること(スキャンピッチ=v/f、v:駆動部の動作によるベースとレーザービームの相対速度、f:ベース上に印加されるレーザーソースのパルス振動数)を特徴とする、請求項2に記載の複合加工方法を用いたシャドウマスクの製造方法。
- 前記ウェットエッチング段階は、前記ベースの上側又は下側に前記ウェットエッチングパターンの形成のためのフォトレジストパターンを形成し、フォトレジストの除去された部位に沿って前記ベースのウェットエッチングが行われることを特徴とする、請求項1に記載の複合加工方法を用いたシャドウマスクの製造方法。
- 前記ウェットエッチング段階は、前記レーザー加工と同一又は反対の方向に前記ベースに片面エッチングを実行するか、或いは順次的両面エッチング又は同時両面エッチングを実行することを特徴とする、請求項16に記載の複合加工方法を用いたシャドウマスクの製造方法。
- 前記ウェットエッチングによる前記ウェットエッチングパターンは、
前記レーザー加工によるレーザー加工パターンの加工面に連続的に形成されるか、或いは前記レーザー加工によるレーザー加工パターンの加工面と反対の方向に連続的に形成されることを特徴とする、請求項17に記載の複合加工方法を用いたシャドウマスクの製造方法。 - 前記レーザー加工によるレーザー加工パターンの加工面と反対の方向に連続的に形成されたウェットエッチングパターンの厚さは、前記ベースの全厚に対して40%以下であることを特徴とする、請求項18に記載の複合加工方法を用いたシャドウマスクの製造方法。
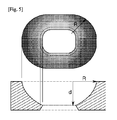
- 前記ウェットエッチングパターンは、
前記ウェットエッチングパターンの加工面に対する曲率半径が前記ウェットエッチングパターンの加工深さよりも小さい値を有することを特徴とする、請求項1に記載の複合加工方法を用いたシャドウマスクの製造方法。 - 請求項1乃至20のいずれか一項に記載の製造方法によって製造されたシャドウマスク。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150112609A KR101674506B1 (ko) | 2015-08-10 | 2015-08-10 | 복합 가공 방법을 이용한 섀도우 마스크의 제조방법 및 이에 의해 제조된 섀도우 마스크 |
| KR10-2015-0112609 | 2015-08-10 | ||
| PCT/KR2016/008600 WO2017026742A1 (ko) | 2015-08-10 | 2016-08-04 | 복합 가공 방법을 이용한 섀도우 마스크의 제조방법 및 이에 의해 제조된 섀도우 마스크 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018526537A true JP2018526537A (ja) | 2018-09-13 |
| JP6608040B2 JP6608040B2 (ja) | 2019-11-20 |
Family
ID=57484543
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018506899A Active JP6608040B2 (ja) | 2015-08-10 | 2016-08-04 | 複合加工方法を用いたシャドウマスクの製造方法及びこれにより製造されたシャドウマスク |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10680177B2 (ja) |
| JP (1) | JP6608040B2 (ja) |
| KR (1) | KR101674506B1 (ja) |
| CN (1) | CN107851716B (ja) |
| TW (1) | TWI696880B (ja) |
| WO (1) | WO2017026742A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018192616A (ja) * | 2017-05-16 | 2018-12-06 | 中國砂輪企業股▲ふん▼有限公司 | 研削工具および研削工具の製造方法 |
| JP2024069290A (ja) * | 2019-03-28 | 2024-05-21 | 大日本印刷株式会社 | 蒸着マスク及び蒸着マスクの製造方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102130060B1 (ko) * | 2017-10-11 | 2020-07-03 | 에이피에스홀딩스 주식회사 | 레이저 가공 방법 |
| KR20220041294A (ko) | 2020-09-24 | 2022-04-01 | 삼성디스플레이 주식회사 | 증착 마스크, 이의 제조 방법, 및 표시 패널 제조 방법 |
| WO2022092848A1 (ko) * | 2020-10-30 | 2022-05-05 | 에이피에스홀딩스 주식회사 | 증착 마스크 |
| KR102284941B1 (ko) * | 2021-05-10 | 2021-08-04 | 위폼스 주식회사 | FL(Flip laser) OLED 마스크 제조방법 |
| KR102827235B1 (ko) | 2021-06-14 | 2025-07-01 | 삼성디스플레이 주식회사 | 마스크 및 그 마스크의 제조 방법 |
| CN115156725B (zh) * | 2022-07-25 | 2024-10-22 | 西安中科微精光子科技股份有限公司 | 一种基于激光扫描策略的刻蚀成形方法 |
| CN121650333A (zh) * | 2026-02-06 | 2026-03-13 | 浙江众凌科技有限公司 | 光伏金属网版的制作方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5726163A (en) * | 1980-07-23 | 1982-02-12 | Hitachi Ltd | Mask for forming thin film and its manufacture |
| JP2005511313A (ja) * | 2001-11-30 | 2005-04-28 | 松下電器産業株式会社 | レーザーフライス加工方法 |
| JP2005146361A (ja) * | 2003-11-17 | 2005-06-09 | Seiko Epson Corp | マスク及びマスクの製造方法、表示装置の製造方法、有機el表示装置の製造方法、有機el装置、及び電子機器 |
| JP2013241667A (ja) * | 2012-04-23 | 2013-12-05 | Dainippon Printing Co Ltd | 蒸着マスクの製造方法 |
| JP2014148746A (ja) * | 2013-01-11 | 2014-08-21 | Dainippon Printing Co Ltd | メタルマスクおよびメタルマスクの製造方法 |
| JP2015021179A (ja) * | 2013-07-22 | 2015-02-02 | 大日本印刷株式会社 | メタルマスクの製造方法及びメタルマスク |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3024641B1 (ja) * | 1998-10-23 | 2000-03-21 | 日本電気株式会社 | シャドウマスク及びその製造方法並びにシャドウマスクを用いた有機elディスプレイの製造方法 |
| KR100498459B1 (ko) * | 2002-11-19 | 2005-07-01 | 삼성전자주식회사 | 하드디스크 드라이브의 디펙트 리스트 탐색 방법 |
| JP3852471B2 (ja) * | 2004-05-21 | 2006-11-29 | 三菱瓦斯化学株式会社 | 物質の酸化方法およびその酸化装置 |
| KR100700839B1 (ko) * | 2005-01-05 | 2007-03-27 | 삼성에스디아이 주식회사 | 수직증착용 섀도우마스크 패턴 제조방법 |
| CN101527342B (zh) * | 2009-03-31 | 2011-04-06 | 西安电子科技大学 | AlGaN基蓝宝石衬底的紫外LED器件的制作方法 |
| KR101347471B1 (ko) * | 2009-09-29 | 2014-01-02 | 샤프 가부시키가이샤 | 유기 el 디바이스 및 유기 el 디바이스의 제조 방법 |
| JP6151888B2 (ja) * | 2011-05-27 | 2017-06-21 | 株式会社半導体エネルギー研究所 | 発光装置の作製方法 |
| KR20130013990A (ko) | 2011-07-29 | 2013-02-06 | 지에스칼텍스 주식회사 | 레이저를 이용하여 박막의 엣지를 가공하는 박막 전지의 제조 방법 |
| KR20130142739A (ko) * | 2012-06-20 | 2013-12-30 | 풍원정밀(주) | 박판금속가공품의 제조방법 및 이에 따라 제조되는 박판금속가공품 |
| KR20140105239A (ko) | 2013-02-22 | 2014-09-01 | 삼성디스플레이 주식회사 | 레이저 빔을 이용한 마스크 제조 방법 및 마스크 제조 장치 |
| KR102134363B1 (ko) * | 2013-09-10 | 2020-07-16 | 삼성디스플레이 주식회사 | 메탈 마스크 제작 방법 및 이를 이용한 메탈 마스크 |
| JP2015100951A (ja) * | 2013-11-22 | 2015-06-04 | キヤノン株式会社 | 画像形成装置、画像形成装置の制御方法、及びプログラム |
| CN104404446B (zh) * | 2014-11-18 | 2017-07-04 | 上海工程技术大学 | 一种超高分辨率蒸镀用精细金属掩膜板及其制作方法 |
| KR102552275B1 (ko) * | 2015-07-31 | 2023-07-07 | 삼성디스플레이 주식회사 | 마스크 제조방법 |
| KR102557891B1 (ko) * | 2015-10-16 | 2023-07-21 | 삼성디스플레이 주식회사 | 마스크의 제조 방법 |
-
2015
- 2015-08-10 KR KR1020150112609A patent/KR101674506B1/ko active Active
-
2016
- 2016-08-04 JP JP2018506899A patent/JP6608040B2/ja active Active
- 2016-08-04 CN CN201680045716.0A patent/CN107851716B/zh active Active
- 2016-08-04 US US15/744,029 patent/US10680177B2/en active Active
- 2016-08-04 WO PCT/KR2016/008600 patent/WO2017026742A1/ko not_active Ceased
- 2016-08-05 TW TW105124912A patent/TWI696880B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5726163A (en) * | 1980-07-23 | 1982-02-12 | Hitachi Ltd | Mask for forming thin film and its manufacture |
| JP2005511313A (ja) * | 2001-11-30 | 2005-04-28 | 松下電器産業株式会社 | レーザーフライス加工方法 |
| JP2005146361A (ja) * | 2003-11-17 | 2005-06-09 | Seiko Epson Corp | マスク及びマスクの製造方法、表示装置の製造方法、有機el表示装置の製造方法、有機el装置、及び電子機器 |
| JP2013241667A (ja) * | 2012-04-23 | 2013-12-05 | Dainippon Printing Co Ltd | 蒸着マスクの製造方法 |
| JP2014148746A (ja) * | 2013-01-11 | 2014-08-21 | Dainippon Printing Co Ltd | メタルマスクおよびメタルマスクの製造方法 |
| JP2015021179A (ja) * | 2013-07-22 | 2015-02-02 | 大日本印刷株式会社 | メタルマスクの製造方法及びメタルマスク |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018192616A (ja) * | 2017-05-16 | 2018-12-06 | 中國砂輪企業股▲ふん▼有限公司 | 研削工具および研削工具の製造方法 |
| JP2024069290A (ja) * | 2019-03-28 | 2024-05-21 | 大日本印刷株式会社 | 蒸着マスク及び蒸着マスクの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI696880B (zh) | 2020-06-21 |
| CN107851716B (zh) | 2020-08-21 |
| CN107851716A (zh) | 2018-03-27 |
| US20180205018A1 (en) | 2018-07-19 |
| JP6608040B2 (ja) | 2019-11-20 |
| KR101674506B1 (ko) | 2016-11-10 |
| TW201723639A (zh) | 2017-07-01 |
| WO2017026742A1 (ko) | 2017-02-16 |
| US10680177B2 (en) | 2020-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6608040B2 (ja) | 複合加工方法を用いたシャドウマスクの製造方法及びこれにより製造されたシャドウマスク | |
| JP6660459B2 (ja) | 複合加工方法を用いたシャドウマスクの製造方法及びこれにより製造されたシャドウマスク | |
| KR101900281B1 (ko) | 복합 가공 방법을 이용한 섀도우 마스크의 제조방법 및 이에 의해 제조된 섀도우 마스크 | |
| TWI580095B (zh) | 使用雷射之立體圖案成形方法 | |
| KR102081191B1 (ko) | 전주도금법을 이용한 미세 금속 마스크 제조방법 | |
| CN110382160B (zh) | 用于借助电磁射线和随后的蚀刻过程将至少一个凹空开设到材料中的方法 | |
| JP2009068082A (ja) | 蒸着マスクの作製方法および蒸着マスク | |
| CN107006128A (zh) | 用于在板状工件内加工至少一个凹槽或穿孔的方法 | |
| KR102835652B1 (ko) | 기판 내로 리세스를 도입하기 위한 방법 | |
| KR101674499B1 (ko) | 복합 가공 방법을 이용한 섀도우 마스크의 제조방법 및 이에 의해 제조된 섀도우 마스크 | |
| TWI794192B (zh) | 基板的加工方法 | |
| TW202027578A (zh) | 印刷電路板的雷射加工方法及其雷射加工機 | |
| JP2022116133A (ja) | パルスレーザ光を用いた基板の加工、特に分離のための方法 | |
| JP5760251B2 (ja) | ガラス基板のレーザ加工装置 | |
| US20180085857A1 (en) | Hybrid substrate processing | |
| JP2004322106A (ja) | レーザ加工方法およびレーザ加工装置 | |
| KR100904725B1 (ko) | 다중가공구역의 조합방법 | |
| KR102388724B1 (ko) | 증착용 마스크 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190924 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6608040 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |