以下、図1乃至図9を参照して本発明によるメタルマスクおよびメタルマスクの製造方法の一実施の形態について説明する。ここで図1乃至図9は本発明の一実施の形態を説明するための図である。なお、以下の実施の形態では、有機ELディスプレイ装置を製造する際に有機発光材料を所望のパターンでガラス基板上にパターニングするために用いられる蒸着用のメタルマスクおよびメタルマスクの製造方法を例にあげて説明する。ただし、このような適用に限定されることなく、種々の用途に用いられるメタルマスクおよびメタルマスクの製造方法に対し、本発明を適用することができる。
まず最初に、本実施の形態によるメタルマスクの製造方法により製造され得るメタルマスクを含むメタルマスク装置の一例について、主に図1乃至図5を参照して説明する。ここで、図1は、本実施の形態によるメタルマスクを含むメタルマスク装置の一例を示す斜視図であり、図2は、図1に示すメタルマスク装置の使用方法を説明するための図である。
図1乃至図4に示すように、本実施の形態におけるメタルマスク装置10は、矩形状の金属製シートからなるメタルマスク20と、メタルマスク20の周縁部に取り付けられたフレーム15と、を備えている。メタルマスク20は、第1面21aおよび第1面21aとは反対側の第2面21bを有する金属板21を備え、この金属板21には、第1面21aと第2面21bとの間を延びる複数の貫通孔25が形成されている。このメタルマスク装置10は、図2に示すように、メタルマスク20がガラス基板42に対面するようにして、蒸着装置40内に支持される。そして、不図示の磁石によって、メタルマスク20とガラス基板42とが密着するように付勢される。蒸着装置40内には、このメタルマスク装置10を挟んだガラス基板42の下方に、蒸着材料(一例として、有機発光材料)48を収容するるつぼ44と、るつぼ44を加熱するヒータ46とが配置されている。るつぼ44内の蒸着材料48は、ヒータ46からの加熱により、気化または昇華してガラス基板42の表面に付着するようになる。上述したように、金属板21には多数の貫通孔25が形成されており、蒸着材料48はこの貫通孔25を介してガラス基板42に付着する。この結果、金属板21の貫通孔25の位置に対応した所望のパターンで、蒸着材料48がガラス基板42の表面に成膜される。
図1に示すように、本実施の形態において、メタルマスク20は、金属板21からなり、平面視において略四角形形状、さらに正確には平面視において略矩形状の輪郭を有している。メタルマスク20の金属板21は、貫通孔25が形成された有孔領域22と、貫通孔25が形成されておらず、有孔領域22の周囲を取り囲む領域を占める無孔領域23と、を有している。図1に示すように、各有孔領域22は、平面視において略四角形形状、さらに正確には平面視において略矩形状の輪郭を有している。
本実施の形態において、複数の有孔領域22は、メタルマスク20(金属板21)の一辺と平行な一方向に沿って所定の間隔を空けて配置されるとともに、前記一方向と直交する他方向に沿って所定の間隔を空けて配置されている。本実施の形態において、一つの有孔領域22が一つの有機ELディスプレイ装置に対応するようになっている。すなわち、図1に示されたメタルマスク装置10(メタルマスク20)によれば、多面付蒸着が可能となっている。
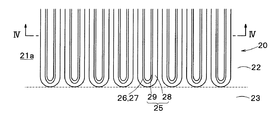
また、図1および図3に示すように、各有孔領域22に形成された複数の貫通孔25は、当該有孔領域22において、一方向に沿って等しい間隔をあけて並べて配置されている。また、各貫通孔25は、前記一方向に直交する他方向と平行に、有孔領域22の一端から他端まで細長く延びている。
この金属板21に形成された貫通孔25について、図3および図4を参照して更に詳述する。図3は、メタルマスク20を第1面21a側から示す部分平面図であり、図4は、図3のIV−IV線に沿った断面図である。図4に示すように、複数の貫通孔25は、第1面21aと第2面21bとの間に渡って延びている。また、シート状からなる金属板21の第1面21aから第2面21bに向け、金属板21の法線方向ndに沿った各位置における金属板21の板面に沿った断面での各貫通孔25の断面積が、しだいに小さくなっていく。とりわけ図示された例では、金属板21の第1面21aから第2面21bに向け、各貫通孔25の断面積は、小さくなるように変化し続けている。
なお、本明細書において、「板面(シート面)」とは、対象となる板状乃至帯状の部材を全体的かつ大局的に見た場合において対象となる板状部材の平面方向と一致する面のことを指す。本実施の形態では、金属板21の第1面21a及び第2面21bは、金属板21の板面と平行になっている。
図4に示すように、金属板21の板面に直交した法線方向ndに沿った断面における各貫通孔25の輪郭、言い換えると、金属板21の板面に直交した法線方向ndに沿った断面にて各貫通孔25の壁面の形状(壁面が画成する線分)は、金属板21の板面に平行な方向に対向して配置され、各々が、第1面21aから、当該第1面21aと第2面21bとの間の中間にある接続位置26まで延びている一対の第1部分28と、金属板21の板面に平行な方向に対向して配置され、各々が、対応する側の第1部分28と接続され、接続位置26から第2面21bまで延びている一対の第2部分29と、を含んでいる。
図4に示すように、一対の第1部分28は、第1面21aの側から第2面21bの側へ向かうにつれて互いに接近していく。すなわち、一対の第1部分28は、金属板21の法線方向ndに沿って第1面21aの側から第2面21bの側へ向かうにつれて、金属板21の板面に平行な方向に沿って互いに接近していく。別の見方をみすれば、一対の第1部分28は、第1面21aの側から第2面21bの側へ向かうにつれて先細りになるテーパ形状になっている。
更に、金属板21の法線方向ndに沿った断面において、第1部分28は、湾曲形状となっている。図示された第1部分28の断面輪郭は、当該第1部分28上の任意の地点における、金属板21の法線方向ndに対する傾斜角度が、当該地点よりも法線方向ndに沿って第1面21a側となる地点における傾斜角度より大きくなっている。すなわち、第1部分28は、第1面21aの側から第2面21bの側へ向かうにつれて法線方向ndに対する傾斜角度が徐々に大きくなっていく。この場合、金属板21の法線方向ndに沿った断面において、第1部分28の両端部を結ぶ線分、すなわち、第1面21a側の一端部と接続位置26とを結ぶ線分L1に対して、第1部分28は、第2面21b側に位置することになる。なお、この第1部分28の形状は、後述する製造方法におけるエッチング液による浸食の等方性によって画成されるようになる。
一方、一対の第2部分29は、図4に示すように、第1面21aの側から第2面21bの側へ向かうにつれて互いに接近していく。すなわち、一対の第2部分29は、金属板21の法線方向ndに沿って第1面21aの側から第2面21bの側へ向かうにつれて、金属板21の板面に平行な方向に互いに接近していく。別の見方をすれば、一対の第2部分29は、第1面21aの側から第2面21bの側へ向かうにつれて先細りになるテーパ形状になっている。このような形態によれば、特許文献1(特開2004−39319号公報)に記載のメタルマスクとは異なり、貫通孔25の開孔面積(金属板21の板面に沿った貫通孔25の開孔領域の面積)は、金属板21の法線方向に沿って第1面21aと第2面21bとの間の位置ではなく、第2面21b上で最小となる。したがって、ここで説明する蒸着マスク20を用いてガラス基板42に蒸着を行う場合には、図5に示すように、蒸着材料48は、その進行方向に依存することなく、ガラス基板42のうちの、金属板21の第2面21b上における貫通孔25に対面する領域に付着し、当該領域よりも外方となるガラス基板42上の領域に付着することを効果的に抑制されるようになる。従って、特許文献1に記載のメタルマスクに比べて、高精細なパターンでの蒸着を精度良く行うことができる。
本実施の形態では、金属板21の法線方向ndに沿った断面において、第2部分29は、直線状になっている。すなわち、第2部分29上の任意の地点において法線方向ndに対する傾斜角度が一定になっている。
図4に示すように、各貫通孔25内の接続位置26において、金属板21の板面および金属板21の法線方向ndの両方に対して傾斜した二つの面が接続され、周状の段差27が形成される。周状の段差27は、突条に形成され、貫通孔25の中央部側に突出して周状に延びている。そして、第1部分28が金属板21の板面および金属板21の法線方向ndの両方に対して傾斜した状態で第2部分29に接続されるため、第1部分28の壁面は接続位置26側に金属板21の板面に平行な平坦部を含まない。第1部分28の壁面が平坦部を含む場合、当該平坦部と第2面21bとの間の肉厚が薄くなり、メタルマスク20の取り扱い中に当該メタルマスク20を破損してしまう虞が高まる。従って、接続位置26において、金属板21の板面および金属板21の法線方向ndの両方に対して傾斜した二つの面が接続される場合、メタルマスク20の取り扱い中に当該メタルマスク20を破損してしまう虞を低減することができる。また、接続位置26に形成された突条が、補強梁のように機能し、メタルマスク20のねじれや歪み等を効果的に規制することができる。
なお、図示された形態では、前述したように、第1部分28は、第1面21aの側から第2面21bの側へ向かうにつれて法線方向ndに対する傾斜角度が徐々に大きくなっていき、第2部分29は、第2部分29上の任意の地点において法線方向ndに対する傾斜角度が一定になっている。従って、異なる傾斜角度で二つの傾斜面が接続され、上述した周状の段差27が形成される。
ここで、図5に、メタルマスク装置10を用いてガラス基板42に蒸着材料48を蒸着させる状態を示す。図5に示すように、メタルマスク装置10は蒸着装置40に収容された場合、金属板21の第1面21aが蒸着材料48を保持したるつぼ44側に位置し、金属板21の第2面21bがガラス基板42に対面する。すなわち、図5に示すように、蒸着材料48は次第に断面積が小さくなっていく貫通孔25を通過してガラス基板42に付着する。図5に示すように、蒸着材料48は、るつぼ44からガラス基板42に向けてガラス基板42の法線方向に沿って移動するだけでなく、ガラス基板42の法線方向に対して大きく傾斜した方向に移動することもある。このとき、貫通孔25の断面形状が図5の点線で示す輪郭を有していたとすると、斜めに移動する蒸着材料48は、メタルマスク20に付着してガラス基板42まで到達しない。結果として、蒸着材料48を所望の量だけガラス基板42に付着させ難くなり、蒸着材料48の利用効率が低下すると共に、蒸着パターンの縁部がぼやけてしまう。
すなわち、蒸着材料の利用効率(成膜効率:ガラス基板42に付着する割合)を高めて高価な蒸着材料を節約し、且つ、高精細なパターニングを行うためには、金属板21のシート面に直交する図4や図5の断面において、第1面21a側の第1部分28の端部および第2面21b側の第1部分28の端部を結ぶ直線L1と、金属板21の法線方向ndと、によってなされる角度θ1(図4参照)が大きい方がよい。ただし、ガラス基板42への垂線に対して大きな角度をなすようにしてガラス基板42に向けて移動する蒸着材料の割合は少ない。そして、本件発明者らが確認したところ、前述の直線L1が法線方向ndに対してなす角度θ1が30°以上となっていれば、蒸着材料の利用効率は十分な値となった。
次に、第1部分28と第2部分29との関係について詳述していく。先ず、図4に示すように、金属板21の法線方向ndに沿った断面において、第1部分28の両端部を結ぶ線分L1が当該金属板21の法線方向ndに対してなす角度θ1は、第2部分29の両端部を結ぶ線分L2が金属板21の法線方向ndに対してなす角度θ2よりも大きい方が好ましい。このような形態によれば、第2部分29を規定する壁面に囲まれる領域に向かっていく蒸着材料48が、第1部分28を規定する壁面に遮られ難くなる。加えて、金属板21の第1面21aの面積が減少し、このため、第1面21aに付着する蒸着材料48の量を低減することができる。これらの結果、蒸着材料48を所望の量だけガラス基板42に付着させ易くなり、蒸着材料48の利用効率を更に高めることができる。
前述したように、第1部分28は、金属板21の法線方向ndに沿った断面において、湾曲形状となっている。この場合、第1部分が直線状に形成されている、すなわち、第1部分の両端部を結ぶ線分L1と一致するように形成されている場合に比べて、メタルマスク20の薄肉化、軽量化を実現することができる。この一方で、貫通孔25の壁面がリブを構成して変形に対する耐性は維持される。このため、第1部分が直線状に形成されている場合と比べて、メタルマスク20の撓みはほぼ変化しない。従って、このような形態によれば、メタルマスク20の薄肉化、軽量化を実現しながら、メタルマスク20の撓み防止効果を得ることができる。
ところで、上述したように、蒸着材料48をガラス基板42に付着させる際には、メタルマスク20とガラス基板42とが密着するように不図示の磁石によって付勢される。しかしながら、金属板21の表面またはガラス基板42の表面の微細な凹凸や、メタルマスク20とガラス基板42との間に不可避的に混入する異物等の要因によって、金属板21の第2面21bとガラス基板42との間に僅かな隙間が生じ得る。金属板21の第2面21bとガラス基板42との間に隙間が生じると、ガラス基板42の法線方向に対して斜めに移動する蒸着材料48が、ガラス基板42のうちの貫通孔25と正対する領域だけでなく、その周辺領域にまで付着するおそれがある。この結果、蒸着パターンの縁部がぼやけてしまう。
この点、本実施の形態のメタルマスク20には、図4に示すように、金属板21の第2面21b上における貫通孔25の周縁の少なくとも一部分に沿って延び、且つ、第2面21b上における貫通孔25の周縁から金属板21の法線方向ndにおいて外方に延び出した延出片24が設けられている。このような形態によれば、メタルマスク20をガラス基板42に対面させた状態において、メタルマスク20の金属板21の第2面21bとガラス基板42との間の隙間を延出片24によって塞ぐことができる。これにより、ガラス基板42の板面に対して斜めに移動する蒸着材料48が、貫通孔25と正対するガラス基板42上の領域の周囲にまで付着してしまい、蒸着パターンの縁部がぼやけてしまうことを効果的に抑制することができる。このため、高精細なパターンでの蒸着を精度良く行うことができる。
図示する例では、延出片24は、第2面21b上における貫通孔25の周縁を取り囲んでいる。より詳細には、延出片24は、第2面21b上における貫通孔25の周縁の全周に沿って周状に延びている。このような形態によれば、延出片24によって、メタルマスク20の金属板21の第2面21bとガラス基板42との間の隙間を貫通孔25の周縁の全周に沿って塞ぐことができる。これにより、蒸着パターンの縁部がぼやけてしまうことを更に効果的に抑制することができる。
前記のように、延出片24は、第2面21b上における貫通孔25の周縁の全周に亘って周状に延びている。したがって、金属板21の法線方向ndに沿った図4及び図5の断面では、延出片24は、金属板21の板面に平行な方向に、対向して一対現れる。この図4及び図5に示された断面において延出片24をなす一対の第3部分24aは、外方へ向かうにつれて、言い換えると金属板21の法線方向に沿って当該金属板から離間するにつれて、互いに接近していく。すなわち、金属板21の法線方向ndに沿った断面において、延出片24は、金属板21の第2面21b上における貫通孔25の周縁の位置から、金属板21の法線方向に沿って外側(当該金属板から離間する側)、且つ、金属板21の板面に沿って、貫通孔25の中心となる側へ向けて、延び出している。また、金属板21の法線方向ndに沿った断面において、延出片24の厚さ、より正確には、延出片24の長手方向に直交する方向に沿った厚さは、金属板21へ接続する基端部から、金属板から最も離間した先端部へ向けてしだいに薄くなっていく。
また、延出片24は、第2面21b上における貫通孔25の周縁の全周に沿って厚みを薄く形成されている。この場合、金属板21とガラス基板42とを磁石の磁力によって密着させようとすると、延出片24がガラス基板42に当接してさらに幾らか撓み得る。このため、メタルマスク20とガラス基板42との密着性が更に向上して、高精細なパターンでの蒸着を更に精度良く行うことができる。ここで、延出片24の厚みとは、金属板21の法線方向ndに沿った断面における、第2面21bに沿った延出片24の基端部の厚みをいう。
一例として、延出片24の厚みは、1μm以上5μm以下に形成される。延出片24の厚みが5μm以上に形成されると、延出片24の剛性が高くなってしまって、金属板21とガラス基板42とを密着させる際に延出片24が有効に撓むことができなくなる。一方、延出片24の厚みが1μm以下に形成されると、延出片24の強度が低下してしまって、金属板21とガラス基板42とを密着させる際に延出片24が破損されてしまうおそれがある。
また、延出片24の高さ、言い換えると、金属板21の法線方向ndに沿った、延出片24の第2面21bからの突出量は、一例として、1μm以上5μm以下に形成される。延出片24の高さが5μm以上に形成されると、例えば延出片24がメタルマスク20とガラス基板42との密着を妨げてしまい、メタルマスク20とガラス基板42との隙間を効果的に埋めることができないおそれがある。結果として、高精細なパターンでの蒸着を行うことができないおそれがある。一方、延出片24の高さが1μm以下に形成されると、メタルマスク20とガラス基板42との隙間を埋めきれず、高精細なパターンでの蒸着を行うことができないおそれがある。
このような延出片24によれば、金属板21とガラス基板42とを密着させようとすると、延出片24は、金属板21の板面に平行な方向において貫通孔25の側に更に延び出るように撓む。このため、ガラス基板42の法線方向に対して斜めに移動する蒸着材料48が、ガラス基板42のうちの貫通孔25に正対する領域だけでなく、その周辺領域にまで回り込んでガラス基板42に付着してしまうことを更に効果的に抑制することができる。
また、本実施の形態では、延出片24は、金属板21と一体的に形成されている。このような形態によれば延出片24と金属板21とを精度よく連接させることができる。具体的には、延出片24は、後述する製造方法において、レーザ光の照射にともなって形成された返しである。この延出片24が返しとして形成されるメカニズムについては後述する。
上述したように、本実施の形態では、貫通孔25が各有孔領域22において等間隔に配置されている。一例として、メタルマスク20(メタルマスク装置10)が携帯電話やデジタルカメラ等のディスプレイ(2〜5インチ程度)を作製するために用いられる場合、貫通孔25の配列ピッチP(図4参照)は、58μm(440ppi)以上254μm(100ppi)以下程度とすることができる。なお、カラー表示を行いたい場合には、貫通孔25の配列方向(前述の一方向)に沿ってメタルマスク20(メタルマスク装置10)とガラス基板42とを少しずつ相対移動させ、赤色用の有機発光材料、緑色用の有機発光材料および青色用の有機発光材料を順に蒸着させていってもよい。また、メタルマスク20(メタルマスク装置10)が携帯電話のディスプレイを作製するために用いられる場合、各貫通孔25の配列方向(上述の一方向)に沿った幅(スリット幅)Wは、28μm以上84μm以下程度とすることができる。
一方、メタルマスク装置10のフレーム15は、矩形状のメタルマスク20の周縁部に取り付けられている。フレーム15は、メタルマスク20が撓んでしまうことがないようにメタルマスクを張った状態に保持する。メタルマスク20とフレーム15とは、例えばスポット溶接により互いに対して固定されている。
メタルマスク装置10は、高温雰囲気となる蒸着装置40の内部に保持される。したがって、メタルマスク20およびフレーム15は、蒸着フレームの撓みや熱応力の発生を防止するため、熱膨張率が低い同一の材料によって作製されていることが好ましい。このような材料として、例えば、36%Niインバー材を用いることができる。
以上のように本実施の形態によれば、金属板21に形成された貫通孔25が、第1面21aの側から第2面21bの側へ向かうにつれて互いに接近していく一対の第1部分28と、各々が対応する側の第1部分28と接続され、第1面21aの側から第2面21bの側へ向かうにつれて互いに接近していく一対の第2部分29と、を含んでいる。このような形態によれば、ガラス基板42の法線方向から大きく傾斜した方向に移動する蒸着材料48もガラス基板42に十分に付着させることができる。これにより、蒸着材料48の利用効率を大幅に高めることができる。また、金属板21の第2面21b上における貫通孔25に対面する領域の周辺となるガラス基板42上の領域に、蒸着膜が不安定な膜厚にて成膜されない。従って、本実施の形態のメタルマスク20によれば、高精細なパターンでの蒸着を所望の厚さで精度良く行うことができる。
とりわけ、有機ELディスプレイ装置では、高価な蒸着材料48を高精細なパターンで基板42上にパターニングすることが強く所望されている。このため、本実施の形態のメタルマスク20は、有機ELディスプレイ装置を製造するために用いられる蒸着マスクに特に適している。
また、本実施の形態によれば、第1部分28は、金属板21の法線方向ndに沿った断面において、湾曲形状となっている。この場合、第1部分が直線状に形成されている場合に比べて、メタルマスク20の薄肉化、軽量化を実現することができる。この一方で、貫通孔25の壁面がリブを構成して変形に対する耐性は維持される。このため、第1部分が直線状に形成されている場合と比べて、メタルマスク20の撓みはほぼ変化しない。従って、このような形態によれば、メタルマスク20の薄肉化、軽量化を実現しながら、メタルマスク20の撓み防止効果を得ることができる。
ところで、金属板21の厚みが薄くなると、メタルマスク20の取り扱い中に、例えばメタルマスク20の搬送中に、当該メタルマスク20を破損してしまう虞がある。とりわけ、有機EL表示装置を製造する際に例えば蒸着材料48を所望のパターンでガラス基板42上にパターニングするために用いられるメタルマスク20においては、同一方向に細長く延びる複数の貫通孔25が短ピッチで並べて配置されていることがある。このようなメタルマスク20を取り扱う場合、メタルマスク20に作用する力によって、メタルマスク20の孔と孔との間が切断されてしまったり、孔と孔との間を線状に延びる部分同士がからまったりするといった不具合が容易に生じてしまう。このため、例えば、金属板21の厚みが30μm未満のものを用いて、パターニングを行うことは極めて困難であった。
この点、従来の蒸着マスクの厚みを薄く形成する試みとして、例えば特開平04−236758に、シリコンからなる蒸着マスクを用いる点が記載されている。この蒸着マスクでは、シリコン板の周縁領域が厚み180μmに形成され、当該周縁領域に囲まれた中央領域に厚み20μmからなるシート面に平行な平坦部が形成される。そして、この平坦部に所望の蒸着パターンからなる貫通孔が形成されている。しかしながら、シリコンは金属に比べて強度がかなり低い。更に、厚み20μmからなる平坦部に所望の蒸着パターンからなる貫通孔が形成されているため、平坦部付近のシリコン板の強度は更に低い。このため、この蒸着マスクの取り扱い中に、当該蒸着マスクを平坦部付近から破損してしまう虞が極めて高い。
一方、本実施の形態によれば、メタルマスク20は、シリコンよりも強度がかなり高い金属からなる。また、一対の第1部分28は、第1面21aの側から第2面21bの側へ向かうにつれて互いに接近していき、各貫通孔25内の接続位置26において、金属板21の板面および金属板21の法線方向ndの両方に対して傾斜した二つの面が接続されている。このため、第1部分がシート面に平行な平坦部を含む場合に比べて、第1部分28と第2面21bとの間に肉厚を大きく確保することができる。これらの特徴の組合せにより、本実施の形態のメタルマスク20は、上記特許文献に記載された蒸着マスクに比べて、取り扱い中に破損される虞が極めて低くなっている。
次に、このようなメタルマスク20および蒸着マスク装置10の製造方法について、主に図6乃至図9を用いて説明する。このうち、図6は、蒸着マスクの製造方法を全体的に説明するための図であり、図7は、金属製シートにレジストパターンを形成する方法を説明するための図であり、図8は、金属製シートをエッチングする方法を説明するための図である。
図6乃至図9に示すように、本実施の形態における蒸着マスクの製造方法は、第1面34aおよび当該第1面34aとは反対側の第2面34bを有し帯状に延びる金属製シート34を供給する工程と、フォトリソグラフィー技術を用いたエッチングを金属製シート34に施して、曲面状の壁面を有し先細りする凹部61を第1面34aの側から形成する工程と、各凹部61内にレーザ光を照射して、当該凹部61から第2面34bまで延びる穴62を形成する工程と、を備えている。各工程について、以下においてさらに詳細に説明する。
図6に示すように、本実施の形態においては、金属製シート34を供給コア31に巻き取った巻体29が準備される。そして、この供給コア31が回転して巻体29が巻き戻されることにより、図6に示すように帯状に延びる金属製シート34が供給される。なお、金属製シート34は貫通孔25を形成されてメタルマスク20をなすようになる。したがって、上述したように、金属製シート34は、例えば36%Niインバー材からなる。ただし、これに限られず、ステンレス、銅、鉄、アルミニウムからなるシートを金属製シート34として用いることも可能である。
供給された金属製シート34は、エッチング装置(エッチング手段)50によってエッチング処理を施される。具体的には、まず、金属製シート34の第1面34a上にネガ型感光性レジスト材料を塗布し、第1面34a上にレジスト膜36を形成する。次に、レジスト膜36のうちの除去したい領域に光を透過させないようにしたガラス乾板37を準備し、ガラス乾板37をレジスト膜36上に配置する。
その後、図7に示すように、レジスト膜36をガラス乾板37越しに露光し、さらにレジスト膜36を現像する。以上のようにして、金属製シート34の第1面34a上にレジストパターン(単に、レジストとも呼ぶ)35が形成される。
なお、ガラス乾板37のうちの除去すべきレジスト膜36に対面する領域を黒色にしておき、露光光として可視光を用いるようにしてもよい。この場合、黒色部分で可視光が吸収されることにより、レジスト膜36の除去すべき領域には光が入射せず、レジスト膜36が金属製シート34上で光硬化しない。一方、レジスト膜36の除去すべきでない領域には光が入射して、当該領域におけるレジスト膜36が金属製シート34上で光硬化する。光硬化していないレジスト膜36は、例えば湯洗によって除去される。
次に、図8に示すように、金属製シート34上に形成されたレジストパターン35をマスクとして、エッチング液(例えば塩化第二鉄溶液)38により金属製シート34を第1面34a側からエッチングする。本実施の形態においては、エッチング液38が、搬送される金属製シート34の下方に配置されたエッチング装置50の下方ノズル51から、レジストパターン35越しに金属製シート34の第1面34aに向けて噴射される。そして、図8に点線で示すように、金属製シート34のうちのレジストパターン35によって覆われていない領域で、エッチング液による浸食が始まる。このエッチング液による浸食は、金属製シート34のうちのエッチング液に触れている部分において行われていく。従って、浸食は、金属製シート34の厚み方向のみに進むのではなく、金属製シート34のシート面に沿った方向にも進んでいく。加えて、本実施の形態では、下方ノズル51から噴射されるエッチング液38の流量および噴射時間を制御することができるようになっている。従って、噴射されるエッチング液38の流量および噴射時間を適切に制御することにより、金属製シート34の厚み方向における浸食および金属製シート34のシート面に沿った方向における浸食の度合いが調整される。以上のようにして、エッチング液による浸食が金属製シート34の第1面34aから第2面34b側に向けて進んで、曲面状の壁面を有し先細りする形状に形成された凹部61が得られる。とりわけ、本実施の形態では、エッチング液による浸食は、金属製シート34のうちのエッチング液に触れている部分において等方的に行われ、各凹部61は、金属製シート34の法線方向に沿った断面において湾曲形状となるように形成される。そして、この凹部61は、金属製シート34の第2面34bまでは延びず、当該第2面34bと所定の間隔を空けることになる。また、凹部61は、配列方向と直交する他方向に沿って細長く延びるよう形成される。
その後、金属製シート34上のレジストパターン35を除去し、さらに金属製シート34を水洗いする。
このようにして多数の凹部61を形成された金属製シート34は、当該金属製シート34を狭持した状態で回転する一対の搬送ローラ52,52により、切断装置(切断手段)53へ搬送される。なお、この搬送ローラ52,52の回転によって金属製シート34に作用するテンション(引っ張り力)を介し、上述した供給コア31が回転させられ、巻体29から金属製シート34が供給されるようになっている。
多数の凹部61が形成された金属製シート34を切断装置(切断手段)53によって所定の長さに切断することにより、枚葉状の金属製シート64が得られる。
次に、図9に示すように、枚葉状の金属製シート64がしわやたるみのない状態でレーザ加工装置70の保持部73に保持される。このレーザ加工装置70には、メタルマスクに所定のパターンの貫通孔を形成するために用いられ得るそれ自体既知のレーザ加工装置70が用いられる。レーザ加工装置70で利用されるレーザとして、YAGレーザ、炭酸ガスレーザまたは半導体レーザ等が挙げられ、金属製シート34の材質や穴62の深さ等に応じて適宜選定される。本実施の形態のレーザ加工装置70は、出力可変のレーザ発振器から発生したレーザ光を所定のスポット径でレーザ照射レンズ72から照射することができるようになっている。
レーザ加工装置70のレーザ照射レンズ72から枚葉状の金属製シート64の各凹部61内にレーザ光が照射されて、当該レーザ光は、凹部61の長手方向に沿って動かされる。レーザ光を照射することによって、各凹部61と第2面34bとの間の金属製シート64の一部が溶融し、当該溶融した部分がアシストガスによって飛散乃至除去される。これにより、凹部61から第2面34bまで延びる穴62が枚葉状の金属製シート64に形成される。とりわけ、金属製シート64は、凹部61側で多く溶融し、第2面34b側に向かうにつれて溶融する量が少なくなっていく。これにより、穴62は、金属製シート34の第1面34aの側から第2面34bの側へ向けて先細りするテーパ形状に形成される。また、形成される穴62は、凹部61の曲面状の壁面に接続され、当該接続位置63から第2面34bまで延びる。
以上のようにして、穴62と凹部61とにより貫通孔25が得られる。具体的には、穴62が第2部分29に対応し、凹部61が第1部分28に対応する。
加えて、レーザ光の照射にともなって、金属製シート34の第2面34b上における穴62の周縁の少なくとも一部分に沿って延び、且つ、第2面34b上における穴62の周縁から金属板21の法線方向ndにおいて外方に延び出した返し65が形成される。
この返しは、「ドロス」とも呼ばれ、従来では、メタルマスク20とガラス基板42との密着性を低下させる要因と考えられてきた。このため、レーザ加工によって形成された返し(ドロス)を除去する技術が報告されている(例えば、特開平6−39988、特開2006−281523等参照)。しかしながら、本実施の形態では、返し65からなる延出片24は、レーザ光の照射にともなって形成されているが、メタルマスク20とガラス基板42との密着性を向上させるように作用する。このように延出片24がメタルマスク20とガラス基板42との密着性を向上させるように作用するメカニズムについては明らかになっていないが、その一因として以下のメカニズムが考えられ得る。ただし、本発明は以下のメカニズムに限定されるものではない。
従来の方法では、レーザ光によって金属板に貫通孔を形成する際に、厚み30〜50μm程度の金属板を用いていた。このため、レーザ加工装置の出力が高く設定されるだけでなく、レーザ光によって溶融させアシストガスによって飛散させる金属溶融物の量も必然的に多くなる。この結果、貫通孔の周縁に沿って形成される返し(ドロス)は、厚みおよび高さが相当になる。このため、返しが形成された金属板を用いて蒸着を行うと、金属板とガラス基板との隙間を埋めるどころか、当該隙間を大きくさせるように寄与する。更に、多量の金属溶融物を飛散させるため、当該金属溶融物が形成する返し(ドロス)の厚みおよび高さも安定しない。すなわち、対応する貫通孔の周縁に沿って形成される各返し(ドロス)の厚みおよび高さは、互いに異なる大きさに形成される。このため、このような返しが形成された金属板を用いて蒸着を行っても、ガラス基板42に付着される蒸着材料48の量が貫通孔毎に異なってしまう。これらの理由により、従来の方法では、高精細なパターンでの蒸着を行うことができない。
一方、本実施の形態では、図8および図9に示すように、エッチングを金属製シート34に施して、曲面状の壁面を有し先細りする凹部61を第1面34aの側から形成する工程と、各凹部61内にレーザ光を照射して、当該凹部61から第2面34bまで延びる穴62を形成する工程と、を行って貫通孔25を形成している。そして、返し65は、穴62内にレーザ光を照射することにともなって形成される。このため、レーザ加工装置の出力を低く設定することが可能になるとともに、レーザ光によって溶融させアシストガスによって飛散させる金属溶融物の量は従来の方法に比べて格段に少ない。この結果、穴62の周縁に沿って形成される返し(ドロス)65は、従来に比べて厚みが薄く高さも低い。また、少量の金属溶融物を飛散させるため、当該金属溶融物が形成する返し(ドロス)65の厚みおよび高さも安定する。すなわち、対応する穴62の周縁に沿って形成される各返し(ドロス)65の厚みおよび高さを従来に比べて均一に形成することができる。このような形態によって、返し65によって、メタルマスク20とガラス基板42との密着性を更に向上させ、高精細なパターンでの蒸着を更に精度良く行うことができると考えられる。
前述したように、形成される返し65の大きさは、レーザ光によって溶融させアシストガスによって飛散させる金属溶融物の量の影響を受ける。従って、レーザ光の照射によって形成される穴62の深さに応じて、言い換えると、金属板21のうちのレーザ光の照射によって貫通される部分の厚さに応じて、さらに言い換えると、金属板21に形成された凹部61の底面から第2面21bまでの厚さに応じて、すなわち、レーザ光照射による除去量に応じて、返し65の大きさも異なってくる場合がある。一例として、穴62の深さは、1μm以上15μm以下に形成される。穴62の深さが15μm以上となる場合、飛散させる金属溶融物の量が多くなって返し65の厚みおよび高さも大きくなる。このため、この返し65が形成されたメタルマスク20を用いて蒸着を行うと、メタルマスク20とガラス基板42との隙間を効果的に埋めることができず、高精細なパターンでの蒸着を行うことができないおそれがある。一方、穴62の深さが1μm以下となる場合、飛散させる金属溶融物の量が少なくなって返し65の厚みおよび高さも小さくなる。このため、この返し65が形成されたメタルマスク20を用いて蒸着を行うと、メタルマスク20とガラス基板42との隙間を埋めきれず、高精細なパターンでの蒸着を行うことができないおそれがある。
以上のようにして、多数の貫通孔25を形成された金属製シート64からなるメタルマスク20が得られる。
そして、各メタルマスク20に対してフレーム15を取り付けることにより、蒸着マスク装置10が得られる。なお、フレーム15は、金属板21の一方の面20aに取り付けられてもよいし、金属板21の他方の面20bに取り付けられてもよい。
なお、上述したように直線状に細長く延びる凹部61を形成する場合、凹部61が延びる方向と、金属製シート34が供給される方向(金属製シート34が搬送される方向)とが略平行となっていることが好ましい。この場合、メタルマスク20の製造中に、厚みの薄くなっている凹部61の部分において金属製シート34が延びてしまったり切断されてしまったりすることを防止することができる。
以上のように本実施の形態におけるメタルマスクの製造方法によれば、金属製シート34を第2面34b側からエッチングして、曲面状の壁面を有し先細りする凹部61を第1面34aの側から形成する工程と、各凹部61内にレーザ光を照射して、当該凹部61から第2面34bまで延びる穴62を形成する工程と、を備えている。各凹部61内にレーザ光を照射して穴62を形成することにより、穴62が微細であっても当該穴62を精度よく形成することができる。従って、このような製造方法によれば、凹部61と穴62とにより規定される、第1部分28と第2部分29とを含む貫通孔25の輪郭を精度よく形成することができる。
とりわけ、穴62の第2面34bにおける開口の精度は、ガラス基板42に施される蒸着パターンの輪郭を高精度に形成する上で大きく寄与する。本実施の形態によれば、各凹部61内にレーザ光を照射して、当該凹部61から第2面34bまで延びる穴62を形成することにより、穴62の第2面34bにおける開口を所望の大きさで精度よく形成することができる。これにより、より高精細なパターンでの蒸着を精度良く行うことができる。
また、本実施の形態におけるメタルマスクの製造方法によれば、レーザ光の照射にともなって、金属製シート34の第2面34b上における穴62の周縁の少なくとも一部分に沿って延び、且つ、第2面34b上における穴62の周縁から金属板21の法線方向ndにおいて外方に延び出した返し65が形成される。このような製造方法によれば、返し65は、レーザ光の照射により穴62を形成することにともなって形成されるため、効率よく作製される。また、各返し65の厚みおよび高さを均一に形成することができる。
なお、上述した一実施の形態に対して様々な変更を加えることが可能である。以下、図面を参照しながら、変形の一例について説明する。以下の説明および以下の説明で用いる図面では、上述した一実施の形態と同様に構成され得る部分について、上述の実施の形態における対応する部分に対して用いた符号と同一の符号を用いることとし、重複する説明を省略する。
上述した実施の形態において、図4に示すように、隣り合う貫通孔25の壁面が、互いに離間して配置され、隣り合う貫通孔25の間に平坦な面が形成されている例を示したが、これに限られない。図10(a)および図10(b)に、隣り合う貫通孔25の壁面同士が接続されている例を示す。このうち図10(a)は、部分平面図であり、図10(b)は、図10(a)のA−A線に沿った断面における断面図である。図10(a)および図10(b)に示す例でも、金属板21の法線方向ndに沿った断面における各貫通孔25の輪郭は、金属板21の板面に平行な方向に対向して配置され、各々が、第1面21a側から、当該第1面21aと第2面21bとの間の中間にある接続位置26まで延びている一対の第1部分28と、金属板21の板面に平行な方向に対向して配置され、各々が、対応する側の第1部分28と接続され、接続位置26から第2面21bまで延びている一対の第2部分29と、を含んでいる。従って、図10に示すメタルマスク20も、本実施の形態と同様な作用効果を奏する。
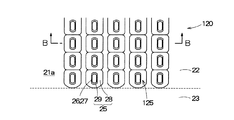
上述した実施の形態において、図3に示すように、各貫通孔25が、有孔領域22の一端から他端まで細長く延びている例を示したが、これに限られない。図11に、複数の貫通孔125の他の配置例を示す。図11に示す例では、複数の貫通孔125は、有孔領域22において、一方向に沿って等しい間隔をあけて並べて配置されている。また、各貫通孔125は、前記一方向に直交する他方向に長手方向を有し、当該他方向に沿って等しいピッチで並べて配置されている。図11に示すメタルマスク120は、例えば、図11のB−B線に沿った断面図において、図4に示す貫通孔25と略同様な断面形状を有している。従って、図11に示すメタルマスク120も、本実施の形態と同様な作用効果を奏する。また、図11に示されたメタルマスク120を上述した製造方法により作成することにより、作製されたメタルマスク120が、上述した優れた作用効果を奏する延出片24を有するようになる。
上述した実施の形態では、1つのメタルマスク20を用いてガラス基板42にパターニングを行う例を示したがこれに限られない。図12及び図13に、ガラス基板に施される他の例および更に他の例を示す。図12および図13に示す例では、赤色に発光する赤色用の蒸着材料と、緑色に発光する緑色用の蒸着材料と、青色に発光する青色用の蒸着材料と、を用いて、ガラス基板42にパターニングが行われる。
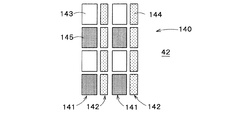
図12および図13に示す例では、ガラス基板42に施される蒸着パターン140は、複数の第1配列141と複数の第2配列142とからなり、これら第1配列141と第2配列142とは、一方向に沿って交互に等しい間隔をあけて並べて配置されている。各第1配列141は、一方向に直交する他方向に沿って交互に等しい間隔をあけて並べて配置された、赤色用の蒸着材料からなる赤色パターン143と青色用の蒸着材料からなる青色パターン145とからなる。一方、各第2配列142は、前記他方向に沿って前記間隔と等しい間隔をあけて並べて配置された、緑色用の蒸着材料からなる緑色パターン144からなる。各赤色パターン143と各青色パターン145とは、同一の形状に形成されている。各緑色パターン144は、各赤色パターン143および各青色パターン145よりも短い一方向に沿った長さを有している。図12に示す例では、緑色パターン144は、赤色パターン143および青色パターン145と同一の他方向に沿った長さを有している。一方、図13に示す例では、緑色パターン144は、赤色パターン143および青色パターン145よりも長い他方向に沿った長さを有している。
図12または図13に示す蒸着パターン140をガラス基板42に施す場合、各パターン143、144、145毎に対応するメタルマスクを準備する必要がある。一例として、図14に、図12に示す赤色パターン143用のメタルマスク220における貫通孔225の配置例を示す。図14に示す例では、ガラス基板42に施される赤色パターン143に対応して貫通孔225が配置されている。図14に示すメタルマスク220は、例えば、図14のC−C線に沿った断面図において、図4に示す貫通孔25と略同様な断面形状を有している。従って、図14に示すメタルマスク220も、本実施の形態と同様な作用効果を奏する。同様に、図13に示す赤色パターン143用のメタルマスク、図12および図13に示す緑色パターン144用のメタルマスク、並びに、図12および図13に示す青色パターン145用のメタルマスクも本実施の形態と同様な作用効果を奏する。また、各メタルマスクを上述した製造方法により作成することにより、作製されたメタルマスクが、上述した優れた作用効果を奏する延出片24を有するようになる。
上述した実施の形態において、金属製シート34を切断装置59によって所定の長さに切断した後に穴62を形成する例を示したが、これに限られない。例えば、金属製シート34を切断装置59によって所定の長さに切断する前に穴62を形成してもよい。
さらに、上述した実施の形態において、金属製シート34に凹部61を形成した後に、金属製シート34を切断装置59によって所定の長さに切断する例を示したが、これに限られない。例えば、金属製シート34を切断する工程を、金属製シート34に凹部61を形成する前に行ってもよい。あるいは、エッチングによって凹部61を形成する工程中に、金属製シート34を所定の長さに縁切りするようにエッチングしてもよい。すなわち、エッチングによって凹部61を形成する際に、エッチングにより金属製シート34を所定の長さに分離させるようにしてもよい。この場合、別途に金属製シート34を所定の長さに切断する手間を省くことができ、メタルマスク20を高い生産効率で安価に製造することができる。
さらに、上述した実施の形態において、メタルマスク20を所定の長さに切断する例を示したが、これに限られない。多数の凹部61が形成された金属製シート34を切断せずにメタルマスク用シート状部材18として取り扱うようにしてもよい。例えば、図15に示すように、多数の貫通孔25が形成された金属製シート34からなるメタルマスク用シート状部材18を、切断することなく、巻取コア19に巻き取り、メタルマスク用シート状部材18の巻体18aとして取り扱う(出荷等)ようにしてもよい。なお、メタルマスク用シート状部材18も本件の保護対象である。
さらに、上述した実施の形態においては、穴62を形成されたメタルマスク20を架張してフレーム15に取り付ける例を示したが、これに限られない。例えば、穴62を形成される前の金属製シート64を架張してフレーム15に取り付けるようにしてもよい。
本件発明者が鋭意研究を重ねたところ、金属製シート64を架張してフレーム15に取り付けた後に、金属製シート64の各凹部61内にレーザ光を照射して穴62を形成することが、高精細なパターンでの蒸着を行うために有効であることが知見された。金属製シート64に穴62を形成する前であれば、金属製シート64がある程度の剛性をもつため、金属製シート64の変形や折れが生じ難く、金属製シート64の取り扱い性がよい。このため、穴62を形成される前の金属製シート64を、フレーム15に安定して取り付けることができる。加えて、金属製シート64がある程度の剛性をもつため、金属製シート64を架張した状態でフレーム15に取り付けても、金属製シート64のシート面に沿った歪みが発生し難い。このため、金属製シート64をフレーム15に対して精度よく位置決めすることができる。この状態で、金属製シート64の各凹部61内にレーザ光を照射して穴62を形成すると、穴62の位置の変化やばらつきも生じ難い。結果として、高精細なパターンでの蒸着を精度良く行うことができる。
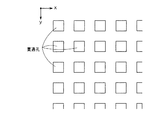
しかもこのような現象は、少なくとも有機EL表示装置の製造時に有機材料を基板に蒸着する際に用いられる一般的な開口率を有するメタルマスクにおいて、穴62の配列(貫通孔25の配列)によらず、すなわち図18に示された格子配列に限られることなく、例えば図19に示された後述する千鳥配列であっても、同様に生じた。
ここで、本件発明者が行った実験結果の一部を説明する。ここでは、貫通孔が格子配列で配列された第1のメタルマスク装置及び第2のメタルマスク装置に関する実験結果と、貫通孔が千鳥配列で配列された第3のメタルマスク装置及び第4のメタルマスク装置に関する実験結果と、について説明する。なお、製造対象となるメタルマスク装置の貫通孔の配列は、図18及び図19に示す通りとした。なお、図18に示された格子配列において、貫通孔は、金属板のシート面内を延びるx軸方向に所定ピッチで配列され且つx軸と直交するy軸方向にも所定ピッチで配列されている。図19に示された千鳥配列では、y軸方向に並んだ貫通孔群が、当該貫通孔群とx軸方向に隣り合う他の貫通孔群と、貫通孔のy軸方向への配列ピッチの半分だけずれて配置されている点において、図18に示された格子配列と異なっている。なお、図18及び図19に示す例において、製造対象となるメタルマスク装置の貫通孔の寸法は、想定した表示画面のサイズ(ディスプレイのサイズ)と画素密度(ppi)とに基づいて、決定した。
第1〜第4のメタルマスク装置は、以下のようにして作成された。まず、エッチングを金属製シートに施して、所定の配列からなる凹部を金属製シートに形成した。次に、第1のメタルマスク装置および第3のメタルマスク装置では、金属製シートを架張してフレームに取り付けた。具体的には、金属製シートのx軸方向に対向する両端に設けられたアライメントマークが、ガラス基板に設けられたアライメントマークに一致するように、金属製シートを架張させながらフレームに取り付けた。その後、金属製シートの各凹部内にレーザ光を照射して穴を形成して、凹部及び穴からなる貫通孔を有する第1のメタルマスク装置及び第3のメタルマスク装置を製造した。他方で、第2のメタルマスク装置および第4のメタルマスク装置では、金属製シートの各凹部内にレーザ光を照射して穴を形成して、凹部及び穴からなる貫通孔を金属製シートに作成した。その後、金属製シートをフレームに取り付け、第2のメタルマスク装置および第4のメタルマスク装置を作成した。第1〜第4のメタルマスク装置の原材料となる金属板は、インバー材とした。なお、インバー材は、想定した表示画面のサイズ(ディスプレイのサイズ)と画素密度(ppi)とを考慮して、20μm〜80μmの間の厚みのものを選定した。
次に、作製された第1〜第4のメタルマスク装置を用いて、ガラス基板上に蒸着材料を蒸着させて、10個ずつサンプルを作製した。その後、各サンプルについて、蒸着材料の設計上の配置位置からのずれ量、すなわち、蒸着材料を蒸着されるべきガラス基板上において蒸着材料を配置すべき位置(設計位置)から蒸着材料が実際に蒸着した位置までのずれ量を、30箇所測定した。蒸着材料のずれ量の測定は、新東Sプレシジョン株式会社製の測長器(AMIC−1710)を用いた。
次に、測定した蒸着材料のずれ量から、当該ずれ量の平均値μおよび標準偏差σを算出した。第1〜第4のメタルマスク装置から作成されたサンプルについての、蒸着材料のずれ量の平均値μおよび標準偏差σ×3の値を表1に示す。ここで正規分布のグラフ確率変数XがN(μ,σ
2)に従う時、平均μからのずれが±1σ以下の範囲にXが含まれる確率は68.27%、±2σ以下だと95.45%、さらに±3σだと99.73%となる。すなわち、σ×3は、蒸着材料のずれ量のばらつきの範囲を予測するための有効な指標となる。
表1に示すように、第1のメタルマスク装置を用いて作成されたサンプルについての、蒸着材料のずれ量の平均値μの値は、0.3μm以下となり、標準偏差σ×3の値は、1.5μm以下となった。一方、第2のメタルマスク装置を用いて作成されたサンプルについての、蒸着材料のずれ量の平均値μの値は、2.6μm以下となり、標準偏差σ×3の値は、1.9μm以下となった。すなわち、貫通孔が格子配列で配列されている場合において、金属製シートを架張してフレームに取り付けた後に当該金属製シートに穴を形成した第1のメタルマスク装置は、金属製シートに穴を形成した後に当該金属製シートをフレームに取り付けた第2のメタルマスク装置と比較して、蒸着材料の蒸着位置のずれ量およびそのばらつきを大きく抑制することができた。
なお、一般に、金属製シートに穴を形成するために照射されるレーザ光の位置決め精度乃至繰返し精度は、±1.0μm程度であることが分かっている。従って、第1のメタルマスク装置から作成されたサンプルについての、蒸着材料のずれ量の平均値μおよび標準偏差σ×3の値は、限りなくレーザ光の位置決め精度に近い値が得られた。
また、表1に示すように、第3のメタルマスク装置を用いて作成されたサンプルについての、蒸着材料のずれ量の平均値μの値は、1.3μm以下となり、標準偏差σ×3の値は、2.3μm以下となった。一方、第2のメタルマスク装置を用いて作成されたサンプルについての、蒸着材料のずれ量の平均値μの値は、3.1μm以下となり、標準偏差σ×3の値は、2.8μm以下となった。すなわち、貫通孔が千鳥配列で配列されている場合において、金属製シートを架張してフレームに取り付けた後に当該金属製シートに穴を形成した第3のメタルマスク装置は、金属製シートに穴を形成した後に当該金属製シートをフレームに取り付けた第4のメタルマスク装置と比較して、蒸着材料の蒸着位置のずれ量およびそのばらつきを大きく抑制することができた。なお、図19に示す千鳥配列の例は、図18に示す格子配列の例に比べて、金属製シートのシート面に沿った歪みが発生し易く、貫通孔の位置のずれ量が大きくなる傾向を示した。
さらに、各サンプルについて、蒸着材料の設計上の配置位置からのずれ量を45箇所測定し、x軸方向に沿った最大のずれ量Mxおよびy軸方向に沿った最大のずれ量Myを求めた。第1〜第4のメタルマスク装置から作成されたサンプルについての、蒸着材料のx
軸方向に沿った最大のずれ量Mxおよび蒸着材料のy軸方向に沿った最大のずれ量Myの値を表2に示す。
表2に示すように、第1のメタルマスク装置を用いて作成されたサンプルについての、蒸着材料のx軸方向に沿った最大のずれ量Mxの値は、1.7μm以下となり、y軸方向に沿った最大のずれ量Myの値は、1.5μm以下となった。一方、第2のメタルマスク装置を用いて作成されたサンプルについての、蒸着材料のx軸方向に沿った最大のずれ量Mxの値は、4.2μm以下となり、y軸方向に沿った最大のずれ量Myの値は、4.1μm以下となった。すなわち、貫通孔が格子配列で配列されている場合において、金属製シートを架張してフレームに取り付けた後に当該金属製シートに穴を形成した第1のメタルマスク装置は、金属製シートに穴を形成した後に当該金属製シートをフレームに取り付けた第2のメタルマスク装置と比較して、蒸着材料の蒸着位置のx軸方向に沿った最大のずれ量およびy軸方向に沿った最大のずれ量を大きく抑制することができた。
また、表2に示すように、第3のメタルマスク装置を用いて作成されたサンプルについての、蒸着材料のx軸方向に沿った最大のずれ量Mxの値は、3.3μm以下となり、y軸方向に沿った最大のずれ量Myの値は、3.0μm以下となった。一方、第4のメタルマスク装置を用いて作成されたサンプルについての、蒸着材料のx軸方向に沿った最大のずれ量Mxの値は、5.7μm以下となり、y軸方向に沿った最大のずれ量Myの値は、5.1μm以下となった。すなわち、貫通孔が千鳥配列で配列されている場合において、金属製シートを架張してフレームに取り付けた後に当該金属製シートに穴を形成した第3のメタルマスク装置は、金属製シートに穴を形成した後に当該金属製シートをフレームに取り付けた第4のメタルマスク装置と比較して、蒸着材料の蒸着位置のx軸方向に沿った最大のずれ量およびy軸方向に沿った最大のずれ量を大きく抑制することができた。
表1及び表2に示すように、金属製シートを架張してフレームに取り付けた後に当該金属製シートに穴を形成したメタルマスクは、金属製シートに穴を形成した後に当該金属製シートをフレームに取り付けたメタルマスクと比較して、蒸着材料の蒸着位置のずれ量およびそのばらつきを大きく抑制することができた。この結果、高精細なパターンでの蒸着を精度良く行うことができた。なお、貫通孔の形状を正方形形状から円形状や長方形形状に変更したメタルマスク装置や、さらに貫通孔をなす四角形の向きを変更したメタルマスク装置についても、貫通孔の配列が格子配列であれば表1および表2の格子配列と同様の結果が得られ、また、貫通孔の配列が千鳥配列であれば表1および表2の千鳥配列と同様の結果が得られた。