JP2019089233A - 噴射孔プレートの製造方法 - Google Patents
噴射孔プレートの製造方法 Download PDFInfo
- Publication number
- JP2019089233A JP2019089233A JP2017218698A JP2017218698A JP2019089233A JP 2019089233 A JP2019089233 A JP 2019089233A JP 2017218698 A JP2017218698 A JP 2017218698A JP 2017218698 A JP2017218698 A JP 2017218698A JP 2019089233 A JP2019089233 A JP 2019089233A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- ink
- main surface
- nozzle
- metal substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 238000002347 injection Methods 0.000 title claims abstract description 25
- 239000007924 injection Substances 0.000 title claims abstract description 25
- 238000005498 polishing Methods 0.000 claims abstract description 134
- 229910052751 metal Inorganic materials 0.000 claims abstract description 66
- 239000002184 metal Substances 0.000 claims abstract description 66
- 239000000758 substrate Substances 0.000 claims abstract description 63
- 239000000126 substance Substances 0.000 claims abstract description 54
- 238000000034 method Methods 0.000 claims abstract description 16
- 238000004080 punching Methods 0.000 claims abstract description 8
- 238000003825 pressing Methods 0.000 claims abstract description 7
- 230000008569 process Effects 0.000 claims abstract description 6
- 229910001220 stainless steel Inorganic materials 0.000 claims description 8
- 239000010935 stainless steel Substances 0.000 claims description 7
- 238000007790 scraping Methods 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims description 3
- 239000000243 solution Substances 0.000 abstract description 7
- 238000007517 polishing process Methods 0.000 abstract 2
- 239000007788 liquid Substances 0.000 description 41
- 230000007246 mechanism Effects 0.000 description 27
- 239000000123 paper Substances 0.000 description 14
- 230000015572 biosynthetic process Effects 0.000 description 8
- 239000011651 chromium Substances 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 238000007599 discharging Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 230000007723 transport mechanism Effects 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000003086 colorant Substances 0.000 description 4
- 238000004891 communication Methods 0.000 description 4
- 230000007797 corrosion Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000032258 transport Effects 0.000 description 4
- 239000006061 abrasive grain Substances 0.000 description 3
- 230000002378 acidificating effect Effects 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 2
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000010287 polarization Effects 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000015654 memory Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000001151 other effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/162—Manufacturing of the nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D31/00—Other methods for working sheet metal, metal tubes, metal profiles
- B21D31/02—Stabbing or piercing, e.g. for making sieves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/16—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass plates with holes of very small diameter, e.g. for spinning or burner nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/1433—Structure of nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/1609—Production of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1643—Manufacturing processes thin film formation thin film formation by plating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/21—Ink jet for multi-colour printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/11—Embodiments of or processes related to ink-jet heads characterised by specific geometrical characteristics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/12—Embodiments of or processes related to ink-jet heads with ink circulating through the whole print head
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
Description
(A)金属基板の第1主面をパンチで押圧することにより、第1主面に凹部を形成するとともに、金属基板の第2主面のうち、凹部と対向する位置に凸部を形成するパンチ加工工程
(B)凸部を機械研磨によって削り、凹部を貫通させることにより、噴射孔を形成する第1研磨工程
(C)金属基板のうち、第1主面および第2主面の少なくとも一方の面を、化学研磨、電解研磨、または、化学機械研磨によって研磨する第2研磨工程
1.実施の形態(ノズルプレートの製造方法)
2.変形例
[プリンタ1の全体構成]
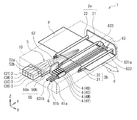
図1は、本開示の一実施の形態に係る液体噴射記録装置としてのプリンタ1の概略構成例を、模式的に斜視図にて表したものである。プリンタ1は、後述するインク9を利用して、被記録媒体としての記録紙Pに対して、画像や文字等の記録(印刷)を行うインクジェットプリンタである。このプリンタ1はまた、詳細は後述するが、インク9を所定の流路に循環させて利用する、インク循環式のインクジェットプリンタである。
搬送機構2a,2bはそれぞれ、図1に示したように、記録紙Pを搬送方向d(X軸方向)に沿って搬送する機構である。これらの搬送機構2a,2bはそれぞれ、グリッドローラ21、ピンチローラ22および駆動機構(不図示)を有している。グリッドローラ21およびピンチローラ22はそれぞれ、Y軸方向(記録紙Pの幅方向)に沿って延設されている。駆動機構は、グリッドローラ21を軸周りに回転させる(Z−X面内で回転させる)機構であり、例えばモータ等を用いて構成されている。
インクタンク3は、インク9を内部に収容するタンクである。このインクタンク3としては、この例では図1に示したように、イエロー(Y),マゼンダ(M),シアン(C),ブラック(B)の4色のインク9を個別に収容する、4種類のタンクが設けられている。すなわち、イエローのインク9を収容するインクタンク3Yと、マゼンダのインク9を収容するインクタンク3Mと、シアンのインク9を収容するインクタンク3Cと、ブラックのインク9を収容するインクタンク3Bとが設けられている。これらのインクタンク3Y,3M,3C,3Bは、筺体10内において、X軸方向に沿って並んで配置されている。なお、インクタンク3Y,3M,3C,3Bはそれぞれ、収容するインク9の色以外については同一の構成であるため、以下ではインクタンク3と総称して説明する。
インクジェットヘッド4は、後述する複数のノズル孔(ノズル孔H1,H2)から記録紙Pに対して液滴状のインク9を噴射(吐出)して、画像や文字等の記録を行うヘッドである。このインクジェットヘッド4としても、この例では図1に示したように、上記したインクタンク3Y,3M,3C,3Bにそれぞれ収容されている4色のインク9を個別に噴射する、4種類のヘッドが設けられている。すなわち、イエローのインク9を噴射するインクジェットヘッド4Yと、マゼンダのインク9を噴射するインクジェットヘッド4Mと、シアンのインク9を噴射するインクジェットヘッド4Cと、ブラックのインク9を噴射するインクジェットヘッド4Bとが設けられている。これらのインクジェットヘッド4Y,4M,4C,4Bは、筺体10内において、Y軸方向に沿って並んで配置されている。
循環機構5は、インクタンク3内とインクジェットヘッド4内との間でインク9を循環させるための機構である。図2は、循環機構5の構成例を、前述したインクタンク3およびインクジェットヘッド4と共に、模式的に表したものである。なお、図2中に示した実線の矢印は、インク9の循環方向を示している。循環機構5は、図2に示したように、インク9を循環させるための所定の流路(循環流路50)と、一対の送液ポンプ52a,52bとを備えている。
走査機構6は、記録紙Pの幅方向(Y軸方向)に沿って、インクジェットヘッド4を走査させる機構である。この走査機構6は、図1に示したように、Y軸方向に沿って延設された一対のガイドレール61a,61bと、これらのガイドレール61a,61bに移動可能に支持されたキャリッジ62と、このキャリッジ62をY軸方向に沿って移動させる駆動機構63とを有している。また、駆動機構63は、ガイドレール61a,61bの間に配置された一対のプーリ631a,631bと、これらのプーリ631a,631b間に巻回された無端ベルト632と、プーリ631aを回転駆動させる駆動モータ633とを有している。
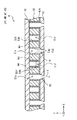
次に、図1および図2に加えて図3〜図5を参照して、インクジェットヘッド4の詳細構成例について説明する。図3は、インクジェットヘッド4の詳細構成例を、分解斜視図で表したものである。図4は、図3に示したノズルプレート41(後出)を取り外した状態におけるインクジェットヘッド4の構成例を、模式的に底面図(X−Y底面図)で表したものである。図5は、インクジェットヘッド4の、図4に示したV−V線に対応する箇所での断面(Z−X断面)の一部の構成例を、模式的に表したものである。図6、図7は、ノズルプレート41の一部の断面構成例(Y−Z断面構成例)を、模式的に表したものである。
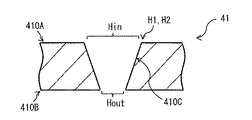
ノズルプレート41は、インクジェットヘッド4に用いられるプレートである。ノズルプレート41は、例えば50μm程度の厚みを有する金属基板を有し、図3に示したように、アクチュエータプレート42の下面に接着されている。ノズルプレート41として用いられる金属基板としては、SUS316やSUS304をはじめとするステンレス鋼が挙げられる。また、図3および図4に示したように、このノズルプレート41には、X軸方向に沿ってそれぞれ延在する、2列のノズル列(ノズル列411,412)が設けられている。これらのノズル列411,412同士は、Y軸方向に沿って所定の間隔をおいて配置されている。このように、本実施の形態のインクジェットヘッド4は、2列タイプのインクジェットヘッドとなっている。本開示の一実施の形態に係る噴射孔プレートとしてのノズルプレート41の製造方法については、後に詳述する。
アクチュエータプレート42は、例えばPZT(チタン酸ジルコン酸鉛)等の圧電材料により構成されたプレートである。このアクチュエータプレート42は、分極方向がZ方向で異なる2つの圧電基板を積層して形成された、いわゆるシェブロンタイプのアクチュエータである。なお、アクチュエータプレート42は、分極方向が厚み方向(Z軸方向)に沿って一方向に設定されている1つの圧電基板から形成された、いわゆるカンチレバータイプのアクチュエータであってもよい。また、図3および図4に示したように、アクチュエータプレート42には、X軸方向に沿ってそれぞれ延在する、2列のチャネル列(チャネル列421,422)が設けられている。これらのチャネル列421,422同士は、Y軸方向に沿って所定の間隔をおいて配置されている。
カバープレート43は、図3に示したように、アクチュエータプレート42における各チャネルC1,C2(各チャネル列421,422)を閉塞するように配置されている。具体的には、このカバープレート43は、アクチュエータプレート42の上面に接着されており、板状構造となっている。
ここで、本実施の形態のインクジェットヘッド4にはまた、図2に示したように、プリンタ1における各種動作の制御を行う、制御部40が設けられている。この制御部40は、例えば、プリンタ1における画像や文字等の記録動作(インクジェットヘッド4におけるインク9の噴射動作)の他、前述した送液ポンプ52a,52b等における各動作を制御するようになっている。このような制御部40は、例えば、演算処理部と各種メモリからなる記憶部とを有する、マイクロコンピュータにより構成されている。
このプリンタ1では、以下のようにして、記録紙Pに対する画像や文字等の記録動作(印刷動作)が行われる。なお、初期状態として、図1に示した4種類のインクタンク3(3Y,3M,3C,3B)にはそれぞれ、対応する色(4色)のインク9が十分に封入されているものとする。また、インクタンク3内のインク9は、循環機構5を介してインクジェットヘッド4内に充填された状態となっている。
続いて、図1〜図7を参照して、インクジェットヘッド4における詳細動作(インク9の噴射動作)について説明する。すなわち、本実施の形態のインクジェットヘッド4(サイドシュートタイプ,循環式のインクジェットヘッド)では、以下のようにして、せん断(シェア)モードを用いたインク9の噴射動作が行われる。
次に、本開示の一実施の形態に係る噴射孔プレートとしてのノズルプレート41の製造方法について説明する。図8は、ノズルプレート41の製造手順の一例を表す流れ図である。図9A〜図9Hは、ノズルプレート41の製造工程の一例を表す断面図である。
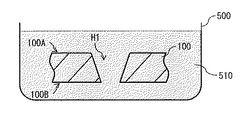
化学研磨とは、化学研磨液510と呼ばれる酸性液体にワークを投入し、ワーク表面を溶かす技術を指している。例えば、図9Fに示したように、容器500に、化学研磨液510を充填し、その化学研磨液510の中にワークとしての金属基板100を浸すことにより、化学研磨を行う。化学研磨液510としては、例えば、日本表面化学株式会社のU−2413などが挙げられる。なお、金属基板100の双方の主面のうちいずれか一方の主面(第1主面100Aまたは第2主面100B)だけを研磨したい場合には、金属基板100の双方の主面(第1主面100Aおよび第2主面100B)のうち、研磨しない方の主面を化学研磨液510に対して耐性を有する皮膜で覆うか、または、研磨しない方の主面を何らかの基板に接触させておいてもよい。
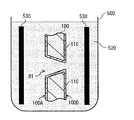
電解研磨とは、電解研磨液と呼ばれる酸性液体にワークおよび金属板を漬け込み、ワークを陽極とし、金属板を陰極とし電流を流すと、陰極側に面したワーク表面のFe(鉄)やNi(ニッケル)等の原子が酸性液体に溶けだし、ワーク表面がエッチングされる技術を指している。例えば、図9Gに示したように、容器500に、電解研磨液520を充填し、その電解研磨液520の中にワークとしての金属基板100と、金属板530を浸した上で、金属基板100を陽極とし、金属板530を陰極として電流を流すことにより、電解研磨を行う。電解研磨液520としては、例えば、日本表面化学株式会社の6C016などが挙げられる。
化学機械研磨とは、研磨剤(砥粒)自体が有する表面化学作用または研磨液に含まれる化学成分の作用によって、研磨剤とワークとの相対運動による機械的研磨(表面除去)効果を増大させ、高速かつ平滑な研磨面を得る技術を指している。例えば、図9Hに示したように、吐出器540から、研磨剤を含む研磨液550を研磨パッド560上に吐出した上で、ワークである金属基板100を回転させると同時に研磨パッド560を回転させることにより、化学機械研磨を行う。例えば、第1主面100Aを上にして金属基板100を研磨パッド560上に置いて化学機械研磨を行った後に、第2主面100Bを上にして金属基板100を研磨パッド560上に置いて化学機械研磨を行う。
次に、本開示の一実施の形態に係る噴射孔プレートとしてのノズルプレート41の作用・効果について説明する。
以上、実施の形態を挙げて本開示を説明したが、本開示はこの実施の形態に限定されず、種々の変形が可能である。
(1)
金属基板の第1主面をパンチで押圧することにより、前記第1主面に凹部を形成するとともに、前記金属基板の第2主面のうち、前記凹部と対向する位置に凸部を形成するパンチ加工工程と、
前記凸部を機械研磨によって削り、前記凹部を貫通させることにより、噴射孔を形成する第1研磨工程と、
前記金属基板のうち、前記第1主面および前記第2主面の少なくとも一方の面を、化学研磨、電解研磨、または、化学機械研磨によって研磨する第2研磨工程と
を含む噴射孔プレートの製造方法。
(2)
前記第2研磨工程において、前記第1主面および前記第2主面に加えて、前記噴射孔の内壁も、前記化学研磨、前記電解研磨、または、前記化学機械研磨によって研磨する
(1)に記載の噴射孔プレートの製造方法。
(3)
前記金属基板は、ステンレス鋼によって形成されている
(1)または(2)に記載の噴射孔プレートの製造方法。
(4)
前記第1研磨工程において、機械研磨によって、前記凸部を削ることに加えて、前記第1主面をより平坦にする
(1)ないし(3)のいずれか1つに記載の噴射孔プレートの製造方法。
Claims (4)
- 金属基板の第1主面をパンチで押圧することにより、前記第1主面に凹部を形成するとともに、前記金属基板の第2主面のうち、前記凹部と対向する位置に凸部を形成するパンチ加工工程と、
前記凸部を機械研磨によって削り、前記凹部を貫通させることにより、噴射孔を形成する第1研磨工程と、
前記金属基板のうち、前記第1主面および前記第2主面の少なくとも一方の面を、化学研磨、電解研磨、または、化学機械研磨によって研磨する第2研磨工程と
を含む噴射孔プレートの製造方法。 - 前記第2研磨工程において、前記第1主面および前記第2主面に加えて、前記噴射孔の内壁も、前記化学研磨、前記電解研磨、または、前記化学機械研磨によって研磨する
請求項1に記載の噴射孔プレートの製造方法。 - 前記金属基板は、ステンレス鋼によって形成されている
請求項1または請求項2に記載の噴射孔プレートの製造方法。 - 前記第1研磨工程において、機械研磨によって、前記凸部を削ることに加えて、前記第1主面をより平坦にする
請求項1ないし請求項3のいずれか一項に記載の噴射孔プレートの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017218698A JP2019089233A (ja) | 2017-11-14 | 2017-11-14 | 噴射孔プレートの製造方法 |
| EP18205016.1A EP3482870A1 (en) | 2017-11-14 | 2018-11-07 | Method for manufacturing jet hole plate |
| US16/189,367 US20190143693A1 (en) | 2017-11-14 | 2018-11-13 | Method for manufacturing jet hole plate |
| CN201811352954.3A CN110001200A (zh) | 2017-11-14 | 2018-11-14 | 喷射孔板的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017218698A JP2019089233A (ja) | 2017-11-14 | 2017-11-14 | 噴射孔プレートの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019089233A true JP2019089233A (ja) | 2019-06-13 |
Family
ID=64184011
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017218698A Withdrawn JP2019089233A (ja) | 2017-11-14 | 2017-11-14 | 噴射孔プレートの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20190143693A1 (ja) |
| EP (1) | EP3482870A1 (ja) |
| JP (1) | JP2019089233A (ja) |
| CN (1) | CN110001200A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7462361B1 (ja) | 2023-05-11 | 2024-04-05 | 大阪アサヒ化学株式会社 | 噴流式はんだ付け装置に用いる凸状ノズルプレートの表面処理方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5889370A (ja) * | 1981-11-20 | 1983-05-27 | Ricoh Co Ltd | インクジエツトノズル |
| JPH10226070A (ja) * | 1997-02-18 | 1998-08-25 | Fujitsu Ltd | ノズル板、インクジェットヘッド、プリンタ、ノズル板の製造方法、及びノズル板の製造装置 |
| JP2001018398A (ja) * | 1999-07-09 | 2001-01-23 | Konica Corp | インクジェットヘッドのノズルプレートの製造方法 |
| US20040017430A1 (en) * | 2002-07-23 | 2004-01-29 | Yosuke Mizuyama | Laser processing method and laser processing apparatus |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4935535B1 (ja) | 1970-04-02 | 1974-09-24 | ||
| JPS62164543A (ja) * | 1986-01-16 | 1987-07-21 | Nec Corp | インクジエツトプリンタヘツドの製造方法 |
| US5574486A (en) * | 1993-01-13 | 1996-11-12 | Tektronix, Inc. | Ink jet print heads and methos for preparing them |
| JPH08267758A (ja) * | 1995-03-28 | 1996-10-15 | Sony Corp | オリフィスプレート、オリフィスプレートの製造方法、液体混合装置およびプリンタ装置 |
| JP3438797B2 (ja) * | 1995-09-08 | 2003-08-18 | 富士通株式会社 | インクジェットヘッドの製造方法 |
| EP0854040B1 (en) * | 1997-01-21 | 2003-03-19 | SCITEX DIGITAL PRINTING, Inc. | Method for providing particle-free ink jet printer components |
| JPH10217483A (ja) * | 1997-02-07 | 1998-08-18 | Citizen Watch Co Ltd | インクジェットプリンターヘッド用ノズル板の製造方法 |
| JP3826608B2 (ja) * | 1999-03-17 | 2006-09-27 | 富士写真フイルム株式会社 | 液体吐出部表面の撥水膜形成 |
| JP2000282300A (ja) * | 1999-03-30 | 2000-10-10 | Kawasaki Steel Corp | 耐食性の優れたステンレス鋼板およびその製造方法 |
| MY127853A (en) * | 1999-09-08 | 2006-12-29 | Shinetsu Chemical Co | Yoke compartment of voice coil motor for hard disk drive and voice coil motor using said yoke component |
| JP2003127345A (ja) * | 2001-10-22 | 2003-05-08 | Ricoh Co Ltd | インクジェットヘッド用ノズルプレート及びその製造方法 |
| JP2004001533A (ja) * | 2003-06-19 | 2004-01-08 | Fujitsu Ltd | ノズル板、インクジェットヘッド及びプリンタ |
| JP4630540B2 (ja) * | 2003-12-15 | 2011-02-09 | キヤノン株式会社 | ノズルプレートの製造方法 |
| JP4222218B2 (ja) * | 2004-02-05 | 2009-02-12 | ブラザー工業株式会社 | ノズルプレート、ノズルプレート製造方法、及びインクジェットヘッド製造方法 |
| JP4935535B2 (ja) * | 2007-06-29 | 2012-05-23 | ブラザー工業株式会社 | ノズルプレートの製造方法 |
| JP4656670B2 (ja) * | 2008-12-19 | 2011-03-23 | キヤノン株式会社 | 液体吐出ヘッド及び液体吐出ヘッドの製造方法 |
| JP2014043029A (ja) * | 2012-08-25 | 2014-03-13 | Ricoh Co Ltd | 液体吐出ヘッド及び画像形成装置 |
| JP5860991B1 (ja) * | 2015-07-21 | 2016-02-16 | 新家工業株式会社 | ステンレス鋼含有部材の製造方法 |
-
2017
- 2017-11-14 JP JP2017218698A patent/JP2019089233A/ja not_active Withdrawn
-
2018
- 2018-11-07 EP EP18205016.1A patent/EP3482870A1/en not_active Withdrawn
- 2018-11-13 US US16/189,367 patent/US20190143693A1/en not_active Abandoned
- 2018-11-14 CN CN201811352954.3A patent/CN110001200A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5889370A (ja) * | 1981-11-20 | 1983-05-27 | Ricoh Co Ltd | インクジエツトノズル |
| JPH10226070A (ja) * | 1997-02-18 | 1998-08-25 | Fujitsu Ltd | ノズル板、インクジェットヘッド、プリンタ、ノズル板の製造方法、及びノズル板の製造装置 |
| JP2001018398A (ja) * | 1999-07-09 | 2001-01-23 | Konica Corp | インクジェットヘッドのノズルプレートの製造方法 |
| US20040017430A1 (en) * | 2002-07-23 | 2004-01-29 | Yosuke Mizuyama | Laser processing method and laser processing apparatus |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7462361B1 (ja) | 2023-05-11 | 2024-04-05 | 大阪アサヒ化学株式会社 | 噴流式はんだ付け装置に用いる凸状ノズルプレートの表面処理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110001200A (zh) | 2019-07-12 |
| US20190143693A1 (en) | 2019-05-16 |
| EP3482870A1 (en) | 2019-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7185512B2 (ja) | ヘッドチップ、液体噴射ヘッドおよび液体噴射記録装置 | |
| JP2022090065A (ja) | 噴射孔プレート、液体噴射ヘッドおよび液体噴射記録装置 | |
| JP2019089222A (ja) | ヘッドチップ、液体噴射ヘッドおよび液体噴射記録装置 | |
| JP2019089234A (ja) | 液体噴射ヘッドおよび液体噴射記録装置 | |
| JP4935535B2 (ja) | ノズルプレートの製造方法 | |
| CN110816062B (zh) | 液体喷射头以及液体喷射记录装置 | |
| JP6968669B2 (ja) | ヘッドチップ、液体噴射ヘッドおよび液体噴射記録装置 | |
| CN111169168B (zh) | 头芯片及其制造方法、液体喷射头、及液体喷射记录装置 | |
| JP2019089233A (ja) | 噴射孔プレートの製造方法 | |
| JP2019089221A (ja) | ヘッドチップ、液体噴射ヘッドおよび液体噴射記録装置 | |
| CN110001201B (zh) | 喷射孔板、液体喷射头以及喷射孔板的制造方法 | |
| JP2005270743A (ja) | インクジェットヘッド | |
| US10259221B2 (en) | Element substrate, liquid ejection head, and liquid ejection apparatus | |
| JP6340944B2 (ja) | 液体吐出ヘッドの製造方法及び画像形成装置 | |
| JP6965112B2 (ja) | ヘッドチップ、液体噴射ヘッドおよび液体噴射記録装置 | |
| JP2009061700A (ja) | ノズルプレートの製造方法及びノズルプレート | |
| JP2019084703A (ja) | 液体噴射ヘッドおよび液体噴射記録装置 | |
| JP2020044669A (ja) | ヘッドチップ、液体噴射ヘッド、液体噴射記録装置およびヘッドチップの製造方法 | |
| JP2019111744A (ja) | 液体噴射ヘッドチップ、液体噴射ヘッドおよび液体噴射記録装置、ならびに液体噴射ヘッドチップの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210728 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211020 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220315 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20220422 |