JP2021123719A - 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 - Google Patents
塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 Download PDFInfo
- Publication number
- JP2021123719A JP2021123719A JP2021015256A JP2021015256A JP2021123719A JP 2021123719 A JP2021123719 A JP 2021123719A JP 2021015256 A JP2021015256 A JP 2021015256A JP 2021015256 A JP2021015256 A JP 2021015256A JP 2021123719 A JP2021123719 A JP 2021123719A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- acid
- coating film
- mass
- metal plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Paints Or Removers (AREA)
Abstract
【解決手段】主剤樹脂としてガラス転移温度Tgが60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系及び/又は有機リン酸系の酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であることを特徴とする絞りしごき缶用塗料組成物。
【選択図】図1
Description
さらに加えて、上記したような絞りしごき加工により製造された容器に内容物を充填した際、内容物に含まれるリモネン等のフレーバー成分(香気成分)が塗膜に収着された場合、内容物の風味が変化してしまうため、缶内面側の塗膜としては当該収着をしないこと(耐フレーバー収着性)が求められる。
上記(1)において(2)前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下であることが好ましい。
上記(1)又は(2)において、(3)前記主剤樹脂の酸価が20mgKOH/g未満であることが好ましい。
上記(1)〜(3)において、(4)前記主剤樹脂100質量部に対する前記硬化剤の含有量が4〜30質量部であることが好ましい。
また本実施形態の絞りしごき缶用塗装金属板は、(5)金属板の少なくとも片面の金属表面上に、上記(1)〜(4)いずれかに記載の塗料組成物による塗膜が形成されてなるものである。
上記(5)において、(6)前記塗膜の180°ピール強度が1N/15mm以上であることが好ましい。
本実施形態の絞りしごき缶は、(7)上記(5)又は(6)に記載の絞りしごき缶用塗装金属板から成るものである。
上記(7)において、(8)内面及び/又は外面の缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることを特徴とする。
本実施形態の絞りしごき缶の製造方法は、(9)上記(5)又は(6)に記載の絞りしごき缶用塗装金属板を、25〜80%のしごき率にて絞りしごき加工して製造することを特徴とする。
本実施形態の絞りしごき缶は、(10)内面及び/又は外面に塗膜を有する絞りしごき缶であって、前記塗膜が主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であり、かつ缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることをも特徴とする。
上記(10)において、(11)前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下であることが好ましい。
上記(10)又は(11)において、(12)金属板の少なくとも片面に塗膜を有する塗装金属板から成形されてなることが好ましい。
以下、実施形態を用いて本発明の塗料組成物について説明するが、本発明は以下の実施形態に限定されるものではない。
本実施形態の塗料組成物は、主剤樹脂、硬化剤、及び硬化触媒を含有することを特徴とする。具体的には、ガラス転移温度(Tg)が60℃以上のポリエステル樹脂を主剤樹脂とし、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂、硬化触媒として有機スルホン酸系及び/又はリン酸系の酸触媒を含有するものである。
上記したような絞りしごき加工により製造された缶容器に内容物を充填した際、内容物に含まれるリモネン等のフレーバー成分(香気成分)が塗膜に収着された場合、内容物の風味が変化してしまうため、缶内面側の塗膜としては当該収着をしないことが求められる(耐フレーバー収着性)。
ポリエステル樹脂のガラス転移温度が60℃未満の場合は、樹脂の運動性が高くなるため、フレーバー成分が塗膜内部に拡散しやすくなり、塗膜に収着するフレーバー成分が多くなり、耐フレーバー収着性が低下する可能性があることに加え、耐食性や耐レトルト性が低下する可能性があるため好ましくない。
なお、ポリエステル樹脂のガラス転移温度は60℃以上、好ましくは60〜120℃、より好ましくは65℃より高く120℃以下、更に好ましくは67〜100℃、特に好ましくは70〜90℃の範囲のあることが望ましい。
1/Tgmix=(W1/Tg1)+(W2/Tg2)+…+(Wm/Tgm)・・・(1)
W1+W2+…+Wm=1
式中、Tgmixはポリエステル樹脂ブレンドのガラス転移温度(K)を表わし、Tg1,Tg2,…,Tgmは使用する各ポリエステル樹脂(ポリエステル樹脂1,ポリエステル樹脂2,…ポリエステル樹脂m)単体のガラス転移温度(K)を表わす。また、W1,W2,…,Wmは各ポリエステル樹脂(ポリエステル樹脂1,ポリエステル樹脂2,…ポリエステル樹脂m)の重量分率を表わす。
また、アジピン酸、アゼライン酸、セバシン酸、ドデカンジオン酸等の炭素数が6より大きい直鎖脂肪族ジカルボン酸を、上記芳香族ジカルボン酸の残余の割合、すなわち20モル%以下の量で含有しても良いが、炭素数が6より大きい直鎖脂肪族ジカルボン酸は、リモネン等の疎水性のフレーバー成分と親和性が高く収着しやすい傾向にある。そのため、ポリエステル樹脂を構成する多価カルボン酸成分として、炭素数が6より大きい直鎖脂肪族ジカルボン酸を多く含むポリエステル樹脂を用いて塗膜を形成した場合、塗膜のフレーバー収着性が劣るようになる。従って、ポリエステル樹脂を構成する多価カルボン酸成分に占める、炭素数が6より大きい直鎖脂肪族ジカルボン酸の割合は、20モル%未満、好ましくは10モル%未満、より好ましくは7モル%未満、更に好ましくは5モル%未満であることが望ましい。
本実施形態においては、上記の多価アルコール成分の中でも、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、2−メチル−1,3−プロパンジオール、ジエチレングリコールをポリエステル樹脂を構成する成分として好適に用いることできる。特に耐フレーバー収着性の観点から、ポリエステル樹脂を構成する多価アルコール成分に占めるエチレングリコール、プロピレングリコール、ネオペンチルグリコール、2−メチル−1,3−プロパンジオール、1,4−シクロヘキサンジメタノールの中から選ばれる少なくとも1種の割合が70モル%以上、好ましくは80モル%以上、より好ましく90モル%以上であることが望ましい。
次に、本実施形態の塗料組成物に用いられる硬化剤について説明する。本実施形態に用いられる硬化剤としては、衛生性、硬化性の観点からレゾール型フェノール樹脂及び/又はアミノ樹脂を好適に用いることができる。
また含有するメチロール基の一部ないしは全部を炭素数1〜12のアルコール類でアルキルエーテル化したものも使用できる。
本実施形態においては、主剤樹脂との反応性、相溶性の点から、含有するメチロール基の一部ないしは全部を炭素数1〜12のアルコール類でアルキルエーテル化したものを好適に使用することができ、特に、m−クレゾールから誘導されたレゾール型フェノール樹脂(m−クレゾール系レゾール型フェノール樹脂)のメチロール基をn−ブタノールでアルキルエーテル化したものが好ましい。
また上記レゾール型フェノール樹脂の数平均分子量(Mn)としては、500〜3,000、好ましくは800〜2,500の範囲であることが好適である。
本実施形態の塗料組成物には主剤樹脂と硬化剤との架橋反応を促進するための硬化触媒が配合される。硬化触媒としては酸触媒が挙げられる。
具体的には有機スルホン酸系及び/又はリン酸系の酸触媒を挙げることができる。有機スルホン酸系の酸触媒としては、p−トルエンスルホン酸、ドデシルベンゼンスルホン酸、ジノニルナフタレンジスルホン酸、またはこれらのアミン中和物等の酸触媒を挙げることができる。一方でリン酸系の酸触媒としては、リン酸、アルキルリン酸、またはこれらのアミン中和物等を使用することができる。
これらの中から1種、又は2種以上を併用することができる。上記酸触媒の中でも、ドデシルベンゼンスルホン酸、及びこのアミン中和物が好ましい。
すなわち、塗装金属板において、基材(例えばアルミニウム)表面と塗膜との密着性は、ポリエステル樹脂に含まれるカルボキシル基と基材との間の酸−塩基相互作用によるところが大きいと考えられる。従って原理的には、ポリエステル樹脂中のカルボキシル基が多い方が(すなわちポリエステル樹脂の酸価が高い方が)基材密着性が高いといえる。しかし、ポリエステル樹脂の酸価が所定の数値よりも高くなると、塗膜の架橋密度が高くなり、それにより製缶加工性が不足するおそれがある。
そこで本実施形態では、酸価の高いポリエステル樹脂に比べ、基材密着性が低い傾向にある酸価の低いポリエステル樹脂を使用した場合においても、充分な基材密着性を付与させるために、硬化触媒の含有量を上記範囲に限定したものである。
本実施形態では、ポリエステル樹脂と硬化剤とを含有する塗料組成物において酸触媒の含有量を少量にすると、塗膜の基材密着性が向上することが確認された。
この理由として本発明者らは、酸触媒(例えばドデシルベンゼンスルホン酸)中のスルホン酸基と基材(例えばアルミニウム)との間で酸−塩基相互作用を起こすことで、塗膜と基材との境界に酸触媒が局所的に存在するためと推測した。そしてその結果、塗膜におけるポリエステル樹脂と基材との密着性が低下するものと推測した。なお、硬化触媒が有機スルホン酸系の酸触媒以外の場合であっても、基材と酸−塩基相互作用を起こしうる酸触媒(例えば、リン酸系の酸触媒)においては上記推測が成り立つ。
すなわち、ポリエステル樹脂の酸価が低い場合であっても(例えば酸価が2.0mgKOH/g以下であっても)硬化触媒の含有量を所定の値以下とすることにより、基材密着性の低下を抑制可能であることを見出し、本発明に想到したものである。
本実施形態の塗料組成物は少なくとも、主剤(主成分)として上述した特定のポリエステル樹脂、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂、溶媒、酸触媒を含有する。なお、本実施形態の塗料組成物においては、塗料組成物中の塗膜を形成する固形成分(水や溶剤などの揮発する物質を除いた不揮発成分)の中で、最も含有量(質量割合)が多い成分を、主剤(主成分)として定義する。
本実施形態の塗料組成物の種類としては、溶剤型塗料組成物、水性塗料組成物が挙げられるが、本発明においては、塗装性等の観点から溶剤型塗料組成物が好ましい。
本実施形態の塗料組成物が溶剤型塗料組成物である場合、上述したポリエステル樹脂、硬化剤、酸触媒、並びに溶媒として有機溶媒を含有する。なお、本実施形態における溶剤型塗料組成物とは主剤樹脂、硬化剤等を公知の有機溶媒に溶解された状態で塗料化されたものであって、塗料組成物中における有機溶媒の占める質量割合が40質量%以上である塗料組成物と定義する。
前記有機溶媒としては、トルエン、キシレン、芳香族系炭化水素化合物、酢酸エチル、酢酸ブチル、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、イソホロン、メチルセロソルブ、ブチルセロソルブ、エチレングリコールモノエチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、エチレングリコールモノアセテート、メタノール、エタノール、ブタノール、エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル、ソルベントナフサ等から溶解性、蒸発速度等を考慮して1種、または2種以上を選択し使用される。
本実施形態の塗料組成物に対しては、さらに本発明の目的を損なわない範囲において、公知の添加剤を含んでいてもよい。例えば、潤滑材、顔料、レベリング剤、消泡剤等を含んでいてもよい。本実施形態の塗料組成物に加えることのできる潤滑剤としては、特に限定されないが、例えば、ポリオール化合物と脂肪酸とのエステル化物である脂肪酸エステルワックス、シリコン系ワックス、ポリテトラフルオロエチレン等のフッ素系ワックス、ポリエチレンなどのポリオレフィンワックス、パラフィンワックス、ラノリン、モンタンワックス、マイクロクリスタリンワックス、カルナバろう、およびシリコン系化合物、ワセリンなどを挙げることができる。これらの潤滑剤は一種、または二種以上を混合し使用できる。
次に、本実施形態の塗装金属板について説明する。本実施形態の塗装金属板は、金属板の少なくとも片面上に、好適には缶内面となる面に塗膜を有し、より好適には金属板の両面上に塗膜を有することが望ましい。塗膜は、上述した塗料組成物を金属板上に塗布した後、加熱等により焼付けることにより形成することができ、好適には金属板の金属表面上に塗膜が形成されていること(金属板に直接接するように塗膜が形成されていること)が望ましい。本実施形態の塗装金属板は、絞りしごき缶用に適した金属板である。
本実施形態の絞りしごき缶は、上述した塗料組成物及び/又は塗装金属板を用いて、従来公知の絞りしごき方法により得ることができる。なお、本実施形態の塗装金属板は、成形性や潤滑性に優れるものであるから、液体のクーラントを用いる場合はもちろん、液体クーラントを用いず、ドライ条件下で成形を行った場合でも、絞りしごき缶を成形することができる。
まず絞りしごき成形に先立って、塗装金属板の表面にはワックス系潤滑剤、例えば、パラフィン系ワックス、白色ワセリン、パーム油、各種天然ワックス、ポリエチレンワックス等を塗布することが好ましく、これによりドライ条件下で効率よく絞りしごき加工を行うことができる。
ワックス系潤滑剤が塗布された塗装金属板を、カッピング・プレスで、ブランクを打抜き、絞り加工法により、絞りカップを成形する。本実施形態においては、下記式(3)で定義される絞り比RDが、トータル(絞りしごき缶まで)で1.1〜2.6の範囲、特に1.4〜2.6の範囲にあることが望ましい。上記範囲よりも絞り比が大きいと、絞りしわが大きくなり、塗膜に亀裂が発生して金属露出を発生するおそれがある。
RD=D/d・・・(3)
式中、Dはブランク径、dは缶胴径を表す。
R(%)=(tb−tw)/tb×100・・・(4)
式中、tbは元の塗装金属板の厚み、twは絞りしごき缶の缶胴側壁中央部の厚みを表す。
[内面塗料組成物の調整]
主剤樹脂としてポリエステル樹脂(a)(非結晶性ポリエステル樹脂、酸価:2mgKOH/g、Tg:80℃、Mn=18,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/エチレングリコール成分/プロピレングリコール成分=38/12/17/33mol%)、硬化剤としては、メチロール基をn−ブタノールでアルコキシメチル化したm−クレゾール系レゾール型フェノール樹脂(エーテル化されたメチロール基の割合:90モル%、Mn=1,200)、硬化触媒(酸触媒)としてドデシルベンゼンスルホン酸(アミン中和物)を用いた。
ポリエステル樹脂としてポリエステル樹脂(a)、硬化剤としてはアミノ樹脂(メチルエーテル化メラミン樹脂)、硬化触媒(酸触媒)としてドデシルベンゼンスルホン酸(アミン中和物)を用いた。
(1)ポリエステル樹脂の数平均分子量の測定
ゲル浸透クロマトグラフィー(GPC)によって標準ポリスチレンの検量線を用いて測定した。
示差走査熱量計(DSC)を用いて10℃/分の昇温速度で測定した。
JIS 0070の中和滴定法の試験方法に従って、4gのポリエステル樹脂を20mlのクロロホルムに溶解し、0.1NのKOHエタノール溶液で滴定し、樹脂酸価(mgKOH/g)を求めた。指示薬はフェノールフタレインを用いた。
ポリエステル樹脂の固形物30mgを重クロロホルム0.6mLに溶解させ、1H−NMR測定し、ピーク強度からモノマー組成比を求めた。なおごく微量な成分(全モノマー成分に対して1モル%未満)は除き、組成比を決定した。
金属板としてリン酸クロメート系表面処理アルミニウム板(3104合金、板厚:0.27mm、表面処理皮膜中のクロム重量:20mg/m2)を用い、まず、成形後に外面側となる面に、乾燥・焼付け後の塗膜重量が40mg/dm2になるように、外面用塗料組成物をバーコーターにて塗装し120℃で60秒間乾燥を行った。その後、反対側の内面側となる面に、乾燥・焼付け後の塗膜重量が90mg/dm2となるよう内面用塗料組成物をバーコーターにて塗装し、250℃(オーブンの炉内温度)で30秒間焼付けを行うことにより作成した。
(5)基材密着性評価(180°ピール試験)
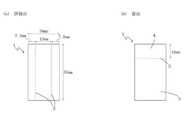
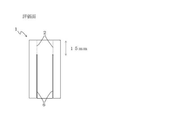
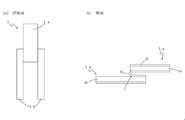
上記のようにして作製した塗装金属板から、図1(a)に示すように、金属基材の圧延(ロール目)方向が長辺となるように高さ50mm幅30mmの短冊状の試験片1を切り出した。カッターナイフを用いて、評価面の両端から7.5mm位置に、短冊状の先端から垂直に金属基材mの素地に達するような長手方向に略平行な傷2を2箇所入れた。なお2箇所の傷2間の幅は15mmに相当する。次に評価面の裏側に、短冊状の長辺の先端から15mmの位置に幅方向に平行となるように傷3を入れた(図1(b))。次いで金属はさみ等を用いて、試験片下部5から試験片上部4に向かって傷2に沿って傷3に到達するまで切れ目6を入れた(図2)。切れ目6の間の試験片の端部1aを、切れ目6の両側の端部1bを残して、傷3を起点として評価面の塗膜8が内側となるように折り曲げ、傷3に沿って2箇所の傷2間のみ幅方向に基材mを切断した。この時、剥離強度の評価部7においては、評価面の塗膜8は切断されることなく、切断分離された金属板の各々に繋がったまま残っている(図3(b))。一方で裏面の塗膜9は傷3に沿って切断されている。引張試験機(株式会社島津製作所製「オートグラフAG−IS」)を用いて180°ピール(剥離)試験を23℃下、引張速度5mm/minで行って剥離強度(ピール強度)を測定した。
評価結果は
◎ :界面剥離で剥離強度が2.0N/15mm以上 もしくは 凝集破壊
○ :界面剥離で剥離強度が2.0N/15mm未満 1.0N/15mm以上、
△ :界面剥離で剥離強度が1.0N/15mm未満 0.5N/15mm以上、
× :界面剥離で剥離強度が0.5N/15mm未満
で示した。
上記と同様の方法で内面側の塗膜のみ形成した塗装金属板を作製し、得られた塗装金属板から5.0cm×5.0cmサイズの試験片を切り出し、試験片の質量測定後(W1)、200mlのMEK(メチルエチルケトン)を用い、沸騰しているMEK(80℃還流下)に試験片を1時間浸漬させ、沸点で1時間のMEK抽出を行った。抽出後の試験片をMEKで洗浄後、120℃で1分間乾燥し、抽出後の試験片の質量(W2)を測定した。さらに塗膜を濃硫酸による分解法で脱膜し、試験片の質量(W3)を測定した。塗装金属板の塗膜の硬化度を示す塗装板のMEK抽出率は下記式(5)で求められる。
MEK抽出率%=100×(W1−W2)/(W1−W3)・・・(5)
評価結果は
◎:10%未満
○:10%以上20%未満
△:20%以上30%未満
×:30%以上
で示した。
上記の方法で作成した塗装金属板の両面に、パラフィンワックスを塗油した後、直径142mmの円形に打ち抜き、浅絞りカップを作成した。次いで、この浅絞りカップに対し、ドライ条件下で再絞り加工、しごき加工(3段)、ドーミング加工を行い、絞りしごき缶(缶径:66mm、高さ:約130mm、トータル絞り比:2.15、しごき率:64%、缶胴側壁中央部厚み:缶底中央部厚みの38.5%)を得た。
上記の方法で作成した絞りしごき缶の缶底の外面側に金属露出部を形成し、缶体をエナメルレーターの陽極に接続する一方、1%食塩水360mLを缶内へ注ぎ、エナメルレーターの陰極を缶内に満たされた食塩水に浸して、室温下で6.30Vの電圧を4秒間印加した後の電流値を測定した。このような測定において、電流が多く流れるほど絶縁体である塗膜層に欠陥が存在し、缶内面の金属が露出していることを示している。
評価結果は、
◎:電流値 50mA未満
○:電流値 50mA以上100mA未満
△:電流値 100mA以上300mA未満
×:電流値 300mA以上
で示した。
上記の方法で作成した絞りしごき缶の開口端を観察し、開口端近傍における塗膜の剥離度合いを目視で観察し、製缶加工時の密着性(加工密着性)を評価した。
評価結果は
○: 開口端近傍において、塗膜の剥離が確認されない。
×: 開口端近傍において、塗膜の剥離が確認される。
で示した。
上記の方法で作製した絞りしごき缶の缶底から高さ8.0cmの位置を中心に2.5cm×5.0cmの大きさの試験片を切り出し、外面側の塗膜をサンドペーバー(紙やすり)で削り、洗浄・乾燥した。モデルフレーバー試験溶液として、リモネン2ppmを含む5%エタノール水溶液を調製した。パッキン付きガラス瓶(デュラン瓶)にモデルフレーバー試験溶液を入れ、試験片を浸漬、密閉し、30℃で2週間保存した。試験片をガラス瓶より取り出し、水洗後、水滴を取り除き、ジエチルエーテル50mLに浸漬、密封、一昼夜室温保存した。抽出液を濃縮装置で濃縮し、GC−MS分析(ガスクロマトグラフィー質量分析)を行った。GC−MS分析から得られたリモネン由来の成分ピークから、検量線により収着量を求め、下記式(6)よりリモネンの仕込み量に対する比率を、リモネン収着率(%)として求めた。
リモネン収着率(%)=リモネンの収着量/リモネンの仕込み量×100・・・(6)
評価結果は
○:リモネン収着率が2%未満
×:リモネン収着率が2%以上
で示した。
表1に示すようにポリエステル樹脂の種類、固形分配合比を変えて内面用塗料組成物を調製した以外は、実施例1と同様に行い、評価を行った。結果を表1に示す。なお、ポリエステル樹脂として、前述のポリエステル樹脂の他に、ポリエステル樹脂(b)(非結晶性ポリエステル樹脂、酸価:22mgKOH/g、Tg:82℃、Mn=6,000、モノマー組成:テレフタル酸成分/トリメリット酸成分/エチレングリコール成分/プロピレングリコール成分=49/1/12/38mol%)、ポリエステル樹脂(c)(非結晶性ポリエステル樹脂、酸価:2mgKOH/g、Tg:84℃、Mn=18,000、モノマー組成:テレフタル酸成分/エチレングリコール成分/プロピレングリコール成分=50/14/36mol%)、ポリエステル樹脂(d)(酸価:11mgKOH/g、Tg:−25℃、Mn=17,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/セバシン酸成分/1,4−ブタンジオール成分=14/17/19/50mol%)、ポリエステル樹脂(e)(非結晶性ポリエステル樹脂、酸価:3mgKOH/g、Tg:40℃、Mn=15,000、モノマー組成:テレフタル酸成分/イソフタル酸成分/セバシン酸成分/エチレングリコール成分/プロピレングリコール成分/ネオペンチルグリコール成分/1,4−ブタンジオール成分=25/20/5/16/14/3/17mol%)を用いた。

1a 端部
1b 端部
2 傷a
3 傷b
4 試験片上部
5 試験片下部
6 切れ目
7 評価部
8 塗膜(評価面)
9 塗膜
Claims (12)
- 主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であることを特徴とする、塗料組成物。
- 前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下である、請求項1に記載の塗料組成物。
- 前記主剤樹脂の酸価が20mgKOH/g未満である、請求項1又は2に記載の塗料組成物。
- 前記主剤樹脂100質量部に対する前記硬化剤の含有量が4〜30質量部である、請求項1〜3のいずれか一項に記載の塗料組成物。
- 金属板の少なくとも片面の金属表面上に、請求項1〜4の何れかに記載の塗料組成物による塗膜が形成されてなる絞りしごき缶用塗装金属板。
- 前記塗膜の180°ピール強度が1N/15mm以上である、請求項5に記載の絞りしごき缶用塗装金属板。
- 請求項5又は6に記載の絞りしごき缶用塗装金属板から成る絞りしごき缶。
- 内面及び/又は外面の缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みである、請求項7記載の絞りしごき缶。
- 請求項5又は6に記載の絞りしごき缶用塗装金属板を、25〜80%のしごき率にて絞りしごき加工して製造することを特徴とする、絞りしごき缶の製造方法。
- 内面及び/又は外面に塗膜を有する絞りしごき缶であって、前記塗膜が主剤樹脂としてガラス転移温度が60℃以上のポリエステル樹脂と、硬化剤としてレゾール型フェノール樹脂及び/又はアミノ樹脂と、硬化触媒として有機スルホン酸系酸触媒及び/又はリン酸系酸触媒を含有し、前記主剤樹脂100質量部に対する硬化触媒の含有量が0.3質量部未満であり、かつ缶胴側壁中央部の前記塗膜の厚みが、缶底部の前記塗膜の厚みの20〜75%の厚みであることを特徴とする絞りしごき缶。
- 前記主剤樹脂100質量部に対する硬化触媒の含有量が0.1質量部以下である、請求項10に記載の絞りしごき缶。
- 金属板の少なくとも片面に塗膜を有する塗装金属板から成形されてなる請求項10又は11に記載の絞りしごき缶。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020016563 | 2020-02-03 | ||
| JP2020016563 | 2020-02-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2021123719A true JP2021123719A (ja) | 2021-08-30 |
Family
ID=77458292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021015256A Pending JP2021123719A (ja) | 2020-02-03 | 2021-02-02 | 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2021123719A (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002179997A (ja) * | 2000-12-08 | 2002-06-26 | Toyo Seikan Kaisha Ltd | 溶接缶用内面補正塗料 |
| JP2005052997A (ja) * | 2003-08-05 | 2005-03-03 | Nippon Steel Corp | 絞り成形性に優れるプレコート金属板 |
| JP2006088515A (ja) * | 2004-09-24 | 2006-04-06 | Sakuranomiya Kagaku Kk | 塗装金属板およびそれを用いた絞りしごき缶 |
| JP2007077268A (ja) * | 2005-09-14 | 2007-03-29 | Toyobo Co Ltd | 缶内面用塗料樹脂組成物およびこれを塗布した缶内面用塗装金属板 |
| WO2008117694A1 (ja) * | 2007-03-27 | 2008-10-02 | Toyo Seikan Kaisha, Ltd. | 金属板被覆用ポリエステル樹脂及びその製造方法 |
| JP2017226726A (ja) * | 2016-06-20 | 2017-12-28 | 東洋紡株式会社 | ポリエステル樹脂組成物、缶用塗装金属板および缶 |
| JP2019069536A (ja) * | 2017-10-06 | 2019-05-09 | 東洋製罐グループホールディングス株式会社 | 塗装金属板 |
-
2021
- 2021-02-02 JP JP2021015256A patent/JP2021123719A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002179997A (ja) * | 2000-12-08 | 2002-06-26 | Toyo Seikan Kaisha Ltd | 溶接缶用内面補正塗料 |
| JP2005052997A (ja) * | 2003-08-05 | 2005-03-03 | Nippon Steel Corp | 絞り成形性に優れるプレコート金属板 |
| JP2006088515A (ja) * | 2004-09-24 | 2006-04-06 | Sakuranomiya Kagaku Kk | 塗装金属板およびそれを用いた絞りしごき缶 |
| JP2007077268A (ja) * | 2005-09-14 | 2007-03-29 | Toyobo Co Ltd | 缶内面用塗料樹脂組成物およびこれを塗布した缶内面用塗装金属板 |
| WO2008117694A1 (ja) * | 2007-03-27 | 2008-10-02 | Toyo Seikan Kaisha, Ltd. | 金属板被覆用ポリエステル樹脂及びその製造方法 |
| JP2017226726A (ja) * | 2016-06-20 | 2017-12-28 | 東洋紡株式会社 | ポリエステル樹脂組成物、缶用塗装金属板および缶 |
| JP2019069536A (ja) * | 2017-10-06 | 2019-05-09 | 東洋製罐グループホールディングス株式会社 | 塗装金属板 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10508214B2 (en) | Coating composition and coated metal plate, metal container and metal closure coated with the coating composition | |
| US7030197B2 (en) | Aqueous resin composition, aqueous coating material containing the composition, coating provided by the material, and metal plate coated with the material | |
| WO2021157572A1 (ja) | 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 | |
| US12528619B2 (en) | Drawn/ironed can and coated metal sheet for drawn/ironed cans | |
| CN106794675B (zh) | 有机树脂涂覆的涂装金属板及由其制成的罐体和罐盖 | |
| US12589910B2 (en) | Method for producing drawn/ironed can and drawn/ironed can | |
| JP6242000B2 (ja) | 塗料組成物及び金属缶 | |
| JP2021123718A (ja) | 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 | |
| JP2021123719A (ja) | 塗料組成物、塗装金属板、並びに、絞りしごき缶及びその製造方法 | |
| JP2001311041A (ja) | 缶用塗料樹脂組成物及びこれを塗布した缶用塗装金属板 | |
| WO2023013614A1 (ja) | シームレス缶及び塗装金属板 | |
| US20240343447A1 (en) | Seamless can and coated metal sheet | |
| TWI916315B (zh) | 塗裝金屬板及深沖壓罐 | |
| WO2021187621A1 (ja) | 絞りしごき缶 | |
| WO2021187622A1 (ja) | 絞りしごき缶 | |
| JP6690771B1 (ja) | 塗装金属板及び絞りしごき缶 | |
| JP2023021955A (ja) | シームレス缶及び塗装金属板 | |
| JP2023021956A (ja) | シームレス缶及び塗装金属板 | |
| TW202035136A (zh) | 塗裝金屬板及深沖壓罐 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20210302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250325 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20250522 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250723 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20251104 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20251222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20260225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20260324 |