JP2022015548A - 熱転写受像シート - Google Patents
熱転写受像シート Download PDFInfo
- Publication number
- JP2022015548A JP2022015548A JP2020118468A JP2020118468A JP2022015548A JP 2022015548 A JP2022015548 A JP 2022015548A JP 2020118468 A JP2020118468 A JP 2020118468A JP 2020118468 A JP2020118468 A JP 2020118468A JP 2022015548 A JP2022015548 A JP 2022015548A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- thermal transfer
- image receiving
- transfer image
- receiving sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/502—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording characterised by structural details, e.g. multilayer materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/026—Porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/75—Printability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/02—Dye diffusion thermal transfer printing (D2T2)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/06—Printing methods or features related to printing methods; Location or type of the layers relating to melt (thermal) mass transfer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/32—Thermal receivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/36—Backcoats; Back layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/38—Intermediate layers; Layers between substrate and imaging layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/40—Cover layers; Layers separated from substrate by imaging layer; Protective layers; Layers applied before imaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
- B41M5/44—Intermediate, backcoat, or covering layers characterised by the macromolecular compounds
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】多孔質層と基材との貼り合わせに接着剤を用いつつ、印画後に生じる凹カールを好適に抑制でき、印画表面の地合い及び印画濃度も良好な熱転写受像シ-トを提供する。【解決手段】熱転写受像シート1は、紙製の基材10と、基材の第一面10a上に形成されたポリオレフィン樹脂層20と、基材において、第一面と反対側の第二面10b上に形成された接着剤層30と、接着剤層上に形成された多孔質層40と、多孔質層上に形成された下地層50と、下地層上に形成された受像層60とを備える。基材の表面は、JIS B0601:2001で規定される最大谷(うねり)深さWvが2.00μm以下であり、うねり二乗平均平方根傾斜WΔqの値が0.013以下である。多孔質層の厚みは25μm以上であり、ポリオレフィン樹脂層の厚みが、前記多孔質層の厚みの0.2~3.0倍の範囲内である。【選択図】図1
Description
本発明は、熱転写方式のプリンタに使用される熱転写受像シ-トに関する。
文字又は画像等を被転写体に形成する印刷方式として、昇華型熱転写方式、溶融型熱転写方式等が知られている。昇華型熱転写方式は、熱転写リボンの染料層と、熱転写受像シートの受像層とを互いに重ね合わせ、次いで、電気信号により発熱が制御されるサーマルヘッドによって熱転写リボンを加熱することで、染料層中の染料を昇華させて受像層へ移行させ、受像層上に所望の文字、画像等を形成させる方式である。
昇華型熱転写方式は、昇華型の染料を用いて濃度階調を自由に調節できることから、自然画を比較的忠実に再現することができる。このため、昇華型熱転写用の熱転写受像シートも、一般プリンタ用、アミューズメント用、証明写真の自動販売機用などの様々な用途で写真印画用紙として使用されている。
熱転写受像シートは、多くの場合、使用単位に切り出された枚葉タイプで流通している。
熱転写受像シートは、多くの場合、使用単位に切り出された枚葉タイプで流通している。
熱転写受像シートには、さまざまな要求特性がある。重要な特性の一つとして、印画後のカール抑制が挙げられる。枚葉タイプの熱転写受像シートを用いて印画をする際に、熱転写受像シートにはサーマルヘッドの熱が加えられる。その熱によって熱転写受像シートの一部が熱収縮すると、印画後の熱転写受像シートは、印画面を凹状にして丸まる凹カールを生じることがある。凹カールが大きくなると、プリンタ内における熱転写受像シートの搬送や排出において詰まり(ジャム)を生じたり、印画後の熱転写受像シートがうまく積み重ならなかったりする。
特許文献1には、基材と多孔質層とを備え、基材の両面に異なる密度および厚さのポリオレフィン樹脂層を設けることにより、カールを防止することが記載されている。
特許文献1に記載の技術は、押し出しラミネート法により多孔質層と基材とを貼り合わせることを基本としている。しかし、この場合、押出温度、押出速度、冷却過程等によっても、カールの状態が変化するため、確実なカール抑制は容易ではない。
また、特許文献1では、多孔質層と基材との貼り合わせに接着剤を用いないことにより印画表面の地合いを良好としているが、発明者の検討では、多孔質層と基材との貼り合わせに接着剤を用いても地合いや印画濃度を良好にできることが分かった。
また、特許文献1では、多孔質層と基材との貼り合わせに接着剤を用いないことにより印画表面の地合いを良好としているが、発明者の検討では、多孔質層と基材との貼り合わせに接着剤を用いても地合いや印画濃度を良好にできることが分かった。
上記事情を踏まえ、本発明は、多孔質層と基材との貼り合わせに接着剤を用いつつ、印画後に生じる凹カールを好適に抑制でき、印画表面の地合い及び印画濃度も良好な熱転写受像シ-トを提供することを目的とする。
本発明は、紙製の基材と、基材の第一面上に形成されたポリオレフィン樹脂層と、基材において、第一面と反対側の第二面上に形成された接着剤層と、接着剤層上に形成された多孔質層と、多孔質層上に形成された下地層と、下地層上に形成された受像層とを備える熱転写受像シート1である。
基材の表面は、JIS B0601:2001で規定される最大谷(うねり)深さWvが2.00μm以下であり、うねり二乗平均平方根傾斜WΔqの値が0.013以下である。
多孔質層の厚みは25μm以上であり、ポリオレフィン樹脂層の厚みが、前記多孔質層の厚みの0.2~3.0倍の範囲内である。
基材の表面は、JIS B0601:2001で規定される最大谷(うねり)深さWvが2.00μm以下であり、うねり二乗平均平方根傾斜WΔqの値が0.013以下である。
多孔質層の厚みは25μm以上であり、ポリオレフィン樹脂層の厚みが、前記多孔質層の厚みの0.2~3.0倍の範囲内である。
本発明によれば、印画後に生じる凹カールを好適に抑制でき、印画濃度も良好な熱転写受像シ-トを提供できる。
本発明の一実施形態について、図1を参照して説明する。
図1は、本実施形態の熱転写受像シート1を示す図である。熱転写受像シート1は、シート状の基材10と、基材10の第一面10aに設けられたポリオレフィン樹脂層20と、基材10において、第一面10aと反対側の第二面10bに設けられた接着剤層30と、接着剤層30上に設けられた多孔質層40と、多孔質層40上に設けられた下地層50と、下地層50上に設けられた受像層60と、ポリオレフィン樹脂層20上に設けられた背面層70とを備えている。
図1は、本実施形態の熱転写受像シート1を示す図である。熱転写受像シート1は、シート状の基材10と、基材10の第一面10aに設けられたポリオレフィン樹脂層20と、基材10において、第一面10aと反対側の第二面10bに設けられた接着剤層30と、接着剤層30上に設けられた多孔質層40と、多孔質層40上に設けられた下地層50と、下地層50上に設けられた受像層60と、ポリオレフィン樹脂層20上に設けられた背面層70とを備えている。
基材10としては、各種の紙を使用できる。使用可能な紙として、上質紙、中質紙、コート紙、アート紙、樹脂ラミネート紙等を例示できる。中でも平滑性のよい紙が好ましく、平滑性の良いコート紙、特にグロス紙が好ましい。コーティングされていない上質紙等でも、写真用上質紙等の平滑性の良いものは好適に使用できる。
基材10の厚さについては、印画物としてのコシ(剛性)、強度や耐熱性等を考慮すると、25マイクロメートル(μm)以上250μm以下の範囲のものが使用可能である。より好ましくは、50μm以上200μm以下程度の厚さが好ましい。
ポリオレフィン樹脂層20の材料となる樹脂は、成形性の観点から低密度ポリエチレン(LDPE)を含むことが好ましく、高密度ポリエチレン(HDPE)を含有してもよい。LDPEとHDPEとの混合比率は、適宜設定でき、例えば2:8とできる。
ポリオレフィン樹脂層20は、密度0.93g/cm3以上のポリエチレンを含むことが好ましい。HDPEは、JIS K6748:1995において密度0.942g/cm3以上のポリエチレンと定義されており、この条件を満たす。また、一部のLDPEも、この条件を満たす。
一般に、樹脂の密度が高くなると結晶化度も高くなるため。熱転写プリンタの搬送機構のスパイクが噛み易くなる。その結果、熱転写受像シートの位置ずれを防止できる。
また、熱転写受像シートのカールに関して、ポリオレフィン樹脂層20の密度を0.93g/cm3以上とすると、カールが生じる際に受像層側に凸となる凸カールとなりやすい状態を維持できる。
ポリオレフィン樹脂層20は、密度0.93g/cm3以上のポリエチレンを含むことが好ましい。HDPEは、JIS K6748:1995において密度0.942g/cm3以上のポリエチレンと定義されており、この条件を満たす。また、一部のLDPEも、この条件を満たす。
一般に、樹脂の密度が高くなると結晶化度も高くなるため。熱転写プリンタの搬送機構のスパイクが噛み易くなる。その結果、熱転写受像シートの位置ずれを防止できる。
また、熱転写受像シートのカールに関して、ポリオレフィン樹脂層20の密度を0.93g/cm3以上とすると、カールが生じる際に受像層側に凸となる凸カールとなりやすい状態を維持できる。
接着剤層30は、基材10と多孔質層40とをドライラミネーションにより接合するための層である。接着剤層30を構成する接着剤としては、ドライラミネーション可能なものであればよく、溶剤系で樹脂を溶解させた接着剤が好適である。例えば、酢酸ビニル樹脂、アクリル樹脂、酢酸ビニル-アクリル共重合体樹脂、酢酸ビニル-塩化ビニル共重合体樹脂、エチレン-酢酸ビニル共重合体樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリビニルアセタール樹脂、ポリエステル樹脂等を成分とするものが挙げられる。また水性形接着剤、ホットメルト形接着剤、フィルム系接着剤、反応形接着剤などの無溶剤系接着剤も用いることができる。
多孔質層40は、多数の微細な空隙を有しており、サーマルヘッドからの熱印加時の断熱性、およびクッション性等を熱転写受像シート1に付与する。多孔質層40を形成する樹脂としては、特に限定されるものではなく、公知の樹脂材料を適宜選択することができる。断熱性とクッション性の観点からは、発泡ポリプロピレン樹脂が好ましい。
下地層50は、多孔質層40と受像層60との密着性向上や、印画後の熱転写受像シートの保存性向上等を目的とする層である。
下地層50の材料としては、目的を考慮しつつ、公知の各種材料から選択して用いることができる。例えば、ポリオレフィン樹脂、ポリエステル樹脂、ポリビニル系樹脂、ポリウレタン樹脂、ポリアクリル酸系樹脂、ポリスチレン系樹脂、ポリスルフォン系樹脂、ポリ酢酸ビニル樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、ポリビニルアルコール樹脂、およびこれら樹脂の共重合体、エポキシ樹脂、セルロース系樹脂等を挙げることができる。上述した材料は、単独で用いられてもよいし、2種以上を混合して用いられてもよい。
また、白色性、隠蔽性を付与する為に酸化チタン、酸化亜鉛、炭酸マグネシウム、炭酸カルシウム等のフィラーを下地層50に添加することが好ましい。さらに、白色性を高める為にスチルベン系化合物、ベンゾイミダゾール系化合物、ベンゾオキサゾール系化合物等を蛍光増白剤として添加したり、印画物の耐光性を高める為にヒンダードアミン系化合物、ヒンダードフェノール系化合物、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物等を紫外線吸収剤あるいは酸化防止剤として添加したり、あるいは帯電防止性を付与する為にカチオン系アクリル樹脂、ポリアニリン樹脂、各種導電性フィラー等を添加したりしてもよい。
下地層50の厚さは、0.1μm以上3μm以下であればよく、0.2μm以上1.0μm以下程度が好ましい。
下地層50の材料としては、目的を考慮しつつ、公知の各種材料から選択して用いることができる。例えば、ポリオレフィン樹脂、ポリエステル樹脂、ポリビニル系樹脂、ポリウレタン樹脂、ポリアクリル酸系樹脂、ポリスチレン系樹脂、ポリスルフォン系樹脂、ポリ酢酸ビニル樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、ポリビニルアルコール樹脂、およびこれら樹脂の共重合体、エポキシ樹脂、セルロース系樹脂等を挙げることができる。上述した材料は、単独で用いられてもよいし、2種以上を混合して用いられてもよい。
また、白色性、隠蔽性を付与する為に酸化チタン、酸化亜鉛、炭酸マグネシウム、炭酸カルシウム等のフィラーを下地層50に添加することが好ましい。さらに、白色性を高める為にスチルベン系化合物、ベンゾイミダゾール系化合物、ベンゾオキサゾール系化合物等を蛍光増白剤として添加したり、印画物の耐光性を高める為にヒンダードアミン系化合物、ヒンダードフェノール系化合物、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物等を紫外線吸収剤あるいは酸化防止剤として添加したり、あるいは帯電防止性を付与する為にカチオン系アクリル樹脂、ポリアニリン樹脂、各種導電性フィラー等を添加したりしてもよい。
下地層50の厚さは、0.1μm以上3μm以下であればよく、0.2μm以上1.0μm以下程度が好ましい。
受像層60としては、公知の各種バインダ樹脂を用いることができる。バインダ樹脂の一例として、塩化ビニル-アクリル共重合体、塩化ビニル-酢酸ビニル共重合体、酢酸ビニル-アクリル共重合体、スチレン-アクリル共重合体、塩化ビニル-アクリル-エチレン共重合体、塩化ビニル-アクリル-スチレン共重合体、ポリカーボネート系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アクリル系樹脂、セルロース系樹脂、ポリスルフォン系樹脂、ポリ塩化ビニル樹脂、ポリ酢酸ビニル樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、ポリウレタン系樹脂、ポリスチレン系樹脂、ポリプロピレン系樹脂、ポリエチレン系樹脂、エチレン-酢酸ビニル共重合体樹脂、エポキシ樹脂等を挙げることができる。これらは単独で使用されてもよいし、2種以上が混合されて使用されてもよい。
受像層60の厚さは、0.1μm以上10μm以下であればよいが、0.2μm以上8μm以下程度がより好ましい。また、受像層60は、必要に応じて造膜助剤、離型剤、紫外線吸収剤、帯電防止剤、架橋剤、蛍光染料、可塑剤、また受容層の白色度を向上させて転写画像の鮮明度を更に高める目的で、酸化チタン、酸化亜鉛、カオリン、クレー、炭酸カルシウム、微粉末シリカ等の顔料や充填剤等の公知の各種添加剤を含有してもよい。
受像層60の厚さは、0.1μm以上10μm以下であればよいが、0.2μm以上8μm以下程度がより好ましい。また、受像層60は、必要に応じて造膜助剤、離型剤、紫外線吸収剤、帯電防止剤、架橋剤、蛍光染料、可塑剤、また受容層の白色度を向上させて転写画像の鮮明度を更に高める目的で、酸化チタン、酸化亜鉛、カオリン、クレー、炭酸カルシウム、微粉末シリカ等の顔料や充填剤等の公知の各種添加剤を含有してもよい。
背面層70は、例えばポリエステル樹脂で形成できる。背面層70には、シリカ等からなる無機フィラーが混合されてもよい。
背面層70は、熱転写受像シート1の帯電を抑制し、さばき性の悪化や印画時のつまり(ジャム)等の発生を防止する。
背面層70は、本発明に必須ではなく、熱転写受像シートが適用されるプリンタの構成や摩擦の度合い等を考慮して省略されてもよい。
背面層70は、熱転写受像シート1の帯電を抑制し、さばき性の悪化や印画時のつまり(ジャム)等の発生を防止する。
背面層70は、本発明に必須ではなく、熱転写受像シートが適用されるプリンタの構成や摩擦の度合い等を考慮して省略されてもよい。
発明者は、紙からなる基材に着目し、種々検討した。その結果、以下を満たすことにより、印画後の凹カール抑制と、地合いに関する良好な品質とが両立され、印画濃度も十分確保できることをつきとめた。
・熱転写受像シート1の製造前における、基材10の表面の、JIS B0601:2001で規定される最大谷(うねり)深さWvが2.00μm以下であり、かつ、うねり二乗平均平方根傾斜WΔqの値が0.013以下である。
・多孔質層40の厚みが25μm以上である。
・ポリオレフィン樹脂層20の厚みが、多孔質層40の厚みの0.2倍以上3.0倍以下である。
・熱転写受像シート1の製造前における、基材10の表面の、JIS B0601:2001で規定される最大谷(うねり)深さWvが2.00μm以下であり、かつ、うねり二乗平均平方根傾斜WΔqの値が0.013以下である。
・多孔質層40の厚みが25μm以上である。
・ポリオレフィン樹脂層20の厚みが、多孔質層40の厚みの0.2倍以上3.0倍以下である。
上記条件が充足された本実施形態の熱転写受像シート1は、基材表面の最大谷(うねり)深さWvとうねり二乗平均平方根傾斜WΔqが規定の範囲以下であることにより、基材表面の平滑性が高い。その結果、印画後に生じる凹カールの抑制と良好な地合いとが両立される。さらに、印画物にモトルムラと呼ばれる濃淡ムラが発生せず、印画濃度も良好である。
次に、本発明の熱転写受像シートについて、実施例を用いてさらに説明する。本発明は実施例の説明により何ら限定されるものではない。
(実施例1)
多孔質層40として、ポリプロピレン製の二軸延伸多孔質フィルム(厚み25μm)を用いた。多孔質層40の一方の面に、ウレタン系塗料(第一工業製薬社製 スーパーフレックス120)を乾燥後膜厚が1μmとなるように塗工し、下地層50を形成した。さらに、下地層50上に、塩化ビニル-酢酸ビニル系樹脂を主とした下記組成のインキ1を乾燥後膜厚が3μmとなるように塗工し、受像層60を形成した。
インキ1
塩化ビニル酢酸ビニル共重合樹脂(日信化学工業社製 ソルバインC) 15部
変性シリコーン樹脂(信越シリコーン社製 KF-1005) 1部
トルエン 42部
メチルエチルケトン(MEK) 42部
多孔質層40として、ポリプロピレン製の二軸延伸多孔質フィルム(厚み25μm)を用いた。多孔質層40の一方の面に、ウレタン系塗料(第一工業製薬社製 スーパーフレックス120)を乾燥後膜厚が1μmとなるように塗工し、下地層50を形成した。さらに、下地層50上に、塩化ビニル-酢酸ビニル系樹脂を主とした下記組成のインキ1を乾燥後膜厚が3μmとなるように塗工し、受像層60を形成した。
インキ1
塩化ビニル酢酸ビニル共重合樹脂(日信化学工業社製 ソルバインC) 15部
変性シリコーン樹脂(信越シリコーン社製 KF-1005) 1部
トルエン 42部
メチルエチルケトン(MEK) 42部
基材10として、光沢紙(坪量180g/m2)を準備した。この紙のJIS B0601:2001で規定される最大谷(うねり)深さWvは2.00μmであり、かつ、うねり二乗平均平方根傾斜WΔqの値は0.013である。
基材10の一方の面に、LDPE(密度0.93g/cm3)とHDPE(密度0.98g/cm3)とを2:8で配合した樹脂を押出し、厚さ10μmのポリオレフィン樹脂層20を形成した。ポリオレフィン樹脂層20上に、下記組成のインキ2を1.0g/m2塗布して背面層70を形成した。
さらに、もう一方の面に、接着剤層30となる下記組成のインキ3を3.0g/m2塗布して、溶剤系接着剤からなる接着剤層30を介したドライラミネーションにより多孔質層40と接合し、実施例1の熱転写受像シートを得た。
インキ2
水溶性ポリエステル樹脂(東洋紡社製 バイロナールMD1100) 80部
水 15部
シリカフィラー(富士シリシア化学社製 サイシリア380) 5部
インキ3
ポリエステルポリオール樹脂(三井化学社製 タケラック(登録商標)A525) 18部
イソシアネート樹脂(三井化学社製 タケネート(登録商標)A56) 2部
酢酸エチル 80部
基材10の一方の面に、LDPE(密度0.93g/cm3)とHDPE(密度0.98g/cm3)とを2:8で配合した樹脂を押出し、厚さ10μmのポリオレフィン樹脂層20を形成した。ポリオレフィン樹脂層20上に、下記組成のインキ2を1.0g/m2塗布して背面層70を形成した。
さらに、もう一方の面に、接着剤層30となる下記組成のインキ3を3.0g/m2塗布して、溶剤系接着剤からなる接着剤層30を介したドライラミネーションにより多孔質層40と接合し、実施例1の熱転写受像シートを得た。
インキ2
水溶性ポリエステル樹脂(東洋紡社製 バイロナールMD1100) 80部
水 15部
シリカフィラー(富士シリシア化学社製 サイシリア380) 5部
インキ3
ポリエステルポリオール樹脂(三井化学社製 タケラック(登録商標)A525) 18部
イソシアネート樹脂(三井化学社製 タケネート(登録商標)A56) 2部
酢酸エチル 80部
(実施例2)
ポリオレフィン樹脂層20の厚みを5μmとした点以外は実施例1と同様として、実施例2の熱転写受像シートを得た。
ポリオレフィン樹脂層20の厚みを5μmとした点以外は実施例1と同様として、実施例2の熱転写受像シートを得た。
(実施例3)
ポリオレフィン樹脂層20の厚みを75μmとした点以外は実施例1と同様として、実施例3の熱転写受像シートを得た。
ポリオレフィン樹脂層20の厚みを75μmとした点以外は実施例1と同様として、実施例3の熱転写受像シートを得た。
(実施例4)
多孔質層40となる二軸延伸多孔質フィルムの厚みを45μmとした点以外は実施例1と同様として、実施例4の熱転写受像シートを得た。
多孔質層40となる二軸延伸多孔質フィルムの厚みを45μmとした点以外は実施例1と同様として、実施例4の熱転写受像シートを得た。
(実施例5)
ポリオレフィン樹脂層20の厚みを135μmとした点以外は実施例4と同様として、実施例5の熱転写受像シートを得た。
ポリオレフィン樹脂層20の厚みを135μmとした点以外は実施例4と同様として、実施例5の熱転写受像シートを得た。
(実施例6)
多孔質層40となる二軸延伸多孔質フィルムの厚みを30μmとした点以外は実施例1と同様として、実施例6の熱転写受像シートを得た。
多孔質層40となる二軸延伸多孔質フィルムの厚みを30μmとした点以外は実施例1と同様として、実施例6の熱転写受像シートを得た。
(実施例7)
基材10として、光沢紙(坪量180g/m2)を準備した。この紙のJIS B0601:2001で規定される最大谷(うねり)深さWvは1.84μmであり、かつ、うねり二乗平均平方根傾斜WΔqの値は0.013である。
上記基材を用い、さらに、背面層を設けたのと反対側の面にLDPEからなる厚み10μmの層(第二ポリオレフィン樹脂層)を設け、その上に接着剤層30を形成した。それ以外は実施例6と同様として、実施例7の熱転写受像シートを得た。
基材10として、光沢紙(坪量180g/m2)を準備した。この紙のJIS B0601:2001で規定される最大谷(うねり)深さWvは1.84μmであり、かつ、うねり二乗平均平方根傾斜WΔqの値は0.013である。
上記基材を用い、さらに、背面層を設けたのと反対側の面にLDPEからなる厚み10μmの層(第二ポリオレフィン樹脂層)を設け、その上に接着剤層30を形成した。それ以外は実施例6と同様として、実施例7の熱転写受像シートを得た。
(比較例1)
ポリオレフィン樹脂層20を設けなかった点以外は実施例6と同様として、比較例1の熱転写受像シートを得た。
ポリオレフィン樹脂層20を設けなかった点以外は実施例6と同様として、比較例1の熱転写受像シートを得た。
(比較例2)
背面層を設けたのと反対側の面にLDPEからなる厚み10μmの層を設け、その上に接着剤層30を形成した点以外は比較例1と同様として、比較例2の熱転写受像シートを得た。
背面層を設けたのと反対側の面にLDPEからなる厚み10μmの層を設け、その上に接着剤層30を形成した点以外は比較例1と同様として、比較例2の熱転写受像シートを得た。
(比較例3)
基材10として、光沢紙(坪量180g/m2)を準備した。この紙のJIS B0601:2001で規定される最大谷(うねり)深さWvは2.20μmであり、かつ、うねり二乗平均平方根傾斜WΔqの値は0.015である。
上記基材を用いた点以外は、比較例1と同様として、比較例3の熱転写受像シートを得た。
以上より、比較例1ないし3は、ポリオレフィン樹脂層20を備えていない例である。
基材10として、光沢紙(坪量180g/m2)を準備した。この紙のJIS B0601:2001で規定される最大谷(うねり)深さWvは2.20μmであり、かつ、うねり二乗平均平方根傾斜WΔqの値は0.015である。
上記基材を用いた点以外は、比較例1と同様として、比較例3の熱転写受像シートを得た。
以上より、比較例1ないし3は、ポリオレフィン樹脂層20を備えていない例である。
(比較例4)
厚み20μmのポリオレフィン樹脂層20を設けた点以外は比較例3と同様として、比較例4の熱転写受像シートを得た。
厚み20μmのポリオレフィン樹脂層20を設けた点以外は比較例3と同様として、比較例4の熱転写受像シートを得た。
(比較例5)
厚み20μmのポリオレフィン樹脂層20を設け、LEDP層形成時に押し出しラミネートを行って多孔質層と基材とを接合した点以外は実施例7と同様として、比較例5の熱転写受像シートを得た。すなわち、比較例5はドライラミネーションを行っていない。
厚み20μmのポリオレフィン樹脂層20を設け、LEDP層形成時に押し出しラミネートを行って多孔質層と基材とを接合した点以外は実施例7と同様として、比較例5の熱転写受像シートを得た。すなわち、比較例5はドライラミネーションを行っていない。
(比較例6)
多孔質層40となる二軸延伸多孔質フィルムの厚みを20μmとし、ポリオレフィン樹脂層20の厚みを20μmとした点以外は実施例1と同様として、比較例6の熱転写受像シートを得た。
多孔質層40となる二軸延伸多孔質フィルムの厚みを20μmとし、ポリオレフィン樹脂層20の厚みを20μmとした点以外は実施例1と同様として、比較例6の熱転写受像シートを得た。
(比較例7)
多孔質層40となる二軸延伸多孔質フィルムの厚みを30μmとし、ポリオレフィン樹脂層20の厚みを3μmとした点以外は実施例1と同様として、比較例7の熱転写受像シートを得た。
多孔質層40となる二軸延伸多孔質フィルムの厚みを30μmとし、ポリオレフィン樹脂層20の厚みを3μmとした点以外は実施例1と同様として、比較例7の熱転写受像シートを得た。
(比較例8)
ポリオレフィン樹脂層20の厚みを95μmとした点以外は比較例7と同様として、比較例8の熱転写受像シートを得た。
ポリオレフィン樹脂層20の厚みを95μmとした点以外は比較例7と同様として、比較例8の熱転写受像シートを得た。
次に、各例の熱転写受像シートについて、以下の3項目を評価した。
<印画濃度評価>
各例の熱転写受像シートに対し、プリンタ(大日本印刷社製 DS40)で付属のリボンを使用して11ステップ画像を印画した。グレースケールの最大諧調の濃度(ISO 13655に準拠して測定)が2.00以上であった場合を〇(good)とし、2.00未満の場合は×(bad)とした。
<モトルムラ(地合いの評価)>
各例の熱転写受像シートに対し、プリンタ(大日本印刷社製 DS40)で付属のリボンを使用してグレー128諧調スケールを印画し、目視にてモトルムラの有無を評価した。具体的には、45度入射の蛍光灯にて、正反射光ではなく少しずらした角度30度の反射光にてモトルムラの有無を確認した。
モトルムラが視認されなかった場合は〇(good)とし、モトルムラが視認された場合は×(bad)とした。
<印画後カール評価>
各例の熱転写受像シートを177mm×100mmの写真サイズに断裁し、枚葉プリンタ(キヤノン株式会社製「SELPHY」CP1200)を用いて全面黒の印画を行ったあとに、得られた印画物(熱転写受像シート)の周縁4か所と、印画物の厚さ方向中心との、厚さ方向における距離の平均値をカール量として測定した。周縁が中心よりも高い場合を凹カールとして「-」で表し、周縁が中心よりも低い場合を凸カールとして「+」で表した。カール量は以下の2段階評価とした。
○(good):カール量が±5mmの範囲内である。
×(bad) :カール量が±5mmの範囲外である。
なお、枚葉プリンタを用いたのは、印画時の受像シートにカールが無くフラットであることが求められており、カールを有する場合は、印画時のジャムの発生などの通過性能に影響が出るため、カール評価の評価プリンタとして適しているからである。
各例の熱転写受像シートに対し、プリンタ(大日本印刷社製 DS40)で付属のリボンを使用して11ステップ画像を印画した。グレースケールの最大諧調の濃度(ISO 13655に準拠して測定)が2.00以上であった場合を〇(good)とし、2.00未満の場合は×(bad)とした。
<モトルムラ(地合いの評価)>
各例の熱転写受像シートに対し、プリンタ(大日本印刷社製 DS40)で付属のリボンを使用してグレー128諧調スケールを印画し、目視にてモトルムラの有無を評価した。具体的には、45度入射の蛍光灯にて、正反射光ではなく少しずらした角度30度の反射光にてモトルムラの有無を確認した。
モトルムラが視認されなかった場合は〇(good)とし、モトルムラが視認された場合は×(bad)とした。
<印画後カール評価>
各例の熱転写受像シートを177mm×100mmの写真サイズに断裁し、枚葉プリンタ(キヤノン株式会社製「SELPHY」CP1200)を用いて全面黒の印画を行ったあとに、得られた印画物(熱転写受像シート)の周縁4か所と、印画物の厚さ方向中心との、厚さ方向における距離の平均値をカール量として測定した。周縁が中心よりも高い場合を凹カールとして「-」で表し、周縁が中心よりも低い場合を凸カールとして「+」で表した。カール量は以下の2段階評価とした。
○(good):カール量が±5mmの範囲内である。
×(bad) :カール量が±5mmの範囲外である。
なお、枚葉プリンタを用いたのは、印画時の受像シートにカールが無くフラットであることが求められており、カールを有する場合は、印画時のジャムの発生などの通過性能に影響が出るため、カール評価の評価プリンタとして適しているからである。
結果を表1に示す。
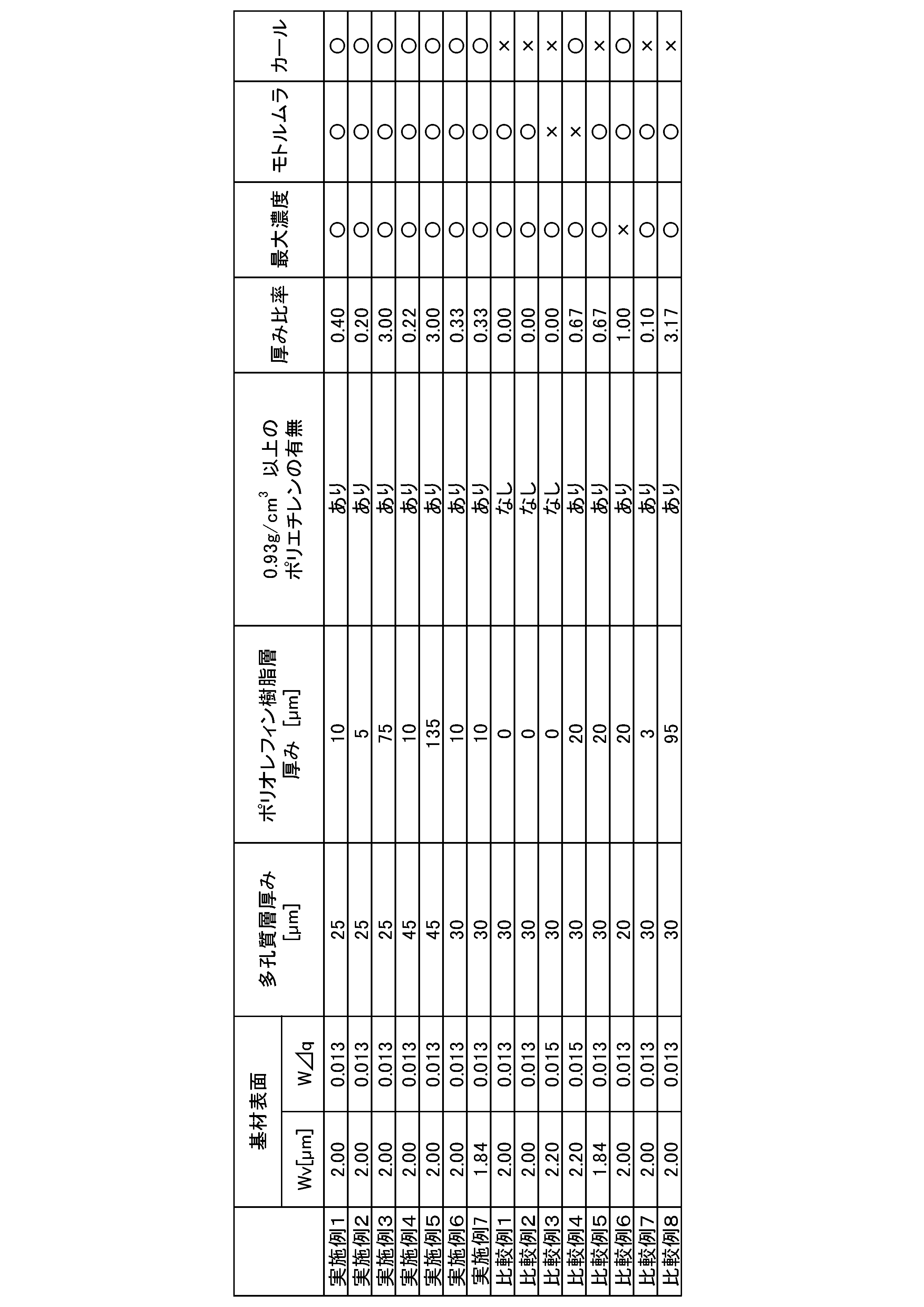
表1に示すように、上述した3点を満たす各実施例では、すべての評価項目において良好であった。
上述した3点を満たさない各比較例では、評価項目の少なくとも一つの結果が芳しくなかった。
上述した3点を満たさない各比較例では、評価項目の少なくとも一つの結果が芳しくなかった。
以上、本発明の一実施形態について説明したが、本発明の技術範囲は上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において構成要素の組み合わせを変えたり、各構成要素に種々の変更を加えたり、他の構成を加えたり、削除したりすることが可能である。
例えば、本発明に係る基材は、第一面および第二面の一方のみで上述した最大谷(うねり)深さWvおよびうねり二乗平均平方根傾斜WΔqを満たしていればよい。最大谷(うねり)深さWvおよびうねり二乗平均平方根傾斜WΔqを満たす面は、第一面および第二面のいずれであってもよい。
本発明の熱転写受像シ-トは、昇華転写方式のプリンタに好適に使用することができる。
1 熱転写受像シート
10 基材
10a 第一面
10b 第二面
20 ポリオレフィン樹脂層
30 接着剤層
40 多孔質層
50 下地層
60 受像層
10 基材
10a 第一面
10b 第二面
20 ポリオレフィン樹脂層
30 接着剤層
40 多孔質層
50 下地層
60 受像層
Claims (4)
- 紙製の基材と、
前記基材の第一面上に形成されたポリオレフィン樹脂層と、
前記基材において、前記第一面と反対側の第二面上に形成された接着剤層と、
前記接着剤層上に形成された多孔質層と、
前記多孔質層上に形成された下地層と、
前記下地層上に形成された受像層と、
を備え、
前記基材の表面は、
JIS B0601:2001で規定される最大谷(うねり)深さWvが2.00μm以下であり、
うねり二乗平均平方根傾斜WΔqの値が0.013以下であり、
前記多孔質層の厚みが25μm以上であり、
前記ポリオレフィン樹脂層の厚みが、前記多孔質層の厚みの0.2~3.0倍の範囲内である、
熱転写受像シート。 - 上記接着剤層は、溶剤系で樹脂を溶解させた接着剤で形成されている、請求項1に記載の熱転写受像シート。
- 前記ポリオレフィン樹脂層は、密度0.93g/cm3以上のポリエチレンを含有する、請求項1に記載の熱転写受像シート。
- 前記接着剤層は、前記第二面上に形成された第二ポリオレフィン樹脂層上に形成されている、請求項1に記載の熱転写受像シート。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020118468A JP2022015548A (ja) | 2020-07-09 | 2020-07-09 | 熱転写受像シート |
| EP21838289.3A EP4180223A4 (en) | 2020-07-09 | 2021-07-08 | IMAGE RECEIVING LAYER FOR THERMAL TRANSFER |
| PCT/JP2021/025731 WO2022009946A1 (ja) | 2020-07-09 | 2021-07-08 | 熱転写受像シート |
| US18/149,756 US12059915B2 (en) | 2020-07-09 | 2023-01-04 | Thermal transfer image receiving sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020118468A JP2022015548A (ja) | 2020-07-09 | 2020-07-09 | 熱転写受像シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2022015548A true JP2022015548A (ja) | 2022-01-21 |
Family
ID=79552548
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020118468A Pending JP2022015548A (ja) | 2020-07-09 | 2020-07-09 | 熱転写受像シート |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12059915B2 (ja) |
| EP (1) | EP4180223A4 (ja) |
| JP (1) | JP2022015548A (ja) |
| WO (1) | WO2022009946A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11726379B2 (en) * | 2020-11-20 | 2023-08-15 | Wicue Usa Inc. | Liquid crystal assembly |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009061733A (ja) * | 2007-09-07 | 2009-03-26 | Dainippon Printing Co Ltd | 熱転写受像シート |
| JP2009078387A (ja) * | 2007-09-25 | 2009-04-16 | Dainippon Printing Co Ltd | 熱転写受像シート |
| JP6287061B2 (ja) * | 2013-10-25 | 2018-03-07 | 凸版印刷株式会社 | ガスバリア性包装材料前駆体の製造方法 |
| US9889694B2 (en) * | 2014-03-27 | 2018-02-13 | Dai Nippon Printing Co., Ltd. | Support for thermal transfer image-receiving sheet, thermal transfer image-receiving sheet, and producing method therefor |
| JP7069824B2 (ja) * | 2018-02-27 | 2022-05-18 | 凸版印刷株式会社 | 熱転写受像シート |
| JP7265726B2 (ja) | 2018-03-22 | 2023-04-27 | 大日本印刷株式会社 | 熱転写受像シート |
| JP2020055271A (ja) * | 2018-10-04 | 2020-04-09 | 凸版印刷株式会社 | 熱転写受像シート |
| JP2020118468A (ja) | 2019-01-18 | 2020-08-06 | マツダ株式会社 | 被覆金属材の耐食性試験装置 |
| JP7699910B2 (ja) * | 2019-03-26 | 2025-06-30 | 大日本印刷株式会社 | 積層体 |
| JP7585074B2 (ja) * | 2021-02-09 | 2024-11-18 | キヤノン株式会社 | 画像処理装置、印刷装置、画像処理方法、及びプログラム |
-
2020
- 2020-07-09 JP JP2020118468A patent/JP2022015548A/ja active Pending
-
2021
- 2021-07-08 WO PCT/JP2021/025731 patent/WO2022009946A1/ja not_active Ceased
- 2021-07-08 EP EP21838289.3A patent/EP4180223A4/en active Pending
-
2023
- 2023-01-04 US US18/149,756 patent/US12059915B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20230147524A1 (en) | 2023-05-11 |
| US12059915B2 (en) | 2024-08-13 |
| WO2022009946A1 (ja) | 2022-01-13 |
| EP4180223A4 (en) | 2023-12-13 |
| EP4180223A1 (en) | 2023-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2002219764A (ja) | 改良された光学的性能を有するフォームコア像形成部材 | |
| JP4941941B2 (ja) | 二軸延伸積層ポリプロピレンフィルム及びその用途 | |
| US12059915B2 (en) | Thermal transfer image receiving sheet | |
| JP2009061733A (ja) | 熱転写受像シート | |
| JP4073852B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JP4407902B2 (ja) | 二軸延伸積層ポリプロピレンフィルム及びその用途 | |
| JP2006088396A (ja) | 熱転写受容シート | |
| JP2022114660A (ja) | 熱転写受像シート | |
| JP2022114728A (ja) | 熱転写受像シート | |
| JP2006027264A (ja) | 熱転写受容シートの印画方法 | |
| JP2022102084A (ja) | 熱転写受像シート | |
| JPH11115321A (ja) | 熱転写受容シートの製造方法 | |
| JP2002254831A (ja) | 熱転写受容シート | |
| JPH11334224A (ja) | 熱転写受容シート | |
| JPWO2007043713A1 (ja) | インクジェット用記録媒体 | |
| JP2020055271A (ja) | 熱転写受像シート | |
| JP4073853B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JP5029264B2 (ja) | 受像紙 | |
| JP6814665B2 (ja) | 昇華型プリンタ用受像シート | |
| JP2023074159A (ja) | 熱転写シート | |
| JP4118214B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JP2000272259A (ja) | 熱転写受容シート | |
| JPH07137469A (ja) | 熱転写受像シート | |
| JP2017217793A (ja) | 熱転写受像シート及び熱転写印画物 | |
| JP2004058403A (ja) | 熱転写受容シート |