JP2022191237A - Ni基合金積層造形物 - Google Patents
Ni基合金積層造形物 Download PDFInfo
- Publication number
- JP2022191237A JP2022191237A JP2022147939A JP2022147939A JP2022191237A JP 2022191237 A JP2022191237 A JP 2022191237A JP 2022147939 A JP2022147939 A JP 2022147939A JP 2022147939 A JP2022147939 A JP 2022147939A JP 2022191237 A JP2022191237 A JP 2022191237A
- Authority
- JP
- Japan
- Prior art keywords
- less
- crack
- laminate
- dendrites
- alloy powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0433—Nickel- or cobalt-based alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Powder Metallurgy (AREA)
Abstract
【課題】割れ発生のないNi基合金積層造形物を提供する。【解決方法】質量%で、10.0%以上16.0%以下のCrと、4.0%以上9.0%以下のAlと、1.0%以上6.0%以下のMoと、0.5%以上4.0%以下のNbと、0.5%以下のTiと、0.5%以下のZrと、0.06%以上0.4%以下のCと、0.04%以下のBと、を含み、残部がNiおよび不可避不純物からなり、かつ、150≦120Nb+650Zr+32Ti-385C≦270を満たすNi基合金積層造形物である。【選択図】図2
Description
本発明は、高温強度特性に優れたNi基合金積層造形物に関する。
航空機用ガスタービンエンジン、発電用ガスタービンなどに用いられる高温で使用する積層造形部品には、長寿命化が要望されている。このような要望に対して713C合金のようなガンマープライム(γ’)析出型Ni基合金が用いられる。ガンマープライムとはNi3(Al,Ti)を主とした析出物である。また、同時に、複雑な形状に対応するため、ガンマープライム析出型Ni基合金を用いた積層造形体の製造方法が提案されている。
例えば、特許文献1では、10~16%のCr、4.5~7.5%のAl、2.8~6.2%のMo、0.8~4%のNb+Ta、0.01~2%のTi、0.01~0.3%のZr、0.01~0.3%のCを有するNi基合金の積層造形において、粉末を敷詰め、層上に互いに平行な複数の走査線に沿ってレーザを照射する際に、スキャン間隔をレーザスポット径で割った時の値を0.6以上1.0以下にする積層造形方法が開示されている。
上述の特許文献1で開示された積層造形方法は、高温でのクリープラプチャー特性に優れた積層造形物を得るものである。しかしながら、ガンマープライム析出型合金の積層造形物には、凝固割れが発生しやすいという課題があった。割れが発生すると高温クリープ特性の低下につながる懸念があり、割れのない積層造形物が要求されていた。
そこで本発明は、割れの発生しにくい積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法を提供することを目的とする。
本発明は、質量%で、10.0%以上16.0%以下のCrと、4.0%以上9.0%以下のAlと、1.0%以上6.0%以下のMoと、0.5%以上4.0%以下のNbと、0.5%以下のTiと、0.5%以下のZrと、0.06%以上0.4%以下のCと、0.04%以下のBと、を含み、残部がNiおよび不可避不純物からなり、かつ、150≦120Nb+650Zr+32Ti-385C≦270・・・(式1)を満たす組成を有することを特徴とする積層造形物である。
前記積層造形物の組成は、質量%で、
11.0%以上14.0%以下のCrと、
6.0%以上8.0%以下のAlと、
3.0%以上5.0%以下のMoと、
1.0%以上3.0%以下のNbと、
0.002%以上0.2%以下のTiと、
0.01%以上0.3%以下のZrと、
0.1%以上0.3%以下のCと、
0.002%以上0.03%以下のBと、を含むことが好ましい。
11.0%以上14.0%以下のCrと、
6.0%以上8.0%以下のAlと、
3.0%以上5.0%以下のMoと、
1.0%以上3.0%以下のNbと、
0.002%以上0.2%以下のTiと、
0.01%以上0.3%以下のZrと、
0.1%以上0.3%以下のCと、
0.002%以上0.03%以下のBと、を含むことが好ましい。
また、前記積層造形物の組成は、質量%で、
12.0%以上13.0%以下のCrと、
6.0%以上7.0%以下のAlと、
3.5%以上4.5%以下のMoと、
1.5%以上2.5%以下のNbと、
0.002%以上0.1%以下のTiと、
0.02%以上0.2%以下のZrと、
0.15%以上0.25%以下のCと、
0.005%以上0.02%以下のBと、を含むことがより好ましい。
12.0%以上13.0%以下のCrと、
6.0%以上7.0%以下のAlと、
3.5%以上4.5%以下のMoと、
1.5%以上2.5%以下のNbと、
0.002%以上0.1%以下のTiと、
0.02%以上0.2%以下のZrと、
0.15%以上0.25%以下のCと、
0.005%以上0.02%以下のBと、を含むことがより好ましい。
さらに、前記積層造形物の組成が、
180≦120Nb+650Zr+32Ti-385C≦250を満たすことが好ましい。
180≦120Nb+650Zr+32Ti-385C≦250を満たすことが好ましい。
本発明によれば、割れの発生しにくい積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法を提供することができる。
まず、割れの発生メカニズムについて、図1に積層造形物の割れの発生例を示し、説明する。図1に示すように、割れは積層方向に粒界に沿って発生しやすく、この割れはデンドライト境界にも発生する。特に、粉末床溶融結合方式(PBF:Powder Bed Fusion)と指向性エネルギー堆積方式(DED:Directed Energy Deposition)のいずれの方式においても、粉末をレーザもしくは電子ビームで局所的に溶融・凝固させるため、積層造形物は鋳造品に比べて凝固冷却速度が極めて大きい。その為、従来の鋳造用に開発されたガンマープライム析出型のNi基合金粉末を溶融・凝固させると、Nb、Zrなどの凝固偏析による割れが発生しやすいものであった。凝固過程の相変態は、高温ではすべて液相であるが、温度が下がると液相と固相が共存し、さらに温度が下がると固相だけになる。このとき凝固偏析による割れは凝固が完了する直前で発生する。そこで、固相割合が0.9である凝固直前の状態と、固相割合が1.0である凝固直後の状態とで温度差が小さくなるような組成を選定することで割れを防止することができると考えた。
そこで、本発明は、固相割合0.9から1.0までの温度差を小さくできる組成として、質量%で、10.0%以上16.0%以下のCrと、4.0%以上9.0%以下のAlと、1.0%以上6.0%以下のMoと、0.5%以上4.0%以下のNbと、0.5%以下のTiと、0.5%以下のZrと、0.06%以上0.4%以下のCと、0.04%以下のBと、を含み、残部がNiおよび不可避不純物からなる組成を選定し、尚且つ、割れとの相関が大きい元素の影響(割れ感受性指数)について以下の(式1)を見出した。そして、これらの要件を満たす積層造形用Ni基合金粉末を用いることで、割れが生じにくい積層造形物を提供することができるものである。
150≦120Nb+650Zr+32Ti-385C≦270・・・(式1)
150≦120Nb+650Zr+32Ti-385C≦270・・・(式1)
以下、本発明の一実施形態について説明する。まず、積層造形用Ni基合金粉末(以下、合金粉末と言うことがある。)に関して説明し、次に積層造形物と積層造形方法について説明する。ただし、本発明は、ここで取り挙げた実施形態に限定されるものではなく、その発明の技術的思想を逸脱しない範囲で適宜組み合わせや改良が可能である。
<合金粉末>
合金粉末の一実施形態について説明する。以下の説明において%は質量%を示す。また、本明細書において、「~」を用いて表される数値範囲は「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。また、上限値と下限値は任意に組み合わせることができる。
合金粉末の一実施形態について説明する。以下の説明において%は質量%を示す。また、本明細書において、「~」を用いて表される数値範囲は「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。また、上限値と下限値は任意に組み合わせることができる。
(Cr:10.0~16.0%)
Crは、耐食性向上に効果があり、高温での良好な耐食性を得るために重要な主成分である。Crの酸化被膜により耐食性を向上させるため、10.0%以上が必要である。過剰に添加すると脆いCr主体のBCC相を生成させるため16.0%以下にした。好ましくは11.0~14.0%である。より好ましくは12.0~13.0%である。
Crは、耐食性向上に効果があり、高温での良好な耐食性を得るために重要な主成分である。Crの酸化被膜により耐食性を向上させるため、10.0%以上が必要である。過剰に添加すると脆いCr主体のBCC相を生成させるため16.0%以下にした。好ましくは11.0~14.0%である。より好ましくは12.0~13.0%である。
(Al:4.0~9.0%)
AlはNiと結合してガンマープライム相を析出する。ガンマープライム相の形成によって高温クリープラプチャー強度を向上するため、4.0%以上が必要である。過剰に添加するとNiAl2の脆い化合物が生成するため9.0%以下とした。好ましくは6.0~8.0%である。より好ましくは6.0~7.0である。
AlはNiと結合してガンマープライム相を析出する。ガンマープライム相の形成によって高温クリープラプチャー強度を向上するため、4.0%以上が必要である。過剰に添加するとNiAl2の脆い化合物が生成するため9.0%以下とした。好ましくは6.0~8.0%である。より好ましくは6.0~7.0である。
(Mo:1.0~6.0%)
Moは固溶強化による高温クリープラプチャー強度の向上と耐食性の向上のため1.0%以上が必要である。過剰に添加すると他の添加元素を増やせないため6.0%以下とした。好ましくは3.0~5.0%である。より好ましくは3.5~4.5%である。
Moは固溶強化による高温クリープラプチャー強度の向上と耐食性の向上のため1.0%以上が必要である。過剰に添加すると他の添加元素を増やせないため6.0%以下とした。好ましくは3.0~5.0%である。より好ましくは3.5~4.5%である。
(Nb:0.5~4.0%)
Nbは固溶強化により高温クリープラプチャー強度向上に寄与する他、Nbは粒界に炭化物を形成して高温クリープラプチャー強度の向上に寄与することから、0.5%以上が必要である。また、Nbは割れ感受性指数に関与する元素の一つである。過剰に添加すると、固溶限を超えて添加されたNbが脆いラーベス相を生成し、割れが発生するため4.0%以下とした。好ましくは1.0~3.0である。より好ましくは1.5~2.5%である。
Nbは固溶強化により高温クリープラプチャー強度向上に寄与する他、Nbは粒界に炭化物を形成して高温クリープラプチャー強度の向上に寄与することから、0.5%以上が必要である。また、Nbは割れ感受性指数に関与する元素の一つである。過剰に添加すると、固溶限を超えて添加されたNbが脆いラーベス相を生成し、割れが発生するため4.0%以下とした。好ましくは1.0~3.0である。より好ましくは1.5~2.5%である。
(Ti:0.5%以下)
TiはNiとの化合物であるガンマープライム相を生成して高温クリープラプチャー強度を向上させる元素である。Tiは無添加(0%)も可能であるが、Tiを含有させることが好ましい。Tiも割れ感受性指数に関与する元素の一つであるのでTiを含有させる場合は、割れの発生を抑制するため0.5%以下とする。Tiの効果をより確実に発揮させるためには、Tiは0.002%以上とし、割れ発生の一層の抑制の観点から0.2%以下とすることが好ましい。より好ましくは0.002%~0.1%である。
TiはNiとの化合物であるガンマープライム相を生成して高温クリープラプチャー強度を向上させる元素である。Tiは無添加(0%)も可能であるが、Tiを含有させることが好ましい。Tiも割れ感受性指数に関与する元素の一つであるのでTiを含有させる場合は、割れの発生を抑制するため0.5%以下とする。Tiの効果をより確実に発揮させるためには、Tiは0.002%以上とし、割れ発生の一層の抑制の観点から0.2%以下とすることが好ましい。より好ましくは0.002%~0.1%である。
(Zr:0.5%以下)
Zrは粒界に炭化物を生成して、粒界滑りを抑制することで高温クリープラプチャー強度を向上させる元素である。Zrは無添加(0%)も可能であるが、Zrを含有することが好ましい。Zrも割れ感受性指数に関与する元素の一つであるのでZrを含有させる場合は、過剰に添加すると割れが発生するため0.5%以下とした。好ましくは0.01~0.30%である。より好ましくは0.02~0.2である。
Zrは粒界に炭化物を生成して、粒界滑りを抑制することで高温クリープラプチャー強度を向上させる元素である。Zrは無添加(0%)も可能であるが、Zrを含有することが好ましい。Zrも割れ感受性指数に関与する元素の一つであるのでZrを含有させる場合は、過剰に添加すると割れが発生するため0.5%以下とした。好ましくは0.01~0.30%である。より好ましくは0.02~0.2である。
(C:0.06~0.4%以下)
Cは割れ感受性指数に関与する元素の一つであり割れを抑制する元素である。割れ防止と粒界に適度な炭化物を偏析させるために0.06%以上が必要である。しかし、過剰に添加すると炭化物が過剰に生成して、高温クリープラプチャー強度を低下させるため、0.4%以下とした。好ましくは、0.1~0.3%である。より好ましくは0.15~0.25%である。
Cは割れ感受性指数に関与する元素の一つであり割れを抑制する元素である。割れ防止と粒界に適度な炭化物を偏析させるために0.06%以上が必要である。しかし、過剰に添加すると炭化物が過剰に生成して、高温クリープラプチャー強度を低下させるため、0.4%以下とした。好ましくは、0.1~0.3%である。より好ましくは0.15~0.25%である。
(B:0.04%以下)
BはCrおよびMoとの化合物を粒界に形成して、粒界滑りを抑制し、高温クリープラプチャー強度を向上させる元素である。Bは無添加(0%)も可能であるが、Bを含有させることが好ましい。Bを含有させる場合は、過剰に添加すると高温クリープラプチャー強度を低下させてしまうため0.04%以下とした。好ましくは0.002~0.03%である。より好ましくは0.005~0.02%である。
BはCrおよびMoとの化合物を粒界に形成して、粒界滑りを抑制し、高温クリープラプチャー強度を向上させる元素である。Bは無添加(0%)も可能であるが、Bを含有させることが好ましい。Bを含有させる場合は、過剰に添加すると高温クリープラプチャー強度を低下させてしまうため0.04%以下とした。好ましくは0.002~0.03%である。より好ましくは0.005~0.02%である。
また、本実施形態の合金の組成は、150≦120Nb+650Zr+32Ti-385C≦270の(式1)を満たす。(式1)において、各元素記号は、そのまま各元素の含有量(質量%)を表す。以降、(式1)の関係式で算出した値のことを割れ感受性指数と言い換えて説明する。
割れ感受性指数は大きいほど割れやすくなることを示す。つまり、Nb、Zr、Tiを多く添加すると割れ感受性指数は大きくなり、Cを多く添加すると割れ感受性指数を小さくする関係にある。また割れ感受性指数は、小さくなるほど高温クリープラプチャー強度の低下につながり、大きくなるほど高温クリープラプチャー強度が向上する関係性を示すものでもある。例えば、割れの抑制と高温クリープ強度特性とを両立させたい場合には、割れ感受性指数が高すぎず、かつ小さすぎないように組成範囲を決定すれば良い。具体的には、割れ感受性指数は、270以下であり、250以下が好ましい。また、割れ感受性指数は、150以上であり、180以上が好ましい。
割れ感受性指数の下限について上述した好ましい範囲から選択した組成を考えると、例えば、Crが12.0%、Alが7.0%、Moが4.0%、Nbが1.5%、Tiが0.1%、Zrが0.1%、Cが0.18%、Bが0.02%、残部がNiおよび不可避不純物の組成の場合には、割れ感受性指数は約180になり、この場合でも割れ防止に効果的である。一方、Crが12.0%、Alが7.0%、Moが4.0%、Nbが1.2%、Tiが0.002%、Zrが0.01%、Cが0.1%、Bが0.02%、残部がNiおよび不可避不純物の組成の場合には、割れ感受性指数は約110となる。この場合は、各元素は好ましい値の範疇にあるが、NbとCを共に減らし、さらにZrとTiの効果も制限した組成となったと考えられ、結果的にNb、Zr、Ti、Cのバランスが崩れ(式1)を満足できなくなったことから、高温クリープラプチャー強度が低い値になる。このようなことから下限値としては150以上である。割れ感受性指数が150の例としては、例えば、Crが12.0%、Alが7.0%、Moが4.0%、Nbが1.99%、Tiが0%、Zrが0.1%、Cが0.4%、Bが0.02%、残部がNiおよび不可避不純物の組成が挙げられる。
割れ感受性指数の下限について上述した好ましい範囲から選択した組成を考えると、例えば、Crが12.0%、Alが7.0%、Moが4.0%、Nbが1.5%、Tiが0.1%、Zrが0.1%、Cが0.18%、Bが0.02%、残部がNiおよび不可避不純物の組成の場合には、割れ感受性指数は約180になり、この場合でも割れ防止に効果的である。一方、Crが12.0%、Alが7.0%、Moが4.0%、Nbが1.2%、Tiが0.002%、Zrが0.01%、Cが0.1%、Bが0.02%、残部がNiおよび不可避不純物の組成の場合には、割れ感受性指数は約110となる。この場合は、各元素は好ましい値の範疇にあるが、NbとCを共に減らし、さらにZrとTiの効果も制限した組成となったと考えられ、結果的にNb、Zr、Ti、Cのバランスが崩れ(式1)を満足できなくなったことから、高温クリープラプチャー強度が低い値になる。このようなことから下限値としては150以上である。割れ感受性指数が150の例としては、例えば、Crが12.0%、Alが7.0%、Moが4.0%、Nbが1.99%、Tiが0%、Zrが0.1%、Cが0.4%、Bが0.02%、残部がNiおよび不可避不純物の組成が挙げられる。
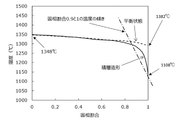
割れ感受性指数を算出する(式1)の導出過程についても説明する。割れ感受性指数の導出には熱力学計算を用いた。熱力学計算方法について説明する。凝固時には液相から温度が下がるにつれて、液相と固相が共存して、さらに温度が下がると固相だけになる。この凝固過程で割れが発生するとして固相割合と温度の関係を計算した。図2に、熱力学計算による固相割合と温度の関係のグラフを示す。横軸は固相割合、縦軸は温度(℃)である。ここではCrが12.1%、Alが5.69%、Moが4.53%、Nbが2.03%、Tiが0.65%、Zrが0.10%、Cが0.014%、残部がNiの組成で計算した。点線は平衡状態図を熱力学計算した値であり、液相線温度が1348℃、固相線温度が1382℃である。液相線温度と固相線温度の差は34℃である。これに対して、積層造形の急冷凝固を模擬してシャイルの凝固モデルで熱力学計算を行った。
熱力学計算の結果、液相線温度は同じ1382℃であるが、固相線温度は1108℃となり、液相線温度と固相線温度の差は274℃と、平衡状態の値より温度差が大きくなる結果を得た。精密鋳造のようにゆっくり凝固する場合は平衡状態に近い状態であり、割れは発生しにくいが、積層造形では凝固速度が速いため急冷凝固による凝固偏析で、最終凝固部である偏析部の固相線温度が下がるためである。この温度差について注目し、凝固直前に割れが発生すると考えると、図2に示すように凝固完了直前の勾配が大きく、具体的には固相割合0.9以上での傾き(勾配)が急であった。そして、この傾きが急であるほど凝固するまでの時間が長くなり、割れが発生する凝固完了直前である固相割合0.9と1との間の凝固時間が長引くことになる。これにより割れが発生したものと考えられる。
そこで、固相割合0.9以上での傾きを緩和することで割れの発生を抑制することができるものと考えた。この考えに対し合金組成を鋭意検討したところ、固相割合0.9の温度と固相割合1の温度差の変化量を成分変化量で割った値(単位:℃/質量%)をそれぞれの元素量で求めた結果、凝固完了直前の勾配の緩和に寄与が大きい元素(割れとの相関が大きい元素)が、Nb、Zr、Ti、Cであることを見出した。例えば、Nbの場合、成分が0.5質量%減ると固相割合0.9と1の温度差は190℃から130℃になり、温度差の変化量は60℃になることから、60を0.5で割って係数を120とした。同様にZrでは、成分が0.06質量%減ると固相割合0.9と1の温度差は190℃から151℃になり、温度差の変化量は39℃になることから、39を0.06で割って係数を650とした。Tiでは、成分が0.25質量%減ると固相割合0.9と1の温度差は190℃から182℃になり、温度差の変化量は8℃になることから、8を0.25で割って係数を32とした。Cでは、成分が0.096質量%増えると固相割合0.9と1の温度差は190℃から153℃になり、温度差の変化量は37℃になることから、37を0.096で割って係数を385とした。
以上から、(式1)より係数がプラスであるNb、Zr、Tiの添加量が増加すると割れ感受性指数が大きくなることから割れ易くなり、逆に係数がマイナスのCの添加量が増えると割れ感受性指数が小さくなることから割れにくいことを示す結果を得た。そして、それら関係を示すものとして(式1)を見出した。また、後述する実施例で具体例を示すが、実験値とも一致することを確認した。
以上から、(式1)より係数がプラスであるNb、Zr、Tiの添加量が増加すると割れ感受性指数が大きくなることから割れ易くなり、逆に係数がマイナスのCの添加量が増えると割れ感受性指数が小さくなることから割れにくいことを示す結果を得た。そして、それら関係を示すものとして(式1)を見出した。また、後述する実施例で具体例を示すが、実験値とも一致することを確認した。
(不可避不純物)
さらに、残部には不可避不純物が含まれる。不可避不純物は、原料に混入した微量元素や、製造過程において接触する各種部材との反応等に起因し、技術的に除去することが難しい微量の不純物を意味する。これらの不純物のうち、特に制限すべき不純物はP、S、O、Nなどである。Pは0.02%以下が好ましく、Sは0.005%未満が好ましく、Oは0.02%以下が好ましく、Nは0.04%以下が好ましい。無論これら不可避不純物の含有量は少ないほうがより好ましく0%であればなお良い。
さらに、残部には不可避不純物が含まれる。不可避不純物は、原料に混入した微量元素や、製造過程において接触する各種部材との反応等に起因し、技術的に除去することが難しい微量の不純物を意味する。これらの不純物のうち、特に制限すべき不純物はP、S、O、Nなどである。Pは0.02%以下が好ましく、Sは0.005%未満が好ましく、Oは0.02%以下が好ましく、Nは0.04%以下が好ましい。無論これら不可避不純物の含有量は少ないほうがより好ましく0%であればなお良い。
さらに、残部にはMn、Siなどの脱酸作用のある微量元素などがさらに含まれていてもよい。この微量元素はそれぞれ1.0%以下が好ましい。さらに好ましくは0.5%以下である。なお、合金粉末の組成は、たとえば高周波誘導結合プラズマ(ICP)発光分析法を用いて分析することができる。
本実施形態に係る積層造形物の原料となる合金粉末として、上記組成を有する合金粉末が用意される。積層造形体(積層造形物)の化学組成は基本的に合金粉末の化学組成と同じである。
[粒径]
本実施形態の合金粉末の製造方法としては、ガスアトマイズ法、水アトマイズ法、ジェットアトマイズ法などを用いることができるが、球状の粉末を得やすいガスアトマイズ法で合金粉末を作製することが好ましい。また、合金粉末の大きさは、粒径が小さすぎると流動性が悪くなり、逆に粒径が大きすぎると造形物の精度が悪く欠陥率も高くなるため、例えば平均粒径(D50)が5~200μmとすることが好ましい。
本実施形態の合金粉末の製造方法としては、ガスアトマイズ法、水アトマイズ法、ジェットアトマイズ法などを用いることができるが、球状の粉末を得やすいガスアトマイズ法で合金粉末を作製することが好ましい。また、合金粉末の大きさは、粒径が小さすぎると流動性が悪くなり、逆に粒径が大きすぎると造形物の精度が悪く欠陥率も高くなるため、例えば平均粒径(D50)が5~200μmとすることが好ましい。
<積層造形物>
次に、積層造形物について説明する。
本発明による上記合金組成の粉末を用いて積層造形された積層造形物は、デンドライトと、隣り合うデンドライト間に元素偏析部とを備える組織を有し、断面組織観察における、デンドライトの幅が5μm以下、元素偏析部の幅が200nm以下であることを特徴の一つとする積層造形物である。そして、上記元素偏析部は、デンドライトに比べてCr、Mo、Nb、Zrが濃化していることも特徴である。上記の合金組成の粉末を用いて積層造形するので、元素偏析部の幅を狭くでき、割れを抑制できる。つまり、合金粉末による割れ抑制効果だけでなく、急冷によりデンドライトの幅が狭くなるが、同時に元素偏析幅が狭くなることで割れを抑制する効果がある。
次に、積層造形物について説明する。
本発明による上記合金組成の粉末を用いて積層造形された積層造形物は、デンドライトと、隣り合うデンドライト間に元素偏析部とを備える組織を有し、断面組織観察における、デンドライトの幅が5μm以下、元素偏析部の幅が200nm以下であることを特徴の一つとする積層造形物である。そして、上記元素偏析部は、デンドライトに比べてCr、Mo、Nb、Zrが濃化していることも特徴である。上記の合金組成の粉末を用いて積層造形するので、元素偏析部の幅を狭くでき、割れを抑制できる。つまり、合金粉末による割れ抑制効果だけでなく、急冷によりデンドライトの幅が狭くなるが、同時に元素偏析幅が狭くなることで割れを抑制する効果がある。
また、デンドライトは、図6に示すように一次デンドライトのみが形成されていることが好ましい。「一次デンドライトのみ」とは、隣り合うデントライトとの間に元素偏析部を備えていても良いが、二次デントライトが形成されていない場合を指す。また、上述した様に固相割合0.9と1との間の温度差が大きく傾き(勾配)が急であると凝固時間が長引き、二次デントライトの生成が助長されて元素偏析部の幅も大きくなる。逆に言えば、固相割合0.9と1との間の温度差を小さくすることで二次デンドライトの生成を抑制し、一次デンドライトのみの組織にすることができる。但し、二次デントライトが形成された場合でも元素偏析部の幅が200nm以下であれば割れ抑制の効果がある。以上により、本発明のNi基合金粉末を用いて積層造形すれば、割れにくい積層造形物を得ることができる。
<積層造形物の製造方法>
上記に説明した合金粉末を用いた積層造形物の製造方法の実施形態について説明する。本発明に係る積層造形物の製造方法は、上記に説明したNi基合金粉末に電子ビーム又はレーザビームを照射し、溶融凝固させることにより造形を行う積層造形物の製造方法。電子ビーム又はレーザビームを照射し、溶融凝固させることにより造形を行うことを特徴の一つとするものである。
上記に説明した合金粉末を用いた積層造形物の製造方法の実施形態について説明する。本発明に係る積層造形物の製造方法は、上記に説明したNi基合金粉末に電子ビーム又はレーザビームを照射し、溶融凝固させることにより造形を行う積層造形物の製造方法。電子ビーム又はレーザビームを照射し、溶融凝固させることにより造形を行うことを特徴の一つとするものである。
電子ビーム又はレーザビームを照射し、溶融凝固させることにより造形を行う一実施形態としては、金属材料を対象とする付加製造法(本発明では積層造形法と言う。)である粉末床溶融結合方式(PBF:Powder Bed Fusion)と指向性エネルギー堆積方式(DED:Directed Energy Deposition)のいずれの方式についても適用することができる。
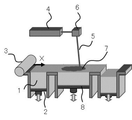
図3に粉末床溶融結合方式のうち、熱源にレーザを用いて積層造形するレーザ積層造形方法の概略構成を例示する。図3に示すように、1は原料となる合金粉末、2は粉末供給ステージ、3はリコーター、4はレーザ発振器、5はレーザ光、6はガルバノスキャナー、7は造形物(積層造形物)、8は造形ステージを備えている。
積層造形では、粉末供給ステージ2を所定の距離だけ上昇させて、造形ステージ8を所定の距離だけ下降させ、リコーター3がX方向に移動することで造形ステージ8の上に合金粉末1を供給する。この供給された領域にレーザ発振器4からのレーザ光5をガルバノスキャナー6で制御して、合金粉末に照射し、選択的に溶融・凝固して凝固層を積層する。この工程を繰り返すことで、3次元の造形物7を造形する。
積層造形の条件としては、たとえば、積層厚さ:10~200μm、レーザ出力:50~1000W、スキャン速度:100~5000mm/s、スキャン間隔:0.05~0.5mmとすればよい。造形精度の向上やNi基合金粉末の溶融残りを防ぐ目的としては、積層厚さ:20~50μm、レーザ出力:100~200W、スキャン速度:600~1200mm/s、スキャン間隔:0.05~0.12mmとするのが好ましい。
以下、本発明の実施例を説明する。尚、本発明は下記実施例等に限定されるものではない。
実施例として、表1に示した合金粉末Aから合金粉末Hまでの8種類の粉末ごとに積層造形物(以下、単に造形物ともいう。)を作製した。積層造形法は、図3に示すPBF方式の造形装置(Conceptlaser社製のMlab-200R)により10mm×10mm×10mmのサイズの造形物を作製した。積層条件は、一層あたりの積層厚さが30μm、レーザ出力を140,160,180,200Wの中から適宜一つ選択、スキャン速度は600,800,1000,1200,1400,1600mm/sの中から適宜一つ選択、スキャン間隔は0.07mmとなるように設定した。このようにして作製した各造形物の断面を鏡面に研磨して縦8mm横8mmのエリアの写真を撮影し、二値化画像処理により最大径5μm以上のボイドの面積割合(ボイド率と呼ぶ)を測定した。その結果、ボイド率が0.1%以下であった造形物について、光学顕微鏡および走査型電子顕微鏡(SEM)で割れの有無および割れ率を判定した。これは、ボイド率が高い条件では割れの判定に誤差が出やすいためである。このとき、二値化画像において円形度0.3以下、かつ、最大径が5μm以上の欠陥を割れとみなし、周囲長の半分を割れ長さとして、1mm2あたりの合計の割れ長さ(μm)を割れ率と定義して算出した。割れおよび割れ率の評価結果を表1に示す。各元素の数値は質量%である。なお、割れ感受性指数は各粉末の組成より(式1)を用いて算出した。
実施例として、表1に示した合金粉末Aから合金粉末Hまでの8種類の粉末ごとに積層造形物(以下、単に造形物ともいう。)を作製した。積層造形法は、図3に示すPBF方式の造形装置(Conceptlaser社製のMlab-200R)により10mm×10mm×10mmのサイズの造形物を作製した。積層条件は、一層あたりの積層厚さが30μm、レーザ出力を140,160,180,200Wの中から適宜一つ選択、スキャン速度は600,800,1000,1200,1400,1600mm/sの中から適宜一つ選択、スキャン間隔は0.07mmとなるように設定した。このようにして作製した各造形物の断面を鏡面に研磨して縦8mm横8mmのエリアの写真を撮影し、二値化画像処理により最大径5μm以上のボイドの面積割合(ボイド率と呼ぶ)を測定した。その結果、ボイド率が0.1%以下であった造形物について、光学顕微鏡および走査型電子顕微鏡(SEM)で割れの有無および割れ率を判定した。これは、ボイド率が高い条件では割れの判定に誤差が出やすいためである。このとき、二値化画像において円形度0.3以下、かつ、最大径が5μm以上の欠陥を割れとみなし、周囲長の半分を割れ長さとして、1mm2あたりの合計の割れ長さ(μm)を割れ率と定義して算出した。割れおよび割れ率の評価結果を表1に示す。各元素の数値は質量%である。なお、割れ感受性指数は各粉末の組成より(式1)を用いて算出した。
合金粉末は、ガスアトマイズ法で得た球状粉末を分級し、平均粒径(D50)が34μmのサイズの粉末を用いた。

合金粉末A,C,D、E、F、Gでは割れ率が0超であり、割れが発生したが、合金粉末BおよびHでは割れ率が0であり、割れは発生しなかった。割れが発生した合金粉末A,C,D、E、F、Gは何れも割れ感受性指数は270超えとなっていたが、なかでも合金粉末A,C,E、FではTi量を多めに含んでおり、割れ感受性指数も300超えを含む高いものとなっていた。また、粉末AはTi量が多く、かつ、C量が少なく、割れ率は最も高かった。一方、割れ発生のない合金粉末BおよびHの割れ感受性指数は237および241であり、いずれも270以下であった。合金粉末HではTiは無添加であった。以上のことから、(式1)を満足し割れ感受性指数が270以下になるように合金組成を選定するのが有効であることがわかった。また、Ti量を低減しつつ(式1)の元素バランスを保つことも有効であることがわかった。
[積層造形物の組織]
表1の合金粉末B(実施例)を用いて積層造形した造形体について、積層方向から撮影した組織写真(倍率:20000倍)を図4に示す。図4は走査型電子顕微鏡(日本電子株式会社製、型番JSM-7900F)で観察した。紙面上面方向が積層方向である。平行にデンドライト(一次デンドライト)10が形成されている。尚、本発明で言うデンドライトは、鋳造組織などで見られる樹枝状結晶とは異なる組織であり、積層方向に平行に延びる凝固組織の形態を指している。図4の場合、隣り合ったデンドライト10のピッチ(間隔)、即ちデンドライト10の幅は約1μmであった。積層造形時の走査速度は速く、且つ溶融・凝固による冷却速度も速い、急冷によりデンドライト10の幅が狭くなり割れ易くなるものであるが、本発明の合金粉末を用いればデンドライト10の幅は5μm以下でも割れ防止に有効であることがわかった。
表1の合金粉末B(実施例)を用いて積層造形した造形体について、積層方向から撮影した組織写真(倍率:20000倍)を図4に示す。図4は走査型電子顕微鏡(日本電子株式会社製、型番JSM-7900F)で観察した。紙面上面方向が積層方向である。平行にデンドライト(一次デンドライト)10が形成されている。尚、本発明で言うデンドライトは、鋳造組織などで見られる樹枝状結晶とは異なる組織であり、積層方向に平行に延びる凝固組織の形態を指している。図4の場合、隣り合ったデンドライト10のピッチ(間隔)、即ちデンドライト10の幅は約1μmであった。積層造形時の走査速度は速く、且つ溶融・凝固による冷却速度も速い、急冷によりデンドライト10の幅が狭くなり割れ易くなるものであるが、本発明の合金粉末を用いればデンドライト10の幅は5μm以下でも割れ防止に有効であることがわかった。
同様にして、表1の合金粉末Bを用いて造形した造形体について、積層方向に対して直角面方向から撮影した組織写真(倍率:20000倍)を図5に示す。図5は走査型電子顕微鏡(日本電子株式会社製、型番JSM-7900F)で観察した写真である。紙面垂直方向が積層方向である。図5に示す通り、直径が約1μmの略円形状の形態の集合組織が観察された。図4及び図5の組織写真から円柱状のデンドライト10が形成しているものと推測できる。
次に、図6に、造形物に割れの発生のない合金粉末の造形体として、合金粉末Bを用いて造形した積層造形物のデンドライト10と元素偏析部11の幅を示した組織写真(倍率:80000倍)を示す。図6は透過電子顕微鏡(日本電子株式会社製、型番ARM-200F)で観察した写真である。図6に示すように、デンドライト10は、一次デントライトのみで二次デンドライト12(図7参照)の形成は見られない。隣り合うデンドライト10の間の白いラインは元素偏析部11である。これは電子線の透過率がデンドライト10と異なるため白く見えており、デンドライト10とは異なる組成を有している(元素が偏析していることを示している)。デントライト10の幅は約1μmであり、元素偏析部11の幅は約40nmであった。この例の場合、二次デントライト12の形成は無いので一次デントライトの境界部にある元素偏析部のみの幅とみなせる。
表2に図6の組織のエネルギー分散型X線分析法による成分分析結果を示す。デンドライト10に比べて元素偏析部11にはCr、Mo、Nb、Zrが偏析していることがわかる。特に、Moはデンドライト10の4倍以上、Nbは10倍以上に偏析しており、デンドライト10で検出されないZrは元素偏析部11に偏析していることがわかる。このように合金粉末Bでは元素偏析部11は生じるが、その幅が狭いので、割れが発生しなかったと考えられる。

次に、図7に、割れが発生した造形体として、金粉粉末C(比較例)を用いて造形した積層造形物のデンドライト10と元素偏析部11の幅を示した組織写真(倍率:40000倍)を示す。図7は透過電子顕微鏡(日本電子株式会社製、型番ARM-200F)で観察した写真である。デンドライト10の幅は約1.2μmであり、デンドライト10の成長方向と直角に二次デンドライト12が形成されている。二次デンドライト12の間には図7に示したように白色の元素偏析部11があり、二次デントライト12を加えた元素偏析部11の幅は約300nmである。
表3に図7の組織のエネルギー分散型X線分析法による成分分析結果を示す。偏析元素は図6と同じである。割れが発生した造形体の元素偏析部11の幅は、他の合金粉末でもいずれも200nmを超えることから、元素偏析部11の幅が広いと凝固時間が長くなるため割れが発生しやすくなると考えられる。そのため、元素偏析部11の幅は200nm以下であることが好ましいことがわかった。また、二次デンドライト12の生成により元素偏析部11の幅が広くなることから、二次デンドライト12の形成が無く、一次デンドライト10のみの組織になることが好ましいこともわかった。

[積層造形部の強度評価]
合金粉末Bを用いて積層造形物を作製した。積層造形法は、割れ評価や組織観察に用いた試料と同様に、PBF方式で、Conceptlaser社製の造形装置Mlab-200Rを用いた。積層条件は、積層厚さ30μm、レーザ出力200W、スキャン速度1000mm/s、スキャン間隔0.1mmの造形条件である。造形物の断面観察より割れがないことを確認した。また、造形物の断面を鏡面に研磨して縦8mm横8mmのエリアの写真を撮影して、二値化画像処理により最大径5μm以上のボイドの面積割合を測定した。その結果、ボイド率は0.02%であり良好であった。造形後に1177℃、2時間の溶体化熱処理を実施した後に、927℃、16時間の時効熱処理を実施した。この造形物を980℃、150MPaの条件で、高温クリープラプチャー試験を実施した。その結果、造形体に割れがないので、破断時間が46時間、破断後の伸びが25%の良好な値が得られた。すなわち、980℃、150MPaの条件の高温クリープラプチャー試験における破断時間が40時間以上、伸びが20%以上の特性を備えた、割れのない造形体が得られることが確認された。
合金粉末Bを用いて積層造形物を作製した。積層造形法は、割れ評価や組織観察に用いた試料と同様に、PBF方式で、Conceptlaser社製の造形装置Mlab-200Rを用いた。積層条件は、積層厚さ30μm、レーザ出力200W、スキャン速度1000mm/s、スキャン間隔0.1mmの造形条件である。造形物の断面観察より割れがないことを確認した。また、造形物の断面を鏡面に研磨して縦8mm横8mmのエリアの写真を撮影して、二値化画像処理により最大径5μm以上のボイドの面積割合を測定した。その結果、ボイド率は0.02%であり良好であった。造形後に1177℃、2時間の溶体化熱処理を実施した後に、927℃、16時間の時効熱処理を実施した。この造形物を980℃、150MPaの条件で、高温クリープラプチャー試験を実施した。その結果、造形体に割れがないので、破断時間が46時間、破断後の伸びが25%の良好な値が得られた。すなわち、980℃、150MPaの条件の高温クリープラプチャー試験における破断時間が40時間以上、伸びが20%以上の特性を備えた、割れのない造形体が得られることが確認された。
同様に、合金粉末Hを用いて造形物を作製した。積層造形法は、割れ評価や組織観察に用いた試料と同様に、PBF方式で、Conceptlaser社製の造形装置Mlab-200Rを用いた。積層条件は、積層厚さ30μm、レーザ出力190W、スキャン速度1000mm/s、スキャン間隔0.08mmの造形条件である。造形物の断面観察より割れがないことを確認した。また、造形物の断面を鏡面に研磨して縦8mm横8mmのエリアの写真を撮影して、二値化画像処理によりボイドの面積割合を測定した。その結果、ボイド率は0.01%であり良好であった。造形後に1250℃、10時間の溶体化熱処理を実施した後に、927℃、16時間の時効熱処理を実施した。この造形物を980℃、150MPaの条件で、高温クリープラプチャー試験を実施した。その結果、造形物に割れがなく、破断後の伸びが4%で破断時間が62時間と極めて長い、良好な値が得られた。すなわち、Tiを含まない場合でもボイド率や高温クリープラプチャー特性に優れることが確認された。
なお、合金粉末A、C、D、E、F、Gは割れが発生したためクリープラプチャー試験自体を実施しなかった。
なお、合金粉末A、C、D、E、F、Gは割れが発生したためクリープラプチャー試験自体を実施しなかった。
1:合金粉末、2:粉末供給ステージ、3:リコーター、4:レーザ発振器、5:レーザ光、6:ガルバノスキャナー、7:造形物、8:造形ステージ、10:デンドライト(一次デントライト)、11:元素偏析部、12:二次デンドライト
Claims (4)
- 質量%で、
10.0%以上16.0%以下のCrと、
4.0%以上9.0%以下のAlと、
1.0%以上6.0%以下のMoと、
0.5%以上4.0%以下のNbと、
0.5%以下のTiと、
0.5%以下のZrと、
0.06%以上0.4%以下のCと、
0.04%以下のBと、を含み、
残部がNiおよび不可避不純物からなり、かつ、
150≦120Nb+650Zr+32Ti-385C≦270
を満たす組成を有することを特徴とするNi基合金積層造形物。 - 質量%で、
11.0%以上14.0%以下のCrと、
6.0%以上8.0%以下のAlと、
3.0%以上5.0%以下のMoと、
1.0%以上3.0%以下のNbと、
0.002%以上0.2%以下のTiと、
0.01%以上0.3%以下のZrと、
0.1%以上0.3%以下のCと、
0.002%以上0.03%以下のBと、を含むことを特徴とする、
請求項1に記載のNi基合金積層造形物。 - 質量%で、
12.0%以上13.0%以下のCrと、
6.0%以上7.0%以下のAlと、
3.5%以上4.5%以下のMoと、
1.5%以上2.5%以下のNbと、
0.002%以上0.1%以下のTiと、
0.02%以上0.2%以下のZrと、
0.15%以上0.25%以下のCと、
0.005%以上0.02%以下のBと、を含むことを特徴とする、
請求項1に記載のNi基合金積層造形物。 - 180≦120Nb+650Zr+32Ti-385C≦250を満たすことを特徴とする、請求項1~3のいずれか一項に記載のNi基合金積層造形物。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021017109 | 2021-02-05 | ||
| JP2021017109 | 2021-02-05 | ||
| PCT/JP2022/004263 WO2022168914A1 (ja) | 2021-02-05 | 2022-02-03 | 積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法 |
| JP2022530912A JP7148026B1 (ja) | 2021-02-05 | 2022-02-03 | 積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022530912A Division JP7148026B1 (ja) | 2021-02-05 | 2022-02-03 | 積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022191237A true JP2022191237A (ja) | 2022-12-27 |
| JP7355189B2 JP7355189B2 (ja) | 2023-10-03 |
Family
ID=82742364
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022530912A Active JP7148026B1 (ja) | 2021-02-05 | 2022-02-03 | 積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法 |
| JP2022147939A Active JP7355189B2 (ja) | 2021-02-05 | 2022-09-16 | Ni基合金積層造形物 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022530912A Active JP7148026B1 (ja) | 2021-02-05 | 2022-02-03 | 積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250327151A1 (ja) |
| EP (1) | EP4289982B1 (ja) |
| JP (2) | JP7148026B1 (ja) |
| FI (1) | FI4289982T3 (ja) |
| WO (1) | WO2022168914A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017036485A (ja) * | 2015-08-12 | 2017-02-16 | 山陽特殊製鋼株式会社 | 積層造形用Ni基超合金粉末 |
| JP2018168400A (ja) * | 2017-03-29 | 2018-11-01 | 三菱重工業株式会社 | Ni基合金積層造形体の熱処理方法、Ni基合金積層造形体の製造方法、積層造形体用Ni基合金粉末、およびNi基合金積層造形体 |
| JP2020147781A (ja) * | 2019-03-12 | 2020-09-17 | 川崎重工業株式会社 | 造形体製造方法および造形体 |
| JP2020152978A (ja) * | 2019-03-22 | 2020-09-24 | 三菱重工業株式会社 | 積層造形用合金粉末、積層造形物及び積層造形方法 |
| JP2022535872A (ja) * | 2019-06-07 | 2022-08-10 | アロイド リミテッド | ニッケル基合金 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7141967B2 (ja) | 2019-03-12 | 2022-09-26 | 川崎重工業株式会社 | 造形体製造方法、中間体および造形体 |
-
2022
- 2022-02-03 US US18/275,216 patent/US20250327151A1/en active Pending
- 2022-02-03 EP EP22749785.6A patent/EP4289982B1/en active Active
- 2022-02-03 FI FIEP22749785.6T patent/FI4289982T3/fi active
- 2022-02-03 WO PCT/JP2022/004263 patent/WO2022168914A1/ja not_active Ceased
- 2022-02-03 JP JP2022530912A patent/JP7148026B1/ja active Active
- 2022-09-16 JP JP2022147939A patent/JP7355189B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017036485A (ja) * | 2015-08-12 | 2017-02-16 | 山陽特殊製鋼株式会社 | 積層造形用Ni基超合金粉末 |
| JP2018168400A (ja) * | 2017-03-29 | 2018-11-01 | 三菱重工業株式会社 | Ni基合金積層造形体の熱処理方法、Ni基合金積層造形体の製造方法、積層造形体用Ni基合金粉末、およびNi基合金積層造形体 |
| JP2020147781A (ja) * | 2019-03-12 | 2020-09-17 | 川崎重工業株式会社 | 造形体製造方法および造形体 |
| JP2020152978A (ja) * | 2019-03-22 | 2020-09-24 | 三菱重工業株式会社 | 積層造形用合金粉末、積層造形物及び積層造形方法 |
| JP2022535872A (ja) * | 2019-06-07 | 2022-08-10 | アロイド リミテッド | ニッケル基合金 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4289982A4 (en) | 2024-09-25 |
| EP4289982A1 (en) | 2023-12-13 |
| JP7148026B1 (ja) | 2022-10-05 |
| EP4289982B1 (en) | 2025-06-11 |
| CN116829281A (zh) | 2023-09-29 |
| JPWO2022168914A1 (ja) | 2022-08-11 |
| JP7355189B2 (ja) | 2023-10-03 |
| FI4289982T3 (fi) | 2025-07-28 |
| WO2022168914A1 (ja) | 2022-08-11 |
| US20250327151A1 (en) | 2025-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6499546B2 (ja) | 積層造形用Ni基超合金粉末 | |
| TWI784246B (zh) | 造形體製造方法及造形體 | |
| JP7521174B2 (ja) | 積層造形体および積層造形体の製造方法 | |
| JP2017508877A (ja) | 粉末に基づく付加製造プロセスにおいて使用されるガンマプライム析出強化ニッケル基超合金 | |
| JP7521165B2 (ja) | 積層造形体からなるNi基合金部材、Ni基合金部材の製造方法、およびNi基合金部材を用いた製造物 | |
| US12006558B2 (en) | Nickel-based alloy powder | |
| TW202100265A (zh) | 造形體製造方法、中間體及造形體 | |
| TW202212028A (zh) | 造形體製造方法、中間體及造形體 | |
| WO2023063018A1 (ja) | 造形性および導電性に優れた三次元積層造形用の銅合金粉末 | |
| JP7148026B1 (ja) | 積層造形用Ni基合金粉末、積層造形物および積層造形物の製造方法 | |
| CN116829281B (en) | Ni-based alloy powder for laminated molding, laminated molded article, and method for producing same | |
| JP7678686B2 (ja) | Cu基合金からなる造形体 | |
| JP7761177B2 (ja) | 付加製造用Ni基合金粉末及びNi基合金造形物の製造方法 | |
| JP7685546B2 (ja) | ニッケル基超合金、ニッケル基超合金粉末および造形体の製造方法 | |
| JP7736211B2 (ja) | 積層造形用Fe-Cr-Al系合金粉末、Fe-Cr-Al系合金部材およびFe-Cr-Al系合金部材の製造方法 | |
| US20250163811A1 (en) | Additively manufactured articles having a microstructure with a high gamma-prime volume fraction | |
| JP7589859B2 (ja) | 積層造形用Ni基合金粉末、積層造形品、及び積層造形品の製造方法 | |
| WO2023027054A1 (ja) | ニッケル基超合金及びその粉末、並びにニッケル基超合金造形体の製造方法 | |
| JP2026003389A (ja) | アルミニウム合金積層造形体及びその製造方法 | |
| JP2024110677A (ja) | ニッケル基超合金、ニッケル基超合金粉末および造形体の製造方法 | |
| TW202328465A (zh) | 適用於積層造形之鎳系合金粉末及使用該粉末得到之積層造形體 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220916 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7355189 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |