JP2023540468A - 交換ステーション、紙やすりを交換する方法、及びロボットシステム - Google Patents
交換ステーション、紙やすりを交換する方法、及びロボットシステム Download PDFInfo
- Publication number
- JP2023540468A JP2023540468A JP2023513425A JP2023513425A JP2023540468A JP 2023540468 A JP2023540468 A JP 2023540468A JP 2023513425 A JP2023513425 A JP 2023513425A JP 2023513425 A JP2023513425 A JP 2023513425A JP 2023540468 A JP2023540468 A JP 2023540468A
- Authority
- JP
- Japan
- Prior art keywords
- head
- surface treatment
- treatment medium
- attached
- medium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/033—Other grinding machines or devices for grinding a surface for cleaning purposes, e.g. for descaling or for grinding off flaws in the surface
- B24B27/04—Grinding machines or devices in which the grinding tool is supported on a swinging arm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0038—Other grinding machines or devices with the grinding tool mounted at the end of a set of bars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D9/00—Wheels or drums supporting in exchangeable arrangement a layer of flexible abrasive material, e.g. sandpaper
- B24D9/08—Circular back-plates for carrying flexible material
- B24D9/085—Devices for mounting sheets on a backing plate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J11/00—Manipulators not otherwise provided for
- B25J11/005—Manipulators for mechanical processing tasks
- B25J11/0065—Polishing or grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J13/00—Controls for manipulators
- B25J13/08—Controls for manipulators by means of sensing devices, e.g. viewing or touching devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0019—End effectors other than grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J18/00—Arms
- B25J18/02—Arms extensible
- B25J18/04—Arms extensible rotatable
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Human Computer Interaction (AREA)
- Manipulator (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
【選択図】図2
Description
ロボットアーム又は表面処理用工具の、1つ以上の位置センサにより、ヘッド及び表面の間の距離を測定する工程と、
表面処理用媒体をヘッドに取り付け、表面処理用媒体がヘッドに取り付けられている場合に、ヘッドを表面に載置する工程と、
表面処理用媒体がヘッドに取り付けられている場合に、ロボットアーム又は表面処理用工具の1つ以上の位置センサによって、ヘッド及び表面の間の距離を測定する工程と、
を備える。
-表面処理用媒体をヘッドから取り外す工程
-表面処理用媒体が取り外された際に、ヘッドを表面に載置する工程
-所定の力を掛けて、ヘッドを表面に向けて押圧する工程
-ロボットアーム又は表面処理用工具の1つ以上の位置センサにより、ヘッド及び表面の間の距離を測定する工程
-本発明に係る交換ステーションと、
-ロボットアームを備えるロボットと、
-ロボットアームに取り付けられる表面処理用工具と、
を備えるロボットシステムであって、
ロボットシステムは、表面処理用媒体を表面処理用工具に自動で取り付けるよう構成され、
表面処理用工具は、表面処理用媒体を受容するよう構成されたヘッドを備え、
ロボットシステムは、ヘッドを表面に載置し、表面処理用媒体がヘッドに取り付けられていない場合に、所定の力を掛けて、ヘッドを表面に向けて押圧するよう構成される。
-ロボットアーム又は表面処理用工具の1つ以上の位置センサによって、ヘッド及び支持部材の間の距離を測定するよう構成された測定部と、
-表面処理用媒体をヘッドに取り付け、表面処理用媒体がヘッドに取り付けられている場合に、ヘッドを支持部材に載置するよう構成された取付部と、
を備えていることが有効となる可能性があり、
前記測定部は、表面処理用媒体がヘッドに取り付けられ、ヘッドが支持部材に載置されている場合に、ヘッド及び支持部材の間の距離を測定するよう構成される。
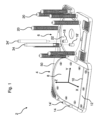
4 取り外し部
6 取り付け部
8 支持部材
10 隙間
12 プレート
14,14′ ピン
18,18′ 取り付け構造
20 媒体ホルダ(当たり部材)
22 ベース部(媒体用)
24 表面処理用媒体(例えば、紙やすり等のシート状部材)
26 ロボット搭載型表面処理用工具(例えば、研磨機)
28 ロボットアーム
30 ロボット
32 分離ブレード
34,34′ ガイドピン
36 対象物
38 孔
40 ヘッド(例えば、パッドからなる)
42 孔
44 表面構造(突出構造)
46 表面構造(溝構造)
48 センサ
50 フレーム
F,F1 力
T トルク
D 距離
H 厚み
Claims (15)
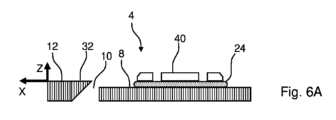
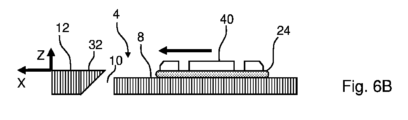
- 多関節ロボットアーム(28)を備えるロボット(30)のロボットアーム(28)に装備された表面処理用工具(26)に対して、表面処理用媒体(24)を自動で取り付ける方法であって、前記表面処理用工具(26)は、前記表面処理用媒体(24)を受容するよう構成されたヘッド(40)を備え、該方法は、前記ヘッド(40)を表面(8)に載置し、前記表面処理用媒体(24)が前記ヘッド(40)に取り付けられていない場合に、所定の力(F1)を掛けて、前記ヘッド(40)を前記表面(8)に向けて押圧する工程を備え、
前記ロボットアーム(28)又は前記表面処理用工具(26)の、1つ以上の位置センサにより、前記ヘッド(40)及び前記表面(8)の間の距離を測定する工程と、
前記表面処理用媒体(24)を前記ヘッド(40)に取り付け、前記表面処理用媒体(24)が前記ヘッド(40)に取り付けられている場合に、前記ヘッド(40)を前記表面(8)に載置する工程と、
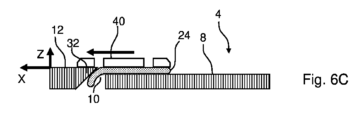
前記表面処理用媒体(24)が前記ヘッド(40)に取り付けられている場合に、前記ロボットアーム(28)又は前記表面処理用工具(26)の前記1つ以上の位置センサによって、前記ヘッド(40)及び前記表面(8)の間の距離を測定する工程とを備える方法。 - 前記ヘッド(40)から前記表面処理用媒体(24)を取り外す工程と、
前記表面処理用媒体(24)が取り外された際に、前記ヘッド(40)を前記表面(8)に載置する工程と、
前記所定の力(F1)を掛けて、前記ヘッド(40)を前記表面(8)に向けて押圧する工程と、
前記ロボットアーム(28)又は前記表面処理用工具(26)の前記1つ以上の位置センサによって、前記ヘッド(40)及び前記表面(8)の間の距離を測定する工程と、
をさらに備えることを特徴とする、請求項1に記載の方法。 - 前記ヘッド(40)を係止構造(14,14′)に係止することで、前記ヘッド(40)の向きを検知する工程と、
をさらに備えることを特徴とする、請求項1又は2に記載の方法。 - 前記ヘッド(40)は複数の孔(42)を有し、
前記係止構造(14,14′)は、互いに所定の距離をあけて設けられた2本の検知ピン(14,14′)を備え、
前記検知ピン(14,14′)は、前記ヘッド(40)の前記孔(42)と係合するよう構成されることを特徴とする、請求項3に記載の方法。 - 前記表面処理用媒体(24)を前記ヘッド(40)から取り外すよう構成された取り外し部(4)と、前記表面処理用媒体(24)を前記ヘッド(40)に取り付けるよう構成された取り付け部(6)と、を備える交換ステーション(2)を設置する工程、
をさらに備えることを特徴とする、請求項1から4のいずれか一項に記載の方法。 - 1本以上のガイドピン(34,34′)が前記取り付け部(6)に設けられ、1本以上の検知ピン(14,14)が前記取り外し部(4)の前記表面(8)から突出することを特徴とする、請求項5に記載の方法。
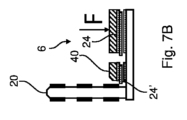
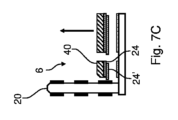
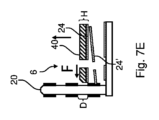
- 1つ以上の表面処理用媒体(24)が前記ヘッド(40)に取り付けられたことが検知された場合、前記ヘッド(40)の少なくとも最先端部を媒体ホルダ(20)に接触させ、前記媒体ホルダ(20)の全長に沿って前記ヘッド(40)を移動させることで、最下部に位置する表面処理用媒体(24)を取外し、工程、
をさらに備えることを特徴とする、請求項1から6のいずれか一項に記載の方法。 - 前記媒体ホルダ(20)は、ピン(20)からなり、該ピンは、突出構造(44)及び溝構造(46)を交互に有する部分を備えることを特徴とする、請求項7に記載の方法。
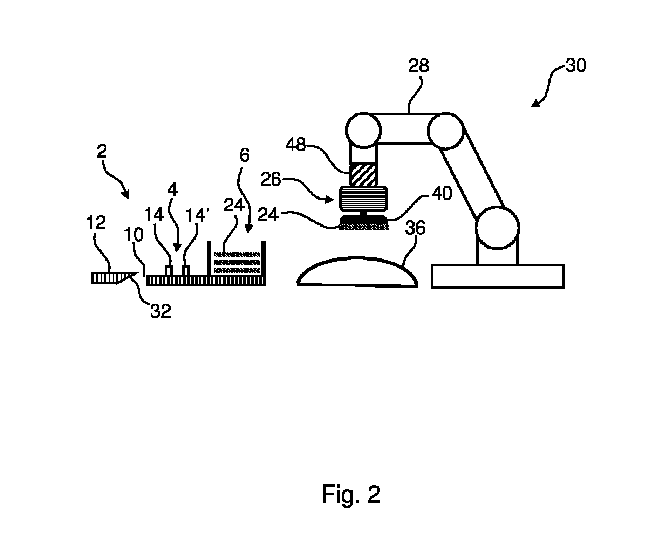
- 多関節ロボットアーム(28)を備えるロボット(30)のロボットアーム(28)に装備された表面処理用工具(26)に対して、表面処理用媒体(24)を自動で取り付けるための交換ステーション(2)であって、
前記交換ステーション(2)は、請求項1から8のいずれか一項に記載の方法を実行するよう構成され、
前記表面処理用工具(26)は、前記表面処理用媒体(24)を受容するよう構成されたヘッド(40)を備え、
前記交換ステーション(2)は、取り外し部(4)と、取り付け部(6)と、を備え、
前記取り外し部(4)は、前記ヘッド(40)を受容するよう構成された支持部材(8)を備え、
前記取り外し部(4)は、前記支持部材(8)から突出し、所定の相互距離をもって配置された2本の検知ピン(14,14′)を備え、
前記取り付け部(6)は、ベース部(22)を備え、
2本のガイドピン(34,34′)が前記ベース部(22)から突出し、
前記2本のガイドピン(34,34′)は、前記2本の検知ピン(14,14′)と同じ相互距離をもって配置されることを特徴とする、交換ステーション(2)。 - 前記ガイドピン(34,34′)は、取り外し可能に取り付けられることを特徴とする、請求項9に記載の交換ステーション(2)。
- 前記取り付け部(6)は、表面処理用媒体(24)の束を受容するよう構成されたベース部(22)を備え、
前記取り付け部(6)は、ピン形状の当たり部材として形成された複数の媒体ホルダ(20)を備え、該複数の媒体ホルダ(20)は、前記媒体ホルダ(20)が前記ベース部(22)を囲むような構成で配置されることを特徴とする、請求項9又は10に記載の交換ステーション(2)。 - 複数の前記媒体ホルダ(20)はそれぞれ、突出構造(44)及び溝構造(46)を交互に有する部分を備えることを特徴とする、請求項11に記載の交換ステーション(2)。
- 前記取り外し部(4)は、前記支持部材(8)の隣接縁から距離をあけて設けられた分離ブレード(32)を備え、
前記分離ブレード(32)は、前記支持部材(8)よりもわずかに高い位置に設けられることを特徴とする、請求項11に記載の交換ステーション(2)。 - -請求項9から13のいずれか一項に記載の交換ステーション(2)と、
-ロボットアーム(28)を備えるロボット(30)と、
-前記ロボットアーム(28)に取り付けられる表面処理用工具(26)と、
を備え、
前記ロボットシステムは、表面処理用媒体(24)を前記表面処理用工具(26)に自動で取り付けるよう構成され、
前記表面処理用工具(26)は、前記表面処理用媒体(24)を受容するよう構成されたヘッド(40)を備え、
前記ロボットシステムは、前記ヘッド(40)を表面(8)に載置し、前記表面処理用媒体(24)が前記ヘッド(40)に取り付けられていない場合に、所定の力(F1)を掛けて、前記ヘッド(40)を前記表面(8)に向けて押圧するよう構成されることを特徴とする、ロボットシステム。 - 前記ロボットアーム(28)又は前記表面処理用工具(26)の1つ以上の位置センサによって、前記ヘッド(40)及び前記支持部材(8)の間の距離を測定するよう構成された測定部と、
表面処理用媒体(24)を前記ヘッド(40)に取り付け、前記表面処理用媒体(24)が前記ヘッド(40)に取り付けられている場合に、前記ヘッド(40)を前記支持部材(8)に載置するよう構成された取り付け部と、
を備えるロボットシステムであって、
前記測定部は、前記表面処理用媒体(24)が前記ヘッド(40)に取り付けられ、前記ヘッド(40)が前記支持部材(8)に載置されている場合に、前記ヘッド(40)及び前記支持部材(8)の間の距離を測定するよう構成されることを特徴とする、請求項14に記載のロボットシステム。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DKPA202000989A DK180696B1 (en) | 2020-09-02 | 2020-09-02 | Procedure for replacing sandpaper |
| DKPA202000989 | 2020-09-02 | ||
| DKPA202100221 | 2021-03-02 | ||
| DKPA202100221A DK180697B1 (en) | 2020-09-02 | 2021-03-02 | Replacement station and robot system |
| PCT/DK2021/050266 WO2022048719A1 (en) | 2020-09-02 | 2021-08-31 | Changing station, method for changing sandpaper and robot system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023540468A true JP2023540468A (ja) | 2023-09-25 |
| JP7755327B2 JP7755327B2 (ja) | 2025-10-16 |
Family
ID=78770291
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023513425A Active JP7755327B2 (ja) | 2020-09-02 | 2021-08-31 | 交換ステーション、紙やすりを交換する方法、及びロボットシステム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230201990A1 (ja) |
| EP (1) | EP4208317A4 (ja) |
| JP (1) | JP7755327B2 (ja) |
| KR (1) | KR20230058381A (ja) |
| DK (2) | DK180696B1 (ja) |
| WO (1) | WO2022048719A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI20195131A1 (en) * | 2019-02-20 | 2020-08-21 | Mirka Ltd | Device for changing abrasive products |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0352060U (ja) * | 1989-09-21 | 1991-05-21 | ||
| JPH0593735U (ja) * | 1992-05-18 | 1993-12-21 | 三菱自動車工業株式会社 | 工作機械における工具交換装置 |
| US20190152015A1 (en) * | 2016-04-04 | 2019-05-23 | Ferrobotics Compliant Robot Technology Gmbh | Changing Station for the Automatic Changing of Grinding Materials |
| DE102020101384A1 (de) * | 2019-01-23 | 2020-07-23 | Ferrobotics Compliant Robot Technology Gmbh | Robotergestützte schleifvorrichtung mit integrierter wartungseinheit |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2636591A1 (en) * | 1988-09-22 | 1990-03-23 | Inocar | Machine for automatic replacement of polishing discs on the tool heads of robot-operated sanders |
| US5231803A (en) * | 1992-04-13 | 1993-08-03 | Minnesota Mining And Manufacturing Company | Automated random orbital abrading method |
| ES2338622B1 (es) * | 2008-07-23 | 2011-07-01 | Estudios De Ingenieria Adaptada, S.L. | Cabezal posicionador de herramienta sobre superficies irregulares. |
| FR2999107B1 (fr) * | 2012-12-10 | 2015-01-09 | Univ Nantes | Dispositif de poncage comprenant des moyens de changement de disque abrasif |
| CN110293475B (zh) * | 2014-02-20 | 2022-04-05 | 菲比瑞卡马基纳莱有限公司 | 用于更换研磨机中的研磨片的设备 |
| EP2974828B1 (en) * | 2014-07-15 | 2017-04-12 | Rud. Starcke GmbH & Co. KG | Method and fixture for attaching a sanding disc to a hand sander |
| WO2019123310A1 (en) * | 2017-12-20 | 2019-06-27 | Fabrica Machinale S.R.L. | Method and apparatus for carrying out the replacement of an abrasive element in a machine for working surfaces |
-
2020
- 2020-09-02 DK DKPA202000989A patent/DK180696B1/en active IP Right Grant
-
2021
- 2021-03-02 DK DKPA202100221A patent/DK180697B1/en active IP Right Grant
- 2021-08-31 KR KR1020237005887A patent/KR20230058381A/ko active Pending
- 2021-08-31 WO PCT/DK2021/050266 patent/WO2022048719A1/en not_active Ceased
- 2021-08-31 EP EP21863760.1A patent/EP4208317A4/en active Pending
- 2021-08-31 JP JP2023513425A patent/JP7755327B2/ja active Active
-
2023
- 2023-03-01 US US18/116,045 patent/US20230201990A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0352060U (ja) * | 1989-09-21 | 1991-05-21 | ||
| JPH0593735U (ja) * | 1992-05-18 | 1993-12-21 | 三菱自動車工業株式会社 | 工作機械における工具交換装置 |
| US20190152015A1 (en) * | 2016-04-04 | 2019-05-23 | Ferrobotics Compliant Robot Technology Gmbh | Changing Station for the Automatic Changing of Grinding Materials |
| DE102020101384A1 (de) * | 2019-01-23 | 2020-07-23 | Ferrobotics Compliant Robot Technology Gmbh | Robotergestützte schleifvorrichtung mit integrierter wartungseinheit |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4208317A1 (en) | 2023-07-12 |
| EP4208317A4 (en) | 2024-10-16 |
| WO2022048719A1 (en) | 2022-03-10 |
| DK202100221A1 (en) | 2021-12-02 |
| US20230201990A1 (en) | 2023-06-29 |
| KR20230058381A (ko) | 2023-05-03 |
| DK180697B1 (en) | 2021-12-02 |
| DK180696B1 (en) | 2021-12-02 |
| DK202000989A1 (en) | 2021-12-02 |
| JP7755327B2 (ja) | 2025-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2463056B1 (en) | Robotic surface preparation by a random orbital device | |
| US5377455A (en) | Automated random orbital abrading system and method | |
| CN111491759B (zh) | 在用于工作表面的机器中进行研磨元件更换的方法和设备 | |
| JP5667268B2 (ja) | 化学機械平坦化パッドコンディショナとして使用するための研磨工具 | |
| CN107914215B (zh) | 磨削磨具的修整方法 | |
| US8192255B2 (en) | Tool holder with tapered slot for a grinding machine | |
| US9089944B2 (en) | Device, tool and method for machining of an optical lens | |
| CN101500752A (zh) | 砂光工具 | |
| JP5072020B2 (ja) | 研削部材のドレス方法および研削装置 | |
| US20250242466A1 (en) | Abrasive article attachment systems and methods | |
| KR20180044810A (ko) | 연삭 장치 | |
| JP7755327B2 (ja) | 交換ステーション、紙やすりを交換する方法、及びロボットシステム | |
| US20030060144A1 (en) | Apparatus and method for conditioning a contact surface of a processing pad used in processing microelectronic workpieces | |
| CN211916531U (zh) | 一种打磨加工工装 | |
| CN115666849A (zh) | 实验室盘式研磨设备、方法、替换磨盘和磨盘的应用 | |
| EP1657023B1 (en) | Grinding jig set and grinding method | |
| CN220660391U (zh) | 一种多功能五轴抛光机 | |
| CN219819341U (zh) | 砂纸砂砾层去除设备 | |
| CN222755122U (zh) | 打磨装置 | |
| CN111823104A (zh) | 一种机器人自动抛光去毛刺设备 | |
| KR20050096618A (ko) | 손톱깍기 날의 자동 연마 방법 및 그 장치 | |
| CN120023738A (zh) | 打磨装置和打磨设备 | |
| AU2022419398A1 (en) | Machine, adapter sanding block, assembly and method of operation | |
| CN112894614A (zh) | 磨具更换装置 | |
| JP2018075682A (ja) | コンディショニングディスク及びそれを用いた化学機械的研磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250423 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20250722 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250909 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7755327 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |