JP3209532U - 光輝性装飾シート - Google Patents
光輝性装飾シート Download PDFInfo
- Publication number
- JP3209532U JP3209532U JP2017000046U JP2017000046U JP3209532U JP 3209532 U JP3209532 U JP 3209532U JP 2017000046 U JP2017000046 U JP 2017000046U JP 2017000046 U JP2017000046 U JP 2017000046U JP 3209532 U JP3209532 U JP 3209532U
- Authority
- JP
- Japan
- Prior art keywords
- layer
- cured resin
- resin layer
- transparent
- decorative sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Laminated Bodies (AREA)
Abstract
Description
又、下記の特許文献2には、透明表面ベースフィルムの裏面に、多数の平行直線からなる群を複数群、各群の平行線の方向性に異なりをもたせて配置してなる凹凸模様を備えた透明凹凸樹脂層を、グラビア印刷方式により、塗布・形成し、透明凹凸樹脂層の凹凸裏面に、金属蒸着法により、金属蒸着層を形成したことを特徴とする光輝性装飾シートの製造方法が開示されている。
又、下記の特許文献4には、表フィルム層、印刷層、プラスチックフィルム層の片面に金属蒸着層を設けた金属蒸着フィルム層、熱溶融押出し形成したポリエチレン樹脂層及び紙層が順次積層され、前記金属蒸着フィルム層の前記プラスチックフィルム層側が前記熱溶融押出し形成したポリエチレン樹脂層と積層されていることを特徴とするメタリック調の積層物が開示されている。
又、上記特許文献2の光輝性装飾シートは、ベースフィルムの裏面側全面に設けられた透明凹凸樹脂層によって、凹凸模様に対応した規則的な反射光模様が観察される層構成を有しているが、この反射光はマット調の金属光沢にはならない。
更に、上記特許文献3の包装材料の場合には、万線状小角片の凹凸模様に対応した金属蒸着層により模様が生じるが、鏡面調の金属光沢を有した模様は観察されない。
又、上記特許文献4のメタリック調積層物の場合も、上記特許文献1の装飾包装材料と同様に、微細な表面凹凸を有したマットコート層がフィルム基材の表面に位置しているために、フィルム表面が擦れた際に、マット調の光沢外観が損なわれるという問題があり、しかも、印刷層の下層に位置する金属蒸着層自体に凹凸がないので、立体感のある金属光沢は観察されない。
本考案者は、種々検討を行った結果、透明基材シートの一方の面(裏面側)に部分的にグラビア印刷により、分散状態にあるマット剤を含む半透明のメジウム層(硬化樹脂層)を設け、更にこのメジウム層の上に、透明基材シートの全面を覆うようにして光反射層(特に、金属蒸着層)を設けると、透明基材シートの他方の面(表面側)から鏡面調の金属光沢とマット調の金属光沢が同時に観察できると同時に立体的な奥行き感を有する意匠性を兼ね備えた装飾シートが得られることを見出して、本考案を完成した。
図1に示されるように、本考案の光輝性装飾シートにおいては、透明基材シート1の一方の面(裏面側)に、透明樹脂中にマット剤を分散状態にて含む硬化樹脂層2が文字や絵柄、模様等が発現するようにして部分的に設けられており、当該表面には、硬化樹脂層2が設けられていない非塗布部(硬化樹脂層2以外の部分)も存在し、この硬化樹脂層2と非塗布部の両方を覆うようにして、透明基材シート1の全面に光反射層3が積層されている。
この際、硬化樹脂層2が存在する部分のマット調の金属光沢によって文字や絵柄が表現されても、硬化樹脂層2が存在しない部分の鏡面調の金属光沢によって文字や絵柄が表現されてもよい。尚、この光反射層3の厚みは適宜選択できるが、金属蒸着層の場合の一般的な層厚みは10nm〜500nm程度である。
又、硬化樹脂層2を、直径約1mmのドット(点)が規則正しく配置されるようにしてドット以外の部分に設けると、つや消し銀の上に光沢のあるドットが整然と並び、高い意匠性と立体感をもたらすものとなる。
又、本考案では、図2に示されるようにして、粘着剤層4の保護を目的として剥離ライナー5を積層するのが一般的であり、剥離ライナー5としては、表面に離型剤がコーティングされた市販品が利用できる。この際、粘着剤層4の剥離ライナー側の表面には、タイラー標準ふるいのメッシュ状に凹凸を形成して貼付時の仮留めやエア抜け性能など作業性を向上させることができる。
又、粘着剤層7としては、市販のアクリル系粘着剤(特に、強粘着タイプ)を使用するのが一般的であるが、これに限定されるものではない。
又、透明ラミネート基材8に関しても、透明性を有するフィルム基材であれば良く、限定されないが、一般的に使用される透明ラミネート基材としては、ポリエチレンテレフタレートフィルムや二軸延伸ポリプロピレンフィルム等が挙げられる。
以下、本考案の光輝性装飾シートの製造例を示して本考案を具体的に説明するが、本考案は、これに限定されるものではない。
透明基材シートとしては、市販のポリエステルフィルム(PET、厚さ:50μm、表面;易接着プライマー処理、裏面;コロナ処理)を準備した。
又、硬化樹脂層のインキとして、粒径4〜5μmのシリカ粒子が均一に分散された市販のマットメジウムインキ(アクリル系透明樹脂成分:シリカ粒子=83.1:16.9(重量比))を準備し、一方、無彩色の希釈用インキとして、マット剤(シリカ粒子)を含まない市販のメジウムインキ(アクリル系透明樹脂成分を含有)を準備した。
上記のマットメジウムインキとメジウムインキの混合比率を変化させて、以下の表1に記載される組成を有したインキをそれぞれ調製した。この際、各インキには、アクリル系透明樹脂成分100重量部に対して10重量部のイソシアネート系硬化剤を添加した。
そして、上記ポリエステルフィルムの一方の面(裏面側)に、各インキをグラビア印刷により全面塗布し(塗布厚2〜3μm)、乾燥を行い、11種類の測定用サンプル(実施例1〜7、比較例1〜4)を作製し、各サンプルについて全光線透過率とヘイズ値を測定した。その結果が、表1にまとめられている。
実施例1、実施例4、実施例7、比較例1〜4の組成を有するインキを用いて、前記ポリエステルフィルムの裏面側に、花崗岩状の不規則なパターン柄をグラビア印刷により塗布し、乾燥を行い、硬化樹脂層(層厚2〜3μm)を形成した。そして、この硬化樹脂層が形成されたフィルムの全面に、真空蒸着法によりアルミニウムを蒸着して光反射層を形成し、意匠性評価用サンプルを作製した。
本考案において硬化樹脂層は厚い方がより立体的な奥行き感が増すが、量産性と経済的な観点からグラビア印刷によって薄く塗布されたものが好適である。また、本考案における硬化樹脂層は熱硬化性であってもよいが、耐熱性に乏しい透明基材を選定する場合には、紫外線硬化型樹脂を適宜使用することもできる。
以下の表2には、先に測定した全光線透過率とヘイズ値(表1の値)と共に、上記の評価用サンプルについての、目視による意匠性の評価結果が記載されている。
尚、この意匠性評価における光輝性の判断基準は、
○・・・硬化樹脂層部分に良好な金属光沢の外観が見られる、
△・・・硬化樹脂層部分に僅かに金属光沢の外観が見られる、
×・・・硬化樹脂層部分が白く強調され、金属光沢の外観が見られない
であり、
立体感の判断基準は、
○・・・鏡面調/マット調の金属光沢部分を観察した時に良好な視覚的奥行きが見られる、
△・・・鏡面調/マット調の金属光沢部分を観察した時に僅かに視覚的奥行きが見られる、
×・・・マット調の金属光沢部分が薄すぎて視覚的奥行きが見られない
である。
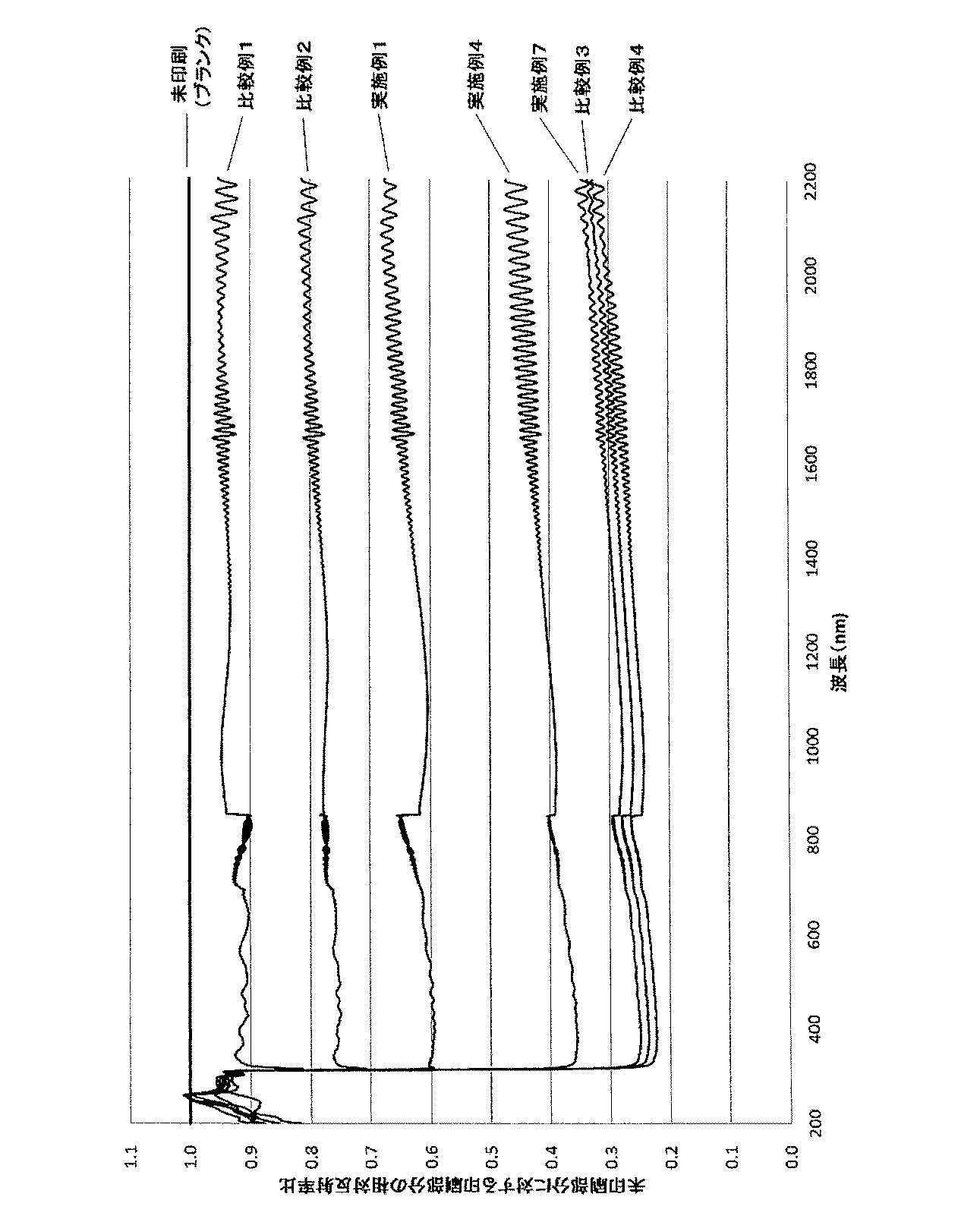
実施例1、実施例4、実施例7、比較例1〜4の組成を有するインキをそれぞれ、前記ポリエステルフィルムの一方の面(裏面側)に全面塗布し(塗布厚2〜3μm)、乾燥を行い、硬化樹脂層を形成し、その後、この硬化樹脂層に、真空蒸着法によりアルミニウムを蒸着して光反射層を形成し、反射率測定用サンプルを作製した。又、対照用サンプルとして、前記ポリエステルフィルムの一方の面(裏面側)にアルミニウム蒸着層のみを設けた蒸着ポリエステルフィルムを作製した。
そして、上記の反射率測定用サンプルについてそれぞれ、上記蒸着ポリエステルフィルムの反射率に対する相対反射率比(蒸着ポリエステルフィルムの反射率を1.0とする)を測定した。
上記測定の際には、紫外可視近赤外分光光度計のV-570(日本分光(株))と1回反射測定装置(日本分光(株))を使用した。測定の際には、まず、1回反射測定ユニット内の対照側試料台に標準鏡(アルミ蒸着平面鏡)を置き、試料側試料台に上記蒸着ポリエステルフィルムを置いてベースラインを測定し、その後、試料側試料台の上記蒸着ポリエステルフィルムを各反射率測定用サンプルに置き換えて測定した。
測定条件は、以下の通りである。
(測定条件)測光モード:%R、スペクトルバンド幅[UV:2nm NIR:8nm]、レスポンス:Fast、波長走査範囲:2200-200nm、走査速度:400nm/min
この測定結果から、上記蒸着ポリエステルフィルム(未印刷部分)に対する反射率測定用サンプル(印刷部分)の相対反射率比が、図4に示されている。
図4の結果から、上記実施例1、実施例4、実施例7の本考案の光輝性装飾シートにおける未印刷部分に対する印刷部分(マット調の金属光沢部)の相対反射率比は、特に可視光領域である380nm〜780nmの波長範囲内における平均値が0.26〜0.68の範囲であることがわかった。
上記実施例6の組成を有するインキ(アクリル系透明樹脂成分の固形分100重量部に対するマット剤(シリカ粒子)の含有割合14.0重量部)を用いて、厚さ50μmの上記ポリエステルフィルムの一方の面(裏面側)に、未塗布部分として直径約1mmのドットが規則正しく配置されるように、当該ドット以外の部分を塗布し、乾燥を行い、硬化樹脂層(層厚2〜3μm)を形成した。そして、この硬化樹脂層が形成されたフィルムの全面に、真空蒸着法によりアルミニウムを蒸着して光反射層を形成し、図1に示される層構成を有した本考案の光輝性装飾シートを製造した。
この光輝性装飾シートをポリエステルフィルムの表面側から観察した際には、硬化樹脂層が存在する部分がマット調の金属光沢となり、硬化樹脂層が存在していない部分が鏡面調の金属光沢となり、つや消し銀の上に光沢のあるドットが整然と並んだ高い意匠性と立体感(奥行き感)をもたらす光輝性装飾シートであることが確認された。
上記製造例1で製造した光輝性装飾シートの光反射層(アルミニウム蒸着層)の表面に、当該光反射層の全面を覆うようにして市販のアクリル系粘着剤(強粘着タイプ)を塗布し、粘着剤層を設けた。そして更に、この粘着剤層の表面を覆うようにして市販の剥離ライナー(上質紙ベース剥離紙)を積層し、図2に示される層構成を有した本考案の光輝性装飾シートを製造した。
この光輝性装飾シートの場合は、裏面側に積層された剥離ライナーを剥離することによって、所望の被着対象物に対してシートを貼着することができた。
上記製造例2で製造した光輝性装飾シートの透明基材シートの他方の面(表面側)に、市販のウレタン系透明着色インキを絵柄状に塗布することにより印刷インク層を形成し、更にこの印刷インク層を保護するために、透明ラミネート基材(PET、厚さ:25μm)に市販のアクリル系粘着剤が塗布されたラミネート材を積層して、図3に示される層構成を有した本考案の光輝性装飾シートを製造した。
この光輝性装飾シートの場合、鏡面調の金属光沢とマット調の金属光沢が同時に観察されると共に、印刷インク層の下層に位置する光反射層によって印刷インク層にも光輝性が付与され、金属光沢を有した絵柄が立体的に観察され、非常に優れた意匠性を有するものであることが確認された。
2 硬化樹脂層
3 光反射層(金属蒸着層)
4 粘着剤層
5 剥離ライナー
6 印刷インク層
7 粘着剤層
8 透明ラミネート基材
Claims (6)
- 透明基材シートの一方の面(裏面側)に、透明樹脂中にマット剤を分散状態にて含む硬化樹脂層と、前記硬化樹脂層が存在していない非塗布部が存在しており、前記硬化樹脂層と前記非塗布部の両方を覆うようにして前記透明基材シートの全面に光反射層が積層されている層構成を有し、しかも、前記硬化樹脂層を構成している透明樹脂成分の固形分100重量部に対する前記マット剤の含有割合が3〜17重量部であることを特徴とする光輝性装飾シート。
- 前記透明基材シートにおいて前記硬化樹脂層が存在している部分のヘイズ値が13〜37%の範囲であることを特徴とする請求項1に記載の光輝性装飾シート。
- 前記硬化樹脂層に含まれる前記マット剤が粒径1〜10μmの無機酸化物からなり、当該無機酸化物の含有割合が、前記硬化樹脂層の透明樹脂成分の固形分100重量部に対して3〜17重量部であることを特徴とする請求項1又は2に記載の光輝性装飾シート。
- 前記光反射層がアルミニウム蒸着層であることを特徴とする請求項1〜3のいずれか1項に記載の光輝性装飾シート。
- 前記光反射層の全面を覆うようにして粘着剤層が設けられており、更に当該粘着剤層の表面を覆うようにして当該粘着剤層の全面に剥離ライナーが積層されていることを特徴とする請求項1〜4のいずれか1項に記載の光輝性装飾シート。
- 前記透明基材シートの他方の面(表面側)に印刷インク層が設けられていることを特徴とする請求項1〜5のいずれか1項に記載の光輝性装飾シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017000046U JP3209532U (ja) | 2017-01-11 | 2017-01-11 | 光輝性装飾シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017000046U JP3209532U (ja) | 2017-01-11 | 2017-01-11 | 光輝性装飾シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3209532U true JP3209532U (ja) | 2017-03-23 |
Family
ID=58363288
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017000046U Active JP3209532U (ja) | 2017-01-11 | 2017-01-11 | 光輝性装飾シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3209532U (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019214413A (ja) * | 2018-06-14 | 2019-12-19 | 大日本印刷株式会社 | 金属調包装材及び包装容器 |
| JP2019214414A (ja) * | 2018-06-14 | 2019-12-19 | 大日本印刷株式会社 | 金属調包装材及び包装容器 |
| CN110920200A (zh) * | 2019-12-27 | 2020-03-27 | 重庆巧琢工贸发展有限公司 | 一种具有局部哑光效果的食品包装复合膜 |
-
2017
- 2017-01-11 JP JP2017000046U patent/JP3209532U/ja active Active
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019214413A (ja) * | 2018-06-14 | 2019-12-19 | 大日本印刷株式会社 | 金属調包装材及び包装容器 |
| JP2019214414A (ja) * | 2018-06-14 | 2019-12-19 | 大日本印刷株式会社 | 金属調包装材及び包装容器 |
| JP2022186765A (ja) * | 2018-06-14 | 2022-12-15 | 大日本印刷株式会社 | 金属調包装材及び包装容器 |
| JP2022191366A (ja) * | 2018-06-14 | 2022-12-27 | 大日本印刷株式会社 | 金属調包装材及び包装容器 |
| JP7437111B2 (ja) | 2018-06-14 | 2024-02-22 | 大日本印刷株式会社 | 金属調包装材及び包装容器 |
| JP7437110B2 (ja) | 2018-06-14 | 2024-02-22 | 大日本印刷株式会社 | 金属調包装材及び包装容器 |
| CN110920200A (zh) * | 2019-12-27 | 2020-03-27 | 重庆巧琢工贸发展有限公司 | 一种具有局部哑光效果的食品包装复合膜 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6835500B2 (ja) | 加飾フィルム及びそれを貼り付けた物品 | |
| JP3929082B2 (ja) | 化粧シートおよびその製造方法 | |
| JP5683495B2 (ja) | 柔らかな又は絹のような手触りを有する印刷可能多層シート及び該シートの製造方法 | |
| JP5381963B2 (ja) | 低艶金属光沢化粧シート、及びそれを積層した積層物 | |
| US20110159243A1 (en) | Decorating material with cubic effect | |
| JP6413188B2 (ja) | 化粧シート | |
| JP3209532U (ja) | 光輝性装飾シート | |
| JP2018509311A (ja) | コーティングにおいて三次元の外観を有するパターンの生成のための方法 | |
| JP6745189B2 (ja) | 合成樹脂成形体の製造方法 | |
| JPH06184952A (ja) | スウェード調化粧シート及びその製造方法 | |
| JP2015214031A (ja) | 転写フィルムおよび装飾成形品 | |
| JP7404655B2 (ja) | 金属調化粧シート、金属調化粧板及び金属調化粧部材 | |
| US12410325B2 (en) | Decorative laminate including metallic layer and method for producing the same, and metallic coating composition | |
| JP7647583B2 (ja) | 金属調加飾シート及びこれを備える金属調加飾成形体 | |
| JP7400460B2 (ja) | 金属調加飾シート、並びにそれを用いた金属調加飾成形体及び表示装置、並びに金属調加飾シートの製造方法 | |
| KR101549727B1 (ko) | 인테리어 필름 및 그 제조 방법 | |
| JP7287016B2 (ja) | 化粧材 | |
| JP6627354B2 (ja) | 印刷物及び該印刷物を用いた容器 | |
| JPH0948102A (ja) | 意匠性複合鏡面シート | |
| JPH04187500A (ja) | 表裏両面に凹凸模様を有する化粧シート及びその製造方法 | |
| JP2020045116A (ja) | 包装材、該包装材を用いた包装袋及び該包装材の製造方法 | |
| JP2019171810A (ja) | 水圧転写フィルム及びその製造方法 | |
| KR20120004913A (ko) | 엠보 종이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A80 | Written request to apply exceptions to lack of novelty of invention |
Free format text: JAPANESE INTERMEDIATE CODE: A80 Effective date: 20170118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3209532 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R323533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |