JP3607767B2 - 耐火物溶損の小さい溶鋼脱硫脱水素方法 - Google Patents
耐火物溶損の小さい溶鋼脱硫脱水素方法 Download PDFInfo
- Publication number
- JP3607767B2 JP3607767B2 JP31653295A JP31653295A JP3607767B2 JP 3607767 B2 JP3607767 B2 JP 3607767B2 JP 31653295 A JP31653295 A JP 31653295A JP 31653295 A JP31653295 A JP 31653295A JP 3607767 B2 JP3607767 B2 JP 3607767B2
- Authority
- JP
- Japan
- Prior art keywords
- desulfurization
- molten steel
- cao
- dehydrogenation
- treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Treatment Of Steel In Its Molten State (AREA)
Description
【発明の属する技術分野】
本発明は、溶鋼を同時脱硫脱水素処理する際に、取鍋・ランス・蓋等の耐火物の溶損を抑制しつつ、脱硫脱水素処理反応を効率よく行うための方法に関するものである。
【0002】
【従来の技術】
従来、溶鋼の脱硫及び脱水素処理を同時に行う方法として、特開昭58−22319、特開昭58−22320に示す様な、真空脱ガス槽とフラックスインジェクションを組み合わせ、真空脱ガス槽内を減圧し真空下で脱硫剤を不活性ガス等のキャリヤーガスと共に吹込み、脱硫、脱水素方法を実施していた。
【0003】
【発明が解決しようとする課題】
しかるに上記方法は以下の様な欠点を有する。上記方法は、減圧下でインジェクションを行う強撹拌(図1)プロセスであり、精錬特性は非常に良好であるが、使用するランス・蓋・取鍋耐火物の溶損が激しく、耐火物コストが処理コストを逼迫していた。
【0004】
また、脱硫剤を不活性ガス等のキャリヤーガスと共に吹込み脱硫処理を行っていたため、処理中に脱硫剤中の水分として水素を供給することとなり、見かけの脱水速度が小さくなり、脱水素のための処理時間が長くなっていた。このことが更に耐火物の溶損を大きくしていた(図2,3)。
【0005】
本発明は前記従来技術の問題点を解消するために、
▲1▼脱硫反応に支障のない、且つ、耐火物溶損の少ないスラグ組成領域を提供し、
▲2▼特に、要求製品[S]の厳しくないものについては、使用するフラックスを脱硫処理前に取鍋に投入しておくことで脱水素処理時間を短くし、且つ、不活性ガスのみの撹拌により撹拌力を抑制した最適撹拌力の脱硫脱水素処理方法を提供することを目的とするものである。
【0006】
【課題を解決するための手段】
本発明は上記した問題点を解決するために、脱硫剤の脱硫能力・減圧という脱水素能力を最大限経済的にかつ効率的に活用し、また、耐火物の溶損を最低限に抑制するためのものである。
【0007】
本願発明の要するところは、
(1)溶鋼を減圧下で精練する際、CaO−Al2 O3 −SiO2 −MgO−CaF2 五元系を主成分とし、下記のようなスラグ組成で脱硫脱水素処理を行う事を特徴とする耐火物溶損の小さい溶鋼脱硫脱水素方法
(%MgO)=5〜15%,
(%CaF2 )≦10%,
(%CaO)/(%SiO2 )≧3,
1≦(%CaO)/(Al2 O3 )≦3
(2)(1)記載の溶鋼の脱硫脱水素方法において、スラグ成分を調整するためのスラグ成分調整用フラックスあるいは精錬用フラックスを、溶鋼の脱硫脱水素処理を行う前までに取鍋内へ添加して、減圧下で不活性ガスで撹拌を行う事を特徴とする耐火物溶損の小さい脱硫脱水素方法。
である。
【0008】
【発明の実施の形態】
以下、本願発明を採用した操業について2つのケースについて詳細に説明する。
【0009】
(1)まず、要求製品[S]の厳しい鋼種製造の場合は、
転炉吹錬終了前に、マスバランス計算により転炉スラグの組成を求め、出鋼時の取鍋への流出量を仮定する。また、脱硫処理終了後の脱硫反応平衡計算から取鍋内に必要なスラグボリウムを算出する。この二つの計算を元に、(%MgO)=5〜15%,(%CaF2 )≦10%,(%CaO)/(%SiO2 )≧3,1≦(%CaO)/(Al2 O3 )≦3であるスラグ組成となるようにマスバランス計算を行い、使用すべき脱硫剤及びスラグ成分調整用フラックス等の量を算出する。
【0010】
併せて、脱水素反応速度から求まる脱水素処理時間(減圧処理時間)から、その範囲内で吹き込み可能な脱硫剤量を算定し、それ以外の必要脱硫剤及びスラグ成分調整用フラックス等は転炉出鋼前から脱硫処理開始前までに取鍋内に投入しておく。
【0011】
ここで、MgO源としては、生ドロマイト、軽焼ドロマイト、MgO系レンガ屑、MgO系耐火物屑、Mg等を使用する。Al2 O3 源として、Al灰、Al滓、Al2 O3 系レンガ屑、Al2 O3 系耐火物屑、Al等を使用する。CaO源として、生石灰、石灰石、炭酸カルシウム、炭化カルシウム等を使用する。F源として、蛍石を用い、脱硫剤は、CaO単独、CaO−CaF2 ,CaO−Al2 O3 源、CaO−MgO源及びこれらを組み合わせたものを使用する。
【0012】
次に、真空脱ガス槽内減圧開始と共に脱硫剤を不活性ガス等のキャリヤーガスと共に吹込み、脱水素を終了する(排気終了)と同時に脱硫剤の添加を停止し、処理を終了する。復圧したのちCa成分を添加し、極低硫、極清浄鋼(低酸素、低水素、Ca添加)を歩留良く製造する。
【0013】
(2)また、要求製品[S]がそれほど厳しくない鋼種製造の場合は、
上記(1)と同様にマスバランス計算により使用すべき脱硫剤及びスラグ成分調整用フラックス等の量を算出し、全必要脱硫剤及びスラグ成分調整用フラックスを転炉出鋼前から脱硫処理開始前までに取鍋内に投入し、真空脱ガス槽内減圧開始と共に不活性ガス等のガスをインジェクションあるいはバブリングにより溶鋼を撹拌し、吹込脱水素処理を行う。脱水素終了する(排気終了)と同時に処理を完了する。
【0014】
上記(1),(2)には次の様な特徴がある。
(1)のケースは、撹拌力が非常に大きい。減圧下でガスを吹き込むため、溶鋼中で膨張し溶鋼を撹拌する。粉体を搬送するため、ガス流量が多く、吹き込む粉体の運動エネルギーがそのまま溶鋼撹拌エネルギーとなる。しかし、処理中に脱硫剤を不活性ガス等のキャリヤーガスと共に吹き込むため脱硫剤中の水分として水素を供給することとなり、脱硫同時脱水素処理時間が長くなる。
【0015】
この処理方法を適用するのは、脱水素処理より脱硫処理がネックとなる[S]の要求が厳しい鋼種の時に採用する。
【0016】
(2)のケースは、(1)と比較すると、撹拌力が小さい。上記(1)よりガス流量が少なく、吹き込む粉体がないため撹拌力が小さい。しかし、処理中に吹き込む脱硫剤がなく、処理中の水素源の供給がなく、効率的な脱水素処理が可能である。
【0017】
この処理方法を適用するのは、脱硫処理より脱水素処理がネックとなる鋼種の時に採用する。
【0018】
いずれの場合も、スラグ組成を本願発明方法に示した組成に調整することにより取鍋などの耐火物溶損は、従来よりも大幅に低減できる。
【0019】
【作用】
次に、本願発明の数値限定の理由について説明する。
【0020】
(1)本願発明は、減圧下での溶鋼脱硫脱水素処理を前提としており、これは脱硫処理と同時に脱水素処理を行うためであり、また、同じガス流量のインジェクションあるいは、バブリングでも大気圧下の処理に比較して大きな撹拌を得るためである(図1)。
【0021】
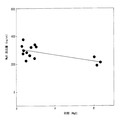
(2)次に、スラグ成分の限定根拠について述べる。MgOは、耐火物溶損抑制目的に添加するものであり、その溶損抑制効果は5%以上で発揮し、また、15%超では、スラグの融点が高くなり、スラグの流動性が悪化し、スラグ−メタル反応に支障を来すので、(%MgO)=5〜15%とした(図4)。
【0022】
(3)CaF2 はスラグの融点を下げ、スラグ−メタル反応性を高め、脱硫能力を向上させるために有効であるため添加するものである。しかし、10%以上添加すると、融点が低下しすぎ、耐火物の溶損を大きくするので上限を10%とした。
【0023】
(4)また、高脱硫能を保持するために、(%CaO)/(%SiO2 )≧3とする。
【0024】
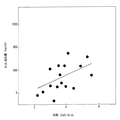
(5)Al2 O3 は、耐火物溶損抑制、鋼脱硫能を得るために添加するものである。しかし、(%CaO)/(Al2 O3 )≦1まで添加すると、逆に脱硫能が低下するので下限を1とした。また、図5でも示したように(%CaO)/(Al2 O3 )≧3では耐火物の溶損量が大きいため、上限を3とする。
【0025】
(6)次に、要求製品[S]がそれほど厳しくなく、あるいは、要求製品[H]が厳しい場合、スラグ成分調整用のフラックス、あるいは、脱硫用フラックスを溶鋼処理前に添加する。このことによって、フラックスからの供給[H]源が処理前に一括してインプットされるので、フラックスを処理中インジェクションする場合よりも脱水素のための処理時間が短時間で済み、且つ、撹拌力もフラックスインジェクションよりも抑制する事ができ、必要最小限の撹拌力と撹拌時間で処理可能となり、耐火物の溶損抑制に寄与する。
【0026】
【実施例】
実施例
表1に本発明の実施例及び比較例を示す。
実施例における本発明法では、CaO源として生石灰、Al2 O3 源としてAl灰、MgO源としてレンガ屑を使用している。従来法では、生石灰と蛍石のみ使用している。
【0027】
本発明法では、いずれの場合も取鍋脱硫を行う前に、スラグ組成を請求範囲に示すように(%MgO)=5〜15%,(%CaF2 )≦10%,(%CaO)/(%SiO2 )≧3,1≦(%CaO)/(Al2 O3 )<3のスラグ組成に調整を行う。
【0028】
従来法では、転炉から流出したスラグに精錬用のCaO,CaF2 を少量添加するのみであった。従って、表に示すように(%Al2 O3 )と(%MgO)が小さく(%CaO)/(%Al2 O3 )が大きな値であることが分かる。
【0029】
取鍋脱硫処理の方法として、従来法ではC:不活性ガス搬送粉体インジェクションを採用していたが、本発明法では比較的撹拌力の弱いA:不活性ガス鍋底バブリング、B:不活性ガスインジェクションを用い、脱硫処理がネックとなる場合C法を採用する。
【0030】
従来法では、脱硫・脱水素の処理時間で約16〜18分程度かかっていたが、A法では15分、B法では12〜13分程で処理が完了する。本発明法におけるC法では最短の10分程度で処理は完了する。
【0031】
耐火物からのAl2 O3 ,MgO溶出量についてみる。従来法ではAl2 O3 が1000kg近く、MgOが350kg程度溶出していたものが、本発明法では表で示すように、少量の溶出量に抑えることができる。
【0032】
【表1】

【発明の効果】
本願発明の効果として、従来、取鍋の溶損を抑えるためにレンガ鍋とし、高コストとなっていたものを、従来、溶損が大きく、適用不可能とされていた一般に適用されている不定形の鍋に変更することができ、鍋耐火物の大幅なコスト削減が達成できた。また、その他の蓋やランス耐火物においても溶損が抑制され、処理コスト削減に大きく寄与した。
【図面の簡単な説明】
【図1】真空度と撹拌エネルギーとの関係を示す図。
【図2】処理時間に対する耐火物からのAl2 O3 溶出量を示す図。
【図3】処理時間に対する耐火物からのMgO溶出量を示す図。
【図4】処理開始時スラグの(%MgO)に対するMgO溶出量を示す図。
【図5】処理開始時スラグの(CaO)/(Al2 O3 )に対するAl2 O3 溶出量を示す図。
Claims (2)
- 溶鋼を減圧下で精練する際、CaO−Al2 O3 −SiO2 −MgO−CaF2 五元系を主成分とし、下記のようなスラグ組成で脱硫脱水素処理を行う事を特徴とする耐火物溶損の小さい溶鋼脱硫脱水素方法
(%MgO)=5〜15%,
(%CaF2 )≦10%,
(%CaO)/(%SiO2 )≧3,
1≦(%CaO)/(Al2 O3 )≦3 - 請求項1記載の溶鋼の脱硫脱水素方法において、スラグ成分を調整するためのスラグ成分調整用フラックスあるいは精錬用フラックスを、溶鋼の脱硫脱水素処理を行う前までに取鍋内へ添加して、減圧下で不活性ガスで撹拌を行う事を特徴とする耐火物溶損の小さい脱硫脱水素方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31653295A JP3607767B2 (ja) | 1995-12-05 | 1995-12-05 | 耐火物溶損の小さい溶鋼脱硫脱水素方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31653295A JP3607767B2 (ja) | 1995-12-05 | 1995-12-05 | 耐火物溶損の小さい溶鋼脱硫脱水素方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09157732A JPH09157732A (ja) | 1997-06-17 |
| JP3607767B2 true JP3607767B2 (ja) | 2005-01-05 |
Family
ID=18078160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP31653295A Expired - Fee Related JP3607767B2 (ja) | 1995-12-05 | 1995-12-05 | 耐火物溶損の小さい溶鋼脱硫脱水素方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3607767B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000017320A (ja) * | 1998-07-03 | 2000-01-18 | Kawasaki Steel Corp | 取鍋内張り耐火物の溶損防止方法 |
| JP2000212633A (ja) * | 1999-01-28 | 2000-08-02 | Kawasaki Steel Corp | 溶鋼の取鍋精錬における脱硫方法 |
| JP3726599B2 (ja) * | 1999-11-24 | 2005-12-14 | Jfeスチール株式会社 | 炭素含有耐火物屑を用いる溶鋼の精錬方法 |
| JP2001164313A (ja) * | 1999-12-09 | 2001-06-19 | Kyoei Steel Ltd | 取鍋精錬炉のスラグの改質方法 |
| JP4499969B2 (ja) * | 2001-11-15 | 2010-07-14 | Jfeスチール株式会社 | 溶鋼の取鍋精錬による脱硫方法 |
| JP4184884B2 (ja) * | 2003-07-24 | 2008-11-19 | 大同エコメット株式会社 | 鋼の脱硫精錬用造滓材 |
| JP5008296B2 (ja) * | 2005-10-19 | 2012-08-22 | 新日鐵住金ステンレス株式会社 | 水硬性組成物及び水和固化体 |
| JP4609325B2 (ja) * | 2006-01-11 | 2011-01-12 | 住友金属工業株式会社 | 溶鉄のNd添加による処理方法 |
| KR100768323B1 (ko) * | 2006-06-30 | 2007-10-18 | 주식회사 포스코 | 마그네슘 용탕 내의 용존 수소함량 제어방법 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5652084B2 (ja) * | 1974-02-18 | 1981-12-10 | ||
| JPS591616A (ja) * | 1982-06-26 | 1984-01-07 | Nippon Steel Corp | 溶鋼の処理剤および処理方法 |
-
1995
- 1995-12-05 JP JP31653295A patent/JP3607767B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09157732A (ja) | 1997-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6481774B2 (ja) | 溶鉄の脱りん剤、精錬剤および脱りん方法 | |
| JP3557910B2 (ja) | 溶銑脱燐方法と低硫・低燐鋼の溶製方法 | |
| JP3607767B2 (ja) | 耐火物溶損の小さい溶鋼脱硫脱水素方法 | |
| JP5983492B2 (ja) | 溶銑の予備処理方法 | |
| CN104531948B (zh) | 铁水脱磷方法 | |
| JP4977870B2 (ja) | 製鋼方法 | |
| JP3440630B2 (ja) | 溶銑脱燐方法 | |
| JP5493911B2 (ja) | 溶銑の脱燐処理方法 | |
| JP4695312B2 (ja) | 溶銑の予備処理方法 | |
| KR100226901B1 (ko) | 레이들 슬래그를 이용한 용선 탈황제 | |
| JP2002275519A (ja) | 低りん銑の溶製方法 | |
| WO2003029498A1 (en) | Method for pretreatment of molten iron and method for refining | |
| JP3158912B2 (ja) | ステンレス鋼の精錬方法 | |
| JP3486886B2 (ja) | 2基以上の転炉を使用する製鋼方法 | |
| JP3704267B2 (ja) | 溶鋼の精錬方法 | |
| JP3339982B2 (ja) | 転炉製鋼法 | |
| JPS6123243B2 (ja) | ||
| JPH0437135B2 (ja) | ||
| JP3771635B2 (ja) | 転炉精錬方法 | |
| JP3297997B2 (ja) | 溶銑の脱p方法 | |
| JP2002146422A (ja) | 耐火物溶損の少ない溶銑脱燐方法 | |
| JP2003013126A (ja) | 溶銑の脱燐方法 | |
| JP3823623B2 (ja) | 溶銑精錬方法 | |
| JP2624498B2 (ja) | Cr酸化物の溶融還元精錬法 | |
| JPS6360089B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20021029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041008 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071015 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081015 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091015 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101015 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101015 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111015 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111015 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121015 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121015 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 9 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 9 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 9 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |