JP3634422B2 - 連続鋳造用鋳型 - Google Patents
連続鋳造用鋳型 Download PDFInfo
- Publication number
- JP3634422B2 JP3634422B2 JP31408394A JP31408394A JP3634422B2 JP 3634422 B2 JP3634422 B2 JP 3634422B2 JP 31408394 A JP31408394 A JP 31408394A JP 31408394 A JP31408394 A JP 31408394A JP 3634422 B2 JP3634422 B2 JP 3634422B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- continuous casting
- alloy
- layer
- plating layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000009749 continuous casting Methods 0.000 title claims description 14
- 238000007747 plating Methods 0.000 claims description 20
- 229910020515 Co—W Inorganic materials 0.000 claims description 16
- 229910001182 Mo alloy Inorganic materials 0.000 claims description 10
- 229910045601 alloy Inorganic materials 0.000 claims description 8
- 239000000956 alloy Substances 0.000 claims description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 7
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 239000010949 copper Substances 0.000 claims description 7
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 5
- 229910003271 Ni-Fe Inorganic materials 0.000 description 3
- 230000007774 longterm Effects 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- CPELXLSAUQHCOX-UHFFFAOYSA-M Bromide Chemical compound [Br-] CPELXLSAUQHCOX-UHFFFAOYSA-M 0.000 description 1
- 229910017709 Ni Co Inorganic materials 0.000 description 1
- 229910003267 Ni-Co Inorganic materials 0.000 description 1
- 229910003286 Ni-Mn Inorganic materials 0.000 description 1
- 229910003262 Ni‐Co Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images




Landscapes
- Continuous Casting (AREA)
- Electroplating And Plating Baths Therefor (AREA)
Description
【産業上の利用分野】
本発明は、耐摩耗性に優れ長期的に安定操業が行える連続鋳造用鋳型に関するものである。
【0002】
【従来の技術】
連続鋳造用鋳型は、一般に熱伝導性の良い銅若しくは銅合金から成っており、寿命向上対策として従来から種々の表面コーティングが行われて来た。例えば特開昭54−46131号公報に示される技術は、Ni基合金めっき層としてのNi−Co,Ni−Fe,Ni−Mnを施した連続鋳造用鋳型である。
【0003】
【発明が解決しようとする課題】
しかし乍ら、上記特開昭54−46131号公報で示される連続鋳造用鋳型では、操業条件の過酷化、鋳型の長期使用などの理由により、めっき層の摩耗が激しく、早期に鋳型寸法を損なったり、鋳型本体の銅露出によって鋳片の品質へ悪影響をおよぼすことが判明した。
【0004】
本発明は、上記従来技術の欠点を解消し、耐摩耗性に優れ長期的に安定操業のできる連続鋳造用鋳型を提供することを目的とするものである。
【0005】
【課題を解決するための手段】
上記本発明の目的は、以下の如き手段を採用することによって達成された。即ち、銅若しくは銅合金製鋳型本体の内表面に、Co基つまりCoを主成分とするCo−WあるいはCo−Mo合金めっき層を施した連続鋳造用鋳型である。
【0006】
なお上記Co−WあるいはCo−Mo合金めっき層は、耐摩耗対策として施されるのであるから、溶鋼の凝固殻によって激しくこすられる鋳型本体の下部部分のみに施すこともある。
【0007】
次にCo−WあるいはCo−Mo合金めっき層の組成については、WあるいはMoがそれぞれ0.1〜5重量%が好ましい。即ち、W,Mo共0.1重量%未満だと合金層の耐摩耗性が出ず、逆に5重量%を越えると硬くなり過ぎて割れが発生し易くなるからである。
【0008】
なお本発明の連続鋳造用鋳型にあっては、アンダーコーティング材としてCo−WあるいはCo−Mo合金めっき層の下地にNiめっき層を設けることもあり、更にはCo−WあるいはCo−Mo合金めっき層の上部にNiめっき層を施すこともある。又連続鋳造用鋳型で通常行われている初期のスプラッシュ対策として最表面にCr層を施す場合もあるのは勿論である。
【0009】
【作用】
本発明のCo基のCo−WあるいはCo−Mo合金めっき層を施した連続鋳造用鋳型は、従来のNi基合金めっき層を有する連続鋳造用鋳型と比較して、高温域での耐摩耗性に優れている。従ってこれらのめっき層を設けることにより、鋳型表面の摩耗を少なくし、鋳型本体である銅若しくは銅合金の露出を防ぐことができる。
【0010】
【実施例】
以下本発明をその実施例及び比較例を示し乍ら説明する。
図1〜図3は、それぞれ本発明実施例鋳型で、図中1は鋳型本体、2はNi層、3はCo−W層、4はCr層、5はCo−Mo層である。
【0011】
本実施例でCo−W(あるいはCo−Mo)合金めっき層を得るには次のめっき条件で行った。
金属Co 50 〜100g/l
金属W(あるいはMo) 0.1〜 3g/l
臭化物 10 〜 20g/l
硼酸 30 〜 40g/l
pH 3.5 〜 4.5
温度 45 〜 55℃
電流密度 1 〜 5A/dm2
めっき厚み 1.0mm
【0012】
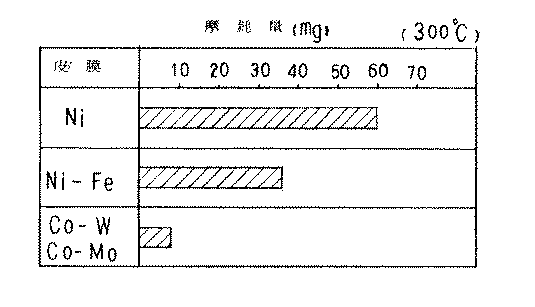
図4には、高温摩耗試験機を用いてNi,Ni−Fe及びCo−W,Co−Moをめっきした各々の試験片の300℃に於ける摩耗量を示す。この高温摩耗試験機で得られた結果と実機鋳型の実施例からみても本発明で使用するCo−W,Co−Moの耐摩耗性が優れていることが判る。
【0014】
【発明の効果】
以上述べて来た如く、本発明によれば鋳型本体の表面に設けたCo基のCo−WあるいはCo−Mo合金めっき層が耐摩耗性、特に高温域でのそれに優れているため、鋳型表面の摩耗を防ぎ、鋳型の寿命延長が図られる。また、鋳型本体の銅露出を防ぎ、鋳片の品質の安定をもたらす。
【図面の簡単な説明】
【図1】本発明の実施例の鋳型の断面図である。
【図2】本発明の他の実施例の鋳型の断面図である。
【図3】本発明の更に他の実施例の鋳型の断面図である。
【図4】Ni,Ni−Fe,Co−W,Co−Moをめっきした試験片の高温摩耗試験機に於ける300℃での摩耗量を示すグラフである。
【符号の説明】
1 鋳型本体
2 Ni層
3 Co−W層
4 Cr層
5 Co−Mo層
Claims (4)
- 銅若しくは銅合金製鋳型本体の内表面に、Co基のCo‐W合金めっき層を施し、該Co‐W合金が、W0.1〜5重量%、残部Coから成ることを特徴とする連続鋳造用鋳型。
- 銅若しくは銅合金製鋳型本体の内表面に、Co基のCo‐Mo合金めっき層を施し、該Co‐Mo合金が、Mo0.1〜5重量%、残部Coから成ることを特徴とする連続鋳造用鋳型。
- 上記Co‐W合金めっき層が鋳型本体の下部部分のみに施されたことを特徴とする請求項1に記載の連続鋳造用鋳型。
- 上記Co‐Mo合金めっき層が鋳型本体の下部部分のみに施されたことを特徴とする請求項2に記載の連続鋳造用鋳型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31408394A JP3634422B2 (ja) | 1994-11-22 | 1994-11-22 | 連続鋳造用鋳型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31408394A JP3634422B2 (ja) | 1994-11-22 | 1994-11-22 | 連続鋳造用鋳型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08206788A JPH08206788A (ja) | 1996-08-13 |
| JP3634422B2 true JP3634422B2 (ja) | 2005-03-30 |
Family
ID=18049034
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP31408394A Expired - Fee Related JP3634422B2 (ja) | 1994-11-22 | 1994-11-22 | 連続鋳造用鋳型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3634422B2 (ja) |
-
1994
- 1994-11-22 JP JP31408394A patent/JP3634422B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08206788A (ja) | 1996-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPS5953143B2 (ja) | 連続鋳造用鋳型 | |
| JPH0661600B2 (ja) | 急冷薄帯製造用の冷却ロール | |
| JP3634422B2 (ja) | 連続鋳造用鋳型 | |
| JP2011506098A (ja) | 双ロール式薄板鋳造機の鋳造ロール及びその表面処理方法 | |
| JPH02160145A (ja) | 急冷薄帯製造用の冷却ロール及びその製造方法 | |
| JPS6199650A (ja) | 通電ロ−ル用合金 | |
| JPS58212840A (ja) | 連続鋳造用鋳型 | |
| JPH0691352A (ja) | 連続鋳造用鋳型 | |
| JPH08281382A (ja) | 連続鋳造用鋳型 | |
| JPH08197197A (ja) | 連続鋳造用鋳型 | |
| JP4579706B2 (ja) | 耐亜鉛侵食性が改善された物品 | |
| JP3896185B2 (ja) | 耐久性に優れた連続鋳造用鋳型 | |
| JP2002226992A (ja) | 連続鋳造用鋳型 | |
| JP3380425B2 (ja) | 双ドラム式薄板連続鋳造用ドラム | |
| JPS58151941A (ja) | 連続鋳造用鋳型 | |
| JP2001205399A (ja) | 双ドラム式薄鋳片連続鋳造用冷却ドラム及び連続鋳造方法 | |
| JPS6039455B2 (ja) | 連続鋳造設備の鋳型 | |
| JP2895100B2 (ja) | 連続鋳造用鋳型 | |
| JP2004276027A (ja) | メニスカス部にヒートクラックを生じ難い鉄鋼連続鋳造鋳型 | |
| JPH09108807A (ja) | 耐溶損性及び保温性に優れた圧力鋳造用スリーブ | |
| JPS6199649A (ja) | 通電ロ−ル用合金 | |
| JPH0156860B2 (ja) | ||
| JPH08267182A (ja) | 鋼の連続鋳造用鋳型 | |
| JPS62207534A (ja) | 連続鋳造用鋳型 | |
| JPH0716775B2 (ja) | 連続鋳造設備用支持体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040913 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041224 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080107 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090107 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100107 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110107 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110107 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120107 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130107 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130107 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |