JP3652148B2 - 光空間伝送デバイスの製造方法 - Google Patents
光空間伝送デバイスの製造方法 Download PDFInfo
- Publication number
- JP3652148B2 JP3652148B2 JP33865198A JP33865198A JP3652148B2 JP 3652148 B2 JP3652148 B2 JP 3652148B2 JP 33865198 A JP33865198 A JP 33865198A JP 33865198 A JP33865198 A JP 33865198A JP 3652148 B2 JP3652148 B2 JP 3652148B2
- Authority
- JP
- Japan
- Prior art keywords
- transmission device
- optical space
- space transmission
- shield member
- optical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Light Receiving Elements (AREA)
- Photo Coupler, Interrupter, Optical-To-Optical Conversion Devices (AREA)
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
Description
【発明の属する技術分野】
本発明は、例えば5m以上の長距離伝送に用いるのに好適な光空間伝送デバイスの製造方法に関する。
【0002】
【従来の技術】
現在、パーソナルコンピュータ間やそれと周辺機器との赤外線によるデータ通信において、IrDAでの規格化がなされ、市場ではこれを利用した様々な機器が出回っている。さらに、現在の規格よりも長距離の伝送の長距離伝送方式を利用したデータ通信を用いて、パーソナルコンピュータと、マウス、キーボード、又はジョイスティック等の周辺機器との間での伝送において、周辺機器のコードレス化や双方向リモコンなどの、AV機器を初めとする種々の家電製品への応用展開が進んでいくものと予想される。
【0003】
上記の一例として、IrDAにおける「IrDAコントロール」が規格化されている。その方式では、1対多数個の半二重通信を行うものであり、例えば、パーソナルコンピュータ(ホスト側)と複数のマウス、キーボード、ジョイスティック、又はゲームパッド(ペリフェラル側)等の周辺機器との通信を行うものである。
【0004】
それに用いられる光空間伝送デバイスの一例のブロック図を、図10に示す。図10に示すように、この光空間伝送デバイスは、発光素子(LED)11、受光素子12、発光素子11の駆動用のドライバ回路(ドライバIC)13、及び増幅器とバンドパスフィルタとヒステリシスコンパレータとから成り受光素子12により受光された信号の処理を行う信号処理回路(信号処理IC)14が単一のパッケージに収納されて構成される。そして、この光空間伝送デバイスでは、発光素子11に抵抗RLを介して外部のLED駆動回路が接続され、また、スピードアップ用のコンデンサとベース電流の制限用抵抗とが並列に接続されたC,R回路を介して、ドライバ回路13に外部の変調回路が接続され、その変調回路からの電気信号に基づいて発光素子11が駆動されて、光信号が送信される。また、信号処理回路14が外部の復調回路に接続され、受光素子12により受光された光信号は、受光素子12にて電気信号に変換され、更に信号処理回路14にて信号処理されて復調回路に出力される。
【0005】
今後は、このような光空間伝送方式が双方向リモコンに展開され、WebTV、DVD、又はVTR等のAV機器や家電製品等のリモコンへの応用が予想される。このため、例えば5m以上の長距離光空間伝送方式として、図11に示すような1.5MHzの副搬送波が重畳されたASK方式等が用いられる。すると、これに用いられる光空間伝送デバイスには例えば図10で説明した信号処理回路14のような信号処理回路を内蔵するので、電磁ノイズ等の悪影響が発生する。そこで、このような悪影響を低減するため、光空間伝送デバイスに金属板等の導電性材料から成るシールド部材を搭載したものがある。
【0006】
ここで、そのような従来の光空間伝送デバイスについて、図12を用いて説明する。従来のものでは、図12(a)に示すように、発光素子と受光素子と信号処理回路とを備えた光空間伝送デバイス21の上部からシールド部材22を図中の矢印方向にかぶせて、シールド部材22の隙間に光空間伝送デバイス21を挟み込むようにして装着していた。すると、シールド部材22装着後の光空間伝送デバイス21の様子は、図12(b)の側面図、及び図12(c)の正面図に示すようなものになる。なお、光空間伝送デバイス21とシールド部材22との固定については、シールド部22が弾性を有しており、シールド部材22の当接部22aが光空間伝送デバイス21の前面の一部に当接して、光空間伝送デバイス21にシールド部材22が固定保持される。
【0007】
また、図12に示したような従来の光空間伝送デバイスの製造方法は、図13に示すように、発光素子、受光素子、IC等の各素子のダイボンド及びワイヤボンドが行われた後に封止用樹脂を用いて樹脂モールドが行われ(S11)、リード部の切断であるリードカットが行われ(S12)、リード部の折り曲げ等のファーミングが行われ(S13)、複数のデバイスが連結されているのをそれぞれ単一になるように金型で切断する単品カットが行われ(S14)、上記で説明したようなシールド部材の取り付けが行われ(S15)、光空間伝送デバイスが完成するというものである。なお、S13のフォーミングにおいては、リード部を、図12に示すように、直線状のリード部21aと2カ所ほぼ垂直に折り曲げられたリード部21bとを形成する。
【0008】
【発明が解決しようとする課題】
しかしながら、上記の従来の技術では、下記のような課題があった。図12に示したような従来のシールド部材付き光空間伝送デバイスを、プリント基板に取り付ける際に、シールド部材が傾いたり、外れたりすることがあった。このことについて、図14を用いて説明する。シールド部材22を備えた光空間伝送デバイス21をプリント基板23に取り付けるのには、光空間伝送デバイス21のリード部21a,21b及びシールド部材22のリード部22bを、プリント基板23の取付穴に挿入する。このように、光空間伝送デバイス21のリード部21a,21bをプリント基板23の取付穴に挿入したときに、シールド部材22のリード部22bのエッジが引っ掛かって、プリント基板23の取付穴に挿入されず、図14に示したように、シールド部材22が傾くことがある。
【0009】
すると、シールド部材22が十分にシールドの機能を果たさなかったり、シールド部材22がはずれたりした。このことにより、従来の光空間伝送デバイスでは、特性が劣化することさえあった。
【0010】
さらに、従来の光空間伝送デバイスでは、図13を用いて説明した製造方法を用いており、シールド部材を取り付ける工程(図13のS15)を、単品カット工程(図12のS14)の後に行うため、シールド部材の取り付けに手間がかかり、製造コストの増大を招いていた。
【0011】
本発明は、上記のような課題を解決するためになされたものであって、特性劣化を防止することが可能で、製造が容易な光空間伝送デバイスの製造方法を提供することを目的とする。
【0012】
【課題を解決するための手段】
上記課題を解決するために、少なくとも発光素子と受光素子と信号処理回路とが樹脂によりモールドされてモールド部が形成され、そのモールド部の外部にシールド部材が装着されて構成される光空間伝送デバイスにおいて、モールド部の側面を介して前面に折り曲げられて固定する突起部をシールド部材に設けて構成している。
【0013】
これによれば、モールド部の側面を介して前面に折り曲げられて固定する突起部をシールド部材に設けているので、光空間伝送デバイスのプリント基板への実装時に、シールド部材が傾いたりはずれたりすることがないので、光空間伝送デバイスの特性劣化を防止することが可能となる。
【0014】
さらに、シールド部材の突起部先端に、頂点部にてモールド部に当接するように傾斜が形成されて成る当接部を設けて構成している。
【0015】
これによれば、頂点部にてモールド部に当接するように傾斜が形成されて成る当接部をシールド部材の突起部先端に設けているので、必要以上にモールド部にストレスがかからず、モールド部を破損することなく、安定してシールド部材をモールド部に安定して固定保持することができる。
【0016】
また、シールド部材に、モールド部底面に当接する突片を設けて構成している。
【0017】
これによれば、モールド部底面に当接する突片をモールド部に設けているので、シールド部材をモールド部に装着するときに、容易に位置決めができ、更にシールド部材とモールド部との位置ずれが防止できる。
【0018】
また、少なくとも発光素子と受光素子と信号処理回路とを樹脂によりモールドしてモールド部を形成し、そのモールド部の外部にシールド部材を装着する光空間伝送デバイスの製造方法において、単一のフレームに光空間伝送デバイスの複数が連結された状態になるように樹脂によるモールドを行ってモールド部を形成し、折り曲げられて固定する突起部が設けられたシールド部材を光空間伝送デバイスのモールド部に装着し、そのモールド部の側面を介して前面に前記突起部を折り曲げて固定した後、単一のフレームに連結された複数の光空間伝送デバイスがそれぞれ単一になるように切断することとしている。
【0019】
これによれば、上記のように単一のフレームに光空間伝送デバイスの複数が連結された状態で、シールド部材を装着しモールド部の側面を介して前面に突起部を折り曲げて固定した後、光空間伝送デバイスがそれぞれ単一になるように切断しているので、光空間伝送デバイスのモールド部へのシールド部材の装着及び固定する工程が容易となると共に高効率にできるので、製造コストの大幅な低減を図ることが可能となる。
【0020】
上記の光空間伝送デバイスの製造方法において、モールド部を形成した後に、複数の光空間伝送デバイスを連結するフレームとそれぞれの光空間伝送デバイスとを接続する部分の一部を切断してから、シールド部材を光空間伝送デバイスのモールド部に装着することとしている。
【0021】
さらに、複数の光空間伝送デバイスを連結するフレームとそれぞれの光空間伝送デバイスとを接続する部分の一部を切断してから、シールド部材を光空間伝送デバイスのモールド部に装着するので、複数の光空間伝送デバイスが単一のフレームに連結された状態を維持して、複数のモールド部へのシールド部材の装着が一度に行え、製造工程を簡略化することができる。さらに、フレームとそれぞれの光空間伝送デバイスとを接続する部分の一部を切断する工程において、後工程で折り曲げるリード部での切断(リードカット)だけでなく、シールド部材が装着できるようなスペースを確保するような切断(リードカット)ができ、別途切断工程を追加することなく、シールド部材の装着を容易に行える。
【0022】
さらに、シールド部材を光空間伝送デバイスのモールド部に装着し、そのモールド部の側面を介して前面に突起部を折り曲げて固定した後、光空間伝送デバイスのリード部の少なくとも一部を折り曲げると同時に、単一のフレームに連結された複数の光空間伝送デバイスがそれぞれ単一になるように切断することとしている。
【0023】
これによれば、光空間伝送デバイスのリード部の少なくとも一部を折り曲げると同時に、単一のフレームに連結された複数の光空間伝送デバイスがそれぞれ単一になるように切断するので、製造工程を簡略化することができる。
【0024】
また、単一のフレームに連結された複数の光空間伝送デバイスのそれぞれに対応する位置にシールド部材を複数配置して、光空間伝送デバイスのそれぞれに装着し、そのシールド部材の突起部を折り曲げて光空間伝送デバイスのそれぞれに固定することとしている。
【0025】
これによれば、単一のフレームに連結された複数の光空間伝送デバイスのそれぞれに対応する位置にシールド部材を複数配置して、光空間伝送デバイスのそれぞれに装着し、そのシールド部材の突起部を折り曲げて光空間伝送デバイスのそれぞれに固定するので、複数のシールド部材の光空間伝送デバイスのモールド部への装着固定を同時に行うことができ、製造効率を大きく向上させて、製造コストの大幅な低減を図ることが可能となる。
【0026】
【発明の実施の形態】
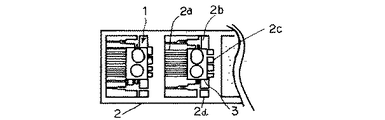
以下、本発明の一実施の形態について、図面を参照して説明する。まず、本実施形態の光空間伝送デバイスの製造方法について説明する。図1は、本実施形態での光空間伝送デバイスの製造方法の工程を示すフロー図である。図1のS1において、単一のフレームに連結され、光空間伝送デバイスを構成する基本部分に少なくとも発光素子と受光素子と信号処理ICとを配置し、それぞれにダイボンドやワイヤボンドを施して電気的接続を施した後、モールド用樹脂によりモールドしてモールド部を形成する。すると、図2の要部上面図に示すように、フレーム2に連結された状態で光空間伝送デバイス1のモールド部3が形成され、その光空間伝送デバイス1とフレーム2とが接続部2a,2b,2c,2dにより4方向が接続されたものとなる。
【0027】
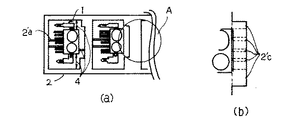
次に、図1のS2において、リードカットが行われ、光空間伝送デバイス1とフレーム2との接続部の一部が残るようにして切断する。すると、図3(a)の要部上面図に示すように、接続部2'aのみで光空間伝送デバイス1がフレーム2に接続され、後にシールド部材の挿入部が挿入されるスペース4が形成される。なお、図3(a)の領域Aの一部の拡大図である図3(b)に示すように、光空間伝送デバイス1の上部に相当する部分では、後にシールド部材の挿入部が挿入されるためのリードカット部分が、リードカット部2’cとなる。
【0028】
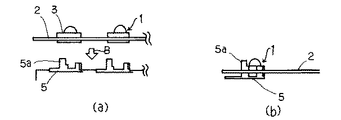
次に、図1のS3において、シールド部材の取り付けが行われる。まず、図4(a)の要部側面図に示すように、複数のシールド部材5を配置し、上記のようにして接続部2’aのみで光空間伝送デバイス1が接続されたフレーム2を上方から下方に移動するようにし(図4(a)の矢印B方向に移動)、図3のスペース4にシールド部材5の挿入部を挿入して、光空間伝送デバイス1のモールド部3にシールド部材5を装着する。すると、図4(b)の要部側面図に示すようになる。なお、このとき、シールド部材5は、フレーム2に連結された複数の光空間伝送デバイス1のそれぞれに対応する位置に、複数配置している。
【0029】
その後、治具等を用いて、複数のシールド部材5の突起部5aを同時に、モールド部3の両方の側面を介して折り曲げるようにし、光空間伝送デバイス1のモールド部3にシールド部材5を固定して、シールド部材4の取り付け工程を完了する。
【0030】
ここで、本実施形態で用いたシールド部材5について、その正面図である図5(a)及びその側面図である図5(b)を用いて説明する。図5に示すように、このシールド部材5は、折り曲げられてモールド部3に固定するための突起部5aが設けられている。さらに、シールド部材5には、モールド部3の底面に当接する突片5b、後にプリント基板に取り付けられるリード部5c、モールド部3の側面に沿うように形成された側面部5dが形成されている。また、シールド部材5の上面にもモールド部3の上面に沿うような上面部が形成されており、これら、突起部5a、突片5b、側面部5d、及び上面部により、上記のようなシールド部材装着工程において、モールド部3とシールド部材5との位置ずれを防止できるとともに、突起部5aを折り曲げて固定した後においても強い固定強度を確保してモールド部3とシールド部材5との位置ずれを防止できる。
【0031】
さらに、本実施形態のものでは、シールド部材5の突起部5aを折り曲げたときの図5(b)の領域Cの部分拡大図である図6に示すように、シールド部材5の突起部5a先端に、頂点部にてモールド部3に当接するように傾斜が形成されて成る当接部5eを設けている。これにより、必要以上にモールド部3にストレスがかからず、モールド部3を破損することなく、安定してシールド部材5をモールド部3に安定して固定保持することができる。
【0032】
以上のようにしてシールド部材5の取り付け工程を完了したときの様子を、要部上面図である図7に示す。
【0033】
次に、図1のS4で、リードフォーミングを施す。本実施形態では、図8の要部側面図に示すように、上記の図1のS2のリードカット工程において切断した光空間伝送デバイス1とフレーム2との接続部2aの少なくとも一部を、折り曲げるようにリードフォーミングを行う。このとき、このフォーミング工程と同時に、切断していない光空間伝送デバイス1とフレーム2との接続部2’aの切断(リードカット)も同時に行う。すなわち、本実施形態では、このようにして、フレーム2に連結された状態であった複数の光空間伝送デバイス1を単一とする単品カット工程(図1のS5)も、フォーミング工程(図1のS4)と同時に行う。これにより、製造工程の簡略化及び効率化が図れる。
【0034】
以上のようにして、図9の要部側面図に示すような、シールド部材5の突起部5aがモールド部3の側面を介して前面に折り曲げられて固定された構造の光空間伝送デバイス1の製造を完了する。この本実施形態の光空間伝送デバイス1は、上記のようにして折り曲げられたリード部1aと直線上のリード部1bとを備えると共に、シールド部材5のリード部5cを備え、プリント基板への取り付け時に、これらリード部1a,1b,5cがプリント基板の取付穴に挿入されるものである。このとき、シールド部材5のリード部5cが挿入されるプリント基板の取付穴をグラウンドパターンを接続しておくことにより、シールド部材5とグラウンドとの導通が取れ、電磁ノイズやVccラインノイズ等の外来ノイズに強くなり、安定した特性を得ることができる。
【0035】
本実施形態の光空間伝送デバイスによれば、プリント基板に取り付ける際に、図14を用いて説明した従来技術のように、シールド部材が傾いたり、外れたりすることがない。したがって、シールド部材によるシールド効果が充分に得られ、耐ノイズ特性の劣化を防止することができる。
【0036】
【発明の効果】
以上のように、モールド部の側面を介して前面に折り曲げられて固定する突起部をシールド部材に設けているので、光空間伝送デバイスのプリント基板への実装時に、シールド部材が傾いたりはずれたりすることがないので、光空間伝送デバイスの特性劣化を防止することが可能となる。すなわち、シールド部材に設けた突起部により、モールド部を挟み込むようにして保持することにより、光空間伝送デバイスのプリント基板への実装時に、プリント基板の取付穴にリード部が引っ掛かるような場合でも、シールド部材がデバイス本体からはずれたりすることがないので、耐ノイズ特性の劣化を防止できる。
【0037】
さらに、頂点部にてモールド部に当接するように傾斜が形成されて成る当接部をシールド部材の突起部先端に設けているので、必要以上にモールド部にストレスがかからず、モールド部を破損することなく、安定してシールド部材をモールド部に安定して固定保持することができる。
【0038】
また、モールド部底面に当接する突片をモールド部に設けているので、シールド部材をモールド部に装着するときに、容易に位置決めができ、更にシールド部材とモールド部との位置ずれが防止できる。
【0039】
また、単一のフレームに光空間伝送デバイスの複数が連結された状態で、シールド部材を装着しモールド部の側面を介して前面に突起部を折り曲げて固定した後、光空間伝送デバイスがそれぞれ単一になるように切断しているので、光空間伝送デバイスのモールド部へのシールド部材の装着及び固定する工程が容易となると共に高効率にできるので、製造コストの大幅な低減を図ることが可能となる。すなわち、光空間伝送デバイスのモールド部へのシールド部材の取り付け工程を、複数同時に行えるので、上記従来技術のように手間がかからず、製造工程を効率化して製造コストの大幅な低減が可能となる。
【0040】
さらに、複数の光空間伝送デバイスを連結するフレームとそれぞれの光空間伝送デバイスとを接続する部分の一部を切断してから、シールド部材を光空間伝送デバイスのモールド部に装着するので、複数の光空間伝送デバイスが単一のフレームに連結された状態を維持して、複数のモールド部へのシールド部材の装着が一度に行え、製造工程を簡略化することができる。さらに、フレームとそれぞれの光空間伝送デバイスとを接続する部分の一部を切断する工程において、後工程で折り曲げるリード部での切断(リードカット)だけでなく、シールド部材が装着できるようなスペースを確保するような切断(リードカット)ができ、別途切断工程を追加することなく、シールド部材の装着を容易に行える。
【0041】
さらに、光空間伝送デバイスのリード部の少なくとも一部を折り曲げると同時に、単一のフレームに連結された複数の光空間伝送デバイスがそれぞれ単一になるように切断するので、製造工程を簡略化することができる。
【0042】
また、単一のフレームに連結された複数の光空間伝送デバイスのそれぞれに対応する位置にシールド部材を複数配置して、光空間伝送デバイスのそれぞれに装着し、そのシールド部材の突起部を折り曲げて光空間伝送デバイスのそれぞれに固定するので、複数のシールド部材の光空間伝送デバイスのモールド部への装着固定を同時に行うことができ、製造効率を大きく向上させて、製造コストの大幅な低減を図ることが可能となる。
【図面の簡単な説明】
【図1】本発明の実施形態の光空間伝送デバイスの製造方法の工程を示すフロー図である。
【図2】実施形態の光空間伝送デバイスの製造方法においてモールド部形成後の様子を示す要部上面図である。
【図3】実施形態の光空間伝送デバイスの製造方法においてリードカット後の様子を示す図であり、(a)はその要部上面図であり、(b)は(a)の領域Aの一部の部分拡大図である。
【図4】実施形態の光空間伝送デバイスの製造方法における様子を示す図であり、(a)はシールド部材装着前の様子を示す要部側面図であり、(b)はシールド部材装着後の様子を示す要部側面図である。
【図5】実施形態で用いるシールド部材を示す図であり、(a)はその正面図、(b)はその側面図である。
【図6】シールド部材の突起部を折り曲げたときの図5(b)の領域Cの部分拡大図である。
【図7】実施形態の光空間伝送デバイスの製造方法においてシールド部材取り付け後の様子を示す要部側面図である。
【図8】実施形態の光空間伝送デバイスの製造方法においてフォーミング後の様子を示す要部側面図である。
【図9】実施形態の光空間伝送デバイスの概略構造を示す側面図である。
【図10】光空間伝送デバイスの一例を示すブロック図である。
【図11】光空間伝送デバイスを用いた通信方式の一例の波形を示す図である。
【図12】従来の光空間伝送デバイスの概略構造を示す図であり、(a)はシールド部材取り付け前の様子を示す側面図であり、(b)はシールド部材取り付け後の様子を示す側面図であり、(c)はシールド部材取り付け後の様子を示す正面図である。
【図13】従来の光空間伝送デバイスの製造方法の工程を示すフロー図である。
【図14】従来の光空間伝送デバイスのプリント基板実装時の様子を示す要部側面図である。
【符号の説明】
1 光空間伝送デバイス
1a,1b リード部
2 フレーム
2a,2b,2c,2d,2’a 接続部
3 モールド部
5 シールド部材
5a 突起部
5b 突片
5c リード部
5d 側面部
5e 当接部
Claims (4)
- 少なくとも発光素子と受光素子と信号処理回路とを樹脂によりモールドしてモールド部を形成し、該モールド部の外部にシールド部材を装着する光空間伝送デバ イスの製造方法において、単一のフレームに光空間伝送デバイスの複数が連結された状態になるように樹脂によるモールドを行ってモールド部を形成し、折り曲げられて固定する突起部が設けられたシールド部材を前記光空間伝送デバイスのモールド部に装着し、該モールド部の側面を介して前面に前記突起部を折り曲げて固定した後、前記単一のフレームに連結された複数の光空間伝送デバイスがそれぞれ単一になるように切断することを特徴とする光空間伝送デバイスの製造方法。
- 請求項1に記載の光空間伝送デバイスの製造方法において、前記モールド部を形成した後に、前記複数の光空間伝送デバイスを連結するフレームとそれぞれの光 空間伝送デバイスとを接続する部分の一部を切断してから、前記シールド部材を前記光空間伝送デバイスのモールド部に装着することを特徴とする記載の光伝送デバイスの製造方法。
- 請求項1又は2に記載の光伝送デバイスの製造方法において、前記シールド部材を前記光空間伝送デバイスのモールド部に装着し、該モールド部の側面を介して 前面に前記突起部を折り曲げて固定した後、前記光空間伝送デバイスのリード部の少なくとも一部を折り曲げると同時に、前記単一のフレームに連結された複数の光空間伝送デバイスがそれぞれ単一になるように切断することを特徴とする光空間伝送デバイスの製造方法。
- 請求項1に記載の光空間伝送デバイスの製造方法において、前記単一のフレームに連結された複数の光空間伝送デバイスのそれぞれに対応する位置に前記シールド部材を複数配置して、前記光空間伝送デバイスのそれぞれに装着し、該シールド部材の突起部を折り曲げて前記光空間伝送デバイスのそれぞれに固定することを特徴とする光空間伝送デバイスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33865198A JP3652148B2 (ja) | 1998-11-30 | 1998-11-30 | 光空間伝送デバイスの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33865198A JP3652148B2 (ja) | 1998-11-30 | 1998-11-30 | 光空間伝送デバイスの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000164898A JP2000164898A (ja) | 2000-06-16 |
| JP3652148B2 true JP3652148B2 (ja) | 2005-05-25 |
Family
ID=18320188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33865198A Expired - Fee Related JP3652148B2 (ja) | 1998-11-30 | 1998-11-30 | 光空間伝送デバイスの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3652148B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4557392B2 (ja) * | 2000-08-02 | 2010-10-06 | ローム株式会社 | 受光モジュール |
| JP2008010569A (ja) * | 2006-06-28 | 2008-01-17 | Funai Electric Co Ltd | シールドプレート及びシールドプレートのプリント配線基板への実装方法 |
-
1998
- 1998-11-30 JP JP33865198A patent/JP3652148B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000164898A (ja) | 2000-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2690533B2 (ja) | 混成集積回路のコネクタ構造 | |
| US7497697B2 (en) | PCB connector including plug and socket contacts for easy positioning | |
| JPH07297418A (ja) | 光ファイバモジュール | |
| US6452754B1 (en) | Flexible printed circuit board attachment structure and recording and reproducing device using the same | |
| US5591966A (en) | Photosensor package with defined locations for lens supporting lead | |
| JP3652148B2 (ja) | 光空間伝送デバイスの製造方法 | |
| JPH0537021A (ja) | 光半導体装置 | |
| JP4486591B2 (ja) | リード端子導出型電子部品 | |
| JPH09500841A (ja) | ボード位置付け手段を有するicカード | |
| JP3215027B2 (ja) | 筐体の嵌合構造 | |
| JPH0751820Y2 (ja) | 光送受信器 | |
| KR101846454B1 (ko) | 인쇄 회로 보드를 위한 접지 구조체 | |
| EP1245979A2 (en) | Optical connector and shield case | |
| JP2000208013A (ja) | 近接スイッチ | |
| JP3724020B2 (ja) | フレーム・グラウンド接続構造 | |
| JP2544977B2 (ja) | 表面実装用電子部品 | |
| JP4029369B2 (ja) | 光伝送モジュール | |
| JP3118691B2 (ja) | カード状電子機器 | |
| JPH0669604A (ja) | 光モジュール | |
| JP3151797B2 (ja) | 光モジュールの製造方法 | |
| JP2002299645A (ja) | 光モジュール用リードフレームおよび光モジュール | |
| JP3118694B2 (ja) | Pcカード用フレーム | |
| JPH10271580A (ja) | リモコン受光器 | |
| JPH1117376A (ja) | シールドケース | |
| JP2760831B2 (ja) | 金属基板を有する集積回路のコネクタ構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050107 Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050107 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050222 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080304 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090304 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |