JP3669773B2 - 長尺プラスチックレンズ - Google Patents
長尺プラスチックレンズ Download PDFInfo
- Publication number
- JP3669773B2 JP3669773B2 JP16115996A JP16115996A JP3669773B2 JP 3669773 B2 JP3669773 B2 JP 3669773B2 JP 16115996 A JP16115996 A JP 16115996A JP 16115996 A JP16115996 A JP 16115996A JP 3669773 B2 JP3669773 B2 JP 3669773B2
- Authority
- JP
- Japan
- Prior art keywords
- shape
- reinforcing member
- plastic lens
- long plastic
- long
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Landscapes
- Mechanical Optical Scanning Systems (AREA)
Description
【発明の属する技術分野】
本発明は、レーザプリンター、ファクシミリ等の光学走査系に用いて好適な長尺プラスチックレンスに関する。
【0002】
【従来の技術】
長尺、または、薄肉のプラスチックレンズは、レンズの補強、取扱いの容易性、或いは、製品への組立性向上のために、周辺部にプラスチックレンズの光軸と平行な方向に補強部材を設けることが一般的である。
【0003】
【発明が解決しようとする課題】
しかし、プラスチックレンズの周辺部に光軸と平行な方向に補強部材を設けると、レンズ面を底面とした一種の箱形状となり、この様な箱形状を射出成形により加工を行なった場合、加熱溶融された樹脂が金型内に充填され、冷却固化する際に、箱形状の内側と外側で冷却速度に差が生じ、成形品に温度分布を与える結果、成形収縮率が不均一になり、形状誤差の原因となっている。
【0004】
特に、図7(図7(A)は平面図、図7(B)は側面図)に示すような一方のレンズ面Aが凹形状を有する長尺プラスチックレンズ10の場合に、前述のごとき成形収縮率不均一の影響が顕著であり、成形加工において箱形状の内側と外側の冷却速度の差から成形収縮率が不均一になり、特に、凹面A側で、かつ、長辺側の補強部材11aは図8(レンズ中央部の拡大断面図)に矢印にて示すような変形が著しく、その結果、中央10´付近のレンズ面が変形が大きくなり、形状誤差が増大してしまうという問題があった。
【0005】
本発明は、上述のごとき問題を解決するためになされたもので、
請求項1,2の発明は、少なくとも一方のレンズ面が凹形状を有し、周辺部に光軸と平行な方向に補強部材を有する長尺プラスチックレンズの形状精度を向上させること、
請求項3の発明は、長尺プラスチックレンズの形状精度を向上させるとともに、製品への組立性、保管時等の取扱いを向上させること、
請求項4,5の発明は、長尺プラスチックレンズの形状精度を向上させるとともに、成形用金型の加工性を向上させること、
請求項6,7の発明は、長尺プラスチックレンズの形状精度を向上させるとともに、補強部材によるレンズの補強効果を損なわないようにすること、
を目的としてなされたものである。
【0006】
【課題を解決するための手段】
請求項1の発明は、凹形状のレンズ面と凸形状のレンズ面を有し、周辺部に光軸方向と平行な方向に補強部材を有する長尺プラスチックレンズにおいて、凹形状面側でかつ長辺側の前記補強部材の終端部がレンズ面の母線形状からほぼ等距離になるような略曲率形状を有しており、凸形状面側でかつ長辺側の前記補強部材の終端部が直線となっていることを特徴とし、もって、レンズ面の形状精度、とりわけ、中央付近のレンズ面の形状精度を向上させるようにしたものである。
【0007】
請求項2の発明は、請求項1の発明において、前記略曲率形状の代わりに多角形状の補強部材を設けることにより、成形用金型の型加工を容易にしつつ、レンズ面の形状精度を向上させるようにしたものである。
【0008】
請求項3の発明は、請求項1の発明において、前記略曲率形状の補強部材の一部に直線部分を設けることにより、レンズ面の形状精度を向上させるとともに、レンズの組立性、或いは、取扱い性を向上させるようにしたものである。
【0009】
請求項4は、請求項3の発明において、前記略曲率形状部と直線部分の交点部分を略曲率形状にすることにより、成形用金型の型加工を容易にしつつ、レンズ面の形状精度を向上させるようにしたものである。
【0010】
請求項5の発明は、請求項2の発明において、前記多角形状の交点部分を略曲率形状にすることにより、成形用金型の型加工を容易にしつつ、レンズ面の形状精度を向上させるようにしたものである。
【0011】
請求項6の発明は、請求項1乃至5のいずれかの発明において、前記略曲率形状または多角形状の補強部材両端を結ぶ梁形状部を設けることにより、レンズ面の形状精度を向上させるとともに、補強部材の肉抜による成形品強度の低下を防止するようにしたものである。
【0012】
請求項7の発明は、請求項1の発明において、前記補強部材は、凸形状面側でかつ長辺側の補強部材の終端部が前記直線の部分とレンズ面の母線形状からほぼ等距離になるような略曲率形状または多角形状の部分とを有し、前記直線の部分が、短辺側の補強部材の端部とを結ぶ梁部を形成していることを特徴とし、もって、レンズ面の形状精度を向上させるとともに、補強部材の肉抜きによる成形品強度の低下を防止するようにしたものである。
【0013】
【発明の実施の形態】
(請求項1の発明)
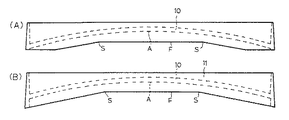
図1(A),図1(B)は、それぞれ請求項1の発明の実施形態を説明するための側面図で、この実施例は、図7及び図8において説明したように、レンズ10の少なくとも一方のレンズ面Aが凹形状を有し、周辺部に光軸L方向と平行な方向に補強部材11を有する長尺プラスチックレンズにおいて、図示のように、凹面A側で、かつ、長辺側の該補強部材の終端部Eがレンズ面の母線形状からほぼ等距離になるような略曲率形状にしたものである。
これにより、成形加工において、溶融樹脂が金型内に充填され、冷却固化する際に生じる補強部材の内外の温度差によって、特に変形が大きかった凹面側で、かつ、長辺側の補強部材の変形が抑えられ、中央付近のレンズ面の形状精度が他の部分と同等なものになることが確認された。
【0014】
(請求項2の発明)
図2(A),図2(B)は、それぞれ請求項2の発明の実施形態を説明するための側面図で、この実施例は、図1(A)、図1(B)に示した略曲率形状Eの代わりに、図示のように、レンズ面の母線形状からほぼ等距離になるような多角形状Fの補強部材を設けることでも、凹形状面側でかつ長辺側の補強部材の変形を少なくし、中央付近のレンズ面の変形を押えることができると共に、直線形状にすることにより、略曲率形状と比較して成形用金型の型加工を容易することができるようにしたものである。
【0015】
(請求項3の発明)
図3(A),図3(B)は、それぞれ請求項3の発明の実施形態を説明するための図で、この実施例は、図3(A)に示すように、前記略曲率形状の補強部材の中央部に直線部分Gを設けることにより製品への組み付けの際の位置決め部を併用できるようにし、或いは、図3(B)に示すように、両端に直線部分Gを設けることによって成形品の保管時の受け面として併用することができ、成形品の取扱いの性の向上を図ったものである。
【0016】
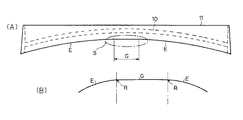
図4(A),図4(B)(図4(A)のS部拡大図)は、請求項4の発明の実施形態を説明するための図で、この実施例は、例えば、図3(A)に示した実施例において、図示のように、前記略曲率形状Eと直線部分Gの交点に略曲率形状Rを設けることで、成形用金型の型加工において、マシニングセンターによる加工や、ワイヤー放電加工といった汎用性があり、短時間で加工ができる加工機で加工を行なうことができ、型加工を容易にすることができるようにしたものである。
【0017】
(請求項5の発明)
上述のごとき略曲率形状Rは、図2に示したような多角形状の交点S部に設けてもよく、この場合も、前記同様マシニングセンターによる加工や、ワイヤー放電加工といった汎用性があり、短時間で加工ができる加工機で加工を行なうことができ、型加工を容易にすることができる。
【0018】
図5は、請求項6の実施形態を説明するための図で、この実施例は、図示のように、前記略曲率形状E(または多角形状F)の補強部材11の両端を結ぶ梁形状部11′を設け、これによって、補強部材の肉抜きによる成形品強度の低下を防止するようにしたものである。
【0019】
(請求項7の発明)
図6は、請求項7の発明の実施形態を説明するための図で、この実施例は、図示のように、レンズ面の凹形状面Aと凸形状面Bの2面からなる長尺プラスチックレンズにおいて、凸形状面B側で、かつ、長辺側の該補強部材の終端部がレンズ面の母線形状からほぼ等距離になるような略曲率形状E´(または多角形状F´)の補強部材11を設け、短辺側の該補強部材11bの端部を結ぶ梁形状11´を設け、これによって、さらに、レンズ面の形状精度を向上することができ、かつ、補強部材の肉抜きによる成形品強度の低下を防止することができるようにしたものである。
【0020】
【発明の効果】
請求項1の発明は、少なくとも一方のレンズ面が凹形状を有し、周辺部に光軸方向と平行な方向に補強部材を有する長尺プラスチックレンズにおいて、凹形状面側でかつ長辺側の前記補強部材の終端部がレンズ面の母線形状からほぼ等距離になるような略曲率形状にしたので、レンズ面の形状精度、とりわけ、中央付近のレンズ面の形状精度を向上させることができる。
【0021】
請求項2の発明は、請求項1の発明において、前記略曲率形状の代わりに多角形状の補強部材を設けるようにしたので、成形用金型の型加工を容易にしつつ、レンズ面の形状精度を向上させることができる。
【0022】
請求項3の発明は、請求項1の発明において、前記略曲率形状の補強部材の一部に直線部分を設けたので、レンズ面の形状精度を向上させるとともに、レンズの組立性、或いは取扱い性を向上させることができる。
【0023】
請求項4は、請求項3の発明において、前記略曲率形状部と直線部分の交点部分を略曲率形状にしたので、成形用金型の型加工を容易にしつつ、レンズ面の形状精度を向上させることができる。
【0024】
請求項5の発明は、請求項2の発明において、前記多角形状の交点部分に略曲率形状を設けるようにしたので、成形用金型の型加工を容易にしつつ、レンズ面の形状精度を向上させることができる。
【0025】
請求項6の発明は、請求項1乃至5のいずれかの発明において、前記略曲率形状または多角形状の補強部材両端を結ぶ梁形状部を設けたので、レンズ面の形状精度を向上させることともに、補強部材の肉抜による成形品の低下を防止することができる。
【0026】
請求項7の発明は、レンズ面が凹形状と凸形状の2面からなり、周辺部に光軸方向と平行な方向に補強部材を有する長尺プラスチックレンズにおいて、凸形状面側でかつ長辺側の前記補強部材の終端部がレンズ面の母線形状からほぼ等距離になるような略曲率形状または多角形状の補強部材を有し、短辺側の補強部材の端部とを結ぶ梁形状部を有するようにしたので、レンズ面の形状精度を向上させるとともに、補強部材の肉抜きによる成形品強度の低下を防止することができる。
【図面の簡単な説明】
【図1】 請求項1の発明の実施形態の一例を説明するための図である。
【図2】 請求項2の発明の実施形態の一例を説明するための図である。
【図3】 請求項3の発明の実施形態の一例を説明するための図である。
【図4】 請求項4の発明の実施形態の一例を説明するための図である。
【図5】 請求項6の発明の実施形態の一例を説明するための図である。
【図6】 請求項7の発明の実施形態の一例を説明するための図である。
【図7】 従来の長尺プラスチックレンズの例を説明するための要面図及び側面図である。
【図8】 図7に示したレンズの中央部断面図である。
【符号の説明】
10…レンズ、11…補強部材、A…レンズ10の凹面側、B…レンズ10の凸面側、E…略曲率形状部、F…多角形状部、G…直線部分、11′…梁形状部。
Claims (7)
- 凹形状のレンズ面と凸形状のレンズ面を有し、周辺部に光軸方向と平行な方向に補強部材を有する長尺プラスチックレンズにおいて、凹形状面側でかつ長辺側の前記補強部材の終端部がレンズ面の母線形状からほぼ等距離になるような略曲率形状を有しており、凸形状面側でかつ長辺側の前記補強部材の終端部が直線となっていることを特徴とする長尺プラスチックレンズ。
- 前記略曲率形状の代わりに多角形状の補強部材を有することを特徴とする請求項1の長尺プラスチックレンズ。
- 前記略曲率形状の補強部材の一部に直線部分を有することを特徴とする請求項1の長尺プラスチックレンズ。
- 前記略曲率形状部と直線部分の交点部分を略曲率形状にしたことを特徴とする請求項3の長尺プラスチックレンズ。
- 前記多角形状の交点近傍を略曲率形状にしたことを特徴とする請求項2の長尺プラスチックレンズ。
- 前記略曲率形状または多角形状の補強部材の両端を結ぶ梁形状部を有することを特徴とする請求項1乃至5のいずれかに記載の長尺プラスチックレンズ。
- 前記補強部材は、凸形状面側でかつ長辺側の補強部材の終端部が前記直線の部分とレンズ面の母線形状からほぼ等距離になるような略曲率形状または多角形状の部分とを有し、前記直線の部分が、短辺側の補強部材の端部とを結ぶ梁部を形成していることを特徴とする請求項1に記載の長尺プラスチックレンズ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16115996A JP3669773B2 (ja) | 1996-05-31 | 1996-05-31 | 長尺プラスチックレンズ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16115996A JP3669773B2 (ja) | 1996-05-31 | 1996-05-31 | 長尺プラスチックレンズ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09325202A JPH09325202A (ja) | 1997-12-16 |
| JP3669773B2 true JP3669773B2 (ja) | 2005-07-13 |
Family
ID=15729723
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16115996A Expired - Lifetime JP3669773B2 (ja) | 1996-05-31 | 1996-05-31 | 長尺プラスチックレンズ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3669773B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013020168A (ja) * | 2011-07-13 | 2013-01-31 | Ricoh Co Ltd | 光学レンズ、光走査装置、画像形成装置 |
| JP6862808B2 (ja) * | 2016-12-06 | 2021-04-21 | コニカミノルタ株式会社 | 光書き込み装置及び画像形成装置 |
| CN116454718B (zh) * | 2023-06-13 | 2023-08-11 | 深圳市镭硕光电科技有限公司 | 激光器 |
-
1996
- 1996-05-31 JP JP16115996A patent/JP3669773B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09325202A (ja) | 1997-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2495096B1 (en) | Optical component and method of making the same | |
| JP4241690B2 (ja) | 樹脂レンズの成形方法 | |
| JP4043560B2 (ja) | 光学レンズ | |
| JP3669773B2 (ja) | 長尺プラスチックレンズ | |
| US4705092A (en) | Manufacturing method for an integral type crankshaft bearing cap | |
| JPH078406B2 (ja) | タイヤモールドのスモールセグメント鋳造用分割金型 | |
| EP0294219B1 (en) | Polygon mirror | |
| JPH0266501A (ja) | 中空導波路の製造方法 | |
| JPH09131802A (ja) | プラスチックレンズ、及びプラスチックレンズ用金型 | |
| EP0294218A2 (en) | Manufacturing process for polygonal mirror | |
| CN113169642B (zh) | 螺旋件的生产、用于螺旋件的永久模、以及螺旋件 | |
| EP1329756B1 (en) | Metal ring-fitted optical device | |
| JP4088157B2 (ja) | プラスチック光学素子注入型の製造方法 | |
| JP2903056B2 (ja) | スパイラル刃物 | |
| JP2542583B2 (ja) | モ−ルドステ−タの製造方法 | |
| JP3412543B2 (ja) | 電気接続箱 | |
| JPH08238681A (ja) | レンズバレルおよびその成形用金型 | |
| KR930003582B1 (ko) | 스티어링 휘일 코어 | |
| JPH0558247U (ja) | 2個取り射出成形金型 | |
| CN223235010U (zh) | 冒口颈远离定位面的差速器壳体毛坯及生产其的铸造模具 | |
| JP2827804B2 (ja) | ステアリングホイールの成型方法 | |
| JP2598747Y2 (ja) | 鋳造用模型および鋳物 | |
| JPH0314334Y2 (ja) | ||
| JP2851797B2 (ja) | Icカードの製造用金型 | |
| JPH09243951A (ja) | 合成樹脂製回転多面鏡製造用金型、および合成樹脂製回転多面鏡製造装置、並びに合成樹脂製回転多面鏡製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050208 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050316 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050412 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050412 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080422 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100422 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100422 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110422 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120422 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140422 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |