JP3674601B2 - 熱延鋼板の製造方法 - Google Patents
熱延鋼板の製造方法 Download PDFInfo
- Publication number
- JP3674601B2 JP3674601B2 JP2002135279A JP2002135279A JP3674601B2 JP 3674601 B2 JP3674601 B2 JP 3674601B2 JP 2002135279 A JP2002135279 A JP 2002135279A JP 2002135279 A JP2002135279 A JP 2002135279A JP 3674601 B2 JP3674601 B2 JP 3674601B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- hot
- rolling
- decarburization
- finish rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Metal Rolling (AREA)
Description
【発明の属する技術分野】
本発明は、表面性状の優れた熱延鋼板の製造方法に関する。
【0002】
【従来の技術】
配電盤等に用いられる熱延鋼板には優れた表面性状のものが求められる。熱延鋼板は、一般に複数の圧延機列を備える圧延工程において製造されるが、各圧延機列の間や仕上圧延機列の各スタンドの間などの搬送中に、鋼板表面にはスケールが生成する。熱間鋼板の表面に厚いスケールが生成した場合や、生成したスケールが圧延機列のロールに付着してその形状がロール表面に転写された場合には、熱延鋼板の表面にうろこ状や散砂状のスケール性欠陥が発生し、表面性状や歩留りの低下を招く。
【0003】
このため、たとえば特開2000-246325号公報に示されるように、熱延鋼板の製造工程においては、各圧延機列の間や仕上圧延機列の各スタンドの間にデスケーリングの工程を設けるのが一般的となっている。特に、このようなデスケーリング工程は、仕上圧延機列の入側スタンドの直近に設けるのが最も効果的であると考えられてきた。このような対策により、熱延鋼板のスケールに起因する表面性状の低下を防止することができる。
【0004】
【発明が解決しようとする課題】
しかし、上記の対策を講じても熱延鋼板の表面には白スジ模様が発生する。本発明者らは、この白スジ模様が発生した鋼板の表面性状を詳細に調査した結果、白スジ模様が発生した箇所においては、従来のスケール性欠陥に見られるようなスケールの噛み込みや圧延ロールからの転写による肌荒れなどは認められなかった。そこで、本発明者らは、白スジ模様が鋼板の各部位における表面粗さの微細な相違によって発生すると仮定してさらに調査した。
【0005】
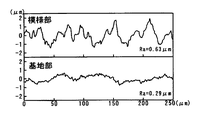
図1は、白スジ模様が発生した鋼板の表面粗さを示す図である。なお、表面粗さは、SEMを用いて鋼板表面を計測した。また、目視で観察した結果、白スジ模様が認められる箇所を「模様部」とし、白スジ模様が認められない箇所を「基地部」として図中に示す。「模様部」および「基地部」の定義は、以下の説明において特にことわらない限り同様である。
【0006】
図1に示すように、基地部の表面粗さがRaで0.29μmであるのに対し、模様部の表面粗さはRaで0.63μmであった。即ち、上記の白スジ模様は鋼板表面に表面粗さが大きい部分と表面粗さが小さい部分とが存在することによって生じるものと考えられる。更に、白スジ模様が発生した箇所のミクロ組織を観察したところ、模様部と基地部とでは脱炭の発生状況が相違し、特に、模様部において脱炭が促進されていることが判明した。
【0007】
仕上圧延後に発生した白スジ模様のサイズを仕上圧延前のサイズに換算したところ、この白スジ模様は仕上圧延前には点状の模様となることが分かった。即ち、白スジ模様の発生は仕上圧延前の鋼板の表面状態に起因しているものと考えられる。粗圧延機列による圧延終了後には、鋼板表面にブリスターと呼ばれるスケールの膨れが発生する場合があり、ブリスターの発生により生じた空間(スケールと鋼板の間の空間)では炭素が濃化するため、その位置での鋼板表面は脱炭状態となり易い。このように鋼板表面に部分的な脱炭が発生すると、脱炭が発生した部分と発生していない部分との間には、白スジ模様が生じ、鋼板の表面性状を低下させる。
【0008】
脱炭の発生を防止する方法として、例えば特開平6-182424号公報には、炭素鋼材の表面にAl2O3−SiO2またはSiO2をペースト状にした脱炭防止剤を塗布した後、所定の温度に加熱し、その後熱間圧延する炭素鋼材の表面肌荒れ防止熱間圧延方法が開示されている。しかし、この方法を適用するためには新たな設備投資が必要となり、製造コストの上昇を招く。
【0009】
本発明は、上記の問題を解決するためになされたものであり、粗圧延機列による圧延時に生成するブリスターに起因して発生する鋼板表面の部分的な脱炭を仕上圧延前に回復させること、または、仕上圧延機列による圧延の開始前に鋼板全体を均一に脱炭させることにより、白スジ模様の発生を抑制して表面性状の優れた熱延鋼板を製造する方法を提供することを目的とする。
【0010】
なお、「白スジ模様」とは、数μm程度までの微細な粗度変化によってもたらされ、目視できる鋼板表面の模様をいい、粗度が数10μm単位で異なる肌荒れとは相違する。
【0011】
【課題を解決するための手段】
本発明は、下記の▲1▼および▲2▼に示す熱延鋼板の製造方法を要旨とする。
【0012】
▲1▼粗圧延した鋼板をデスケーリングした後、仕上圧延する熱延鋼板の製造方法であって、デスケーリング終了から仕上圧延開始までの時間t(sec)と仕上圧延の直前の鋼板表面温度T(℃)との関係が下記の(1)式を満たすことを特徴とする熱延鋼板の製造方法(以下、第1の方法という)。
t>−0.0004×T2+0.0579×T−32.60 …(1)
▲2▼粗圧延した鋼板を再加熱し、デスケーリングした後、仕上圧延する熱延鋼板の製造方法であって、再加熱を下記の(2)式および(3)式を満たす条件で行うことを特徴とする熱延鋼板の製造方法(以下、第2の方法という)。
【0013】
但し、上記の(2)式および(3)式中のTrは粗圧延終了直後の鋼板表面温度(℃)を意味し、Tは仕上圧延開始直前の鋼板表面温度(℃)を意味し、またT0は再加熱を行わない条件での仕上圧延開始直前の鋼板表面温度(℃)を意味する。
ΔT>0.0005817×Tr2−1.3471×Tr+786.78 …(2)
ΔT=T−T0 …(3)
なお、以下の説明において、(3)式で表されるΔTを加熱昇温量と呼ぶ。
【0014】
【発明の実施の形態】
以下、本発明の内容を図を参照して説明する。
(1)白スジ模様の発生と鋼板表面の粗さ分布との関係について
試験機および実機を用いて、仕上圧延前の鋼板表面温度を900〜1100℃として板厚1.6〜2.0mmのSPHC鋼を作製し、試験片とした。それぞれの試験片について、目視により全体観察して白スジ模様の発生状況を調査した。全体観察の結果、白スジ模様が認められた試験片については、模様部および基地部のそれぞれの表面粗さ(Ra)を測定し、白スジ模様が認められなかった試験片については、微視的に表面粗さが大きい部分(ここでは、この部分を模様部という)および小さい部分(基地部)のそれぞれの表面粗さ(Ra)を測定した。
【0015】
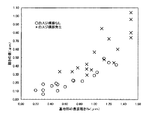
図2は、白スジ模様の発生状況、模様部と基地部との表面粗さ(Ra)の差および基地部の表面粗さ(Ra)の関係を示す図である。なお、図中の「○白スジ模様なし」とは、試験片表面を目視により全体観察した結果、白スジ模様が認められなかった試験片を意味し、微視的に観察した結果、若干の表面粗さ(Ra)の差が見られた試験片を含む。また、図中の「×白スジ模様発生」とは、試験片表面を目視により全体観察した結果、白スジ模様が認められた試験片を意味する。
【0016】
図2に示すように、白スジ模様の発生状況と鋼板の表面粗さとの関係には、一定の相関関係がある。従って、鋼板の基地部と模様部の表面粗さの差を小さくすることにより、白スジ模様の発生を回避できる。
(2)第1の方法について
第1の方法は、粗圧延機列による圧延時に生成するブリスターに起因して発生する鋼板表面の部分的な脱炭を仕上圧延前に回復させることにより、白スジ模様の発生を抑制して表面性状の優れた熱延鋼板を製造する方法である。
【0017】
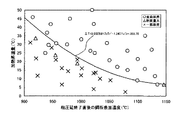
図3は、脱炭の発生状況、デスケーリング終了から仕上圧延開始までの時間および仕上圧延前の鋼板表面温度の関係を示す図である。なお、この実験は、SPHC鋼を用いて、仕上圧延機列の入側での板厚を29〜31mmとし、仕上圧延機列での圧延後の板厚を1.6〜2.0mmとして熱延鋼板を作製して各種の調査をしたものである。また、脱炭発生状況を調査した結果、鋼板表面に発生した脱炭の面積が鋼板面積の10%以下であった場合を「○脱炭なし」とし、10%を超え30%未満であった場合を「△一部脱炭」とし、また、30%以上であった場合を「×脱炭量大」として評価した。
【0018】
図3に示すように、脱炭の発生状況とデスケーリング終了から仕上圧延開始までの時間および仕上圧延前の鋼板表面温度にはある程度の相関関係があり、脱炭の発生を鋼板面積の10%以下に制限するためには、下記の(1)式を満たす必要がある。但し、(1)式中のtは、デスケーリング終了から仕上圧延開始までの時間(sec)を意味し、Tは仕上圧延の直前の鋼板表面温度(℃)を意味する。
t>−0.0004×T2+0.0579×T−32.60 …(1)
上記の(1)式を満たすように熱延鋼板を製造すれば、鋼板表面に発生した脱炭の回復を十分に行うことができるため、白スジ模様が発生せず表面性状に優れた熱延鋼板を得ることができる。
(3)第2の方法について
第2の方法は、仕上圧延機列による圧延の開始前に鋼板全体を均一に脱炭させることにより、白スジ模様の発生を抑制して表面性状の優れた熱延鋼板を製造する方法である。
【0019】
図4は、脱炭の発生状況、加熱昇温量および粗圧延終了直後の鋼板表面温度の関係を示す図である。この実験は、SPHC鋼を用いて、仕上圧延機列の入側での板厚を29〜31mmとし、仕上圧延機列での圧延後の板厚を1.6〜2.0mmとして熱延鋼板を作製して各種の調査をしたものである。脱炭発生状況を調査した結果、鋼板表面に発生した脱炭の面積が鋼板面積の90%以上であった場合を「○全面脱炭」とし、30%を超え90%未満であった場合を「△脱炭量大」とし、また、30%以下であった場合を「×一部脱炭」として評価した。
【0020】
図4に示すように、脱炭の発生状況と加熱昇温量および仕上圧延前の鋼板表面温度には一定の程度の相関関係があり、脱炭の発生を鋼板面積の90%以上とするためには、下記の(3)式で求められる加熱昇温量ΔTを下記の(2)式を満たす条件とする必要がある。但し、下記の(2)式および(3)式中のTrは粗圧延終了直後の鋼板表面温度(℃)を意味し、Tは仕上圧延開始直前の鋼板表面温度(℃)を意味し、またT0は再加熱を行わない条件での仕上圧延開始直前の鋼板表面温度(℃)を意味する。
ΔT>0.0005817×Tr2−1.3471×Tr+786.78 …(2)
ΔT=T−T0 …(3)
上記の(2)式を満たすように熱延鋼板を製造すれば、鋼板表面の全面を均一に脱炭することができるので、白スジ模様が発生せず表面性状に優れた熱延鋼板を得ることができる。
【0021】
【実施例】
(実施例1)
第1の方法による白スジ模様防止の効果を確かめるため、下記の実験を行った。
【0022】
図5は、実験に使用した熱間圧延装置の一部を模式的に示す図である。実験では、図5に示す熱間圧延装置を用いて、粗圧延機列(図示しない)で圧延した鋼板1をデスケーラD1〜D3のうち2以上のデスケーラを使用してデスケーリングし、その後、仕上圧延機列Fによって仕上圧延して1.6〜2.0mmの厚さの鋼板を作製し、これを供試材とした。なお、図中のF1は仕上圧延機列の第1スタンドを意味する。また、上記の実験に供した鋼は、SPHC鋼である。これらの設定条件、脱炭発生状況および白スジ模様発生状況を表1に示す。
【0023】
【表1】

表1に示すように、本発明例1〜3はいずれも、デスケーリング終了から仕上圧延開始までの時間(sec)が前記の(1)式で示される範囲内であるため、鋼板表面に発生した脱炭の面積が鋼板面積の10%以下であり、白スジ模様は発生しなかった。一方、比較例1〜9はいずれも、デスケーリング終了から仕上圧延開始までの時間(sec)が前記の(1)式で示される範囲外であるため、鋼板表面に発生した脱炭の面積が鋼板面積の10%を超え、白スジ模様が発生した。
【0025】
(実施例2)
第2の方法による白スジ模様防止の効果を確かめるため、下記の実験を行った。
【0026】
図5に示す熱間圧延装置を用いて、表2に示す条件で再加熱した後、いずれの実施例においても(1)式を満たさない条件でデスケーリングを行い、仕上圧延機列Fによって仕上圧延して1.6〜2.0mmの厚さの鋼板を作製し、これを供試材とした。再加熱条件、デスケーリング条件、脱炭発生状況および白スジ模様発生状況を表2に示す。
【0027】
【表2】
表2に示すように、本発明例4〜13はいずれも、本発明の(1)式を満たさない条件でデスケーリングを行ったが、(2)式を満たす条件で再加熱を行っているため、鋼板の全面に脱炭が発生して、白スジ模様が発生しなかった。一方、比較例10〜20はいずれも、本発明の(1)式および(2)式を持たさない条件で、再加熱、デスケーリングを行ったため、鋼板の全面に脱炭を発生せず、白スジ模様が発生した。
【0029】
【発明の効果】
本発明の第1の方法によれば、鋼板表面に発生した脱炭の回復を十分に行うことができる。また、第2の方法によれば、鋼板表面の全面を均一に脱炭することができる。これらにより、白スジ模様が発生せず表面性状に優れた熱延鋼板を得ることができる。
【図面の簡単な説明】
【図1】白スジ模様が発生した鋼板の表面粗さを示す図である。
【図2】白スジ模様の発生状況、模様部と基地部との表面粗さ(Ra)の差および基地部の表面粗さ(Ra)の関係を示す図である。
【図3】脱炭の発生状況、デスケーリング終了から仕上圧延開始までの時間および仕上圧延前の鋼板表面温度の関係を示す図である。
【図4】脱炭の発生状況、加熱昇温量および仕上圧延前の鋼板表面温度の関係を示す図である。
【図5】実験に使用した熱間圧延装置の一部を模式的に示す図である。
【符号の説明】
1.鋼板、D1〜D3.デスケーラ、F.仕上圧延機列
Claims (2)
- 粗圧延した鋼板をデスケーリングした後、仕上圧延する熱延鋼板の製造方法であって、デスケーリング終了から仕上圧延開始までの時間t(sec)と仕上圧延の直前の鋼板表面温度T(℃)との関係が下記の(1)式を満たすことを特徴とする熱延鋼板の製造方法。
t>−0.0004×T2+0.0579×T−32.60 …(1) - 粗圧延した鋼板を再加熱し、デスケーリングした後、仕上圧延する熱延鋼板の製造方法であって、再加熱を下記の(2)式および(3)式を満たす条件で行うことを特徴とする熱延鋼板の製造方法。
ΔT>0.0005817×Tr2−1.3471×Tr+786.78 …(2)
ΔT=T−T0 …(3)
但し、上記の(2)式および(3)式中の各記号の意味は下記のとおりである。
Tr:粗圧延終了直後の鋼板表面温度(℃)
T:仕上圧延開始直前の鋼板表面温度(℃)
T0:再加熱を行わない条件での仕上圧延開始直前の鋼板表面温度(℃)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002135279A JP3674601B2 (ja) | 2002-05-10 | 2002-05-10 | 熱延鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002135279A JP3674601B2 (ja) | 2002-05-10 | 2002-05-10 | 熱延鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003326301A JP2003326301A (ja) | 2003-11-18 |
| JP3674601B2 true JP3674601B2 (ja) | 2005-07-20 |
Family
ID=29697645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002135279A Expired - Fee Related JP3674601B2 (ja) | 2002-05-10 | 2002-05-10 | 熱延鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3674601B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104190722B (zh) * | 2014-08-13 | 2016-03-09 | 江苏省沙钢钢铁研究院有限公司 | 一种sphc热轧带钢头部氧化铁皮缺陷的控制方法 |
| CN105921515B (zh) * | 2016-05-20 | 2018-10-19 | 首钢集团有限公司 | 热轧高强钢汽车板除鳞方法 |
| JP7094749B2 (ja) * | 2018-03-27 | 2022-07-04 | ダイハツ工業株式会社 | 鋼板表面のスジ状模様の検査方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06269840A (ja) * | 1993-03-18 | 1994-09-27 | Sumitomo Metal Ind Ltd | 表面性状の良い熱延鋼板の製造方法 |
| JP3345769B2 (ja) * | 1996-10-30 | 2002-11-18 | 日本鋼管株式会社 | 熱延鋼帯の製造方法およびこの方法に使用する熱間圧延設備列 |
| JPH10128426A (ja) * | 1996-10-31 | 1998-05-19 | Nippon Steel Corp | デスケーリング方法 |
| JP3546617B2 (ja) * | 1996-12-05 | 2004-07-28 | Jfeスチール株式会社 | 表面性状に優れた鋼板の製造方法 |
| JPH11129016A (ja) * | 1997-10-30 | 1999-05-18 | Nippon Steel Corp | タイトスケール性の良好な熱延鋼板の製造方法 |
| JP2000045034A (ja) * | 1998-07-29 | 2000-02-15 | Nkk Corp | 表面性状に優れた鋼板の製造方法 |
| JP3491605B2 (ja) * | 2000-07-14 | 2004-01-26 | 住友金属工業株式会社 | 表面性状に優れた熱延鋼板の製造方法および設備 |
-
2002
- 2002-05-10 JP JP2002135279A patent/JP3674601B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003326301A (ja) | 2003-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3674601B2 (ja) | 熱延鋼板の製造方法 | |
| JP3121959B2 (ja) | ステンレス冷延鋼帯の製造方法 | |
| CN103042055B (zh) | 热轧钢坯粗轧除鳞方法 | |
| JP3296374B2 (ja) | オーステナイト系ステンレス鋼熱間圧延時のデスケーリング方法 | |
| JP3389867B2 (ja) | スケールの薄い熱延鋼帯の製造方法 | |
| JP3475785B2 (ja) | 薄鋼板の熱間圧延方法およびその装置 | |
| JP2000282152A (ja) | 加工性に優れたフェライト系ステンレス鋼板の製造方法 | |
| KR20090067870A (ko) | 면 거침이 개선되는 페라이트계 스테인리스강의 제조방법 | |
| JP3882465B2 (ja) | 表面性状の良好な熱延鋼板の製造方法 | |
| JP2002079304A (ja) | 熱間圧延方法および設備 | |
| JP4332991B2 (ja) | 熱間圧延設備 | |
| JP3425017B2 (ja) | 熱延鋼板の製造方法 | |
| JP3361969B2 (ja) | 表面性状に優れた薄物熱延鋼板の製造方法 | |
| JP3591475B2 (ja) | 表面性状の良好な薄鋼板の製造方法およびdr圧延機 | |
| JPH0751732A (ja) | 表面性状の優れた鋼板の熱間圧延方法 | |
| JP3473534B2 (ja) | Cr系ステンレス鋼板の熱間圧延方法 | |
| KR20100001842A (ko) | 열연강판의 적스케일 저감을 위한 슬라브 가열 방법 | |
| JPH06335706A (ja) | 表面品質の優れた熱延鋼板の製造方法 | |
| JPS6213201A (ja) | 溶融亜鉛めつきエンボス鋼板の製造方法 | |
| JP3449259B2 (ja) | 表面性状に優れたp添加熱延鋼板の製造方法 | |
| JPH06182402A (ja) | 高光沢ステンレス鋼板及びその製造方法 | |
| JP3422891B2 (ja) | 熱延鋼板の製造方法 | |
| JP3410245B2 (ja) | ステンレス鋼板の熱間粗圧延方法 | |
| JP3841009B2 (ja) | 熱延鋼板の製造方法 | |
| SU835536A1 (ru) | Способ получени листов дл офсетнойпЕчАТи |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040623 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20040625 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050418 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3674601 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 9 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |