JP3729544B2 - 細管ヒータ - Google Patents
細管ヒータ Download PDFInfo
- Publication number
- JP3729544B2 JP3729544B2 JP32861995A JP32861995A JP3729544B2 JP 3729544 B2 JP3729544 B2 JP 3729544B2 JP 32861995 A JP32861995 A JP 32861995A JP 32861995 A JP32861995 A JP 32861995A JP 3729544 B2 JP3729544 B2 JP 3729544B2
- Authority
- JP
- Japan
- Prior art keywords
- coating layer
- resin coating
- resin
- heater according
- thin tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229920005989 resin Polymers 0.000 claims description 74
- 239000011347 resin Substances 0.000 claims description 74
- 239000011247 coating layer Substances 0.000 claims description 69
- 238000010438 heat treatment Methods 0.000 claims description 35
- 229910052751 metal Inorganic materials 0.000 claims description 26
- 239000002184 metal Substances 0.000 claims description 26
- 239000000843 powder Substances 0.000 claims description 20
- 239000010410 layer Substances 0.000 claims description 18
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 claims description 10
- 238000009413 insulation Methods 0.000 claims description 9
- 229920001721 polyimide Polymers 0.000 claims description 9
- 229910010272 inorganic material Inorganic materials 0.000 claims description 8
- 239000011147 inorganic material Substances 0.000 claims description 8
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 claims description 6
- 239000011521 glass Substances 0.000 claims description 5
- 239000000395 magnesium oxide Substances 0.000 claims description 5
- 239000004642 Polyimide Substances 0.000 claims description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 4
- 238000000034 method Methods 0.000 claims description 4
- 239000002904 solvent Substances 0.000 claims description 4
- 239000010935 stainless steel Substances 0.000 claims description 4
- 229910001220 stainless steel Inorganic materials 0.000 claims description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 3
- 239000004962 Polyamide-imide Substances 0.000 claims description 3
- 239000004693 Polybenzimidazole Substances 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 239000010949 copper Substances 0.000 claims description 3
- 229920002312 polyamide-imide Polymers 0.000 claims description 3
- 229920002480 polybenzimidazole Polymers 0.000 claims description 3
- 229920002050 silicone resin Polymers 0.000 claims description 3
- 238000001035 drying Methods 0.000 claims description 2
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 claims 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 239000007788 liquid Substances 0.000 description 5
- 239000009719 polyimide resin Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000015556 catabolic process Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229920006015 heat resistant resin Polymers 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 238000007602 hot air drying Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images






Landscapes
- Resistance Heating (AREA)
Description
【発明の属する技術分野】
本発明は電力負荷密度を向上させた細管ヒータに関する。
【0002】
【従来の技術】
従来の水等の液体や空気を加熱するヒータ10は、図7に示すように、コア12に発熱線14をコイル状に巻回し、その外側にポリイミド樹脂テープ16を巻き、さらにその外側にフッ素樹脂等からなる耐熱性樹脂被覆層18を設けたものであった。
あるいは図9に示すように、金属管22内に発熱線14を配し、発熱線14と金属管22との管の空間にマグネシア等の無機粉末24を充填したシーズヒータ26が知られている。
【0003】
【発明が解決しようとする課題】
上記従来のヒータ10は、コア12に発熱線14をコイル状に巻回しているから、単位長さあたりどの位の容量のヒータ線とするかの容量調節は比較的容易に行えるという利点がある。
しかしながら、電力負荷密度が低いという問題点があった。
従来の被覆発熱体の電力負荷密度が低い理由は次のようなことが考えられる。
すなわち、コア12に発熱線14をコイル状に巻回し、さらにその上にポリイミド樹脂テープ16を巻きつける構成にしているため、図8に示すように、発熱線14が介在するが故に、コア12とポリイミド樹脂テープ16との間に空隙20が生じ易いのである。
【0004】
この空隙20の空気層が断熱層として作用し、局部加熱される結果、該部位のポリイミド樹脂テープ16や耐熱性樹脂被覆層18が炭化したり、溶けたりして耐圧不良を起こすこととなる。
したがって、ポリイミド樹脂テープ16、耐熱性樹脂被覆層18の有する耐熱性から想定される最大の耐電力負荷密度下では使用することができず、これよりもかなり低い安全な電力負荷密度下で使用せざるを得なかった。因みに従来のヒータ10の電力負荷密度は高々6〜7W/cm2 程度でしかなかった。
したがってまた必要な容量を確保するためには必然的に長尺なものを使用せざるを得ず、大型化するという課題があった。
さらには、空隙20の空気層が断熱層として作用することから、加熱効率が悪く、特に温度の立ち上がりが遅くなるという課題があった。
図9に示すシーズヒータ26の場合は、一般的に、大径の金属管内に発熱線14を配し、その周囲に無機粉末24を充填したものをドローイングして所望の径のシーズヒータ26に形成しており、ドローイングにより無機粉末の充填密度が高くなってはいるが、やはり空気が混入しているから、加熱効率が悪く、特に温度の立ち上がり特性に劣るという課題があった。
【0005】
そこで、本発明は上記問題点を解決すべくなされたものであり、その目的とするところは、電力負荷密度が向上し、小型化が図れ、また温度の立ち上がり特性に優れる細管ヒータを提供することにある。
【0006】
【課題を解決するための手段】
上記課題を解決するため、本発明に係る細管ヒータは、単線よりなる発熱素線に樹脂被覆層を設け、該樹脂被覆層上に金属管を被覆した細管ヒータであって、前記樹脂被覆層は、前記発熱素線上に形成された第1の樹脂被覆層と、該第1の樹脂被覆層上に形成された第2の樹脂被覆層からなり、前記第1の樹脂被覆層が200℃以上の耐熱絶縁性能を有する樹脂からなると共に、前記金属管は、前記第2の樹脂被覆層上に大径の管をロール掛け、あるいはダイス引きするドローイングにより縮径されて前記第2の樹脂被覆層上に密着して形成されていることを特徴としている。
発熱素線に樹脂被覆層を設けたので、発熱素線と樹脂被覆層との間に空隙が生じず、これによる局部加熱が避けられるから、高い電力負荷密度での使用が可能となり、小型化が図れ、また加熱効率も向上して温度の立ち上がり特性を改善できる。
また金属管を被覆することにより、外傷がつかず、またハンドリングが容易になる。
【0007】
前記第1の樹脂被覆層は、前記発熱素線に、溶媒に溶解された前記樹脂の樹脂液を塗布した後熱風乾燥する被覆層形成処理を数回から数十回繰り返して厚さ25μm以上のものに形成すると好適で、これにより密着性のよい、かつピンホールのない被覆層となり、前記作用効果をより効果的に達成できる。
また前記200℃以上の耐熱絶縁性能を有する第1の樹脂被覆層を、ポリイミド、ポリアミドイミドまたはポリベンゾイミダゾール等からなる樹脂で形成することができる。
さらに前記第2の樹脂被覆層をフッ素樹脂もしくはシリコーン樹脂で形成することができる。
【0008】
また前記樹脂被覆層の少なくとも1層に無機材料からなる粉体が混入することにより、耐熱絶縁性能をより向上させることができる。
前記無機材料からなる粉体は30wt%以下の量で混入すると好適である。
前記無機材料からなる粉体は、マグネシア、アルミナ、窒化アルミニウム、ガラスの粉末から選ばれる1種以上の粉体を混入することができる。
また前記金属管は銅、アルミニウムまたはステンレスの管を好適に用いることができる。
【0009】
【発明の実施の形態】
以下、本発明の好適な実施の形態を添付図面に基づいて詳細に説明する。
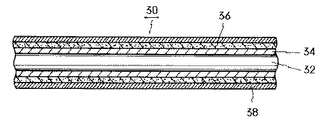
図1は細管ヒータ30の実施の形態を示す断面図である。
32は単線からなる発熱素線である。該発熱素線32は、鉄クロム線あるいはニッケルクロム線等を用いることができる。
発熱素線32の断面形状は前記したように、円形、楕円または矩形等とすることができ、特に断面形状には限定されない。
34は第1の樹脂被覆層であり、発熱素線32上に密着して形成されている。この樹脂被覆層34はポリイミド、ポリアミドイミドまたはポリベンゾイミダゾール樹脂等の200℃以上の耐熱性を有する樹脂で形成されている。
該樹脂被覆層34は厚さ25μm以上、好ましくは25〜30μm程度のものに形成するとよい。
【0010】
樹脂被覆層34は、溶媒で溶解した上記樹脂の樹脂液中に発熱素線32をディッピング等するなどして、発熱素線32に上記樹脂液を塗布して後、熱風乾燥して溶媒を飛ばして被覆層を形成する被覆層形成処理を数回から数十回(3〜20回程度)繰り返して所望の厚さの被覆層に形成することができる。これによりピンホールのない、かつ発熱素線32に対する密着性の良好な被覆層とすることができる。
あるいは、発熱素線32上に上記樹脂を所定の厚さに押出成形して、発熱素線32上に樹脂被覆層34を形成するようにすることもできる。
【0011】
36は第2の樹脂被覆層であり、樹脂被覆層34の外周上に 形成されている。
該樹脂被覆層36は厚さ50μm程度のフッ素樹脂層あるいはシリコーン樹脂層を設けると好適である。
38は第2の樹脂被覆層36を覆って設けた金属管である。金属管38には、銅(銅合金を含む)、アルミニウム、ステンレス等を用いることができ、場合によっては鉄系合金なども用いることができる。
第2の樹脂被覆層36上に金属管38を密着して形成するには、大径の管をロール掛け、あるいはダイス引きするドローイングによりシーズヒータと同様にして形成することができる。
上記のように形成された細管ヒータ30の外径は、例えば1〜3mmなど種々の太さのものにすることができる。
【0012】
水中で使用した場合の耐電力負荷密度の結果は次の通りである。
上記実施の形態の25W/cm2 のワット密度(200℃)の細管ヒータ30の場合、水中に入れて100時間通電後、水中耐圧 1500V でも絶縁が破壊しなかった。20W/cm2 のワット密度(145℃)の細管ヒータ30では500時間以上水中に入れて通電した後でも絶縁破壊を起こさなかった。
このように大きな電力負荷密度が得られるのは、水中において、金属管が均等熱放散を行うので、沸騰境膜でのローカルスポット(空隙)が生じにくくなるからである。
因みに、図7に示す従来のヒータ10で同様の試験を行ったところ、10W/cm2 のワット密度で絶縁破壊を起こした。原因としては前記したように空隙20が生じているからと考えられる。
なお、発熱素線32にフッ素樹脂層からなる樹脂被覆層36のみを直接形成した15W/cm2 のワット密度のヒータ(金属管の被覆なし)を製造して同様の試験を行ったところ、1500V,1分間の水中耐圧で絶縁が破壊した。
【0013】
流水中において水温が安定するまでの時間を計測した結果は図2に示すように、本実施の形態の細管ヒータ30の場合は約15秒であったが、図7に示す従来のヒータ10では25秒を要した。
なお、細管ヒータ30およびヒータ10は同一容量のものに調整し、本実施の形態のものはコイル状に巻回した状態のものを使用し、両細管ヒータ30、ヒータ10をガラスパイプ中に配置し、1l/minの流水で試験をした。
【0014】
空中で使用した結果は次の通りである。
本実施の形態の細管ヒータ30の場合、0.9W/cm2 のワット密度(180℃)で100時間連続通電後、樹脂被覆層36(フッ素樹脂層)に劣化が見られなかった。
図7に示すヒータ10の場合は、0.65W/cm2 のワット密度(150℃)でフッ素樹脂層に劣化が見られた。
また、発熱素線32に直接フッ素樹脂層のみを形成したヒータでは、0.8W/cm2 のワット密度(165℃)でフッ素樹脂層に劣化が見られた。
このように、本実施の形態の細管ヒータ30は空中での使用の場合にも従来のものあるいは比較例のものに比して高い電力負荷密度で使用が可能となった。
また、金属管38で覆っていることから、外部からの衝撃を受けても傷が発生しにくく、ハンドリングも容易となった。
【0015】
図3は第2の実施の形態を示す。
図1に示すものと同一の部材は同一符号を付して説明を省略する。
本実施の形態では、第2の樹脂被覆層36に、マグネシア、アルミナ、窒化アルミニウム、ガラス等の無機材料からなる粉体を混入させている。
これら無機粉体の混入量が30wt%以下が好適であり、また1種に限られず、2種以上を混合して用いてもよい。
無機粉体を混入させることにより、耐熱絶縁性能がより向上し、また強度的にも優れる。第2の樹脂被覆層36の硬度が増すから、ステンレス等の固い素材の金属管38をドローイングにより形成する場合に好適である。また窒化アルミニウムを混入した場合には熱伝導性に優れるから、温度の立ち上がり特性もより向上した。
その他の電気的特性も図1に示すものと同等の結果が得られた。
【0016】
図4は第3の実施の形態を示す。
図1に示すものと同一の部材は同一符号を付して説明を省略する。
本実施の形態では、第1の樹脂被覆層34に、マグネシア、アルミナ、窒化アルミニウム、ガラス等の無機材料からなる粉体を混入させている。
これら無機粉体の混入量は30wt%以下が好適であり、また1種に限られず、2種以上を混合して用いてもよい。
無機粉体を混入させることにより、耐熱絶縁性能がより向上し、また強度的にも優れる。特に窒化アルミニウムを混入した場合には熱伝導性に優れるから、温度の立ち上がり特性もより向上した。
その他の電気的特性も図1に示すものと同等の結果が得られた。
なお、第1および第2の両樹脂被覆層34、36に無機粉体を混入させることもできる。
【0017】
図5は第4の実施の形態を示す。
本実施の形態では、図1のものにおいて第2の樹脂被覆層36を省いて、第1の樹脂被覆層34上に直接金属管38を設けている。
本実施の形態でも第1の樹脂被覆層34に前記と同様の材質のものを用いることにより発熱素線32との密着性は良好で両者間に空隙は生じないから、前記各実施の形態と同様に優れた電気的特性が得られ、高い電力負荷密度が得られる。樹脂被覆層は1層、2層に限られず、3層以上の多層に設けることもできる。
【0018】
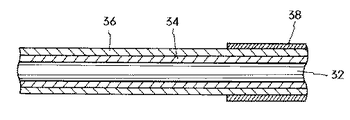
図6は第5の実施の形態を示す。
図1に示すものと同一の部材は同一符号を付して説明を省略する。
本実施の形態では、金属管38を第2の樹脂被覆層34上に部分的に設けている。
金属管38を設ける部位は、例えば細管ヒータ30を外部機器に取り付ける場合の取付部(金属管を端子構造の一部にする場合を含む)に設けることができる。これにより、取り付けの際の傷発生を防止できる。
また、金属管38を設ける部位は、細管ヒータ30が被加熱液体中から露出する部位に設けることができる。細管ヒータ30が液中に存する部位は熱が液体にどんどん吸収されるので過熱されることはなく、金属管がないことで効率的な加熱が行える、細管ヒータ30が液外に露出する部位に金属管38を設けることによって、放熱が図れ、この部位の樹脂被覆層の過熱を防止できる。
なお、樹脂被覆層が露出し、液中に進入することから、第2の樹脂層36は耐環境性に優れるフッ素樹脂層とするのが好適である。
フッ素樹脂は水中や空中での長時間での使用に好適に耐えることができ、耐環境性に優れている。
樹脂被覆層36がフッ素樹脂以外の、例えばポリイミドのときには、水中での使用で吸水してしまい、長時間の使用で絶縁不良になるおそれがある。
本実施の形態においても、他の電気的特性は図1に示すものと同等の結果が得られる。
【0019】
以上本発明につき好適な実施の形態を挙げて種々説明したが、本発明はこの実施の形態に限定されるものではなく、発明の精神を逸脱しない範囲内で多くの改変を施し得るのはもちろんである。
【0020】
【発明の効果】
本発明に係る被覆発熱体によれば、上述したように、発熱素線に樹脂被覆層を設けたので、発熱素線と樹脂被覆層との間に空隙が生じず、これによる局部加熱が避けられるから、高い電力負荷密度での使用が可能となり、小型化が図れ、また加熱効率も向上して温度の立ち上がり特性を改善できる。
また金属管を被覆することにより、外傷がつかず、またハンドリングが容易になる。
さらに、第1の樹脂被覆層は、前記発熱素線に、溶媒に溶解された前記樹脂の樹脂液を塗布した後熱風乾燥する被覆層形成処理を数回から数十回繰り返して厚さ25μm以上のものに形成すると好適で、これにより密着性のよい、かつピンホールのない被覆層となり、前記作用効果をより効果的に達成できる。
【図面の簡単な説明】
【図1】第1の実施の形態を示す断面図である。
【図2】水中で使用した場合の温度の立ち上がり特性を示すグラフである。
【図3】第2の実施の形態を示す断面図である。
【図4】第3の実施の形態を示す断面図である。
【図5】第4の実施の形態を示す断面図である。
【図6】第5の実施の形態を示す断面図である。
【図7】従来のヒータの構造を示す説明図である。
【図8】従来のヒータの断面構造を示す。
【図9】シーズヒータの構造を示す断面図である。
【符号の説明】
30 細管ヒータ
32 発熱素線
34 第1の樹脂被覆層
36 第2の樹脂被覆層
38 金属管
Claims (8)
- 単線よりなる発熱素線に樹脂被覆層を設け、該樹脂被覆層上に金属管を被覆した細管ヒータであって、
前記樹脂被覆層は、前記発熱素線上に形成された第1の樹脂被覆層と、該第1の樹脂被覆層上に形成された第2の樹脂被覆層からなり、前記第1の樹脂被覆層が200℃以上の耐熱絶縁性能を有する樹脂からなると共に、
前記金属管は、前記第2の樹脂被覆層上に大径の管をロール掛け、あるいはダイス引きするドローイングにより縮径されて前記第2の樹脂被覆層上に密着して形成されていることを特徴とする細管ヒータ。 - 前記第1の樹脂被覆層は、前記発熱素線に、溶媒に溶解された前記樹脂の樹脂液を塗布した後熱風乾燥する被覆層形成処理を数回繰り返して厚さ25μm以上のものに形成されていることを特徴とする請求項1記載の細管ヒータ。
- 前記200℃以上の耐熱絶縁性能を有する第1の樹脂被覆層が、ポリイミド、ポリアミドイミドまたはポリベンゾイミダゾール等からなる樹脂であることを特徴とする請求項1または2記載の細管ヒータ。
- 前記第2の樹脂被覆層がフッ素樹脂もしくはシリコーン樹脂からなることを特徴とする請求項1、2または3記載の細管ヒータ。
- 前記樹脂被覆層の少なくとも1層に無機材料からなる粉体が混入されていることを特徴とする請求項1、2、3または4記載の細管ヒータ。
- 前記無機材料からなる粉体が30wt%以下の量で混入されていることを特徴とする請求項5記載の細管ヒータ。
- 前記無機材料からなる粉体が、マグネシア、アルミナ、窒化アルミニウム、ガラスの粉末から選ばれる1種以上の粉体であることを特徴とする請求項5または6記載の細管ヒータ。
- 金属管が銅、アルミニウムまたはステンレス管であることを特徴とする請求項1、2、3、4、5、6または7記載の細管ヒータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32861995A JP3729544B2 (ja) | 1995-12-18 | 1995-12-18 | 細管ヒータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32861995A JP3729544B2 (ja) | 1995-12-18 | 1995-12-18 | 細管ヒータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09167675A JPH09167675A (ja) | 1997-06-24 |
| JP3729544B2 true JP3729544B2 (ja) | 2005-12-21 |
Family
ID=18212296
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP32861995A Expired - Fee Related JP3729544B2 (ja) | 1995-12-18 | 1995-12-18 | 細管ヒータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3729544B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008023141A (ja) * | 2006-07-24 | 2008-02-07 | Matsushita Electric Ind Co Ltd | 暖房便座 |
| WO2022054701A1 (ja) * | 2020-09-10 | 2022-03-17 | 株式会社クラベ | コード状ヒータと面状ヒータ |
-
1995
- 1995-12-18 JP JP32861995A patent/JP3729544B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09167675A (ja) | 1997-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113453392A (zh) | 加热装置 | |
| CN110651534B (zh) | 具有可调功率输出的电压调平加热器电缆 | |
| JP3729544B2 (ja) | 細管ヒータ | |
| US4987291A (en) | Heater straps | |
| JPH04272685A (ja) | シ−ズヒ−タ | |
| US2863032A (en) | Flexible glass insulated heater wire | |
| JP5781588B2 (ja) | 超電導ケーブルの端末構造体の製造方法 | |
| JP2004303648A (ja) | 面状ヒータ | |
| WO2006041070A1 (ja) | 超電導ケーブルの接続構造 | |
| JP2934486B2 (ja) | 誘導加熱装置 | |
| JPH09293582A (ja) | 被覆発熱体 | |
| JP3842635B2 (ja) | バイメタル状樹脂複合摺動材料の高周波誘導加熱による製造方法 | |
| JP3199782B2 (ja) | 超電導コイルの製造方法 | |
| JP3032626B2 (ja) | 熱収縮性保護体の熱収縮方法 | |
| JPH0346478Y2 (ja) | ||
| JP2831659B2 (ja) | 発熱線材およびそれを用いた融雪電線 | |
| JPH09148054A (ja) | 被覆発熱体 | |
| RU2230439C2 (ru) | Способ изготовления пластинчатого электронагревателя | |
| JPH08262908A (ja) | 円筒状ヒータ及び定着用ヒートローラ | |
| JPH07320851A (ja) | チューブ型ヒータおよびその製造方法 | |
| JPS6121833Y2 (ja) | ||
| JP2003092175A (ja) | パイプヒータ | |
| JP2026507928A (ja) | 無機絶縁ケーブル、無機絶縁ケーブルの製造方法、並びに物質を加熱するための方法及びシステム | |
| JPH11167820A (ja) | ショート検知電線及びその製造方法 | |
| JPH0222999Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050301 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050823 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051004 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091014 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101014 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101014 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111014 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111014 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121014 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121014 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131014 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |