JP3767510B2 - Frp板の連続成形方法 - Google Patents
Frp板の連続成形方法 Download PDFInfo
- Publication number
- JP3767510B2 JP3767510B2 JP2002116919A JP2002116919A JP3767510B2 JP 3767510 B2 JP3767510 B2 JP 3767510B2 JP 2002116919 A JP2002116919 A JP 2002116919A JP 2002116919 A JP2002116919 A JP 2002116919A JP 3767510 B2 JP3767510 B2 JP 3767510B2
- Authority
- JP
- Japan
- Prior art keywords
- reinforcing fiber
- resin
- carrier film
- fiber mat
- lower carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Piles And Underground Anchors (AREA)
- Revetment (AREA)
Description
【発明の属する技術分野】
本発明は、海や川にある鋼管杭や鋼管矢板等を保護するためのFRP製保護カバーを製造するのに好適な、幅方向に厚さが変化した形態のFRP板を連続的に成形する方法に関する。
【0002】
【従来の技術】
海や川にある鋼管杭や鋼管矢板等を保護するために、その表面に保護カバーを取り付けることが行われており、その保護カバーとしてFRP製のものが知られている。このFRP製の保護カバーは、鋼管杭や鋼管矢板等の表面に沿わせる薄い板状部分の両端に、ボルト・ナットで互いに締結するための厚いフランジ部を備えた形状である。この種のFRP製保護カバーは、通常、ハンドレイアップ法で作られており、フランジ部には、ガラス繊維マットの積層枚数を多くすることで厚さを所望厚さに調整していた。しかしながら、ハンドレイアップ法で製造したFRP製保護カバーは、手作業で製造するため生産性が低く、コスト高となるばかりでなく、手作業で行うため凹凸等がでやすく、且つ個人差が大きく、外観、強度、厚さ、ガラスコンテント等にばらつきが大きいといった問題があった。また、脱型後の硬化収縮により反りが発生するとか、完全に硬化するまでに数カ月かかり、その間、スチレン臭がするといった問題もあった。
【0003】
FRP製保護カバーの他の製造方法として、繊維強化プラスチックからなる板状材と繊維強化プラスチックからなるL型アングル材をそれぞれ製造し、板状材の端部にL型アングルを機械的に接合し、その接合部の表面に繊維強化プラスチックを積層して一体化する方法も知られている(例えば、特開2001−279698号公報参照)。しかしながら、この方法では、板状材とL型アングル材はそれぞれ連続的に製造できるものの、板状材とL型アングル材の接合及びその接合部の表面に対する繊維強化プラスチックの積層作業は手作業で行う必要があり、やはり生産性が悪いという問題があった。
【0004】
【発明が解決しようとする課題】
この保護カバーのように、薄い板状部分と厚い厚肉部分とを備えたFRP製品の製造には、ハンドレイアップ法を用いるとか、厚さの異なる二つの材料を接合する方法を用いており、生産性が悪いとか、品質のばらつきが大きいといった問題があった。本発明は、かかる問題点に鑑みてなされたもので、両端に厚いフランジ部を備えた保護カバーのように、部分的に厚肉部分を備えたFRP板を連続成形方法によって生産性よく且つ一定品質に製造する技術を提供することを課題とする。
【0005】
【課題を解決するための手段】
本発明は、FRP板の成形方法として、所定の経路を走行する下部キャリアフィルムの上に流動状態の樹脂を供給する工程と、連続した補強繊維マットを形成して前記下部キャリアフィルム上の樹脂の上に供給する工程と、前記補強繊維マットの上に上部キャリアフィルムを重ねる工程と、前記下部キャリアフィルムと上部キャリアフィルムをはさむ位置に配置した一対のスクイズローラにより樹脂の含浸・脱泡を行う工程と、樹脂を加熱・硬化させる工程と、前記下部キャリアフィルム及び上部キャリアフィルムを剥がす工程とを備えたFRP板の連続成形方法を採用する。
【0006】
そして、その連続成形方法によって、幅方向の所定領域に厚肉部分を形成したFRP板の成形を可能とするため、下部キャリアフィルム上に供給する補強繊維マットを形成する工程で、幅方向の所定位置に厚肉部を有する補強繊維マットを形成し、それを下部キャリアフィルム上に供給するか、或いは、ほぼ一定厚さの補強繊維マットを形成して下部キャリアフィルムの上に供給した後、その補強繊維マット上の幅方向の所定領域に補強繊維を追加して厚肉部を形成し、更に、下部キャリアフィルムに保持されて走行する補強繊維マットの厚肉部に流動状態の樹脂を追加する工程を加えて、厚肉部にも十分な樹脂を供給可能とし、しかも、樹脂の含浸・脱泡に用いる一対のスクイズローラとして、前記補強繊維マットの厚肉部に対応する領域の間隔が他の領域の間隔に比べて大きくなるように、少なくとも一方のスクイズローラの直径を幅方向に変化させた構成のスクイズローラを用いるという構成とする。この構成により、幅方向の所定領域に厚肉部を備えた補強繊維マットの全領域に、その厚さに応じた樹脂を供給し、且つ良好に含浸・脱泡して硬化させることができ、幅方向の所定領域に厚肉部分を備えたFRP板を連続的に成形できる。
【0007】
上記したFRP板の連続成形方法において、幅方向の所定位置に厚肉部を有する補強繊維マットを形成する方法の一例として、連続した補強繊維を短繊維形態に切断して走行中のコンベア上に幅方向にほぼ均一な厚さに積み上げ、幅方向にほぼ一定厚さの繊維補強マットを形成する工程と、その補強繊維マット上の幅方向の所定領域に、連続した補強繊維を短繊維形態に切断して追加して厚肉部を形成する工程を有するものを挙げることができ、この方法により幅方向の所望位置に厚肉部を備えた補強繊維マットを連続的に且つ任意の長さに形成できる。
【0008】
また、上記したFRP板の連続成形方法において、補強繊維マットを形成して下部キャリアフィルム上の樹脂の上に供給する工程内において該補強繊維マットに補強用布状材を積層するか、或いは下部キャリアフィルム上で繊維補強マットに補強用布状材を積層することが可能であり、この構成とすることで、補強用布状材を積層した強度の大きいFRP板を成形できる。ここで、補強用布状材としては、ガラス繊維等の連続繊維を、一つの交点に3本交わる形態に組み、その交点を接着剤で止めた構造の三軸組布を用いることが、連続繊維による大きい補強効果を得られると共に空隙が大きいため補強繊維マットに対する樹脂の含浸を妨げないと言った特性を備えているので好ましい。
【0009】
また、上記したFRP板の連続成形方法において、前記樹脂を加熱・硬化させる工程で、上下のキャリアフィルムにはさまれて走行中の樹脂含浸補強繊維マットを複数のシューに通し、所定形状に成形することも可能であり、これにより所望形状の、例えば湾曲した形状のFRP板を連続的に成形できる。更に、補強繊維マットの厚肉部を、幅方向の両側に形成しておき、両側の厚肉部を、両者にはさまれた部分に対して起こすように成形することで、両端に厚いフランジ部を備えたFRP製保護カバーを製造するのに適したFRP板を成形することができる。
【0010】
本発明に使用するスクイズローラは、少なくとも一方が直径を幅方向に変化する構成としたものであればよいが、上側のスクイズローラは幅方向に一定直径のローラとし、下側のスクイズローラを、前記補強繊維マットの厚肉部に対応する領域が、他の領域に比べて小径となるように直径を幅方向に変化させた構成とすることが好ましい。この構成とすると、下部キャリアフィルムに保持されている補強繊維マットの形状を、厚肉部が上方に盛り上がった形態としていた場合に、スクイズローラによる含浸・脱泡と同時に、厚肉部を下方に突出するように反転させることができ、この反転によって樹脂を含浸させた状態の厚肉部の強度が高くなり、その後の加熱・硬化工程において樹脂含浸補強繊維マットを所望形状に成形する際に、厚肉部を大きく屈曲させるように変形させても割れが発生しにくく、良好に成形できるという利点が得られる。
【0012】
【発明の実施の形態】
本発明の連続成形方法により製造するFRP板は、幅方向の一部領域或いは複数の領域に厚さの厚い領域即ち厚肉部分を備えたものであれば、断面形状、各部寸法、用途等は任意であり、代表的なものとしては、図6(a)に示す断面形状のFRP板1を挙げることができる。このFRP板1は、鋼管杭、鋼管矢板等の保護カバーを製造するためのものであり、円弧状に湾曲した薄肉の板状部分2とその両端にほぼ直角に屈曲して形成された厚肉部分3を備えており、厚肉部分3の両側縁の破線4で示す位置を切断することにより、図6(b)に示す保護カバー5を製造することができる。この保護カバー5は、保護対象となる管の外周面を覆う薄い板状部分2とその両端の厚肉のフランジ部3Aを備えた構造となっている。なお、板状部分2の両端部分はフランジ部3Aに向かって徐々に厚さが増加している。FRP板1及び保護カバー5の各部寸法の例としては、板状部分2の肉厚t1 が1.5〜3mm、厚肉部分3及びフランジ部3Aの肉厚t2 が板状部分2の肉厚t1 の2〜5倍、板状部分2の曲率半径Rが30〜100mm、フランジ部3Aの幅wが40〜100mmを挙げることができる。
【0013】
本発明の連続成形方法により製造するFRP板の材料には、従来のFRPの製造に用いているものを適宜使用でき、例えば、補強繊維としては、ガラス繊維、水酸化アルミニウム繊維、カーボン繊維等の無機繊維、ビニロン繊維、ポリエステル繊維、アラミド繊維等の有機繊維等を用いることができ、また、樹脂としては、不飽和ポリエステル樹脂、エポキシ樹脂、ビニルエステル樹脂、ウレタン樹脂、アクリルウレタン系樹脂、アクリル系樹脂等を挙げることができる。不飽和ポリエステル樹脂を用いる場合、そのタイプはオルソ系、イソ系、軟質系等、いずれでもよく、FRP板の用途に応じて適宜定めれば良い。また、必要に応じ、樹脂中に適当なフィラーや着色剤を混入してもよい。補強繊維の含有率は通常、25〜40重量%に選定される。海や川で用いる保護カバーを製造するためのFRP板には、補強繊維としてはガラス繊維を用いることが好ましく、具体的には連続したガラス繊維ロービングを2.5〜5cmに切断して使用することが好ましい。また、樹脂は、耐食性を考慮してイソ系の不飽和ポリエステル樹脂を用いることが好ましい。これにより、耐食性、耐候性、強度等の特性に優れた保護カバーを得ることができる。
【0014】
次に、本発明の好適な実施の形態に係る、FRP板の連続成形方法を説明する。図1は、図6(a)に示すFRP板1を連続的に成形する連続成形ライン10を概略的に示すものである。図1において、11は下部キャリアフィルムであり、キャリアフィルムロール12から引き出され、水平な所定の経路に沿って走行するようになっている。この下部キャリアフィルム11の走行経路に沿って次の諸工程を実施するための装置が配置されている。以下、それぞれの装置を説明する。
【0015】
14は、所定の経路を走行する下部キャリアフィルム11の上に流動状態の樹脂を供給する工程を実施するための樹脂供給装置であり、流動状態の樹脂(例えば、イソ系の不飽和ポリエステル樹脂)15を収容した樹脂タンク16と下部キャリアフィルム11上に供給された樹脂を所定厚さに規制するドクターナイフ17等を備えている。
【0016】
20は、幅方向の所定領域に厚肉部を有する補強繊維マットを形成して下部キャリアフィルム上の樹脂の上に供給する工程を実施するための補強繊維マット形成・供給装置である。この補強繊維マット形成・供給装置20は、水平に走行するコンベア21と、その上方に配置され、ガラス繊維ロービング等の連続した補強繊維23を所定長さに切断し、短繊維形態の補強繊維24としてコンベア21上に排出する第一切断装置25と、ガラス繊維ロービング等の連続した補強繊維23を所定長さに切断し、短繊維形態の補強繊維24としてコンベア21上に排出する第二切断装置27と、コンベア21上に形成された補強繊維マット28を下部キャリアフィルム11上に送り出す傾斜した排出コンベア29等を備えている。ここで、第一切断装置25は図2(a)に示すように、コンベア21上に短繊維形態の補強繊維24を幅方向に均等に排出するように配置されており、コンベア21を走行させながらその上に補強繊維24を排出することで、コンベア21上に補強繊維を積み上げ、ほぼ一定の厚さの補強繊維マット28aを形成できる。コンベア21上に形成する補強繊維マット28aの幅は製造しようとするFRP板1の幅にほぼ等しく選定し、且つ厚さはFRP板1の板状部分の厚さt1 (図6参照)を確保できるように定める。なお、第一切断装置25の下方の両端にはサイド板31が配置され、補強繊維24の落下幅を規制している。一方、第二切断装置27は、図2(b)に示すように、先に形成した補強繊維マット28aの両端の領域に短繊維形態の補強繊維24を降り積もらせるように配置されており、これにより一定厚さの補強繊維マット28aの両端部分に補強繊維24を追加して厚肉部28bを形成できる。かくして、第一切断装置25、第二切断装置27により、両端領域に厚肉部28bを備えた補強繊維マット28を形成できる。厚肉部28bを形成する位置は、製造しようとするFRP板1の厚肉部分3に対応する位置であり、またその厚さ(先に形成した補強繊維マット28aを含んだ全厚さ)はFRP板1の厚肉部分3の厚さt2 (図6参照)を確保できるように定める。なお、第二切断装置27の下方にはガイド板32が角度調整可能な形態で配置されており、この角度調整により、厚い領域28bの幅を調整可能となっている。
【0017】
図1において、35は、下部キャリアフィルム上に供給された補強繊維マットの厚肉部に流動状態の樹脂を追加する工程を実施するための樹脂追加装置であり、走行中の下部キャリアフィルム11上の補強繊維マット28の上方に配置されたバケット36を備えている。このバケット36は、図3に示すように、内部に樹脂37を収容すると共に底面に多数の穴38を等ピッチで形成しており、その穴38から樹脂37を補強繊維マット28上に供給する構成となっている。穴38は、補強繊維マット28の厚肉部28bに対向する領域に形成されており、この穴38から樹脂37を流下させることにより樹脂を補強繊維マット28の厚肉部28bのみに追加することができる。樹脂供給量はバケット36内の液面高さを調整することで所望量とすることができる。ここで使用する穴38の内径及びピッチは、樹脂の粘度、供給量等に応じて適宜定めるものであり、例えば、内径は2.5mm、ピッチは15mm程度でよい。なお、穴38は補強繊維マット28の厚肉部28bに対向する領域のみならず、更に広い領域に形成しておき、使用しない穴は竹串などで塞いでおいてもよい。ここで使用する樹脂37も、先に下部キャリアフィルム11に塗布した樹脂15と同種のものが使用される。また、厚肉部28bに供給した樹脂が周囲に流れ落ちないようにするため、追加する樹脂37の粘度は、300〜400ポイズとしておくのがよい。
【0018】
図1において、41は、樹脂を追加した後の補強繊維マットの上に上部キャリアフィルムを重ねる工程を実施するための装置であり、上部キャリアフィルム42を繰り出すキャリアフィルムロール43と、上部キャリアフィルム42を補強繊維マット28上に重ねるようガイドするガイドローラ44等を備えている。
【0019】
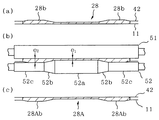
50は、樹脂の含浸・脱泡を行う工程を実施するための含浸・脱泡装置であり、下部キャリアフィルム11と上部キャリアフィルム42の上下に配置された一対のスクイズローラ51、52を備えている。ここで用いるスクイズローラ51、52は、図4(b)に示すように、上側のスクイズローラ51は幅方向に一定直径としているが、下側のスクイズローラ52は、中央部分の大径部52aと、その両側のテーパ部52bと、更にその外側の小径部52cを備えた形状としている。ここで、小径部52c及びテーパ部52bは、スクイズローラ51、52を通過する補強繊維マット28の厚肉部28bに対応する領域に形成されている。従って、スクイズローラ51、52の間隔は、補強繊維マットの厚肉部に対応する領域は、他の領域に比べて間隔が大きくなっている。更に具体的には、スクイズローラ51、52の中央部分の間隔e1 は、補強繊維マット28の中央の薄い部分に対して樹脂の良好な含浸・脱泡を行うことができる間隔に設定され、両端部分の間隔e2 は補強繊維マット28の厚肉部28bに対して樹脂の良好な含浸・脱泡を行うことができる間隔に設定されている。かくして、図4(a)に示すように、上下のキャリアフィルム11、42ではさまれ、両端に上側に盛り上がった厚肉部28bを備えた補強繊維マット28を、スクイズローラ51、52に通過させることにより、その補強繊維マット28の全幅に渡って樹脂の良好な含浸・脱泡を行うことができ、しかも、上側のスクイズローラ51を幅方向に一定直径としたことにより、図4(c)に示すように、スクイズローラ51、52を通過した後の補強繊維マット28Aは上面が平坦となり、厚肉部28Abが反転して下方に突出した形状となる。このように厚肉部28Abを下方に反転させると厚肉部28Abの強度が増し、後の工程でこの部分を折り曲げてフランジ部を形成する際に割れが生じるといったことを防止できる利点が得られる。なお、本発明に使用するスクイズローラ51、52は、図示したように、下側のスクイズローラ52に小径部52cを形成して両者の間隔を幅方向に変化させる構成としたものに限らず、上側のスクイズローラ51に小径部を形成するとか、両方のスクイズローラ51、52に小径部を形成する等の変更を行っても良く、これによっても、補強繊維マット28の全幅に渡って良好な含浸・脱泡を行うことができる。
【0020】
図1において、60は、樹脂を加熱・硬化させる工程を実施するための加熱炉である。この加熱炉60内には、上下のキャリアフィルム11、42にはさまれて走行中の樹脂含浸補強繊維マット28Aを徐々に所望の形状に成形してゆく複数のシュー(ダイス)61が配置されている。この複数のシュー61は、樹脂含浸補強繊維マット28Aを図5に示すように徐々に変形させることができる形状のものである。なお、最後のシュー61の成形面形状は、それを出た樹脂含浸補強繊維マット28Bが、その後に硬化収縮して、FRP板1に要求される形状となるように定められている。更に具体的には、最後のシュー61で成形された樹脂含浸補強繊維マット28Bの厚肉部分の折り曲げ角度が、目標角度よりも少し鈍角となるように設定している。
【0021】
図1において、65は、下部キャリアフィルム及び上部キャリアフィルムを剥がす工程を実施する装置であり、下部キャリアフィルム11及び上部キャリアフィルム42の水平走行部分の上下に配置されたガイドローラ66、67とキャリアフィルムを巻き取る巻取部68、69等を備えている。70は、成形されたFRP板1を所望長さに切断する切断装置である。
【0022】
次に、上記構成の連続成形ライン10による成形動作を説明する。図1において、下部キャリアフィルム11がキャリアフィルムロール12から引き出され、所定の水平な経路を走行している。この下部キャリアフィルム11上に、まず、樹脂タンク16から流動状態の樹脂15が供給され、ドクターナイフ17で所定の厚さに規制され、塗布される。ここで樹脂15の塗布量は、補強繊維マット形成・供給装置20の第一切断装置25から排出される補強繊維で形成した補強繊維マット28a(図2参照)を含浸させるに必要な量としている。次に、樹脂15を塗布した下部キャリアフィルム11の上に、補強繊維マット形成・供給装置20から、幅方向の両端領域に厚肉部28bを備えた補強繊維マット28が供給され、次いで、その補強繊維マット28の両端の厚肉部28bに樹脂追加装置35によって樹脂37が追加供給される。これにより、補強繊維マット28の厚肉部28bを含む全幅に対して必要な量の樹脂が供給されることとなる。その後、補強繊維マット28の上に上部キャリアフィルム42が重ねられ、スクイズローラ51、52を通過して樹脂の含浸・脱泡が行われ、加熱炉60を通過し、シュー61によって徐々の所望形状に成形されると共に加熱・硬化が行われ、FRP板1に成形される。そして、硬化炉60を出た後、上下のキャリアフィルム11、42が剥がされ、所望長さに切断して排出される。以上のようにして、所望長さのFRP板1が連続的に製造される。そして、得られたFRP板1は適当な場所で、両側縁を図6(a)に破線4で示す位置にカットすることで図6(b)に示す保護カバー5とすることができる。なお、FRP板1の両側縁のカットは、図1に示す連続成形ライン10の切断装置70の前に適当な切断装置を設けて行っても良く、その構成とすることで保護カバー5を連続的に製造することができる。
【0023】
以上に説明したように、図1に示す連続成形ラインによって、図6(a)に示すFRP板1を連続的に成形でき、そのFRP板1から図6(b)に示す保護カバー5を製造できる。そして、連続成形方法を採用したことで生産性よく且つ低コストで保護カバー5を製造できる。得られたFRP板1及び保護カバー5は、ハンドレイアップ法による製品に比べて品質が安定しており、且つ表面平滑性に優れると共に補強繊維含有量を多くすることができ(例えば、30〜40重量%程度)、曲げ強度や引張強度が大きいといった利点を有している。
【0024】
図1に示すFRP板1の連続成形ライン10は、補強繊維マット形成・供給装置20により、幅方向の所定領域に厚肉部28bを有する補強繊維マット28を形成し、その補強繊維マット28を下部キャリアフィルム11の上に供給する構成であるが、厚肉部28bは下部キャリアフィルム11の上で形成することも可能である。図7はその場合の実施形態を示す連続成形ライン10Aを示すものである。この連続成形ライン10Aでは、補強繊維マット形成・供給装置20Aが、水平に走行するコンベア21と、その上方に配置され、ガラス繊維ロービング等の連続した補強繊維23を所定長さに切断し、短繊維形態の補強繊維24としてコンベア21上に幅方向に均等に排出する第一切断装置25と、コンベア21上に形成された補強繊維マット28aを下部キャリアフィルム11上に送り出す傾斜した排出コンベア29を備えており、幅方向にほぼ一定厚さの補強繊維マット28aを形成して下部キャリアフィルム11上に供給する構成となっている。そして、下部キャリアフィルム11上に供給された補強繊維マット28aの通過位置の上方に、その補強繊維マット28a上の幅方向の所定領域に短繊維形態の補強繊維を追加して厚肉部を形成するための補強繊維追加装置75を設けている。この補強繊維追加装置75は、ガラス繊維ロービング等の連続した補強繊維23を所定長さに切断し、短繊維形態の補強繊維24として補強繊維マット28aの幅方向の所定位置に排出する第二切断装置27を備えている。かくして、補強繊維追加装置75の下を通りすぎ、幅方向の所定位置に補強繊維24を追加された補強繊維マット28は、図2(b)に示す補強繊維マット28と同様に、幅方向の所定位置に厚肉部28bを有する形態となっている。図7において、補強繊維マット形成・供給装置20A及び補強繊維追加装置75を除いた他の部分は、図1に示す連続成形ライン10と実質的に同一である。図7に示す連続成形ライン10Aにおいても、図6(a)に示すFRP板1を連続的に成形できる。
【0025】
図8は更に他の実施の形態に係る連続成形ライン10Bを示すものである。この連続成形ライン10Bも、図6(a)に示すFRP板1を成形するためのものである。図8の連続成形ライン10Bでは、下部キャリアフィルム11上に補強繊維マットを供給するための補強繊維マット形成・供給装置20Bが、図1に示す補強繊維マット形成・供給装置20と同様に、水平に走行するコンベア21と、その上方に配置され、ガラス繊維ロービング等の連続した補強繊維23を所定長さに切断し、短繊維形態の補強繊維24としてコンベア21上に幅方向にほぼ均一に排出する第一切断装置25と、ガラス繊維ロービング等の連続した補強繊維23を所定長さに切断し、短繊維形態の補強繊維24としてコンベア21上の幅方向の所定位置に排出する第二切断装置27と、コンベア21上に形成された補強繊維マット28を下部キャリアフィルム11上に送り出す傾斜した排出コンベア29を備えており、更に、補強用三軸組布81を巻取82から繰り出しコンベア21上に供給する組布供給手段80を備えている。この構成により、幅方向の所定位置に厚肉部28bを有する補強繊維マット28(図2参照)を形成することができると共にその補強繊維マット28に補強用三軸組布81を積層した形態で下部キャリアフィルム11上に供給することができる。なお、図示の実施の形態では、コンベア21の最上流に補強用三軸組布81を供給しているので、この三軸組布81は補強繊維マット28の下側に積層されることとなるが、三軸組布81の積層位置は補強繊維マット28の下側に限らず、上側でも或いは中間位置(補強繊維マット内)でもよい。ここで用いる補強用三軸組布81は、図9に示すように、ガラス繊維等の連続繊維81aを、一つの交点に3本交わる形態に組み、その交点を接着剤で止めたものであり、繊維81aによる大きい補強効果を発揮すると共に空隙が大きいため補強繊維マット28に対する樹脂の含浸を妨げないと言った特性を備えたものである。
【0026】
図8において、連続成形ライン10Bは、上記構成の補強繊維マット形成・供給装置20Bを用いた以外は、図1に示す連続成形ライン10と同様な構成となっている。かくして、この連続成形ライン10Bも、図1の連続成形ライン10と同様な操作により図6(a)に示すFRP板1を連続的に成形できる。しかも得られたFRP板1では、補強繊維マットに補強用三軸組布81が積層された構成であるので、補強効果がきわめて大きく、これにより、強度の大きい保護カバーを製造できる。なお、補強繊維マット28に対する三軸組布81の積層は、補強繊維マット形成・供給装置20B内で行う場合に限らず、下部キャリアフィルム11上で行っても良い。
【0027】
【実施例】
図1に示す連続成形ライン10で、次の材料、条件で、図6(a)に示す断面形状のFRP板1を成形した。
樹脂15、37;イソ系不飽和ポリエステル樹脂
補強繊維13; ガラス繊維ロービング RS−480PM−556(日東紡績株式会社製)
第一切断装置25によるロービング切断長さ;25.4mm
第一切断装置25により形成した補強繊維マット28aの幅;380mm
厚さ;2.5mm
第二切断装置27による積み上げ幅(厚肉部幅);100mm
積み上げ量;5.0mm(厚肉部厚さ:7.5mm)
スクイズローラ51、52の最小間隔e1 ;2.5mm
最大間隔e1 ;7.5mm
硬化炉60内のシュー61の使用枚数;50枚
【0028】
得られたFRP板1の諸特性を測定し、以下の結果を得た。

[比較例]
比較のため、ハンドレイアップ法により、厚さ2mmのFRP板を作成し強度を測定して、次の結果を得た。
以上の実施例及び比較例から良く分かるように、本発明の実施の形態に係る連続成形方法により成形したFRP板1は、ハンドレイアップ法により作成したFRPに比べて、強度が大きくなっている。これは、ハンドレイアップ法に比べてガラス繊維含有率を高くできたためと思われる。
【0031】
【発明の効果】
以上のように、本発明のFRP板の連続成形方法によれば、幅方向の所定位置に厚肉部を有する補強繊維マットの全領域に、その厚さに応じた樹脂を供給し、且つ良好に含浸・脱泡して硬化させることができ、幅方向の所定領域に厚肉部分を備えたFRP板を連続的に成形でき、従って、幅方向の所定領域に厚肉部分を備えたFRP板を生産性良く且つ低コストで製造できるという効果を有している。しかも、得られたFRP板は、ハンドレイアップ法による製品に比べて品質が安定しており、且つ表面平滑性に優れると共に補強繊維含有量を多くすることができ、曲げ強度や引張強度が大きいといった利点を有している。
【0032】
また、上記のFRP板の連続成形方法において、前記補強繊維マットを形成する工程内で補強繊維マットに補強用布状材を積層するか、或いは下部キャリアフィルム上で繊維補強マットに補強用布状材を積層する構成とすることで、補強用三軸組布を積層した構造のFRP板を製造することができ、強度のきわめて大きいFRP板を製造できるという効果が得られる。
【0033】
また、上記のFRP板の連続成形方法において、前記樹脂を加熱・硬化させる工程で、上下のキャリアフィルムにはさまれて走行中の樹脂含浸補強繊維マットを複数のシューに通し、所定形状に成形する構成とすることで、所望形状の、例えば湾曲した形状のFRP板を連続的に成形でき、特に、補強繊維マットの厚肉部を、幅方向の両側に形成しておき、両側の厚肉部を、両者にはさまれた部分に対して起こすように成形する構成とすることで、両端に厚いフランジ部を備えたFRP製保護カバーを製造するのに適したFRP板を成形することができ、これにより高品質のFRP製保護カバーを生産性良く、低コストで製造できるという効果が得られる。
【0034】
また、上記した連続成形方法で製造したFRP板から作ったFRP製保護カバーは、フランジ部を含む全面を、短繊維形態の補強繊維を堆積して形成した補強繊維マットと補強用三軸組布との積層体に樹脂を含浸させ、硬化させて形成しておくことにより、強度がきわめて大きく、しかも、連続成形方法によって生産性良く且つ品質むらなく製造できるといった効果を有している。特に、保護カバーに用いる短繊維形態の補強繊維を、ガラス繊維ロービングを切断して形成したチョップドストランドとし、補強用三軸組布をガラス繊維で形成された三軸組布とし、樹脂を不飽和ポリエステル樹脂とすることにより、耐食性、耐候性、強度に優れたFRP製保護カバーを得ることができる。
【図面の簡単な説明】
【図1】 図6(a)に示すFRP板を製造するための連続成形ラインの概略側面図
【図2】(a)は図1の連続成形ラインにおけるA−A矢視概略断面図
(b)は図1の連続成形ラインにおけるB−B矢視概略断面図
【図3】図1の連続成形ラインにおけるC−C矢視概略断面図
【図4】(a)は図1の連続成形ラインにおいてスクイズローラ51、52に進入する前の補強繊維マット28の概略断面図
(b)はスクイズローラ51、52の概略正面図
(c)はスクイズローラ51、52を出た後の補強繊維マット28Aの概略断面図
【図5】図1の連続成形ラインの硬化炉60内において、補強繊維マットが徐々に変形させられる状態を説明する補強繊維マットの概略断面図
【図6】(a)は図1の連続成形ラインで成形されるFRP板1の概略断面図
(b)はFRP板1から製造される保護カバー5の概略断面図
【図7】図6(a)に示すFRP板を製造するための連続成形ラインの他の例を示す概略側面図
【図8】図6(a)に示すFRP板を製造するための連続成形ラインの更に他の例を示す概略側面図
【図9】図8の連続成形ラインで用いる三軸組布の一部を拡大して示す概略平面図
【符号の説明】
1 FRP板
2 板状部分
3 厚肉部分
3A フランジ部
5 保護カバー
10、10A、10B FRP板の連続成形ライン
11 下部キャリアフィルム
14 樹脂供給装置
15 樹脂
16 樹脂タンク
20、20A、20B 補強繊維マット形成・供給装置
21 コンベア
23 補強繊維
24 短繊維形態の補強繊維
25 第一切断装置
27 第二切断装置
28、28a 補強繊維マット
28b 厚肉部
29 排出コンベア
35 樹脂追加装置
36 バケット
37 樹脂
42 上部キャリアフィルム
50 樹脂含浸・脱泡装置
51、52 スクイズローラ
60 加熱炉
61 シュー(ダイス)
68、69 キャリアフィルムの巻取部
70 切断装置
Claims (7)
- 所定の経路を走行する下部キャリアフィルムの上に流動状態の樹脂を供給する工程と、幅方向の所定領域に厚肉部を有する連続した補強繊維マットを形成して前記下部キャリアフィルム上の樹脂の上に供給する工程と、前記下部キャリアフィルム上に供給された補強繊維マットの厚肉部に流動状態の樹脂を追加する工程と、樹脂を追加した後の補強繊維マットの上に上部キャリアフィルムを重ねる工程と、前記下部キャリアフィルムと上部キャリアフィルムをはさむ位置に配置した一対のスクイズローラであって、前記補強繊維マットの厚肉部に対応する領域の間隔が他の領域の間隔に比べて大きくなるように、少なくとも一方のスクイズローラの直径を幅方向に変化させた構成のスクイズローラにより樹脂の含浸・脱泡を行う工程と、樹脂を加熱・硬化させる工程と、前記下部キャリアフィルム及び上部キャリアフィルムを剥がす工程とを備えたFRP板の連続成形方法。
- 前記幅方向の所定領域に厚肉部を有する連続した補強繊維マットを形成して前記下部キャリアフィルム上の樹脂の上に供給する工程が、連続した補強繊維を短繊維形態に切断して走行中のコンベア上に幅方向にほぼ均一な厚さに積み上げ、幅方向にほぼ一定厚さの繊維補強マットを形成する工程と、その補強繊維マット上の幅方向の所定領域に、連続した補強繊維を短繊維形態に切断して追加して厚肉部を形成する工程を有することを特徴とする請求項1記載のFRP板の連続成形方法。
- 所定の経路を走行する下部キャリアフィルムの上に流動状態の樹脂を供給する工程と、幅方向に厚さがほぼ一定な連続した補強繊維マットを形成して前記下部キャリアフィルム上の樹脂の上に供給する工程と、前記下部キャリアフィルム上に供給された補強繊維マット上の幅方向の所定領域に補強繊維を追加して厚肉部を形成する工程と、その厚肉部に流動状態の樹脂を追加する工程と、樹脂を追加した後の補強繊維マットの上に上部キャリアフィルムを重ねる工程と、前記下部キャリアフィルムと上部キャリアフィルムをはさむ位置に配置した一対のスクイズローラであって、前記補強繊維マットの厚肉部に対応する領域の間隔が他の領域の間隔に比べて大きくなるように、少なくとも一方のスクイズローラの直径を幅方向に変化させた構成のスクイズローラにより樹脂の含浸・脱泡を行う工程と、樹脂を加熱・硬化させる工程と、前記下部キャリアフィルム及び上部キャリアフィルムを剥がす工程とを備えたFRP板の連続成形方法。
- 補強繊維マットを形成して下部キャリアフィルム上の樹脂の上に供給する工程内において該補強繊維マットに補強用布状材を積層するか、或いは下部キャリアフィルム上で繊維補強マットに補強用布状材を積層することを特徴とする請求項1から3のいずれか1項記載のFRP板の連続成形方法。
- 前記樹脂を加熱・硬化させる工程において、上下のキャリアフィルムにはさまれて走行中の樹脂含浸補強繊維マットを複数のシューに通し、所定形状に成形することを特徴とする請求項1から4のいずれか1項記載のFRP板の連続成形方法。
- 補強繊維マットの厚肉部を、幅方向の両側に形成しておき、両側の厚肉部を、その間にはさまれた中央部分に対して起こすように成形することで、両端に厚肉のフランジ部を備えたFRP製保護カバーの製造に適したFRP板を成形することを特徴とする請求項5記載のFRP板の連続成形方法。
- 前記下部キャリアフィルムと上部キャリアフィルムをはさむ位置に配置した一対のスクイズローラのうち、上側のスクイズローラは幅方向に一定直径のローラとし、下側のスクイズローラを、前記補強繊維マットの厚肉部に対応する領域が、他の領域に比べて小径となるように直径を幅方向に変化させた構成としていることを特徴とする請求項1から6のいずれか1項記載のFRP板の連続成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002116919A JP3767510B2 (ja) | 2002-04-19 | 2002-04-19 | Frp板の連続成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002116919A JP3767510B2 (ja) | 2002-04-19 | 2002-04-19 | Frp板の連続成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003311766A JP2003311766A (ja) | 2003-11-05 |
| JP3767510B2 true JP3767510B2 (ja) | 2006-04-19 |
Family
ID=29534285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002116919A Expired - Fee Related JP3767510B2 (ja) | 2002-04-19 | 2002-04-19 | Frp板の連続成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3767510B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100943964B1 (ko) | 2008-02-12 | 2010-02-26 | (주)서진라이트 | 채광판의 유리섬유 투입방법 |
| KR101143318B1 (ko) | 2009-12-17 | 2012-06-12 | 재단법인 전주기계탄소기술원 | Smc 복합체 제조를 위한 연속 성형장치 및 연속 성형방법 |
| FR2960818B1 (fr) * | 2010-06-04 | 2012-07-20 | Snecma | Structure fibreuse formant une bride et une contre-bride |
| CN110789027B (zh) * | 2019-11-28 | 2024-12-24 | 丰县冠珂工程科技有限公司 | 强制热压匙咬分散机 |
-
2002
- 2002-04-19 JP JP2002116919A patent/JP3767510B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003311766A (ja) | 2003-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6607798B1 (en) | Fiber-reinforced composite hollow structure, method for production thereof, and apparatus therefor | |
| US4420359A (en) | Apparatus for producing fiber-reinforced plastic sheet structures | |
| EP3587090B1 (en) | Method and apparatus for manufacturing a sheet moulding compound (smc) | |
| KR20010092456A (ko) | 복합재료 가공품 제조를 위한 필라멘트 와인딩 방법과 장치 | |
| KR20010022262A (ko) | 진공을 이용하는 수지 트랜스퍼 성형에 의해 형성된대규모 복합 코어 구조물 | |
| US4282049A (en) | Method for making resin panels | |
| US20160375643A1 (en) | Apparatus and method for manufacturing composite reinforcement structure | |
| US8196631B2 (en) | Fiber transfer apparatus for laminating fiber-reinforced sheet molding compound | |
| EP1021290B1 (en) | Method for the production of a transverse web | |
| KR102790526B1 (ko) | 섬유 강화 수지 성형 재료 및 그의 성형품 | |
| CN110774706A (zh) | 含增强片材的面板的制造方法,和地板 | |
| KR102871842B1 (ko) | 복합 시트의 성형 방법 및 성형 장치 | |
| US4495021A (en) | Apparatus for producing fiber reinforced plastic sheet structures | |
| JP3767510B2 (ja) | Frp板の連続成形方法 | |
| JPH10297737A (ja) | 引抜き成形したコンベアスラット | |
| WO2002058915A1 (fr) | Materiau de noyau pour structure composite en resine renforcee par des fibres et procede de production d'une structure composite en resine renforcee par des fibres a l'aide de ce materiau | |
| CN112659594A (zh) | 一种玻碳纤维拉挤板材的生产工艺以及生产设备 | |
| WO2008029794A1 (en) | Method of reinforcing existing structure with carbon fiber | |
| US20220161510A1 (en) | Pultrudates Having Elevations and Grooves and Method for Production Thereof | |
| JPH03216307A (ja) | プリプレグの製造方法 | |
| KR102922553B1 (ko) | 대형 frp 평판의 제조 방법 | |
| JPH05228933A (ja) | 液体含浸装置 | |
| CA1052967A (en) | Method and machine for making resin panels | |
| JP2025170935A (ja) | シートモールディングコンパウンドの製造方法およびシートモールディングコンパウンド製造装置 | |
| JPH07266439A (ja) | 表面層を有する引抜成形品の製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040402 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051006 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051018 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060123 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100210 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100210 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110210 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |