JP4029367B2 - シート片の打抜フィード装置 - Google Patents
シート片の打抜フィード装置 Download PDFInfo
- Publication number
- JP4029367B2 JP4029367B2 JP35147697A JP35147697A JP4029367B2 JP 4029367 B2 JP4029367 B2 JP 4029367B2 JP 35147697 A JP35147697 A JP 35147697A JP 35147697 A JP35147697 A JP 35147697A JP 4029367 B2 JP4029367 B2 JP 4029367B2
- Authority
- JP
- Japan
- Prior art keywords
- punching
- tip
- sheet piece
- sheet
- knuckle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004080 punching Methods 0.000 title claims description 109
- 239000000463 material Substances 0.000 claims description 43
- 238000012546 transfer Methods 0.000 claims description 10
- 239000000123 paper Substances 0.000 description 67
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images







Landscapes
- Details Of Cutting Devices (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
【発明の属する技術分野】
本発明は、フープ状に巻回されたシート材を巻き戻しながら、該シート部材から所定形状のシート片、例えば筒型電池に用いられる円形またはリング状の底紙や鍔紙を順次打ち抜いて所定の装着位置等に移送するに好適なシート片の打抜フィード装置に関する。
【0002】
【関連する背景技術】
筒型電池には、例えば有底円筒型ケーシングの底部に嵌め込まれる図8(a)に示すような円形の底紙1や、ケーシングに充填された正極合剤の中央部に埋設される炭素棒(集電体)に嵌め込まれる図8(b)に示すようなリング状の鍔紙2が用いられる。この種の底紙1や鍔紙2は、一般的にはフープ状に巻回されたシート材を、打抜パンチおよびこの打抜パンチと対をなすダイからなる打抜装置を用いて打抜加工することによりシート片として製造される。
【0003】
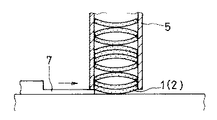
このような底紙1や鍔紙2は、例えば図9に示すようなパーツフィーダ4を用いて筒型電池の製造ラインに供給される。即ち、パーツフィーダ4により底紙1(鍔紙2)を整列させて筒状ガイド5内に積み重ね、その下端部よりカム機構6に駆動されるプッシャ7を用いて上記底紙1(鍔紙2)を1枚ずつ押し出すことで所定の筒型電池製造工程部に供給される。尚、カム機構6は、回転駆動されるフィードカム6aと、その周面を転動するカムフォロア6bを備えた揺動レバー6cとからなる。
【0004】
【発明が解決しようとする課題】
ところで底紙1や鍔紙2からなるシート片は、フープ状のシート材から打ち抜き形成されるものなので、特にフープの巻芯に近い部分から打ち抜かれた場合、その巻き癖に起因する反りが生じることが否めない。このような反りを生じたシート片(底紙1,鍔紙2)が前述した筒状ガイド5内に供給されると、例えば図10に示すように、その反りに起因してプッシャ7がシート片の下面側に潜り込み、且つシート片が上方に逃げるので、プッシャ7によってシート片を押し出すことができなくなり、所謂紙詰まりが生じる。
【0005】
このような事態が生じた場合、その都度、紙詰まりの原因となっているシート片の除去作業が必要となり、その間、シート片の供給が停止すると言う不具合が生じる。特にこのような不具合は筒型電池の製造ラインにおける作業停止に繋がるので、極力回避する必要がある。しかしながら、上述した巻き癖に起因する反りが生じたシート片を予め排除したり、フープの巻芯に近い部分からのシート片の打抜を止めることは生産性の点で問題がある。
【0006】
本発明はこのような事情を考慮してなされたもので、その目的は、フープ状のシート材から打ち抜き形成される厚みが薄く、しかも反りのあるシート片であっても、これを高速にしかも安定に供給することのできるシート片の打抜フィード装置を提供することにある。
特に本発明はシート材から所定形状のシート片を打ち抜きながら、その打ち抜いたシート片を紙詰まりを生じることなく1枚ずつ安定・確実に移送することができ、例えば電池の製造ラインに組み込むに好適な打抜フィード装置を提供することにある。
【0007】
【課題を解決するための手段】
上述した目的を達成するべく本発明に係るシート材の打抜フィード装置は、打抜パンチおよびこの打抜パンチと対をなすダイを備え、ダイ上に導かれたシート材料から所定形状のシート片、例えば筒型電池に組み付けられる底紙や鍔紙を打ち抜き形成する打抜機構と、この打抜機構により打ち抜かれたシート片をその打抜方向と交差する向きに取り出して移送するフィード機構とを具備したものであって、
特に前記打抜機構を、先端に打抜パンチが装着され、往復駆動されて前記打抜パンチを前記ダイに嵌合させる打抜プランジャと、この打抜プランジャの内側に進退自在に設けられて先端にナックアウトチップを装着してなり、往復駆動されて前記ナックアウトチップを前記打抜パンチの先端より突出させるナックアウトプランジャとを備えた構成とし、更に前記ナックアウトチップの先端部に前記シート片の取り出し方向に沿う溝を形成し、一方、前記フィード機構には上記ナックアウトチップの溝内を通過して前記シート片を横方向に押し出す背高の突起部を設けたことを特徴としている。
【0008】
また請求項2に示すように前記フィード機構を、前記ナックアウトチップにより押し出された前記シート片を受け止めると共に、受け止めたシート片を横方向に案内するガイド溝を備えた移送台と、この移送台のガイド溝に沿って前記突起部を移動させる移動体とを備えた構成としたことを特徴としている。更に請求項3に記載するように、前記ナックアウトチップがシート片をガイド溝上に押し付けた状態にあるとき、前記移動体が作動して前記突起部を前記ナックアウトチップの溝内を通過させ、これによって上記シート片を横方向に押し出すようにしたことを特徴としている。
【0009】
即ち、本発明は打抜パンチの内部に設けたナックアウトチップにより、打抜パンチによってシート材から打ち抜かれたシート片をフィード機構のガイド溝上に押し出し、この状態で移動体により移動される突起部を上記シート片の側部に当接させて横方向に押出すようにしたもので、この際、上記突起がナックアウトチップに衝突することがないように、該ナックアウトチップの先端に溝を設けておくようにしたことを特徴としている。
【0010】
この結果、シート材からその巻き癖に起因する反りのあるシート片を打ち抜いた場合であっても、そのシート片をナックアウトチップによりガイド溝上に平坦に押し付けた状態で、その厚みよりも高さのある突起部により横方向に押し出すことができるので、シート片の厚みや反りの有無に拘わることなく1枚ずつ安定・確実に所定の位置に移送することが可能となる。
【0011】
【発明の実施の形態】
以下、図面を参照して本発明の一実施形態に係るシート片の打抜フィード装置について、筒型電池の製造工程に組み込まれる底紙供給装置を例に説明する。
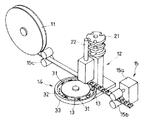
図1は底紙供給装置の概略的な構成を示す斜視図であり、図2はその平面構成図、図3はその要部側面図である。この装置は、底紙の形成材料であるフープ状に巻回されたシート材11を巻き戻しながら、所定の速度で所定長ずつ間欠的に打抜機構12に送り出し、該打抜機構12にてシート材11から所定形状のシート片である底紙13を打ち抜き、この底紙13を上記打抜機構12の下方に設けられた円盤状のフィード機構14にて該打ち抜き機構12の側方の底紙供給位置に移送するように構成される。この底紙供給位置にて、図示しない筒型電池の製造ラインに沿って順次搬送される電池ケーシングに対する底紙13の装着作業が行われる。
【0012】
尚、図中15は、シート材11を巻き戻して搬送する搬送装置で、打抜機構12よりも下流側に設けられ、インデックス15aによって間欠的に回転駆動されて前記シート材11を挟み込んで所定長ずつ引き出す搬送ローラ15bと、打抜機構12よりも上流側に設けられて上記搬送ローラ15bとの間におけるシート材11の張力を一定に保つテンションローラ15cとからなる。
【0013】
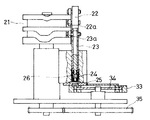
さて前記打抜機構12は、図3に詳しく示すように、打抜カム21によって上下(打抜機構12に供給されるシート材11の表裏の方向)に往復駆動される筒型の打抜プランジャ22と、この打抜プランジャ22の内部に上下動自在に設けられ、前記打抜カム21によって上下に往復駆動されるナックアウトプランジャ23を備えている。打抜プランジャ22およびナックアウトプランジャ23は、カムフォロア22a,23aを介して前記打抜カム21により互いに関連付けられて上下に往復移動駆動されるもので、前記搬送装置15によってシート材11が所定長さ送り出され、該シート材11が停止したときに下降駆動される。具体的には後述するように、例えば先ず打抜プランジャ22が所定位置まで下降駆動され、打抜プランジャ22を最下降位置に保持した状態でナックアウトプランジャ23が所定位置まで下降駆動される。
【0014】
上記打抜プランジャ22の先端には所定形状の打抜パンチ24が装着されている。また打抜プランジャ22によって下降駆動される打抜パンチ24の下方位置には、これと対をなすダイ25が所定の間隔を隔てて対向配置されている。そして打抜パンチ24は、その下降によって上記ダイ25に嵌合することで、その間に導かれるシート材11から所定形状のシート片(底紙13)を打ち抜く役割を果たす。
【0015】
即ち、打抜機構12に供給されるシート材11は、幅方向に位置規制されて上記ダイ25上に導かれる。そしてシート材11は前述した如く下降駆動される打抜プランジャ22の先端の打抜パンチ24とダイ25との間に挟み込まれた後、更に下降駆動される打抜パンチ24によってダイ25の下方に打ち抜かれる。従ってシート材11から打ち抜かれるシート片(底紙13)は、打抜パンチ24の外形形状(雄型)およびダイ25の内形形状(雌型)により規定された形状のものとなる。
【0016】
尚、打抜パンチ24は中空筒型構造をなし、その内部に前記ナックアウトプランジャ23の先端に装着されたナックアウトチップ26を挿通し得るものとなっている。このナックアウトチップ26は、前述したナックアウトプランジャ23の下降により打抜パンチ24の先端部から突出することで、前記打抜パンチ24によって打ち抜かれた底紙13を更に押し下げてフィード機構14上に送り出す役割を果たす。
【0017】
またこのナックアウトチップ26の先端部には、図4に示すようにフィード機構14による底紙13の取り出し方向に沿って所定深さの溝26aが設けられている。この溝26aは、前記フィード機構14に設けられて底紙13を前記ナックアウトチップ26の下端部からその側方に押し出し、且つ所定の位置まで搬送する役割を担う後述する突起部31との衝突を回避して、該突起部31を打抜機構12(打抜パンチ24およびナックアウトチップ26)の下方を通過させるものである。
【0018】
ここでフィード機構14について説明すると、図4にその要部を模式的に示すようにフィード機構14は、リング状のガイド溝32をその上面に形成した円盤状の移送台33と、上記ガイド溝32内を移動可能に設けられた前記突起31を移動させる移動体34とを備えている。即ち、移送台33の上面には、前記打抜機構12にてシート材11から打ち抜かれたシート片(底紙13)を受け止めると共に、この底紙13を筒型電池の製造ラインに対する底紙供給位置に案内する所定幅のガイド溝32がリング状に形成されている。このガイド溝32の溝深さは、前記シート片(底紙13)の反りを見込んだ厚みよりも僅かに深くなるように設定されている。またこのガイド溝32の底部には、該ガイド溝32に沿って前記突起部31を移動させるスリット溝32aが形成されている。
【0019】
突起部31は、移送台33の内部に組み込まれて回転駆動される円盤状の移動体34の周縁部に突出形成されたもので、例えば周方向に等間隔に複数個設けられており、移動体34の回転に伴って前記スリット溝32a内を移動する。この突起部31の高さは、前記ガイド溝32内への突出長が、該ガイド溝32の溝深さよりも僅かに短くなるように設定される。
【0020】
しかして移動体34は、図3に示すように回転伝達ギヤ35を介して前記打抜カム21の回転に連動して回転する。そして打抜機構12によりシート片(底紙13)が打ち抜かれて前記ガイド溝32上に押し出されたとき、移動体34は突起部31を前記ナックアウトチップ26の先端部の溝26a内を通過させて移動させるものとなっている。この突起部31の上記ナックアウトチップ26の溝26a内の通過により、図4に示すようにナックアウトチップ26の先端部によってガイド溝32内に押し付けられている底紙13が、該突起部31によって横方向に押し出され、ガイド溝32に沿って移送される。
【0021】
尚、前述した打抜カム21は、その1回転によって前記打抜プランジャ22およびナックアウトプランジャ23を複数回(例えば3回)に亘って上下に往復駆動してシート材11から底紙13を打ち抜くように構成されている。また前記フィード機構14は、等角度間隔に設けた複数(例えば8個)の突起部31を前記底紙13の打ち抜きに連動させて、その都度、ナックアウトチップ26の溝26a内を通過させ、ナックアウトチップ26の先端部から底紙13を横方向に押し出すように同期化されている。
【0022】
かくしてこのように構成された底紙供給装置(シート片の打抜フィード装置)によれば、図5(a)(b)(c)にその作動状態を分解して示すように、打抜プランジャ22およびナックアウトプランジャ23を上昇させ、打抜パンチ24およびナックアウトチップ26をそれぞれ上昇位置に保った状態において、ダイ25上にシート材11を導く。このシート材11の供給は、該シート材11から打ち抜く底紙13(シート片)の大きさに相当する長さずつ、フープ状のシート材11を間欠的に引き出すことによって行われる[図5(a)]。
【0023】
しかる後、打抜カム21の回転に伴って打抜プランジャ22を下降させ、その先端に装着された打抜パンチ24とダイ25との間にシート材11を挟み込み、該シート材11から底紙13を打ち抜く[図5(b)]。その後、前記打抜カム21の回転に伴ってナックアウトプランジャ23を下降させ、その先端に装着されたナックアウトチップ26を前記打抜パンチ24の先端より突出させることで、該ナックアウトチップ26により底紙13を押し出し、ガイド溝32上に押さえ込む[図5(c)]。
【0024】
するとこの状態において、前記移動体34の回転に伴って突起部31がナックアウトチップ26の溝26a内を通過し、底紙13をガイド溝32に沿ってその側方に押し出す。そして突起部31による底紙13の横方向への押出しが行われている状態において前記打抜カム21の回転に伴い、前記打抜プランジャ22およびナックアウトプランジャ23が上昇駆動され、図5(a)の状態に復帰する。このような動きを順に繰り返すことにより、フープ状のシート材11が間欠的に繰り出されながら、該シート材11から底紙13(シート材)が1枚ずつ打ち抜かれ、フィード機構14のガイド溝32上に押し出される。そしてガイド溝32内を移動する突起部31により底紙13がナックアウトチップ26の側方に押し出されて1枚ずつ移送されることになる。
【0025】
この際、突起部31はナックアウトチップ26の溝26a内を通過しながら移動するので、底紙13の縁部に確実に当接して該底紙13を横方向に押し出すことになる。即ち、底紙13の厚みよりも十分大きい高さを持つ突起部31にて底紙13を押し出すので、仮に底紙13が薄い場合であっても、これを安定・確実に押し出すことができる。しかもナックアウトチップ26によって底紙13をガイド溝32上に押さえ付けた状態で、突起部31により底紙13を横方向に押し出すので、シート材11の巻き癖が残っている部分から底紙13を打ち抜いた場合であっても、底紙13を確実に押し出して移送することが可能となる。
【0026】
またナックアウトチップ26によって底紙13をガイド溝32上に押さえ付けない場合であっても、突起部31がナックアウトチップ26の溝26a内を通過するような十分な高さを有しているので、仮にガイド溝32に落とし込まれた底紙13が巻き癖に起因する反りを生じていても、その縁部に突起部31を確実に当接させて底紙13を横方向に押し出すことができる。
【0027】
従って底紙13の厚みに拘わることなく、また巻き癖に起因する反りの有無に拘わることなしに、シート材11から底紙13(シート片)を順次打ち抜きながら、これを1枚ずつ安定・確実に供給(フィード)することが可能となる。しかもこのようにしてシート片を1枚ずつ安定・確実にフィードすることが可能なので、そのフィード速度の高速化にも十分に対処可能である。
【0028】
尚、本発明は上述した実施形態に限定されるものではない。例えば図6に示すようにフィード機構14を、回転駆動されるフィードカム41aと、その周面を転動するカムフォロア41bを備えた揺動レバー41cとからなるカム機構41によって往復駆動されるプッシャ42を用いて実現することも可能である。この場合には、プッシャ42の先端に突起部43を設け、ナックアウトチップ26の先端部の溝26aを通過させるようにすれば良い。
【0029】
またリング状の鍔紙を打ち抜き形成してフィードする場合には、図7に示すようにシート材11の走行方向上流側に、内径打ち抜き用の打抜機構16を設け、前記打抜機構12によってシート片を打ち抜くに先立って穴開けを行うようにすれば良い。この場合には、内径打ち抜き用の打抜機構16を基本的には前述した打抜機構12と同様に構成し、打抜パンチ24とダイ25として内径打ち抜き用(小径)のものを装着すれば良い。
【0030】
更にここでは、円形の底紙13やリング状の鍔紙を打抜形成し、これを1枚ずつフィードする装置について例示したが、シート材11から打抜形成するシート片の形状は特に限定されず、その形状仕様に応じた打抜パンチ24とダイ25とを用いるようにすれば良い。また筒型電池の製造ライン以外の各種製造ラインに適宜組み込むことが可能である。その他、本発明はその要旨を逸脱しない範囲で種々変形して実施することができる。
【0031】
【発明の効果】
以上説明したように本発明によれば、打抜パンチの先端から突出して該打抜パンチにより打ち抜かれたシート片をフィーダ機構に押し出すナックアウトチップを備えてなり、フィーダ機構は上記ナックアウトチップの先端に設けた溝内を通過してシート片を押し出す突起部を備えているので、フープ状のシート材から打ち抜いたシート片が薄い場合であっても、或いはシート片がシート材の巻き癖に起因する反りを有する場合であっても、これを1枚ずつ安定・確実にフィードすることができる。しかも簡単な構成である上、シート片の高速フィードにも十分に対処可能である等の実用上多大なる効果が奏せられる。
【図面の簡単な説明】
【図1】本発明の一実施形態に係るシート片の打抜フィード装置であって、筒型電池の製造工程に組み込まれる底紙供給装置の概略的な構成を示す斜視図。
【図2】図1に示す底紙供給装置の平面構成図。
【図3】図1に示す底紙供給装置の要部側面図。
【図4】図1に示す底紙供給装置におけるナックアウトチップと、ガイド溝内を移動する突起部との関係を示す図。
【図5】図1に示す底紙供給装置の作動状態を分解して示す図。
【図6】本発明に係るシート片の打抜フィード装置におけるフィード機構の変形例を示す図。
【図7】本発明の別の実施形態に係る底紙供給装置の概略的な構成を示す平面図。
【図8】シート材から打ち抜かれるシート片としての底紙と鍔紙の例を示す図。
【図9】従来のシート片供給装置の概略的な構成を示す図。
【図10】従来のシート片供給装置における不具合点を模式的に示す図。
【符号の説明】
11 シート材
12 打抜機構
13 底紙(シート片)
14 フィード機構
15 搬送装置
16 打抜機構
21 打抜カム
22 打抜プランジャ
23 ナックアウトプランジャ
24 打抜パンチ
25 ダイ
26 ナックアウトチップ
26a 溝
31 突起部
32 ガイド溝
33 移送台
34 移動体
42 プッシャ
43 突起部
Claims (3)
- 打抜パンチおよびこの打抜パンチと対をなすダイを備え、ダイ上に導かれたシート材料から所定形状のシート片を打ち抜く打抜機構と、この打抜機構により打ち抜かれたシート片をその打抜方向と交差する向きに取り出して移送するフィード機構とを具備してなり、
前記打抜機構は、往復駆動されてその先端に装着した前記打抜パンチを前記ダイに嵌合させる打抜プランジャと、この打抜プランジャの内側に進退自在に設けられ、往復駆動されてその先端に装着されたナックアウトチップを前記打抜パンチの先端より突出させるナックアウトプランジャとを備え、
前記ナックアウトチップはその先端部に前記シート片の取り出し方向に形成された溝を有し、前記フィード機構は上記ナックアウトチップの溝内を通過して前記シート片を押し出す突起部を備えていることを特徴とするシート片の打抜フィード装置。 - 前記フィード機構は、前記ナックアウトチップにより押し出された前記シート片を受け止めると共に、該シート片を横方向に案内するガイド溝を備えた移送台と、この移送台の上記ガイド溝に沿って前記突起部を移動させる移動体とを具備したことを特徴とする請求項1に記載のシート片の打抜フィード装置。
- 前記移動体は、前記ナックアウトチップが前記シート片を前記ガイド溝上に押し付けたとき、前記突起部を前記ナックアウトチップの溝内を通過させることを特徴とする請求項2に記載のシート片の打抜フィード装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35147697A JP4029367B2 (ja) | 1997-12-19 | 1997-12-19 | シート片の打抜フィード装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35147697A JP4029367B2 (ja) | 1997-12-19 | 1997-12-19 | シート片の打抜フィード装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11179698A JPH11179698A (ja) | 1999-07-06 |
| JP4029367B2 true JP4029367B2 (ja) | 2008-01-09 |
Family
ID=18417554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35147697A Expired - Fee Related JP4029367B2 (ja) | 1997-12-19 | 1997-12-19 | シート片の打抜フィード装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4029367B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117207374B (zh) * | 2023-09-12 | 2024-05-17 | 江苏晶杰光电科技有限公司 | 一种晶片生产用冲裁装置 |
-
1997
- 1997-12-19 JP JP35147697A patent/JP4029367B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11179698A (ja) | 1999-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4925062A (en) | Paper feeder | |
| US20250255384A1 (en) | Button Product Manufacturing Device, Button Product Manufacturing Method, and Non-Transitory Computer Readable Storage Medium | |
| CN107074382B (zh) | 坯料的供给装置及使用了该装置的坯料的供给方法 | |
| US4014257A (en) | Apparatus for die cutting indicia on a multilayer tape | |
| GB1138937A (en) | Method and apparatus for winding multi-ply web rolls and product | |
| JP4029367B2 (ja) | シート片の打抜フィード装置 | |
| JPH081773A (ja) | 円形または多角形の長手方向縁部を有するヒンジ蓋付きパックのカラー用ブランクの製造装置 | |
| US6905451B2 (en) | Rope handle forming machine and method | |
| JPH1190896A (ja) | 単位パターン印刷毎に分離可能なロ−ル状連続帯及びその製造方法並びにその製造装置 | |
| JP2021527609A (ja) | ストリップ繰り出しデバイス及びシート形態に要素をスタンピングするための機械 | |
| JPS6384958A (ja) | シ−ト送り装置 | |
| JP7197749B2 (ja) | チェーングリッパシステムとして形成される搬送システムを備えるパンチ加工機械、および少なくとも1つの保持要素を開放する方法 | |
| CN106604788B (zh) | 顺序进给加工机及顺序进给加工方法 | |
| US3823317A (en) | Thermocopying apparatus | |
| JPH0459765B2 (ja) | ||
| CN107433635A (zh) | 双排孔自动打孔机 | |
| CN223477787U (zh) | 一种黄纸加工用定量分切装置 | |
| JPH0464556A (ja) | ロール巻装物の整形方法 | |
| CN206748593U (zh) | 双排孔自动打孔机 | |
| JPS63229298A (ja) | 条片用横方向切取り点線入れ装置 | |
| JPH05330720A (ja) | スタッカ | |
| KR960000287Y1 (ko) | 캠(Cam)을 이용한 트랜스퍼 프레스용 블랭킹금형(Transfer Press Blanking Die) | |
| CA2459209C (en) | Rope handle forming machine and method | |
| KR102169939B1 (ko) | 접착테이프 디스펜서 | |
| KR102158517B1 (ko) | 접착테이프 디스펜서 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071003 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20071004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071004 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101026 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101026 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111026 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |