JP4262079B2 - 鋼板先端の搬送装置 - Google Patents
鋼板先端の搬送装置 Download PDFInfo
- Publication number
- JP4262079B2 JP4262079B2 JP2003424334A JP2003424334A JP4262079B2 JP 4262079 B2 JP4262079 B2 JP 4262079B2 JP 2003424334 A JP2003424334 A JP 2003424334A JP 2003424334 A JP2003424334 A JP 2003424334A JP 4262079 B2 JP4262079 B2 JP 4262079B2
- Authority
- JP
- Japan
- Prior art keywords
- steel plate
- tip
- payoff reel
- welding machine
- clamped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Winding, Rewinding, Material Storage Devices (AREA)
Description
一方、ピンチロール4は、図6に示されるように、固定ロール4aと上下に動く移動ロール4bを有しており、待機時は移動ロール4bが上昇していて鋼板3aの先端部の受け入れ態勢が準備されている。そして、鋼板3aの先端部が挿入されると移動ロール4bが下降して固定ロール4aとの間でしっかりとクランプするよう構成されている。この結果、鋼板3aの先端部は溶接機2に対して常に正確に位置合わせが行われるため、溶接機2にセットされた先行する鋼板3bと位置ズレを生じることなく高精度に溶接が行われることとなる。
2 溶接機
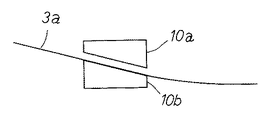
3a ペイオフリールから巻き戻した鋼板
3b 溶接機にセットされた先行する鋼板
4 ピンチロール
5 搬送路
6 レール
10 クランプ装置
10a クランパー
10b クランパー
11 移送機構
12 車輪
13 モータ
20 リフトテーブル
Claims (3)
- ペイオフリールと溶接機の間に、ペイオフリールから巻き戻した鋼板の先端部をクランプするクランプ装置が搭載され、該クランプ装置により鋼板の先端部をクランプした状態のままペイオフリール側から溶接機に向けて走行する移送機構を設けた鋼板先端の搬送装置において、前記クランプ装置を、鋼板の長手方向に対し垂直方向の断面をみた場合、鋼板が湾曲するようにクランプするものとしたことを特徴とする鋼板先端の搬送装置。
- クランプ装置は、前方側へ突出した鋼板の先端部が斜め上を向くようにクランプするものである請求項1に記載の鋼板先端の搬送装置。
- ペイオフリールの出側には、クランプ装置で鋼板の先端部をクランプする際に、鋼板の先端部を斜め上に持ち上げるリフトテーブルが設置されている請求項1または2に記載の鋼板先端の搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003424334A JP4262079B2 (ja) | 2003-12-22 | 2003-12-22 | 鋼板先端の搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003424334A JP4262079B2 (ja) | 2003-12-22 | 2003-12-22 | 鋼板先端の搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005177832A JP2005177832A (ja) | 2005-07-07 |
| JP4262079B2 true JP4262079B2 (ja) | 2009-05-13 |
Family
ID=34784561
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003424334A Expired - Fee Related JP4262079B2 (ja) | 2003-12-22 | 2003-12-22 | 鋼板先端の搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4262079B2 (ja) |
-
2003
- 2003-12-22 JP JP2003424334A patent/JP4262079B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005177832A (ja) | 2005-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPS62203679A (ja) | 被バツト溶接シ−トあるいはストリツプを搬送しそして案内する方法及び装置 | |
| JP4262079B2 (ja) | 鋼板先端の搬送装置 | |
| JP2000024794A (ja) | 帯状鋼板の長手方向の連続溶接方法および連続溶接設備 | |
| JP2000000612A (ja) | 帯状鋼板の長手方向の連続溶接方法および連続溶接設備 | |
| JPH11285874A (ja) | レーザーによる帯状鋼板の連続溶接方法及びその設備 | |
| US12377499B2 (en) | Method for producing a welded T-beam or I-beam profile | |
| CN101293313A (zh) | 单面焊接装置 | |
| JPH11319911A (ja) | 帯状鋼板の長手方向の連続溶接方法および溶接設備 | |
| JP5116136B2 (ja) | 鋼帯連続処理設備の入側に設置された溶接装置およびその溶接方法 | |
| JPH11319912A (ja) | 帯状鋼板の長手方向の連続溶接方法および連続溶接設備 | |
| JP3629161B2 (ja) | 帯状鋼板の長手方向の連続溶接方法およびその溶接設備 | |
| JP3709071B2 (ja) | 連続圧延設備のシートバー接合装置 | |
| JP5515423B2 (ja) | 電縫鋼管用大型コイルの製造装置 | |
| JP3999349B2 (ja) | スパイラル鋼管の成形装置 | |
| JPH1071525A (ja) | 管端保護リングの製造装置 | |
| JPH0747407A (ja) | 連続処理ラインの溶接セクション | |
| JP2002292493A (ja) | 長手方向に連続溶接される帯状鋼板のエッジ案内方法およびその装置 | |
| JP3201743B2 (ja) | 帯状金属材接合装置 | |
| JPH11285875A (ja) | レーザーにより帯状鋼板の長手方向に連続溶接する方法及びその設備 | |
| JPH05139B2 (ja) | ||
| JP2015085371A (ja) | 鋼板コイルの冷間圧延方法およびその冷間圧延設備 | |
| JPH06142923A (ja) | 金属帯板材料の端面接合方法及びその装置 | |
| JP2548138Y2 (ja) | ストリップ先端部スレッディング装置 | |
| JP5724162B2 (ja) | 金属帯の溶接接合方法及び金属帯溶接接合装置 | |
| JP3318493B2 (ja) | 熱間材の走間加工方法と走間加工設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080516 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090116 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4262079 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140220 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |