JP4420574B2 - 軸受金及びその製造方法 - Google Patents
軸受金及びその製造方法 Download PDFInfo
- Publication number
- JP4420574B2 JP4420574B2 JP2001080247A JP2001080247A JP4420574B2 JP 4420574 B2 JP4420574 B2 JP 4420574B2 JP 2001080247 A JP2001080247 A JP 2001080247A JP 2001080247 A JP2001080247 A JP 2001080247A JP 4420574 B2 JP4420574 B2 JP 4420574B2
- Authority
- JP
- Japan
- Prior art keywords
- tin
- sprayed
- bearing
- based alloy
- bearing metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/14—Special methods of manufacture; Running-in
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/30—Alloys based on one of tin, lead, antimony, bismuth, indium, e.g. materials for providing sliding surfaces
- F16C2204/34—Alloys based on tin
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
- F16C2223/42—Coating surfaces by spraying the coating material, e.g. plasma spraying
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sliding-Contact Bearings (AREA)
- Magnetic Bearings And Hydrostatic Bearings (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating By Spraying Or Casting (AREA)
Description
【発明の属する技術分野】
本発明は、軸を回転可能に支承する軸受金及びその製造方法に関するものである。
【0002】
【従来の技術】
従来、研削盤等の静圧軸受においては、スピンドルを焼き入れ鋼、軸受金を銅合金で製作し、耐焼付き性を高めている。そして耐焼付き性を一層向上させるために、図12に示すように耐焼付き性の高いスズ系の合金等の溶射膜70を吹き込み式の溶射ガン71により軸受金72の内周面に吹き込み溶射することが試みられている。
【0003】
【発明が解決しようとする課題】
このような従来の耐焼付き性の高いスズ系の合金等の溶射膜を吹き込み式の溶射により軸受金70の内周面に形成することにあっては、溶射距離が長すぎるために粉塵を巻き込みスズ系の合金は膜の清浄性が損なわれ、また軸受金の両端から長手方向の内側に入った部分に吹き込み溶射を行う場合、溶射角度αが小さくなり過ぎて溶射条件が悪くなる。このため吹き込み溶射では、合金が酸化して純度が低下し、溶射条件の悪さと相俟って密着性及び強度の低い、剥離し易い溶射膜となる問題点があった。
【0004】
【課題を解決するための手段】
上記の課題を解決するため、請求項1に記載された発明の構成上の特徴は、軸を回転可能に支承する軸受金において、軸受金基体の内周面に、不活性気体又は不活性気体と還元性気体との混合気体中に電圧をかけて発生するプラズマジェットによりスズ系合金の粉末材料を溶射することで、スズ系合金の溶射膜が溶射形成され、前記スズ系合金の前記溶射膜を前記軸受金基体に溶射形成した後に、該溶射膜が溶射形成された軸受金基体を前記スズ系合金の融点より高い温度で再加熱することで、アンチモンとスズの合金を析出してなり、溶射される前記スズ系合金の前記粉末材料のアンチモンの含有量を10〜15%にし、前記スズ系合金の溶射膜のアンチモンの含有量が7%以上であることである。
【0005】
請求項2に係る発明の構成上の特徴は、前記軸受金基体が鉄系の軸受金ベース材の内周面にニッケルアルミ合金の中間層を溶射形成されたものであることである。
【0006】
請求項3に係る発明の構成上の特徴は、前記溶射膜がロボット操作により制御された溶射ガンにより形成されたものであることである。
【0008】
請求項4に係る発明の構成上の特徴は、請求項1乃至請求項3のいずれかに記載された軸受金において、前記軸受金基体の前記軸と対向するランド部の内周面及び側面に前記溶射膜が溶射形成されていることである。
【0009】
請求項5に係る発明の構成上の特徴は、請求項1乃至請求項4のいずれかに記載された軸受金において、前記ランド部の角部に前記溶射膜が溶射形成された面取り部又は段付き部が形成されていることである。
【0010】
請求項6に係る発明の構成上の特徴は、請求項1乃至請求項5のいずれかに記載された軸受金において、前記溶射膜の内周面が切削仕上げ加工されていることである。
【0011】
請求項7に係る発明の構成上の特徴は、軸を回転可能に支承する軸受金の製造方法において、不活性気体又は不活性気体と還元性気体との混合気体中に電圧をかけて発生するプラズマジェットによりスズ系合金の粉末材料を溶射することで、スズ系合金の溶射膜を軸受金基体の内周面に溶射形成し、前記スズ系合金の前記溶射膜を前記軸受金基体に溶射形成した後に、該溶射膜が溶射形成された軸受金基体を前記スズ系合金の融点より高い温度で再加熱することで、アンチモンとスズの合金を析出してなり、溶射される前記スズ系合金の前記粉末材料のアンチモンの含有量を10〜15%にし、前記スズ系合金の溶射膜のアンチモンの含有量が7%以上であることである。
【0012】
請求項8に係る発明の構成上の特徴は、請求項7に記載された軸受金の製造方法において、前記スズ系合金の溶射膜を前記軸受金基体に溶射形成する前に、前記軸受金基体の内周面をブラスト処理し、酸洗いすることである。
【0013】
請求項9に係る発明の構成上の特徴は、請求項7又は請求項8に記載された軸受金の製造方法において、エアーブローしながら前記プラズマジェットによりスズ系合金の溶射膜を前記軸受金基体の内周面に溶射形成することである。
【0016】
請求項10に係る発明の構成上の特徴は、請求項7乃至請求項9のいずれかに記載された軸受の製造方法において、前記再加熱を真空雰囲気又は不活性雰囲気内で行うことである。
【0017】
請求項11に係る発明の構成上の特徴は、請求項7乃至請求項10のいずれかに記載された軸受金の製造方法において、軸受金基体の内周面にスズ系合金の溶射膜が形成するとき、前記軸受金内面への溶射をロボットにより溶射ガンを操作して行なうことである。
【0018】
【発明の作用・効果】
上記のように構成した請求項1に係る発明においては、軸受金基体の内周面にスズ系合金の溶射膜が軸受金内側からの内面溶射により溶射形成されているので、耐焼付き性に優れ、純度の良い、強度、密着性の高い溶射膜を備えた軸受金を得ることができる。
さらに、スズ系合金の溶射膜を軸受金基体に溶射形成した後に、該溶射膜が溶射形成された軸受金基体を前記スズ系合金の融点より高い温度で再加熱するので、再溶融により密着性が向上すると共に、溶射膜組成に硬質成分SbSn等が析出され、耐摩耗性が向上する。
スズ系合金の溶射膜のアンチモン含有量が7%以上であるので、SbSnなどの硬質成分を得ることができ、高い硬度、強度を得ることができる。
溶射されるスズ系合金の粉末材料のアンチモン含有量を10〜15%と多くしたので、低沸点のアンチモンが高温の溶射で蒸散しても、必要なアンチモン含有量を確保して溶射膜の所望組成を維持することができる。
【0019】
上記のように構成した請求項2に係る発明においては、軸受金基体が鉄系の軸受金ベース材の内周面にニッケルアルミ合金の中間層が溶射形成されたものであるので、中間層を介して溶射膜の密着性が極めて良好となる。
【0020】
上記のように構成した請求項3に係る発明においては、軸受金内面への溶射する溶射ガンの操作をロボットにより行うようにしたので、溶射ガンの向きを任意に変えることができ、その結果、軸受金の溶射膜の密着強度と膜厚が安定化され得る。
【0022】
上記のように構成した請求項4に係る発明においては、軸受金基体の軸と対向するランド部の内周面及び側面に溶射膜が溶射形成されているので、溶射膜が軸受金の側面にまで及んでおり、せん断力に対する抵抗力が強く剥離しにくい。
【0023】
上記のように構成した請求項5に係る発明においては、軸受金基体の軸と対向するランド部の角部に溶射膜が溶射形成された面取り部又は段付き部が形成されているので、溶射膜を溶射条件の良好な必要最小限の範囲で軸受金の一部側面部分にまで及ぼすことができ、せん断力に対する抵抗力が高く剥離しにくい安価な溶射膜を得ることができる。
【0024】
上記のように構成した請求項6に係る発明においては、溶射膜の内周面が切削仕上げ加工されているので、耐焼付き性に優れた面精度の高い軸受面を得ることができる。
【0025】
上記のように構成した請求項7に係る発明においては、軸を回転可能に支承する軸受金の製造方法において、不活性気体又は不活性気体と還元性気体との混合気体中に電圧をかけて発生するプラズマジェットによりスズ系合金の溶射膜を軸受金基体の内周面に溶射形成するので、溶射角を適切に維持し、高エネルギーにより溶け残りの無い、耐焼付き性に優れ、純度、強度及び密着性の高い溶射膜を得ることができる。
さらに、スズ系合金の溶射膜を軸受金基体に溶射形成した後に、該溶射膜が溶射形成された軸受金基体を前記スズ系合金の融点より高い温度で再加熱するので、再溶融により密着性が向上すると共に、溶射膜組成に硬質成分SbSn等が析出され、耐摩耗性が向上する。
スズ系合金の溶射膜のアンチモン含有量が7%以上であるので、SbSnなどの硬質成分を得ることができ、高い硬度、強度を得ることができる。
溶射されるスズ系合金の粉末材料のアンチモン含有量を10〜15%と多くしたので、低沸点のアンチモンが高温の溶射で蒸散しても、必要なアンチモン含有量を確保して溶射膜の所望組成を維持することができる。
【0026】
上記のように構成した請求項8に係る発明においては、スズ系合金の溶射膜を軸受金基体に溶射形成する前に、前記軸受金基体の内周面をブラスト処理し、酸洗いするので、ブラストの凹凸によるアンカー効果と、酸化物の除去による親和性の向上により溶射膜の密着性が高くなる。
【0027】
上記のように構成した請求項9に係る発明においては、エアーブローしながら前記プラズマジェットによりスズ系合金の溶射膜を前記軸受金基体の内周面に溶射形成するので、飛散した粉塵を吹き飛ばすことにより粉塵が溶射膜に巻き込まれることを防止できて、溶射膜の密着性を向上することができる。
【0030】
上記のように構成した請求項10に係る発明においては、真空雰囲気又は不活性雰囲気内で再加熱するので、溶射膜表面に酸化を来たすことなく、密着性を向上することができる。
【0031】
上記のように構成した請求項11に係る発明においては、軸受金内面への溶射する溶射ガンの操作をロボットにより行うようにしたので、溶射ガンの向きを任意に変えることができ、その結果、溶射膜の密着強度と膜厚が安定した軸受金を量産することができる。
【0032】
【実施の形態】
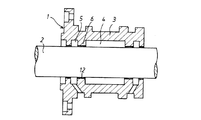
以下に本発明の実施の形態を図面に基づいて説明する。図1において、1は軸2を回転可能に支承する軸受金である。軸受金1の軸受金基体3の内周には静圧流体軸受のポケット4、排出溝5を形成する複数の環状のランド部6が軸2に対向して突設されている。図2に示すように、ランド部6の内周面7の両端角部には面取り部8が形成されている。ランド部6の内周面7、面取り部8及び両側面9には、軸受内面から内面溶射ガンにより、スズ系合金の内周面溶射膜10及び側面溶射膜11が数百ミクロンの厚さで溶射形成されている。溶射膜10,11のスズ系合金は一例として、主成分の組成割合がアンチモンSb5〜13%、銅 Cu3〜8.5%、スズSn残部の合金である。スズ系合金は鉛Pb等を含んだものでも良い。アンチモンSbは低沸点であるため、高温のプラズマ溶射では蒸発してスズ系合金にアンチモンSbの不足を来たす。アンチモンSbが7%以下に減少するとSbSnなどの硬質成分が得られず、軟質な合金となり易い。そこで、溶射原料となるスズ系合金の粉末材料の組成において、アンチモンSbの割合を溶射による減少分だけ多くしてスズ系合金のコーテイング層10,11のアンチモンSbの含有量が7%以上になるように調整すると、SbSnなどの硬質成分が析出した耐摩耗性に優れた溶射膜となる。なお、軸受の使用目的によっては、アンチモンSbの含有量が7%より少なくてもよい。スズ系合金の溶射膜はせん断力に弱く、膜の側面から力が加わると剥離が起きやすいので、ランド部6の内周面7にスズ系合金の溶射膜10が溶射されているだけでなく、内周面7、面取り部8及び側面9に連続したスズ系合金の溶射膜が溶射形成され、剥離強度が増強されている。この溶射された溶射膜が旋盤などにより仕上げ加工されて内周面溶射膜10及び側面溶射膜11となり、ランド部6の軸2と対向するランド面12及びポケット4、排出溝5の側壁13を形成している。
【0033】
上記のように構成した実施形態の静圧流体軸受の軸受金1においては、図略の固定絞りを介して静圧ポケット4に供給された圧力流体は、ランド面12と軸2との間の隙間により絞られて排出溝5に流出され、静圧ポケット4内に静圧を発生して軸2を支承する。回転駆動されている軸2に高負荷が作用し、軸2がランド面12に接触しても、ランド面12は、軸受金基体3のランド部6に溶射されたスズ系合金の溶射膜の内周面を切削仕上げ加工して形成されたものであるので、ランド面12の耐焼付き性は極めて高く、軸2と軸受金1との焼付きが防止される。そして、ランド部6の側面9にもスズ系合金の溶射膜11が形成されているので、せん断力に対する抵抗力が強く、剥離強度が高くなっている。
【0034】
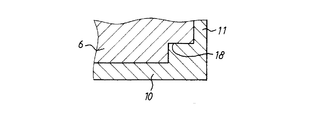
図3に示すように、ランド部6の両端角部に面取り部8に代えて段部18を形成し、この段部18に内周溶射膜10、側面溶射膜11を溶射するようにしてもよい。また、ランド部6の両側面9に溶射膜を形成することなく、図4及び図5に示すように、溶射膜を面取り部8又は断部18までに止めるようにしてもよい。このようにしても、内周溶射膜10は面取り部8又は段部18に引っ掛かることにより剥離強度が高くなる。
【0035】
図6に示す他の軸受金20においては、軸受金基体21は、鉄系の基体地金22をベースにし、それに形成されたランド部26の内周面27及び面取り部28にニッケルアルミ合金Ni-Alの中間層23を100ミクロン程度の厚さで溶射形成したものである。中間層23の表面には、不活性気体又は不活性気体と還元性気体との混合気体中に電圧をかけて発生するプラズマジェットにより、スズ系合金の内周溶射膜29が数百ミクロンの厚さで溶射形成されている。内周溶射膜29の内周面は切削仕上げ加工され、軸2と対向するランド面24が形成されている。スズ系合金中の銅Cuと中間層23のニッケルNiは全率固溶なので、中間層23の界面に銅が凝集し、合金層を形成する。そのため、中間層23とスズ系合金の内周溶射膜29との間の密着性は極めて高い。鉄系の軸受金ベース材22とニッケルアルミ合金との密着性も高いので、スズ系合金の内周溶射膜29は極めて高い密着性で軸受基体21にプラズマ溶射されている。ただしこの中間層については施さなくても密着性が設計要求値を満たすものもあるため、省略は可能である。また中間層の材質も変更が可能である。
【0036】
上記実施形態では、ランド部6の角部に面取り部8又は段部18を形成しているが、これらを形成することなく、ランド部の内周面のみにスズ系合金の溶射膜を内面溶射するようにしてもよい。また、静圧流体軸受の軸受金のランド部にスズ系合金の溶射膜を溶射形成しているが、ジャーナル軸受の軸受金の軸受金基体の内周面又は内周面と両端角部に形成した面取り部に、内面から内面溶射ガンにより、スズ系合金の溶射膜を溶射形成してもよい。
【0037】
次に、本発明に係る軸受の製造方法について説明する。図1に示す軸受基体3は、図7に示す第1工程31において、その外周形状及びポケット4、排出溝5等の内周形状を旋盤、フライス盤等により切削加工される。その際に本発明に係るランド部6の内周面7、両側面9及び両角部の面取り部8も切削加工される。軸受基体3の素材としては、低炭素鋼等の鋼材、リン青銅等の銅合金を使用する。
【0038】
第2工程32では、軸受基体3のスズ系合金の溶射膜が溶射される被溶射面25、即ちランド部6の内周面7、面取り部8及び側面9をブラスト処理し、酸洗いする。ブラスト処理は、通常のものでよく、♯16程度の粒子を被溶射面25に吹き付ける。これにより被溶射面25に凹凸が生成され、そのアンカー効果により溶射膜の被溶射面25への密着性が向上する。ブラスト処理により被溶射面25の酸化膜が除去されるものの、ブラスト処理自身の発熱などにより被溶射面25が再酸化し、この酸化物の生成により溶射膜と被溶射面25との親和性が低下し、溶射膜の密着性が低下する。このためブラスト面を酸洗いし、酸化物を除去する。酸洗いの時間は、ブラスト面の凹凸を溶解することなく、酸化物を除去できる短時間の処理に留める。これにより、ブラスト処理で生成された凹凸によるアンカー効果と、酸化物の除去による親和性の向上により溶射膜と被溶射面25との密着性が向上する。
【0039】
第3工程33では、ブラスト処理、酸洗いした被溶射面25に溶射膜が溶射形成される。図8において、40はベース41上に垂直線回りに回転可能に支承された回転テーブルで、モータ42により回転駆動されるようになっている。回転テーブル40上面には、治具43が固定され、治具43に軸受基体3がその軸線を回転テーブルの回転中心に一致させて取付けられている。44は内面溶射ガンで、ロボット等により操作され、スズ系合金の粉末材料を溶かして被溶射面25に溶射する。溶射ガンはロボットにより自動制御されるため溶射膜の品質に作業者によるばらつきが小さく安定した性能を維持できる。図9に示すように、プラズマ溶射ガン44のノズル45は、内口金46と外口金47とで構成され、内口金46には、プラズマ溶射ガン44の軸線と直交する軸線を有する中心孔48が穿設され、この中心孔48からスズ系合金の粉末材料が供給される。内口金46と外口金との間には、環状孔49が中心孔48と同心に設けられ、この環状孔49から例えばアルゴンと水素の混合気体が供給される。50は内口金46と外口金47との間に電圧をかける電源で、環状孔49から噴出されるアルゴンと水素との混合気体中で大電流の直流放電を行わせて超高温のプラズマジェットを発生させる。内口金46の中心孔48から供給されたスズ系合金の粉末材料は、プラズマジェットにより溶かされて被溶射面25に溶射される。51は電源50を内口金46、外口金47に接続する電線、52は中心孔48に粉末材料を供給するパイプ、53は環状孔49に混合気体を供給するパイプである。54は一般的なロボットのアームで、アーム54先端のリスト55に取付けられた把持装置56にプラズマジェット溶射ガン44が垂直方向に取付けられている。57は圧縮空気を噴出する吹出し口で、ベース41上にスタンド58により取付けられている。59は回転テーブル40、プラズマ溶射ガン44及びロボット等の言わばプラズマ溶射装置全体を覆うカバーで、このカバー59内の気体はバキュームポンプ60により吸引されている。
【0040】
治具43に垂直に取付けられた軸受基体3のランド部6の内周面7、面取り部8、側面9に図10に示すようなスズ系合金の溶射膜61を溶射するために、ロボットのアーム54及びリスト55によりプラズマ溶射ガン44は姿勢を制御されて軸受基体3内に挿入される。この状態でプラズマジェットが発生され、内孔48から供給されるスズ系合金の粉末材料が溶融してランド部6の内周面7、面取り部8、側面9に溶射される。回転テーブル40が回転駆動されて軸受基体3が適宜速度で回転され、内面溶射ガン44がロボットのアーム54及びリスト55により姿勢制御されながら軸受基体3の軸線方向に移動されることにより、内周面7、面取り部8及び側面9にスズ系合金の溶射膜61が全周に亙って溶射形成される。内周面7に溶射するときは、内面溶射ガン44を垂直にすることで溶射角を最適な90度にすることができ、面取り部8に溶射するときは、内面溶射ガン44をロボットにより傾斜させて溶射角を90度近くの適切な角度に維持することができるので、溶射膜61の内周面7、面取り部8への密着性が高くなる。また、側面9に溶射するときも、内面溶射ガン44をロボットにより傾斜させて溶射角をできるだけ90度に近づけて適当な溶射角を確保し、密着性を高めることができる。
【0041】
このプラズマ溶射を行っている間、吹出し口57から圧縮空気が軸受基体3の内孔に供給される。これによりエアーブローしながらスズ系合金の溶射膜61を軸受基体3の内周面7、面取り部8及び側面9に溶射形成することとなり、プラズマジェットにより溶融されて飛散した金属粉等の粉塵が吹飛ばされ、バキュームポンプ60により吸引されて外部に排出されるので、粉塵が溶射膜61に捲き込まれることが防止でき、密着性が向上する。このプラズマ溶射においては、アルゴンに還元性のある水素が混合されているので、酸化し易いスズSnなども酸化することなく、高純度のスズ系合金の溶射膜61を溶射形成することができる。
【0042】
この溶射ではスズ系合金の溶射膜中の酸素濃度が0.1〜5%に管理される。さらに、プラズマ溶射は高エネルギーで溶射されるため、スズ系合金の粉末材料が完全に溶解し、溶け残りもなく、密着性の高い溶射膜61が生成される。
【0043】
スズ系合金の溶射膜61としては、組成の主成分の割合がアンチモンSbが5〜13%、銅Cu3〜8.5%、残部がスズSnの合金が、耐焼付き性に優れている。
【0044】
しかし、アンチモンSbが7%以下のものは、SbSnなどの硬質成分が得られず、軟質な合金となり易い。また、アンチモンSbは非常に低沸点であるため高温の溶射ではアンチモンが蒸発してスズ系合金にアンチモンの不足を生じることがある。スズも幾分蒸発するが、銅は高沸点であるため残留し、銅が過多となり、溶射膜61の脆化を招く場合がある。そこで、スズ系合金の溶射膜61の要求性質に合わせて、又は溶射形成によるスズ系合金の成分割合の変化を考慮してスズ系合金の粉末材料の成分割合を調整する。プラズマ溶射によるスズ系合金の成分割合の変化の一例として、アンチモンSb8%、銅Cu4%、スズSn残部の成分割合のスズ系合金は、溶射によりアンチモンが35%蒸発した。その結果、アンチモンSb5%、銅Cu12%、スズSn残部の成分割合となり、硬質成分SbSnは68%減少した。このため、溶射形成によるアンチモンSb、スズSnの減少を見込んで、例えばJIS規格WJ1〜3のホワイトメタルの粉末材料にアンチモン、スズを添加する。添加する材料は必要に応じて、スズSnを含まないアンチモンSbのみでもよく、アンチモンとスズの合金Sb-Snでもよい。そして、スズ系合金の溶射膜61のアンチモンSbの含有量を、SbSnなどの硬質成分の析出が起きる7%以上に保つためには、スズ系合金の粉末材料のアンチモンの含有量を15〜30%にするとよいことが分かった。
【0045】
第4工程34において、スズ系合金の溶射膜61の被溶射面25への密着性を向上するため、溶射膜61が溶射形成された軸受基体3を再加熱する。スズ系合金は、アンチモンSn、スズSn、銅Cu、鉛Pbを主成分とする低融点の合金で、融点は300〜400℃であるので、溶射後の軸受基体3を融点より10〜50℃高い温度で大気中で再加熱すると溶融し、密着性が向上するとともに、組成に硬質成分SbSn,Cu6Sn5等が析出されて耐摩耗性が向上する。さらに、溶射膜61に含まれる空孔が溶融により無くなり緻密な膜となる。加熱時間は、軸受基体3全体が十分加熱するために必要な時間で、溶射膜61が溶け落ちることのない1時間以内とする。再加熱の一例として、融点が350℃のスズ系合金に対し、400℃で加熱、徐冷で溶射膜61の溶け落ちもなく、密着性、膜組成も改善された。
【0046】
溶射膜61が溶射された軸受基体3の一部を切断して試験片62を作成し、溶射膜61が軸受基体3から剥離するせん断力を図11に示すせん断力測定装置63で測定した結果、溶射膜61の剥離せん断力即ち密着性は再加熱により40%向上したことを確認できた。せん断力の測定は、試験片62をせん断力測定装置63の取付け孔64に、溶射膜61がスリット65に頭を出すように取付け、スリット65内を下方に移動する加圧体66により溶射膜61に側方からせん断力を与え、溶射膜61が剥離する荷重を測定している。
【0047】
再加熱を大気中で行うと、溶射膜61の表面にスズの酸化膜が生成されて黒変し、膜表面が高硬度、脆化して加工性が低下する。また、膜の酸化により、溶射膜61の純度が低くなり、膜性能が低下する。これら再加熱により生じるマイナス面は、再加熱を真空雰囲気内又はアルゴン、窒素等の不活性気体中の不活性雰囲気内で再加熱することにより解消される。真空雰囲気は、真空炉を用いることで、また不活性雰囲気は炉中に不活性気体を導入することで容易に確保することができる。
【0048】
第5工程35において、溶射膜61の図10の一点鎖線で示す外側が旋盤等により旋削されて削除され、内周面が仕上げ加工された内周溶射膜10及び表面が仕上げ加工された側面溶射膜11が形成される。
【0049】
溶射膜61の軸受基体3の被溶射面25への密着性を一層向上させるために、軸受基体3を鉄系の材料で作成し、第2工程で被溶射面25をブラスト処理、酸洗いした後、第3工程で溶射膜61を溶射形成する前に、溶射面にニッケルアルミ合金Ni-Alの中間層23を溶射する工程36を追加してもよい。図6に示す他の軸受金20を作成するために、鉄系の軸受金ベース材22に形成されたランド部26の内周面27及び面取り部28に、第3工程33で、中間層23上にスズ系合金の溶射膜61を数百ミクロンの厚さで溶射する。
【図面の簡単な説明】
【図1】 本発明に係る軸受金を示す断面図である。
【図2】 軸受金のランド部の拡大図である。
【図3】 ランド部角部の段付き部を示す拡大断面図である。
【図4】 ランド部角部の面取り部を示す拡大断面図である。
【図5】 ランド部角部の段付き部の他の例を示す拡大断面図である。
【図6】 軸受金のランド部の他の例を示す拡大断面図である。
【図7】 本発明に係る軸受金の製造工程を示すブロック図である。
【図8】 プラズマ溶射装置を示す図である。
【図9】 プラズマ溶射ガンのノズル部分の拡大断面図である。
【図10】 溶射膜が溶射形成されたランド部を示す拡大断面図である。
【図11】 せん断力測定装置の要部を示す図である。
【図12】 軸受金基体に耐焼付き性材料をガス溶射する状態を示す図である。
【符号の説明】
1,20・・・軸受金、2・・・軸、3,21・・・軸受金基体、6,26・・・ランド部、7,27・・・内周面、8,28・・・面取り部、9・・・側面、10,29・・・内周溶射膜、11・・・側面溶射膜、12,24・・・ランド面、18・・・段部、23・・・中間層、31・・・第1工程、32・・・第2工程、33・・・第3工程、34・・・第4工程、35・・・第5工程、36・・・中間層形成工程、40・・・回転テーブル、44・・・プラズマ溶射ガン、54・・・ロボットのアーム、57・・・吹出し口、61・・・溶射膜、63・・・せん断力測定装置。
Claims (11)
- 軸を回転可能に支承する軸受金において、
軸受金基体の内周面に、不活性気体又は不活性気体と還元性気体との混合気体中に電圧をかけて発生するプラズマジェットによりスズ系合金の粉末材料を溶射することで、スズ系合金の溶射膜が溶射形成され、
前記スズ系合金の前記溶射膜を前記軸受金基体に溶射形成した後に、該溶射膜が溶射形成された軸受金基体を前記スズ系合金の融点より高い温度で再加熱することで、アンチモンとスズの合金を析出してなり、
溶射される前記スズ系合金の前記粉末材料のアンチモンの含有量を10〜15%にし、
前記スズ系合金の溶射膜のアンチモンの含有量が7%以上であることを特徴とする軸受金。 - 前記軸受金基体が鉄系の軸受金ベース材の内周面にニッケルアルミ合金の中間層を溶射形成されたものであることを特徴とする請求項1に記載された軸受金。
- 前記軸受金内面への溶射をロボットにより溶射ガンを操作して行なうことを特徴とする請求項1に記載された軸受金。
- 前記軸受金基体の前記軸と対向するランド部の内周面及び側面に前記溶射膜が溶射形成されていることを特徴とする請求項1乃至請求項3のいずれかに記載された軸受金。
- 前記ランド部の角部に前記溶射膜が溶射形成された面取り部又は段付き部が形成されていることを特徴とする請求項1乃至請求項4のいずれかに記載された軸受金。
- 前記溶射膜の内周面が切削仕上げ加工されていることを特徴とする請求項1乃至請求項5のいずれかに記載された軸受金。
- 軸を回転可能に支承する軸受金の製造方法において、
不活性気体又は不活性気体と還元性気体との混合気体中に電圧をかけて発生するプラズマジェットによりスズ系合金の粉末材料を溶射することで、スズ系合金の溶射膜を軸受金基体の内周面に溶射形成し、
前記スズ系合金の前記溶射膜を前記軸受金基体に溶射形成した後に、該溶射膜が溶射形成された軸受金基体を前記スズ系合金の融点より高い温度で再加熱することで、アンチモンとスズの合金を析出してなり、
溶射される前記スズ系合金の前記粉末材料のアンチモンの含有量を10〜15%にし、
前記スズ系合金の溶射膜のアンチモンの含有量が7%以上であることを特徴とする軸受金の製造方法。 - 前記スズ系合金の溶射膜を前記軸受金基体に溶射形成する前に、前記軸受金基体の内周面をブラスト処理し、酸洗いすることを特徴とする請求項7に記載された軸受金の製造方法。
- エアーブローしながら前記プラズマジェットによりスズ系合金の溶射膜を前記軸受金基体の内周面に溶射形成することを特徴とする請求項7又は請求項8に記載された軸受金の製造方法。
- 前記再加熱を真空雰囲気又は不活性雰囲気内で行うことを特徴とする請求項7乃至請求項9のいずれかに記載された軸受金の製造方法。
- 前記軸受金基体の内周面にスズ系合金の前記溶射膜が形成するとき、前記軸受金内面への溶射をロボットにより溶射ガンを操作して行なうことを特徴とする請求項7乃至請求項10のいずれかに記載された軸受金の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001080247A JP4420574B2 (ja) | 2000-03-22 | 2001-03-21 | 軸受金及びその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000-80551 | 2000-03-22 | ||
| JP2000080551 | 2000-03-22 | ||
| JP2001080247A JP4420574B2 (ja) | 2000-03-22 | 2001-03-21 | 軸受金及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001335914A JP2001335914A (ja) | 2001-12-07 |
| JP4420574B2 true JP4420574B2 (ja) | 2010-02-24 |
Family
ID=26588085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001080247A Expired - Fee Related JP4420574B2 (ja) | 2000-03-22 | 2001-03-21 | 軸受金及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4420574B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4625944B2 (ja) * | 2004-06-10 | 2011-02-02 | 国立大学法人九州工業大学 | 耐食性に優れたマグネシウム材 |
| JP2008190656A (ja) * | 2007-02-06 | 2008-08-21 | Jtekt Corp | 支承装置及びその製造方法 |
| EP2669399B1 (de) * | 2012-06-01 | 2016-10-12 | Oerlikon Metco AG, Wohlen | Lagerteil, sowie thermisches Spritzverfahren |
| KR101246766B1 (ko) | 2012-09-25 | 2013-03-26 | 아이원스 주식회사 | 분말 증착 장치 |
| FR3027074B1 (fr) * | 2014-10-14 | 2016-12-09 | Snecma | Procede de fabrication d'un palier fluide hydrostatique alveole |
| US20200248315A1 (en) | 2019-02-04 | 2020-08-06 | Jtekt Corporation | Laser clad layer forming method and laser cladding device |
| KR102936833B1 (ko) | 2019-03-01 | 2026-03-11 | 닛폰 하츠죠 가부시키가이샤 | 스테이지 및 스테이지 제작 방법 |
-
2001
- 2001-03-21 JP JP2001080247A patent/JP4420574B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001335914A (ja) | 2001-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111455306A (zh) | 一种金属硬密封球阀镍基碳化钨耐磨涂层的制造工艺 | |
| JP4420574B2 (ja) | 軸受金及びその製造方法 | |
| CN107083528A (zh) | 钼基靶和通过热喷镀制备靶的方法 | |
| JPH04218657A (ja) | 支持体の耐摩耗性の増進法とその製品 | |
| CN112626440A (zh) | 一种用于卧式连退炉的炉辊表面强化涂层及制备方法 | |
| US10227685B2 (en) | Method of forming a sprayed iron coating and coated member | |
| JPH0771744B2 (ja) | 複合摺動材料とその製造方法 | |
| JP2000233986A (ja) | めっき浴用部材およびその製造方法 | |
| JP2001152803A (ja) | シュラウドコンタクト面のコーティング方法およびシュラウド付き動翼 | |
| JPH02236266A (ja) | 溶融金属用部材およびその製造方法 | |
| JP2000167484A (ja) | ガラス溶射方法および装置 | |
| JP4231582B2 (ja) | 耐蝕耐摩耗性摺動部材およびその製造方法 | |
| JP2008190656A (ja) | 支承装置及びその製造方法 | |
| CN86104601A (zh) | 铸铁表面等离子弧喷焊铜合金工艺方法 | |
| JPS6031901B2 (ja) | プラズマ溶射皮膜形成方法 | |
| JP3073721B2 (ja) | 軸受部品の製造方法 | |
| US20230074335A1 (en) | Composite structure with aluminum-based alloy layer containing boron carbide and manufacturing method thereof | |
| CN119465000B (zh) | 一种用于卧式连退炉的炉辊自磨耗涂层及其制备方法 | |
| JPH11350107A (ja) | 高温耐摩耗性皮膜の形成方法 | |
| JP3602918B2 (ja) | 高速フレーム溶射方法 | |
| JPH08134621A (ja) | 耐食被覆部品 | |
| JP2919301B2 (ja) | 溶射による傾斜組成皮膜形成方法 | |
| JP4303447B2 (ja) | 二軸シリンダーの製造方法 | |
| JP2001159425A (ja) | 軸受部品及びその製造方法 | |
| JPS635800Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20060228 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091117 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091201 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121211 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4420574 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121211 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121211 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131211 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |