JP4620005B2 - パイルもしくはファイバーからなる円筒状シール部材 - Google Patents
パイルもしくはファイバーからなる円筒状シール部材 Download PDFInfo
- Publication number
- JP4620005B2 JP4620005B2 JP2006201054A JP2006201054A JP4620005B2 JP 4620005 B2 JP4620005 B2 JP 4620005B2 JP 2006201054 A JP2006201054 A JP 2006201054A JP 2006201054 A JP2006201054 A JP 2006201054A JP 4620005 B2 JP4620005 B2 JP 4620005B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- cylindrical
- pile
- seal member
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Sealing Using Fluids, Sealing Without Contact, And Removal Of Oil (AREA)
- Sealing Devices (AREA)
- Dry Development In Electrophotography (AREA)
- Electrophotography Configuration And Component (AREA)
Description
[L/{2×(2Φt+ΦF)}]2<N≦[L/(2×ΦF)]2……(1)
なお、式(1)において、Lは円筒状シール部材となるシール部材の単位長さ、ΦFは植毛されたファイバーの平均径もしくはカットパイルの平均ファイバー径、Φtは粉体の平均粒子径である。
δ>l [l {(ΦF+2Φt)/P}]……(2)
なお、式(2)において、
P=L/(N)1/2……(3)
の関係を有し、
Pは植毛されたファイバー4aもしくはカットパイル4bのファイバー間の平均ピッチを示す。
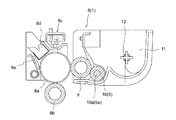
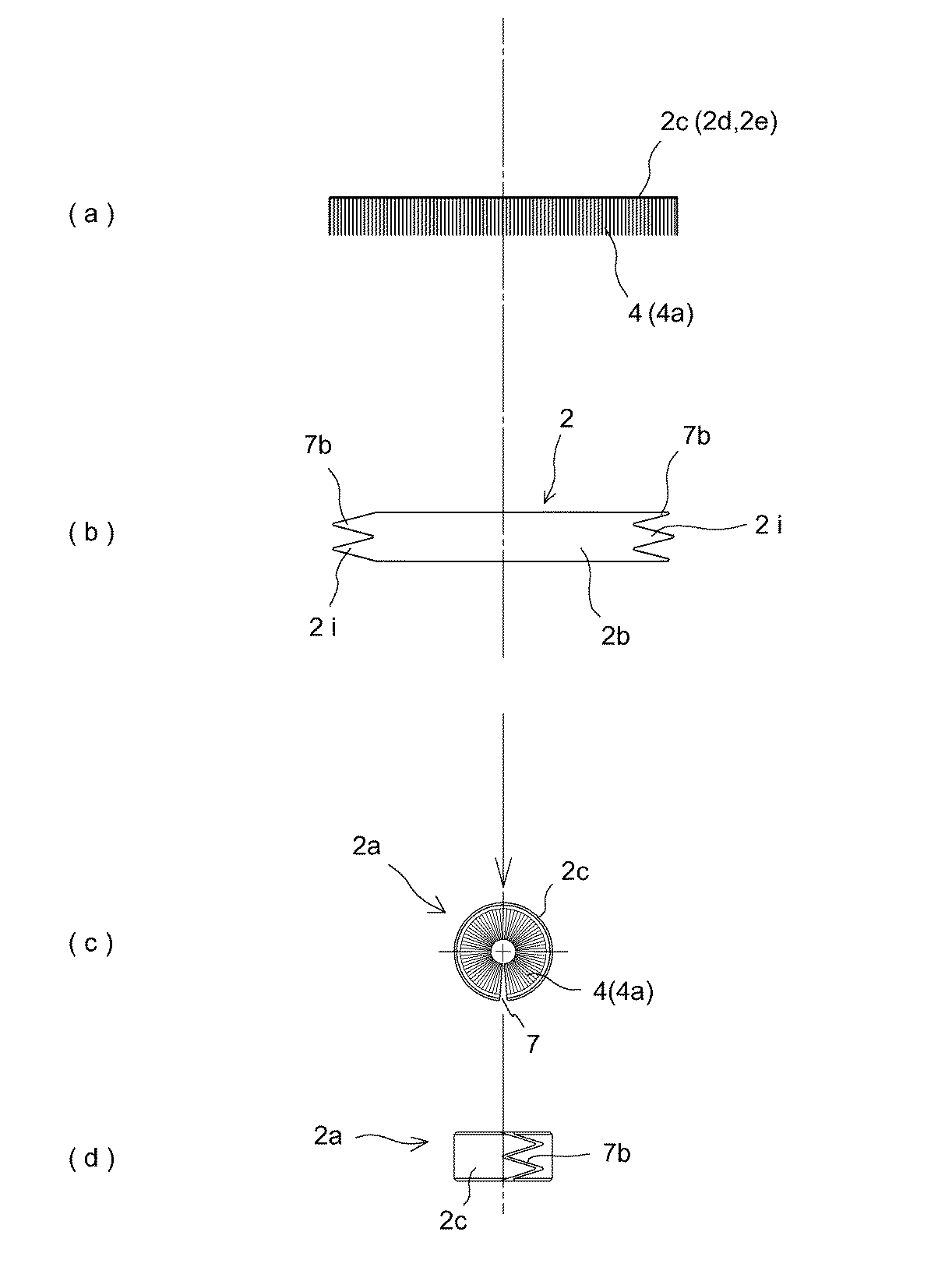
先ず、発明の実施の形態の前提として、シール部材2を粉体3を取り扱う回転装置1として、図12に示すように、電子写真の画像処理装置8に適用した例により説明する。本発明のシール部材2である円筒状シール部材2aは電子写真の画像処理装置8おけるトナー容器11のトナーの供給ローラ10の回転軸10aに適用して軸封するものである。このようにシール部材2は回転軸10aに嵌合して使用するので、回転軸10aに倣うように円筒状シール部材2aに形成されている。この円筒状シール部材2aはパイルもしくはファイバー4とそれを支持する周囲の支持部材2cを有する。この支持部材2cは、外周からの外圧により円筒状シール部材2aの外径2gが縮小しうる構造のスリット7を有する構造から形成されている。さらに支持部材2cは、円筒状シール部材2aの内部のパイルもしくはファイバー4の内径2hがその中心側に挿通の回転軸5aから受ける内圧に押されて円筒状シール部材2aの外径2gがスプリングバックして拡大しうる構造から形成されている。これらのパイルもしくはファイバー4は円筒状の支持部材2cに静電植毛法により植毛されたファイバー4a、もしくは、円筒状の支持部材2cの内側に形成のカットパイル4bを有するパイル織物4cから構成されている。一方、円筒状シール部材2aの外径2gは、円筒状シール部材2aを挿着する回転体5の支持枠6の取付孔6bに対し、挿着前は同じ大きさかもしくはそれより若干大きく、支持部材2cの弾性により挿着時の外圧に抗して支持枠6の取付孔6bに圧入状態で取り付け可能に形成されている。
[L/{2×(2Φt+ΦF)}]2<N≦[L/(2×ΦF)]2……(1)
なお、(1)式において、Lは円筒状シール部材となるシール部材の単位長さ、、ΦFは植毛されたファイバー4aの平均径もしくはカットパイル4bの平均ファイバー径、Φtは粉体の平均粒子径である。
δ>l−[l×{(ΦF+2Φt)/P}]……(2)
なお、(2)式において、
P=L/(N)1/2……(3)
の関係を有し、Pは植毛されたファイバー4aもしくはカットパイル4bのファイバー間の平均ピッチを示す。
このケース1の模式的イメージ図を図1の(a)、(b)に示す。このケース1では、パイルもしくはファイバー4が緻密過ぎてパイルもしくはファイバー4が荷重によって傾倒しにくい条件となっている。ところで、(a)の場合は各パイルもしくはファイバー4の側面が直接に接している方向への傾倒であるので、パイルもしくはファイバー4が傾倒することができず、(b)の場合はファイバーが直接に接していない方向への傾倒であるので、接するまで傾倒できる。このケース1では、パイルもしくはファイバー4の配置によって粉体3の流れを形成し、粉体3を規制することに適していない条件である。また、パイルもしくはファイバー4の密度を緻密にしていることで荷重も高くなり、本発明の目的から外れている形状になっている。
このケース2のイメージ図を図2の(a)、(b)に示す。このようにパイルもしくはファイバー4の平均ピッチPを平均ファイバー径ΦFの2倍とすることで、各パイルもしくはファイバー4間に空隙ができてパイルもしくはファイバー4が傾倒する空間が生じ、回転軸5aの回転方向に対しパイルもしくはファイバー4が傾倒する条件となっており、パイルもしくはファイバー4による粉体3の流れを規制する方向の形状になっている。
このケース3のイメージ図を図3の(a)、(b)に示す。このP=2×(2Φt+ΦF)にした条件であり、パイルもしくはファイバー4の平均ピッチPを2×(2Φt+ΦF)とすることで、各パイルもしくはファイバー4の本数Nもかなり少なくなっている。このため各パイルもしくはファイバー4の撓み量を多くする必要があり、使用条件によっては粉体3を規制できない条件でもある。
このケース4のイメージ図を図4の(a)、(b)に示す。このP=2×(Φt+ΦF)にした条件は、通常使用している条件であり、圧縮50%の前後で規制が可能な条件になっている。
なお、上記の式(2)、すなわち、
δ>l−[l×{(ΦF+2Φt)/P}]……(2)
は、パイルもしくはファイバー4が傾倒して、密接した時の条件の式であり、基本的には最大荷重になる条件である。しかし、パイルもしくはファイバー4に中空ファイバーもしくは多孔ファイバーを用いた場合には、パイルもしくはファイバー4が密接した後も、パイルもしくはファイバー4が変形し、さらに撓むため上限を決めることが現実不可能と考えて、あえて下限以上とした式にしてある。
l−{l×(ΦF/P)}≧δ>l−[l×{(ΦF+2Φt)/P}]……(4)
となる。
上記式において、ΦF/Pおよび(ΦF+2Φt)/Pはsinθ大きさを表わし、ΦF/Pはファイバー同士が接するときの角度であり、(ΦF+2Φt)/Pは粉体3がファイバー間に2個入る時の角度を表わす。したがって、ファイバー4の長さlを乗じるとファイバー4が傾倒したときの高さがわかり、荷重のない時の高さである[l×{(ΦF+2Φt)/P}]の値をファイバー4の長さlから減じると、変形量δになる。
2 シール部材
2a 円筒状シール部材
2b 平面状シール部材
2c 支持部材
2d 金属部材
2e 樹脂部材
2f ゴム部材
2g 外径
2h 内径
2i 端辺
3 粉体
4 パイルもしくはファイバー
4a 植毛されたファイバー
4b カットパイル
4c パイル織物
5 回転体
5a 回転軸
6 支持枠
6a 側壁
6b 取付孔
6c 軸受
7 スッリト
7a 傾斜したスリット
7b ジグザグ状のスリット
8 電子写真の画像処理装置
8a 感光体ドラム
8b 転写ローラ
8c 光学部
8d 帯電器
8e クーリングブレード
9 現像剤担持ローラ
10 供給ローラ
10a 回転軸
11 トナー容器
12 撹拌ローラ軸
13 粉体ミキサー
14 撹拌羽根
15 回転軸
Claims (3)
- 粉体を取り扱う回転装置の回転体の回転軸から粉体の漏出を阻止する円筒状シール部材からなり、パイルもしくはファイバーとそれを外周で支持する円筒状の支持部材から形成され、外周からの外圧により外径が縮小しうる構造を有し、かつ、内径に作用する回転軸からの圧力により外径が拡大しうる構造を有し、該パイルもしくはファイバーは円筒状の支持部材に静電植毛法により植毛されたファイバーからもしくは円筒状の支持部材の内側に形成のカットパイルを有するパイル織物から構成され、回転体の支持枠の取付孔に円筒状シール部材を挿着する際に、円筒状シール部材の外径が該取付孔より挿着前は同じかもしくは若干大きくても、挿着時は円筒状シール部材は縮小可能なスリットを有し、弾性により取付孔から受ける外圧に抗して取付孔に圧入して取り付けされ、取付け後はスプリングバックにより拡径して取付孔に密着する円筒状シール部材において、円筒状シール部材の植毛されたファイバーもしくはパイル織物からなるカットパイルを支持する支持部材は、弾性を有する金属部材、弾性を有する可塑性の樹脂部材または弾性を有するゴム部材から円筒状へ突き合わせ状に巻き回してなり、円筒状シール部材は平面状の植毛されたファイバーもしくはカットパイルを有する支持部材から円筒状へ突き合わせ状に巻き回する際に回転軸方向に対して傾斜したスリットあるいはジグザグ状のスリットを有することを特徴とする円筒状シール部材。
- 円筒状シール部材の植毛されたファイバーもしくはパイル織物からなるカットパイルは、天然繊維もしくは合成繊維よりなり、植毛されたファイバーもしくはパイル織物からなるカットパイルの単位面積当りの本数Nは、下記の式(1)に示す範囲で構成されていることを特徴とする請求項1に記載の円筒状シール部材。
[L/{2×(2Φt+ΦF)}]2<N≦[L/(2×ΦF)]2……(1)
なお、式(1)において、Lは円筒状シール部材となるシール部材の単位長さ、ΦFは植毛されたファイバーの平均径もしくはカットパイルの平均ファイバー径、Φtは粉体の平均粒子径である。 - 植毛されたファイバーもしくはパイル織物からなるカットパイルは、そのファイバーの長さをlとし、回転軸の周囲のファイバー間のオーバーラップ量をδとするとき、オーバーラップ量δは、式(2)に示す関係を有することを特徴とする請求項2に記載の円筒状シール部材。
δ>l−[l×{(ΦF+2Φt)/P}]……(2)
なお、式(2)において、
P=L/(N)1/2……(3)
の関係を有し、
Pは植毛されたファイバーもしくはカットパイルのファイバー間の平均ピッチを示す。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006201054A JP4620005B2 (ja) | 2006-07-24 | 2006-07-24 | パイルもしくはファイバーからなる円筒状シール部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006201054A JP4620005B2 (ja) | 2006-07-24 | 2006-07-24 | パイルもしくはファイバーからなる円筒状シール部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008026728A JP2008026728A (ja) | 2008-02-07 |
| JP4620005B2 true JP4620005B2 (ja) | 2011-01-26 |
Family
ID=39117398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006201054A Active JP4620005B2 (ja) | 2006-07-24 | 2006-07-24 | パイルもしくはファイバーからなる円筒状シール部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4620005B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5283957B2 (ja) * | 2008-04-08 | 2013-09-04 | 三和テクノ株式会社 | 電子写真の画像処理装置の回転体用の編物からなるシール部材 |
| JP4756065B2 (ja) | 2008-11-04 | 2011-08-24 | 株式会社沖データ | 現像剤収容器、現像装置及び画像形成装置 |
| JP5603630B2 (ja) * | 2010-03-26 | 2014-10-08 | 株式会社ハーマン | ミスト発生装置及びこれを備えた微細ミスト発生機能付き浴室用空調機 |
| JP5255168B1 (ja) * | 2012-12-25 | 2013-08-07 | 三和テクノ株式会社 | パイル織編物からなる円筒状軸シール材 |
| JP6313982B2 (ja) * | 2014-01-29 | 2018-04-18 | ニッタ株式会社 | シール材およびシール機構 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2756591B2 (ja) * | 1989-08-25 | 1998-05-25 | 東京製綱株式会社 | 植毛付き金属チューブの製造法 |
| JPH0750760Y2 (ja) * | 1989-09-25 | 1995-11-15 | 株式会社リコー | 現像装置のシール機構 |
| JPH09269656A (ja) * | 1996-04-02 | 1997-10-14 | Chiyoda Integure Kk | シール材 |
| JP4268697B2 (ja) * | 1997-08-20 | 2009-05-27 | 槌屋ティスコ株式会社 | 粉粒体の漏れ防止用のシール材を備えた電子写真装置及びシール材 |
| JP3611811B2 (ja) * | 2001-08-22 | 2005-01-19 | ティー・アンド・エム株式会社 | 高速回転体用シール材およびその使用方法ならびに現像装置 |
| JP2005031432A (ja) * | 2003-07-14 | 2005-02-03 | Fuji Denki Gazo Device Kk | 電子写真用プロセスユニット |
| JP4249041B2 (ja) * | 2004-01-19 | 2009-04-02 | 三和テクノ株式会社 | 回転体用シール材およびその使用方法、回転体装置、現像装置、ならびに画像形成装置 |
-
2006
- 2006-07-24 JP JP2006201054A patent/JP4620005B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008026728A (ja) | 2008-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5255168B1 (ja) | パイル織編物からなる円筒状軸シール材 | |
| JP4268697B2 (ja) | 粉粒体の漏れ防止用のシール材を備えた電子写真装置及びシール材 | |
| JP4620005B2 (ja) | パイルもしくはファイバーからなる円筒状シール部材 | |
| JPH0311377A (ja) | 現像装置 | |
| JP3611811B2 (ja) | 高速回転体用シール材およびその使用方法ならびに現像装置 | |
| JP5709193B2 (ja) | 端部シール材を有する電子写真方式の画像形成装置 | |
| JP4314317B2 (ja) | 粉粒体の漏れ防止用のシール材の製造方法 | |
| JP2009037012A (ja) | 繊維ローラ、クリーニングローラ、シール部材及びその製造方法 | |
| JP4249041B2 (ja) | 回転体用シール材およびその使用方法、回転体装置、現像装置、ならびに画像形成装置 | |
| CN207488703U (zh) | 显影装置 | |
| JP4620006B2 (ja) | パイルもしくはファイバーからなる円筒状軸シール材 | |
| JP6443133B2 (ja) | 現像装置 | |
| JP5027402B2 (ja) | 微粉粒体の漏出防止用のシール材 | |
| JP5283959B2 (ja) | 粉体担持体ローラの端部から装置外部への粉体の漏出を防止するシール部材 | |
| JP2013194793A (ja) | シール材およびその製造方法 | |
| JP7093938B1 (ja) | 軸シールユニット | |
| JP5398328B2 (ja) | 画像形成装置の端部シール部材による端部シール方法 | |
| JP7602727B2 (ja) | 現像装置 | |
| JP4011985B2 (ja) | 現像剤補給容器 | |
| JP5102937B2 (ja) | トナー漏出防止用のフェルト材 | |
| JP4194043B2 (ja) | 微細粉粒体漏れ防止用シール材 | |
| JP2006317647A (ja) | 写真画像形成プロセス用などのフェルト材 | |
| JP2007256691A (ja) | 微細粉粒体のもれ防止材 | |
| JP2008164144A (ja) | 容器と回転軸間のシール方法及びそのシール部材 | |
| JP2011153659A (ja) | 微粉粒体の漏れ防止用のシール材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100804 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101027 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4620005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |