JP4705351B2 - プレスへのワーク供給装置 - Google Patents
プレスへのワーク供給装置 Download PDFInfo
- Publication number
- JP4705351B2 JP4705351B2 JP2004244234A JP2004244234A JP4705351B2 JP 4705351 B2 JP4705351 B2 JP 4705351B2 JP 2004244234 A JP2004244234 A JP 2004244234A JP 2004244234 A JP2004244234 A JP 2004244234A JP 4705351 B2 JP4705351 B2 JP 4705351B2
- Authority
- JP
- Japan
- Prior art keywords
- case
- press
- clamp
- workpiece
- slide base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Forging (AREA)
- Press Drives And Press Lines (AREA)
Description
なお、その他、プレスへのワーク供給装置として、例えば特許文献1に開示されているような構造のものがある。
前記テーブルには、多数のワークが段積み状態で内部にセットされるマガジンの下端を前記テーブルの前後移動に伴って開閉できるクランプケースの第2ケースまで前後方向に延びた上スライドベースが固設され、
前記クランプケースの下部には、プレスが配置されたプレス位置へ向かい前方側へ延びる下スライドベースが設けられて構成され、
前記クランプケースが左右方向に開かれた状態で、ワークがマガジンの下端から下スライドベース上に自由落下して、クランプケースの第1ケースと第2ケース内に収納され、クランプケースがテーブルと共にプレス位置まで移動する時に、上スライドベースがマガジンの下端を閉止し、プレス位置にクランプケースの先端の先端爪部が達すると、先端爪部は、既にプレスされた2個のワークをプレス位置より払い出し、同時に第1ケースと第2ケース内に収納されている新たなワークをプレス位置にセットすることができるように構成したことである。
また、エアシリンダにより良好にクランプケースを開閉動させることができるものとなる。
また、2個のワークを同時にプレス装置へ送り込んでプレスすることができ、プレス後のワークをプレス位置より良好に払い出して、連続的に高速で作業を行うことができるものとなる。
また、マガジンからワークを次々と落下させてクランプケース内に収納保持させることができ、しかも上スライドベースで必要以上のワークの落下を防ぐことができるものとなる。
なお、クランプケースの第1ケース及び第2ケースは、ワークを直接クランプするものではなく内部に収納保持するものであるため、ワークに変形とかバリが存在する場合でも、従来のようなクランプ不良が生ずることがなく、供給装置が停止するようなこともない
。
また、クランプケースは直接ワークをクランプするものではないため、ワークが異なるものである場合にも、クランプケースを交換することなく使用することができるものとなる。
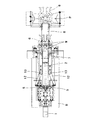
図1は、ワーク供給装置の要部の斜視構成図であり、図2は、ワーク供給装置の平面構成図であり、また図3は、図2の正面構成図である。
なお、このクランプケース6の前端には、左右方向に延びて先端爪部6c,6cが設けられており、その先端爪部6c,6cの後方側には、保持部を形成する第1ケース6aと第2ケース6bが前後方向に区画されて形成されており、第1ケース6a及び第2ケース6b内にワークWをそれぞれ保持させることができるように構成されている。
なお、マガジン9内には、予め多数のワークWが段積み状態で内部にセットされており、マガジン9の下端側からワークWが下方へ自由落下できるように構成されている。
また、クランプケース6の下部には、基礎ベースBに固定されて前方側へ延びる下スライドベース8が設けられており、この下スライドベース8上をワークWが送られて、プレスPが配置されたプレス位置にワークWが到達するように構成されている。
この状態で、サーボモーター1が駆動されることでテーブル3はプレスP側へ前進を開始し、プレスP側への移動時に再びマガジン9の下端から2個目のワークWがクランプケース6の第2ケース6b内に自由落下して収納され、2個のワークW,Wをそれぞれ第1ケース6aと第2ケース6b内に収納した状態で、クランプケース6はテーブル3と共にプレスPの位置まで移動し、プレスPの位置に2個のワークW,Wを搬送する。
また、プレスPの位置にクランプケース6の先端の先端爪部6c,6cが達すると、先端爪部6c,6cは、既に冷間プレスされて歪み取りが行われた2個のワークW,Wをプレス位置より払い出すことができ、同時に第1ケース6aと第2ケース6b内に収納されている新たなワークW,WをプレスPの位置にセットすることができるものである。
この状態でエアシリンダ5,5が作動してクランプケース6が左右側に開かれることで、搬送された2個のワークW,WはプレスPの位置に置かれてプレスが行われるものである。
また、クランプケース6は直接ワークWをクランプするものではないため、ワークWが異なるものである場合にも、クランプケース6を交換することなく使用することができるものとなる。
2 ボールネジ
3 テーブル
4 直動レール
5 エアシリンダ
6 クランプケース
6a 第1ケース
6b 第2ケース
6c 先端爪部
7 上スライドベース
8 下スライドベース
9 マガジン
10 ナット
11 ベアリングガイド
12 リンク
13 軸
B 基礎ベース
P プレス
W ワーク
Claims (1)
- サーボモーターで駆動されるボールネジを介し前後方向に移動可能なテーブルに、エアシリンダによりリンクと軸を介し前端側が左右方向に開閉されるクランプケースが前後方向に延びて設けられ、該クランプケースの前端には、左右方向に延びる先端爪部が設けられ、先端爪部の後方側には、ワークをそれぞれ内部に収納保持できる前側の第1ケースと後側の第2ケースが前後方向に区画されて形成されているとともに、
前記テーブルには、多数のワークが段積み状態で内部にセットされるマガジンの下端を前記テーブルの前後移動に伴って開閉できるクランプケースの第2ケースまで前後方向に延びた上スライドベースが固設され、
前記クランプケースの下部には、プレスが配置されたプレス位置へ向かい前方側へ延びる下スライドベースが設けられて構成され、
前記クランプケースが左右方向に開かれた状態で、ワークがマガジンの下端から下スライドベース上に自由落下して、クランプケースの第1ケースと第2ケース内に収納され、クランプケースがテーブルと共にプレス位置まで移動する時に、上スライドベースがマガジンの下端を閉止し、プレス位置にクランプケースの先端の先端爪部が達すると、先端爪部は、既にプレスされた2個のワークをプレス位置より払い出し、同時に第1ケースと第2ケース内に収納されている新たなワークをプレス位置にセットすることができるように構成したことを特徴とするプレスへのワーク供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004244234A JP4705351B2 (ja) | 2004-08-24 | 2004-08-24 | プレスへのワーク供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004244234A JP4705351B2 (ja) | 2004-08-24 | 2004-08-24 | プレスへのワーク供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006061918A JP2006061918A (ja) | 2006-03-09 |
| JP4705351B2 true JP4705351B2 (ja) | 2011-06-22 |
Family
ID=36108829
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004244234A Expired - Lifetime JP4705351B2 (ja) | 2004-08-24 | 2004-08-24 | プレスへのワーク供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4705351B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105880341A (zh) * | 2016-03-22 | 2016-08-24 | 海宁市永发刀剪有限公司 | 理发剪刀头生产用自动冲压机 |
| CN107716769A (zh) * | 2017-09-27 | 2018-02-23 | 如皋市祥强机械设备有限公司 | 一种用于模具制造的废料滑出槽 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5201765B2 (ja) * | 2007-09-13 | 2013-06-05 | アイダエンジニアリング株式会社 | ワーク搬送装置 |
| JP5328301B2 (ja) * | 2008-11-11 | 2013-10-30 | 株式会社神戸製鋼所 | 加圧成形装置及び加圧成形装置における成形物の搬送方法 |
| CN105855417A (zh) * | 2016-05-27 | 2016-08-17 | 新昌县七星街道春强机械厂 | 一种冲床自动送料装置 |
| CN105903844B (zh) * | 2016-06-20 | 2018-11-13 | 邳州市福申木业有限公司 | 一种折弯板输送机构 |
| CN116586478B (zh) * | 2023-07-17 | 2023-09-26 | 河南丰收新能源车辆集团有限公司 | 一种三轮车车箱底板自动折弯机 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5782433U (ja) * | 1980-10-31 | 1982-05-21 | ||
| JPS5861331U (ja) * | 1981-10-22 | 1983-04-25 | 豊生ブレ−キ工業株式会社 | ワ−クの供給・払出装置 |
| JPS58134236U (ja) * | 1982-03-05 | 1983-09-09 | 豊生ブレ−キ工業株式会社 | プレス加工素材供給用プツシヤ装置 |
| JPS58160635U (ja) * | 1982-04-22 | 1983-10-26 | アイダエンジニアリング株式会社 | トランスフアプレスにおける2個取ブランクの変移装置 |
| JPH0527229Y2 (ja) * | 1986-03-25 | 1993-07-12 | ||
| JP2517149Y2 (ja) * | 1990-11-13 | 1996-11-13 | 株式会社アマダ | プレス機械におけるトランスファー装置 |
| JP4573390B2 (ja) * | 2000-03-08 | 2010-11-04 | 株式会社アマダ | ワーク位置決め方法 |
-
2004
- 2004-08-24 JP JP2004244234A patent/JP4705351B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105880341A (zh) * | 2016-03-22 | 2016-08-24 | 海宁市永发刀剪有限公司 | 理发剪刀头生产用自动冲压机 |
| CN107716769A (zh) * | 2017-09-27 | 2018-02-23 | 如皋市祥强机械设备有限公司 | 一种用于模具制造的废料滑出槽 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006061918A (ja) | 2006-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4934235A (en) | Shearing machine | |
| TWI522193B (zh) | Working machinery | |
| CN212761132U (zh) | 车床送料装置 | |
| KR101955966B1 (ko) | 너트의 양방향 면취 장치 | |
| JP4705351B2 (ja) | プレスへのワーク供給装置 | |
| KR100436486B1 (ko) | 자동 금속 인쇄기 | |
| JP4439618B2 (ja) | 帯鋸案内方法および帯鋸案内装置 | |
| JP4473783B2 (ja) | 丸鋸切断機のワーク供給装置およびそのワーク供給方法 | |
| KR20120013305A (ko) | 워크 공급 장치 및 이 워크 공급 장치를 갖춘 공작기계 | |
| JP6604438B2 (ja) | 切削工具支持装置及び工作機械 | |
| KR101508642B1 (ko) | 널링공구 교체식 소재 자동 널링 가공장치 | |
| CN109623502B (zh) | 一种机壳自动加工线 | |
| CN113134736A (zh) | 一种用于钳体自动化加工的多功能一体机 | |
| US20100223972A1 (en) | Threadrolling Machine With Device For Unloading Workpieces | |
| JP5292153B2 (ja) | ワーク供給装置及びこのワーク供給装置を備えた工作機械 | |
| CN113199089B (zh) | 一种双头圆形钢倒角机 | |
| JP3134196U (ja) | 旋盤加工機、および、ローディング装置 | |
| JP2018051695A (ja) | 鋸盤 | |
| KR20200025029A (ko) | 자동변속기 시프트 파이프의 디버링장치 | |
| TW544350B (en) | Forging press with setting device on the die side | |
| JPH11179462A (ja) | 板材加工機におけるワーククランプ方法及びその装置 | |
| JPH10314859A (ja) | 板材加工方法およびその装置 | |
| JPH06328177A (ja) | ベンダー | |
| JP5292154B2 (ja) | ワーク供給装置及びこのワーク供給装置を備えた工作機械 | |
| JPH1128528A (ja) | パンチプレスにおけるワーク搬入方法およびその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110311 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4705351 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |