JP4812224B2 - Nc加工における加工シミュレーション装置及び方法 - Google Patents
Nc加工における加工シミュレーション装置及び方法 Download PDFInfo
- Publication number
- JP4812224B2 JP4812224B2 JP2002508157A JP2002508157A JP4812224B2 JP 4812224 B2 JP4812224 B2 JP 4812224B2 JP 2002508157 A JP2002508157 A JP 2002508157A JP 2002508157 A JP2002508157 A JP 2002508157A JP 4812224 B2 JP4812224 B2 JP 4812224B2
- Authority
- JP
- Japan
- Prior art keywords
- machining
- tool
- simulation
- program
- shape data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by monitoring or safety
- G05B19/4069—Simulating machining process on screen
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/34—Director, elements to supervisory
- G05B2219/34048—Fourier transformation, analysis, fft
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35346—VMMC: virtual machining measuring cell simulate machining process with modeled errors, error prediction
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36252—Generate machining program based on a simulation to optimize a machine parameter
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37534—Frequency analysis
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41121—Eliminating oscillations, hunting motor, actuator
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
Description
【発明の属する技術分野】
本発明は、NC加工における加工シミュレーション装置及び方法に関するものであり、特に、素材形状データや工具形状データ及び加工形状を特定するデータに基づく加工シミュレーションに基づき、主軸回転速度を変更する装置及び方法に関するものである。
【0002】
【従来の技術】
図1のブロック図を基に、従来の数値制御システムの適応制御指令作成システムを説明する。
【0003】
NCプログラムメモリ11には、これから行なう加工に用いるNCプログラムが格納されている。
【0004】
NCプログラム解釈部12は、NCプログラムメモリ11から1ブロックずつNCプログラムを読み込み、解釈し、本ブロックで指令されている、或いは、モーダル指令として前ブロックまでで指令されている補間種類、目標位置、送り速度を補間処理部13に送出する。
【0005】
補間処理部13は、補間種類、目標位置、送り速度に基づいて、各軸毎の単位時間(補間周期)あたりの移動量Δx、Δy、Δzを算出し、サーボ制御部14に送出する。
【0006】
サーボ制御部14は、補間処理部13から得た各軸毎の単位時間あたりの移動量Δx、Δy、Δzに基づいて、各軸モータの回転を制御し、各軸の動作を実施する。
【0007】
切削監視部15においては、サーボ制御部14から実際に検知した主軸負荷や送り軸負荷を受け取り、これらの内少なくとも一方を適応制御部16に送出する。
【0008】
適応制御部16においては、切削監視部15から得られた主軸負荷や送り軸負荷と予め設定された値とを比較して、主軸負荷や送り軸負荷が予め設定された過負荷判定値を超える場合には、アラーム等を発生して各軸を停止する指令を補間処理部13に対して送出する。また、主軸負荷や送り軸負荷が予め設定された速度制御検出範囲を逸脱する場合には、送り速度を上げる/下げるの速度変更指令を補間処理部13に送出する。さらに、主軸負荷や送り軸負荷が予め設定されたエアカット判定値を下回った場合には、エアカットに適当な送り速度指令を補間処理部13に送出する。
【0009】
これらの指令に基づいて、補間処理部13は、各軸毎の単位時間(補間周期)あたりの移動量Δx、Δy、Δzの再計算を行なって、サーボ制御部14に送出する。
【0010】
以下、加工が終了するまで上記の処理を繰り返す。
【0011】
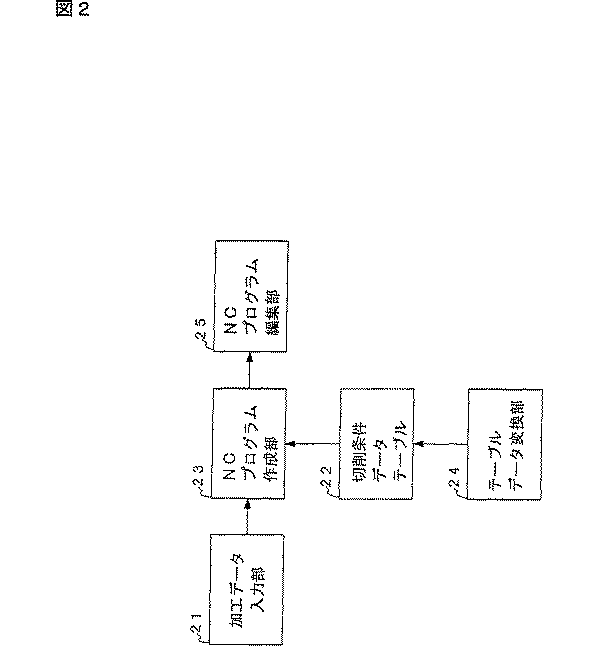
次に、図2のブロック図を基に、従来のNCプログラム作成システムを説明する。
【0012】
加工データ入力部21においては、NCプログラムを作成する上で必要な情報である工具種類、工具サイズ、素材材質、加工軌跡等をオペレータが入力し、入力された結果はNCプログラム作成部23に送出される。
【0013】
切削条件データテーブル22は、工具種類、工具サイズ、素材材質等からそれらに適切な送り速度、主軸回転速度等が決定できるようなデータテーブル構造となっており、NCプログラム作成部23によって参照される。
【0014】
NCプログラム作成部23は、加工データ入力部21から送出された工具種類、工具サイズ、素材材質、加工軌跡等の加工データ、さらには、工具種類、工具サイズ、素材材質等に基づいて切削条件データテーブル22から読み出された送り速度、主軸回転速度等の切削条件を基に、NCプログラムを作成する。
【0015】
テーブルデータ変更部24は、工具種類、工具サイズ、素材材質等と送り速度、主軸回転速度等とのリレーションテーブルの変更を指示するものである。
【0016】
NCプログラム編集部25は、NCプログラムをオペレータが直接編集するものである。
【0017】
このような構成のNCプログラム作成システムでは、オペレータがNCプログラムにおける送り速度等を変更したい場合には、以下の3種類の内、何れかの方法が採られる。
【0018】
即ち、加工データ入力部21から直接送り速度等を指示する、もしくは、テーブルデータ変更部24において、予め、工具種類、工具サイズ、素材材質等と送り速度、主軸回転速度等とのリレーションテーブルの変更を指示しておく、又は、NCプログラム編集部25において、F指令等を変更するの何れかである。
【0019】
【発明が解決しようとする課題】
しかし、従来の数値制御システムの適応制御指令作成システムにおいては、いかに高速に主軸負荷や送り軸負荷等の加工状態情報がフィードバックされようとも、原理的に追従遅れが発生することは回避できず、「過去」の情報に基づいて、「現在」制御を行なわざるを得ない状況であった。
【0020】
このため、加工負荷が大きい部分の加工から加工負荷が小さい部分の加工に移る時点においては、実際の加工負荷は小さいにも関わらず送り速度が遅くなるように制御されて、加工効率が低下したり、加工負荷が小さい部分の加工から加工負荷が大きい部分の加工に移る時点においては、実際の加工負荷は大きいにも関わらず送り速度が速くなるように制御されて、工具に負荷が掛かり過ぎたり適正な面粗度が得られない等の問題があった。
【0021】
また、従来のNCプログラム作成システムにおいては、主軸回転速度などの切削条件は、オペレータが自らの判断によって指令するか、工具種類、工具サイズ、素材材質等から一義的に決定されるものであったため、断続切削による強制振動の周波数や負荷変動の周波数とは無関係となっていた。
【0022】
このため、最も適切な主軸回転速度又は切削速度で切削を続けることが極めて困難であり、工具の早期摩耗や加工精度、面粗度の低下を招き易かった。さらには、断続切削による強制振動の周波数や負荷変動の周波数もしくはそれらの整数倍の高調波周波数と、機械、工具、治具、あるいは工作物等の持つ固有振動周波数が近い値になった場合には、共振による数十μmにも及ぶ大きなびびりが発生する事があり、加工物の表面に周期的な波形のマークが入り面粗度が劣化するという問題があった。
【0023】
従来はびびりが発生した時には、これを防ぐために断続切削の周波数(一般には主軸の回転速度)を変えて機械、工具、治具、あるいは工作物等の固有振動数を避けるようにしていた。
【0024】
しかしながらこの方法はカットアンドトライ的な要素が強く、また試し切削をおこないながらびびりの発生が見つかればこれを無くす条件を探す必要があるため熟練した技術者でも時間を要する欠点があった。
【0025】
本発明の目的は、以上のような問題を解消し、グラフィックデータ上の加工シミュレーションを加工に先だって実行し、そこから得られる断続切削による強制振動の周波数や負荷変動の周波数に基づいて、主軸回転速度を実加工に適合した条件で実加工や加工プログラム作成に反映できるNC加工における加工シミュレーション装置及び方法を提供することにある。
【0026】
【課題を解決するための手段及びその効果】
上記目的は、少なくともNCプログラム、素材形状データ及び工具形状データから成る加工情報に基づいてNC加工の加工シミュレーションを行なう装置において、前記加工情報を基に加工シミュレーションしながら、断続切削による強制振動の周波数及び/又は負荷変動の周波数を算出して、算出した周波数もしくはこれらの周波数の整数倍の高調波周波数が機械、工具、治具、あるいは工作物の固有振動数を含む一定範囲内にあるか否かを確認し、一定範囲内にある場合には、前記一定範囲から外れるように、前記NCプログラムで指令された主軸回転速度を変更する加工シミュレーション手段を備えた加工シミュレーション装置により達成される。
【0027】
グラフィックデータ上の加工シミュレーションを加工に先だって実行し、そこから得られる断続切削による強制振動の周波数や負荷変動の周波数に基づいて、主軸回転速度を実加工に適合した条件で実加工や加工プログラム作成に反映できるため、断続切削による強制振動の周波数や負荷変動の周波数もしくはそれらの整数倍の高調波周波数と、機械、工具、治具、あるいは工作物等の持つ固有振動周波数が近い値になることが無くなり、びびりが発生することも無いので、面精度の向上が実現できる。
【0028】
また上記目的は、前記加工シミュレーション手段が、前記NCプログラムで指令された主軸回転速度と前記工具形状データの工具刃数とを基に前記強制振動の周波数を算出することにより達成される。
【0029】
また上記目的は、前記加工シミュレーション手段が、前記負荷変動の周波数を算出するに当たり、素材が工具により削り取られる削り取り量を切削量として算出し、算出した切削量と、前記NCプログラムで指令された主軸回転速度と、前記工具形状データとを基に前記負荷変動の周波数を算出することにより達成される。
【0030】
また上記目的は、前記加工シミュレーション装置が、前記加工シミュレーションに先立って前記素材形状データを3次元格子点に区画した加工シミュレーション形状データに変換する素材形状データ生成手段と、前記加工シミュレーション形状データを記憶するシミュレーション形状記憶手段とを更に備え、前記加工シミュレーション手段が、前記NCプログラムと、前記工具形状データと、前記シミュレーション形状記憶手段に格納された加工シミュレーション形状データとを基に、前記格子点上の素材領域を工具が通過する場合に素材が工具によって削り取られる削り取り量を切削量として算出するとともに前記工具が通過する格子点の素材有無の情報を削り取りにあわせて更新し、前記算出した切削量と、前記NCプログラムで指令された主軸回転速度と、前記工具形状データとを基に前記負荷変動の周波数を算出することにより達成される。
【0031】
また上記目的は、前記加工シミュレーション装置が、前記加工シミュレーションに先立って前記素材形状データの素材底面を格子点で区画し素材高さを前記格子点の垂直方向高さデータとした加工シミュレーション形状データに変換する素材形状データ生成手段と、前記加工シミュレーション形状データを記憶するシミュレーション形状記憶手段とを更に備え、前記加工シミュレーション手段が、前記NCプログラムと、前記工具形状データと、前記シミュレーション形状記憶手段に格納された加工シミュレーション形状データとを基に、前記格子点上の素材領域を工具が通過する場合に素材が工具によって削り取られる削り取り量を切削量として算出するとともに前記工具が通過する格子点の前記垂直方向高さデータを削り取りにあわせて更新し、前記算出した切削量と、前記NCプログラムで指令された主軸回転速度と、前記工具形状データとを基に前記負荷変動の周波数を算出することにより達成される。
【0032】
また上記目的は、前記垂直方向高さデータが、素材が存在する領域の高さデータ、あるいは、素材が存在する領域の高さデータと存在しない領域の高さデータとの組み合わせから構成されることにより達成される。
【0033】
また上記目的は、前記加工シミュレーション装置が、前記加工シミュレーション手段によって、前記NCプログラムで指令された主軸回転速度が変更されると、前記NCプログラムを変更して、該NCプログラムで指令される主軸回転速度を前記変更した主軸回転速度とするNCプログラム作成手段を更に備えていることにより達成される。
【0034】
また上記目的は、前記加工情報に基づいてNC加工の加工シミュレーションを行なう方法において、前記加工情報を基に加工シミュレーションしながら、断続切削による強制振動の周波数及び/又は負荷変動の周波数を算出して、算出した周波数もしくはこれらの周波数の整数倍の高調波周波数が機械、工具、治具、あるいは工作物の固有振動数を含む一定範囲内にあるか否かを確認し、一定範囲内にある場合には、前記一定範囲から外れるように、前記NCプログラムで指令された主軸回転速度を変更することにより達成される。
【0035】
また上記目的は、上記方法において、前記NCプログラムで指令された主軸回転速度を変更すると、前記NCプログラムを変更して、該NCプログラムで指令される主軸回転速度を前記変更した主軸回転速度とすることにより達成される。
【0036】
【発明の実施の形態】
本発明のNC加工における加工シミュレーション装置及び方法に係る第1の実施形態は、素材や工具の形状データに基づく加工シミュレーションをリアルタイムで行い、その結果求められる断続切削による強制振動の周波数や負荷変動の周波数に基づいて、事前に主軸回転速度を適正な値に制御するNC加工における加工シミュレーション装置である。
【0037】
ここでは、本出願人が過去にWO98/19822(PCT/JP96/03266)において開示した本NC加工における加工シミュレーション装置に組み込んだ例を説明する。このようにして加工負荷シミュレーションによる適応制御に加えて、びびりの抑制制御が可能となっている。もちろん今回のびびり抑制制御を単独で加える事も可能である。
【0038】
以下、図3のブロック図を用いて説明する。
【0039】
尚、本ブロック図では、図1のブロック図と共通する項目には、共通の番号を付しているため、ブロック16が欠如している。
【0040】
NCプログラムメモリ11には、これから行なわれる加工に用いるNCプログラムが格納されている。
【0041】
NCプログラム解釈部12は、NCプログラムメモリ11から1ブロックずつNCプログラムを読み込み、解釈し、本ブロックで指令されている、或いは、モーダル指令として前ブロックまでで指令されている補間種類、目標位置、送り速度を補間処理部13に通知するとともに、工具番号と主軸回転速度とを加工シミュレーション部17に通知し、さらに工具番号と送り速度とをシミュレーション予見制御部18に通知する。
【0042】
補間処理部13は、補間種類、目標位置、送り速度に基づいて、各軸毎の単位時間(補間周期)あたりの移動量Δx、Δy、Δzを算出し、加工シミュレーション部17に通知する。
【0043】
加工前形状生成部110は、加工に先立って、予め本システムが持っている素材メモリ19から素材形状データを読み出し、これから行う加工シミュレーションに適したデータ構造に変換して、加工シミュレーション形状データとしてシミュレーション形状データメモリ111に格納しておく。或いは、オペレータが加工シミュレーションの都度、素材形状を入力し、この入力されたデータを前述のように加工シミュレーション形状データとしてシミュレーション形状データメモリ111に格納しておく。
【0044】
尚、加工前形状生成部110は、図5(a)に示すように素材底面に対応したX−Y平面上に所定間隔の格子点を定義し、各格子点毎にZ方向空間に素材が存在するか否かを、素材形状データを基に判別し、存在すれば素材底面からの高さh1を、存在しなければ0をその格子点に対応したZ座標値として記憶するという手順で、素材メモリ19の素材形状データを加工シミュレーションに用いる形状のデータ構造に変換し、シミュレーション形状データメモリ111に格納する。
【0045】
また、図5(b)のように1つの格子点のZ方向空間に対して、素材が存在する領域の間に素材が存在しない中空領域が挟まれていれば、この格子点に対応して記憶されるZ座標値データは1つのみでなく、素材領域の高さh1、中空領域の高さh2、再び素材領域h3の高さといった複数個のZ座標値データ(連結リスト構造)を記憶することとなる。
【0046】
加工シミュレーション部17は、NCプログラム解釈部12から受け取った工具番号と予め本システムが持っている使用工具データメモリとから現在加工に使用されている工具の形状、例えば工具径を認識し、この工具径と補間処理部13から受け取ったΔx、Δy、Δzとシミュレーション形状データメモリ111から必要に応じて順次読み出した加工シミュレーション用形状データとに基づいて単位時間あたり切削量を算出する。さらに後述するように、この単位時間あたりの切削量と主軸回転速度とに基づいて工具1回転あたり切削量を算出する。
【0047】
図6(a)は、工具現在位置に基づく加工領域の認識を説明する図であり、図6(b)は、削り取り量の総和(VREMOVED)の算出方法を説明する図である。前記単位時間あたり切削量は、図6に示す如く工具100の現在位置X、Yと工具径とΔx、ΔyとからX−Y平面上に所定間隔で定義された格子点kの内、どの格子点kを工具100が通過するかを特定し、さらにこの格子点kが持つ加工シミュレーション形状のZ座標値と工具100の現在位置ZとΔzとから工具が加工物を削り取るか否かを判別し、この判別された格子点k1つ1つに対して削り取り量を算出してそれらの総和を次式によって算出した削り取り量の総和(VREMOVED)として得られる。
【0048】
【0049】
尚、この時点では、Δx、Δy、Δzに基づいた工具の移動が実際に行われるか否か未定のため、今回のΔx、Δy、Δzに基づいた工具移動による削り取りに応じた加工シミュレーション形状データの更新、及びシミュレーション形状データメモリ111への格納は行わない。
【0050】
次に、工具1回転内の負荷変動を求める。
【0051】
エンドミルのような回転工具の場合は、主軸の回転中心に対する切削断面1次モーメントの変化を求めることにより、工具1回転内の負荷変動を見ることができる。
【0052】
回転工具の1刃毎の回転角に対する切削断面1次モーメントを求めると、例えば図9のような変化を示す。
【0053】
X−Y平面座標系を円筒座標系(r,θ)に置き換え、Z値を用いて、1刃毎の主軸1回転当たり切削量Mrrは式1で表わす事ができる。
【0054】
【0055】
1回転区間0≦θ≦2πを[Δθ0,Δθ1,Δθ2,…,Δθn]に区分して、各微小区間[0,θ1,θ2,…,θn,2π]での切削量Mrriは式2で表わすことができる。
【0056】
また、角θにおける切削断面1次モーメントは式3で表わされる。
【0058】
よって、式2で求められる微小区間の切削量Mrriを区間幅Δθiで除すると式4のように、区間[θi,θi+1]での切削断面1次モーメントの平均値が求まる。
【0060】
上記のような理由により、各区間に切削量が計算できる充分な格子点が存在するように回転角をいくつかに分割して、図10のような区間毎の切削量を求める。
【0062】
区間[θi,θi+1]に存在する格子点kで、シミュレーションにより切削されたZ座標値データをzk、工具中心からの距離をrkとすると区間[θi,θi+1]における切削量は式5で表わされる。
【0063】
このようにして、区間毎の切削量を求めると図11のような工具1回転内の負荷変動を離散データとして得ることができる(図11では分割された各回転角毎の面積が区間毎の切削量を表す)。この得られた結果を離散フーリエ変換等の周波数解析手段を用いて周波数解析することにより、切削抵抗による振動の周波数を予測することができる。
【0065】
さらに、1回転毎に得られた結果を接続して展開していけば、図12のような連続した1回転内の負荷変動が得られる。あるいは、複数刃の場合には、1刃毎のシミュレーション結果を重ね合わせることにより図13のような工具全体の負荷変動を得ることができる。このような主軸回転速度、工具径、切削条件などの加工前情報からだけでは得ることはできないシミュレーション結果から、フーリエ変換等の周波数解析手段により切削抵抗による振動周波数を求め、切削現象による振動の予測をすることに役立てる。
【0066】
切削振動の主成分はエンドミルの断続切削による強制振動の周波数であり、この振動周波数は式6のように簡易的に計算することも可能である。
【0067】
Fa=n・k/60 ・・・式6
尚、Faは強制振動の周波数、nは刃数、kは主軸回転速度(min−1)である。
【0068】
機械、工具、治具、あるいは工作物等の持つ固有振動周波数はあらかじめ実験もしくは解析で求めておき、この周波数を登録しておく。
【0069】
振動周波数もしくはその整数倍の高調波周波数が各部の固有振動数に比べてある一定の範囲内であれば、その範囲を外れるように主軸回転速度を下げる。この範囲は実験的に求めて予めデータとして持っておく。
【0070】
主軸回転速度を変更する方法は新しい回転速度をNCプログラム解釈部に送出しても良いし、主軸オーバライドの機能を利用しても良い。
【0071】
これにより実際の切削で使用する主軸回転速度が決定し、この主軸回転速度に基づいた主軸1回転当たりの切削量をシミュレーション予見制御部に送出する。シミュレーション予見制御部18は、加工シミュレーション部17から受け取った工具1回転あたりの切削量と予め本システムが持っている素材材質とから加工シミュレーション切削抵抗値R及び切削トルクTを算出する。
【0072】
ここでは、エンドミルにおけるシミュレーション切削抵抗値R及び切削トルクTの例を示す。
【0073】
R=a・Vp(kgf) ・・・式7
T=b・(n・V)q(kgf・cm) ・・・式8
尚、Vは1回転当たりの切削体積、nはエンドミルの刃数、a、b、p、qは素材材質に固有のパラメータである。
【0074】
次にNCプログラム解釈部12から受け取った工具番号と予め本システムが持っている使用工具データメモリとから現在加工に使用されている工具の適正切削抵抗を読み出す。
【0075】
尚、工具の適正切削抵抗値は、オペレータが加工に先立って工具毎に設定しておいてもよい。
【0076】
上記(式7)で算出したシミュレーション切削抵抗値と適正切削抵抗値とを比較し、シミュレーション切削抵抗値が適正切削抵抗値を逸脱している場合は、適正な切削抵抗になるような送り速度を計算し、適正送り速度として再補間要求信号とともに補間処理部13へ通知する。
【0077】
前記適正送り速度を算出する式は、例えば以下の通りである。
【0078】
Sg=S・Rg/Rs ・・・式9
尚、Sgは適正送り速度、Sは指令送り速度、Rgは適正切削抵抗値、Rsはシミュレーション切削抵抗値である。
【0079】
一方、逸脱していない場合は、加工形状更新信号を加工シミュレーション部17へ送り、速度適正信号を補間処理部13へ通知する。
【0080】
加工シミュレーション部17は、シミュレーション予見制御部18から加工形状更新信号を受け取ったら、今回のΔx、Δy、Δzに基づいた工具移動による削り取りに応じて加工シミュレーション形状データを更新し、シミュレーション形状データメモリ111に格納する。
【0081】
この更新は、格子点毎に記憶されているZ座標値を削り取られた量だけ減算することによって実行される。
【0082】
シミュレーション予見制御部18から送り速度適正信号を受け取ると、補間処理部13は、今回算出したΔx、Δy、Δzをそのままサーボ制御部14へ転送する。その結果、適正な切削抵抗と判断された送り速度で切削が行われることになる。
【0083】
一方、再補間要求信号を受け取った場合は、先に補間処理したデータをすべて破棄し、シミュレーション予見制御部18から受け取った適正送り速度に基づいて再度単位時間当たりの各軸の移動量Δx’、Δy’、Δz’を計算し加工シミュレーション部17に通知する。
【0084】
加工シミュレーション部17では、このΔx’、Δy’、Δz’に基づいて前述したと同様な方法で工具1回転あたりの切削量を算出し、シミュレーション予見制御部18へ通知する。
【0085】
シミュレーション予見制御部18では、この工具1回転あたりの切削量に基づいて、前述したと同様な方法でシミュレーション切削抵抗値を算出する。
【0086】
このシミュレーション切削抵抗値は、シミュレーション予見制御部18で計算された適正な送り速度に基づいた補間処理、加工シミュレーションの結果に基づいたものであり、当然適正切削抵抗値を逸脱していないので、加工形状更新信号を加工シミュレーション部17へ通知されるとともに送り速度適正信号が補間処理部13へ通知されことになる。
【0087】
その結果、補間処理部13では、先にシミュレーション予見制御部18で計算された適正な送り速度に基づいて補間処理を行い算出したΔx’、Δy’、Δz’をサーボ制御部14に通知するので、適正な切削抵抗になる送り速度で切削が行われることになる。
【0088】
また、上記(式8)で算出した切削トルクに基づいて、前回補間時の切削トルクとの比較を行ない、切削トルクの前回からの変化量からトルクフィードフォワード量を算定し、このトルクフィードフォワード量をサーボ制御部14へ送出することも可能である。
【0089】
この場合、サーボ制御部14では、このトルクフィードフォワード量を送り速度又は切削速度が一定となるようなトルク制御に使用することとなる。
【0090】
切削監視部15においては、サーボ制御部14から実際に検知した主軸負荷や送り軸負荷を受け取り、適正な送り速度に基づいて算出されたシミュレーション切削抵抗との関係を常時監視し、この関係が例えば比例関係を逸脱した場合は即座に送り停止信号を補間処理部13に通知して補間を即座に停止させることが可能である。
【0091】
本発明のNC加工における加工シミュレーション装置及び方法に係る第2の実施形態は、オペレータによる加工データ入力からNCプログラム作成を一旦行ない、このNCプログラムと素材形状データに基づいて加工シミュレーションを行い、その結果認識できる切削量、或いはこの切削量から求められる切削抵抗値と主軸回転速度に基づいて、切削による負荷変動の周波数もしくはその整数倍の高調波周波数が機械、工具、あるいは工作物等の固有振動数を含む一定範囲を避けるように、このNCプログラムの主軸回転速度を変更するNC加工における加工シミュレーション装置である。
【0092】
ここでは、本NC加工における加工シミュレーション装置を数値制御装置と切り離した例を説明する。
【0093】
以下、図4のブロック図を用いて説明する。
【0094】
尚、本ブロック図では、図2のブロック図と共通する項目には、共通の番号を付しており、このためブロック25が欠如しているが、図3のブロック図と機能的に共通又は類似するブロックについては、分かり易くするため再度説明を行なっているので、共通の番号を付していない。
【0095】
加工データ入力部21においては、NCプログラムを作成する上で必要な情報である工具種類、工具サイズ、素材材質、加工軌跡等をオペレータが入力し、入力された結果はNCプログラム作成部23に送出される。
【0096】
切削条件データテーブル22は、工具種類、工具サイズ、素材材質等からそれらに適切な送り速度、主軸回転速度等が決定できるようなデータテーブル構造となっており、NCプログラム作成部23によって参照される。
【0097】
NCプログラム作成部23では、加工データ入力部から送出された工具種類、工具サイズ、素材材質、加工軌跡等の加工データ、さらには、工具種類、工具サイズ、素材材質等に基づいて切削条件データテーブル22から読み出された送り速度、主軸回転速度等の切削条件を基に、一旦NCプログラムを作成する。
【0098】
NCプログラム解釈部26は、NCプログラム作成部23から1ブロックずつNCプログラムを読み込み、解釈し、本ブロックで指令されている、或いは、モーダル指令として前ブロックまでで指令されている補間種類、目標位置、送り速度を補間処理部27に通知するとともに、工具番号と主軸回転速度とを加工シミュレーション部28に通知する。
【0099】
補間処理部27は、補間種類、目標位置、送り速度に基づいて、各軸毎の単位時間(例えばターゲットとなるNC装置の補間周期)当たりの仮想的な補間移動量Δx、Δy、Δzを算出し、加工シミュレーション部28に通知する。
【0100】
加工前形状生成部210は、NCプログラム作成に先立って、予め本システムが持っている素材メモリ29から素材形状データを読み出し、これから行う加工シミュレーションに適したデータ構造に変換して、加工シミュレーション形状データとしてシミュレーション形状データメモリ211に格納しておく。或いは、オペレータが加工シミュレーションの都度、素材形状を入力し、この入力されたデータを前述のように加工シミュレーション形状データとしてシミュレーション形状データメモリ211に格納しておく。
【0101】
尚、加工前形状生成部210は、図5(a)に示すように素材底面に対応したX−Y平面上に所定間隔の格子点を定義し、各格子点毎にZ方向空間に素材が存在するか否かを、素材形状データを基に判別し、存在すれば素材底面からの高さh1を、存在しなければ0をその格子点に対応したZ座標値として記憶するという手順で、素材メモリ29の素材形状データを加工シミュレーションに用いる形状のデータ構造に変換し、シミュレーション形状データメモリ211に格納する。
【0102】
また、図5(b)のように1つの格子点のZ方向空間に対して、素材が存在する領域の間に素材が存在しない中空領域h2が挟まれていれば、この格子点に対応して記憶されるZ座標値データは1つのみでなく、素材領域の高さh1、中空領域の高さh2、再び素材領域の高さh3といった複数個のZ座標値データ(連結リスト構造)を記憶することとなる。
【0103】
加工シミュレーション部28は、NCプログラム作成部23から受け取った工具番号と予め本システムが持っている使用工具データメモリとから現在加工に使用されている工具の形状、例えば工具径を認識し、この工具径と補間処理部27から受け取ったΔx、Δy、Δzとシミュレーション形状データメモリ211から必要に応じて順次読み出した加工シミュレーション用形状データとに基づいて単位時間あたり切削量を算出し、さらにこの切削量と主軸回転速度とに基づいて工具1回転当たりの切削量を算出し、さらに定められた単位角度当たりの切削量を算出し、さらに切削による負荷変動のレベルがある範囲を超えている成分の周波数を算出する。
【0104】
機械、工具、治具、あるいは工作物等の持つ固有振動周波数をあらかじめ実験もしくは解析で求めておき、この周波数を登録しておく。
【0105】
切削による負荷変動の周波数もしくはその整数倍の高調波周波数が各部の固有振動数に比べてある一定の範囲内であれば、その範囲を外れるように主軸回転速度を下げる。この範囲は実験的に求めて予めデータとして持っておく。
【0106】
新しい主軸回転速度をNCプログラム作成部23に送出する。NCプログラム作成部では加工シミュレーション部28から通知された新しい主軸回転速度に基づいてプログラムを変更する。
【0107】
さらに、加工シミュレーション部28はこの主軸回転速度による主軸1回転当たりの切削量を算出しNCプログラム作成部23へ通知する。
【0108】
前記単位時間あたり切削量は、前述した手順によりこれを算出することができる。すなわち、図6に示す如く工具の現在位置X、Yと工具径とΔx、ΔyとからX−Y平面上に所定間隔で定義された格子点の内、どの格子点を工具が通過するかを特定し、さらにこの格子点が持つ加工シミュレーション形状のZ座標値と工具の現在位置ZとΔzとから工具が加工物を削り取るか否かを判別し、この判別された格子点1つ1つに対して削り取り量を算出してそれらの総和を算出することによって得られる。
【0109】
尚、この時点では、Δx、Δy、Δzに基づいた工具の移動が実際に行われるか否か未定のため、今回のΔx、Δy、Δzに基づいた工具移動による削り取りに応じた加工シミュレーション形状データの更新、及びシミュレーション形状データメモリ211への格納は行わない。
【0110】
NCプログラム作成部23では、加工シミュレーション部28から受け取った工具1回転あたりの切削量と予め本システムが持っている素材材質とから加工シミュレーション切削抵抗値R(式7)及び切削トルクT(式8)を算出する。
【0111】
次に、工具番号と予め本システムが持っている使用工具データメモリとから現在加工に使用されている工具の適正切削抵抗を読み出す。
【0112】
尚、工具の適正切削抵抗値は、オペレータが加工に先立って工具毎に設定しておいてもよい。
【0113】
前記(式7)で算出したシミュレーション切削抵抗値と適正切削抵抗値とを比較し、シミュレーション切削抵抗値が適正切削抵抗値を逸脱している場合は、適正な切削抵抗になるような送り速度を計算する。
【0114】
前記適正送り速度を算出する式は、例えば(式9)のようなものである。
【0115】
一方、逸脱していない場合は、加工形状更新信号を加工シミュレーション部28へ送る。
【0116】
加工シミュレーション部28は、NCプログラム作成部23から加工形状更新信号を受け取ったら、今回のΔx、Δy、Δzに基づいた工具移動による削り取りに応じて加工シミュレーション形状データを更新し、シミュレーション形状データメモリ211に格納する。
【0117】
この更新は、格子点毎に記憶されているZ座標値を削り取られた量だけ減算することによって実行される。
【0118】
適正な切削抵抗になるような送り速度を計算した場合は、先に補間処理したデータをすべて破棄し、再度単位時間当たりの各軸の移動量Δx’、Δy’、Δz’を計算し加工シミュレーション部28に通知する。
【0119】
加工シミュレーション部28では、このΔx’、Δy’、Δz’に基づいて前述したと同様な方法で工具1回転あたりの切削量を算出する。
【0120】
NCプログラム作成部23では、この工具1回転あたりの切削量に基づいて、前述したと同様な方法でシミュレーション切削抵抗値を算出する。
【0121】
このシミュレーション切削抵抗値は、NCプログラム作成部23内部で計算された適正な送り速度に基づいた仮想的な補間処理、加工シミュレーションの結果に基づいたものであり、当然適正切削抵抗値を逸脱していないので、加工形状更新信号を加工シミュレーション部28へ通知することになる。
【0122】
そして、NCプログラム作成部23においては、各補間単位毎に適正送り速度を計算し、その適正送り速度が一定範囲に入る補間単位が連続するならばこれを結合して適正なF指令を付加すると共に、適正送り速度が一定範囲に入らない補間単位が連続するならば、別ブロックに分割して各々適正なF指令を付加する方法を用いて、当初のNCプログラムブロックを適宜分割する。
【0123】
尚、前述のNCプログラム作成部23での計算において、シミュレーション切削抵抗値が0以外から0になった、0のままである、0から0以外になったなどを判別することによって切削状態からエアカット状態になる、エアカット状態が継続している、エアカット状態から切削状態になるといった状態遷移を検知し、切削送り速度を予め機械仕様メモリ212に格納されている早送り速度、あるいは予め機械仕様メモリ212に格納されている最大補間速度にアップしたり、アップした速度を維持したり、アップした速度から適正な切削送り速度に戻すことが可能である。
【0124】
また、本実施形態において、補間処理部27を除いて、加工シミュレーション部28において、NCプログラム解釈部26から得られるブロック軌跡を用いてブロック当たりの切削量とブロック当たりの加工時間を計算し、これらのデータから送り速度の適正/不適を判定してF指令変更を行なう方法を採用しても良い。
【0125】
一方、オペレータが予め基本となる送り速度を変更する場合には、例えば、テーブルデータ変更部24において、工具種類、工具サイズ、素材材質等と送り速度、主軸回転速度等とのリレーションテーブルの変更を指示することとなる。
【0126】
本発明のNC加工における加工シミュレーション装置及び方法に係る第3の実施形態は、素材や工具の形状データに基づく加工シミュレーションをリアルタイムで行い、その結果認識できる切削量、切削箇所等のデータに基づいて、工具実績情報を作成するNC加工における加工シミュレーション装置である。
【0127】
上記の何れの実施形態においても、素材形状データや工具形状データとして実際の加工物や工具の計測データを使用することが可能であるし、図7の如く素材形状データを加工物を実際に計測した結果に基づいて補正したり、同様に工具形状データを工具を実際に計測した結果に基づいて補正することが可能である。
【0128】
上記の何れの実施形態においても、加工前形状生成部110(又は210)は、素材メモリ19(又は29)から読み出された素材形状データに基づいて、これから行う加工シミュレーションに適したデータ構造に変換する際に、この素材形状データを図8(b)の如く3次元格子点に区画してシミュレーション形状データメモリ111(又は211)に格納しておくことも可能である。例えば、図8の反転部分を除去する場合には、図8(a)の如く、X−Y平面を格子点で区画し各素材高さをZ高さデータで持った場合には、Z(x)(y)=h1から(h1−1)と変化することとなり、図8(b)の如く3次元格子点に区画した場合には、P(x,y,h1)=1から0に変化することとなる。
【0129】
第1の実施形態の説明においては、本NC加工における加工シミュレーション装置による送り速度制御を補間処理後に行なう形態、及び本NC加工における加工シミュレーション装置によるびびり抑制のための主軸速度制御をプログラム指令後に行なう形態、及び本NC加工における加工シミュレーション装置によるモータトルク補正値をサーボ制御における電流制御部に送出する形態で組み込んだ形で説明した。
【0130】
第2の実施形態の説明においては、本NC加工における加工シミュレーション装置を数値制御装置と切り離して、加工に先だってNCプログラムの速度指令決定を実施する形で説明した。
【0131】
しかし、本発明の実施形態はこれらに限るものでなく、上記の装置を構成する各々の手段を各々の機能の実現ステップに置き換えた形で実施することも可能である。
【0132】
そして、少なくとも第1及び第2の実施形態においては、本発明の装置又は方法への入力として必要となる素材形状、工具形状、及び、補間データに相当するものを準備し、本発明の装置又は方法へ入力すれば、本実施形態で説明した通りの手順で、切削量、切削抵抗、切削振動周波数や加工前、加工途中、加工完了後の加工物形状、及び、適正な送り速度、主軸速度を適宜取り出すことができる。
【0133】
また、この適正な送り速度や主軸速度を生成する機能を利用して、NCプログラム解釈部と補間処理部との間に、本発明の装置又は方法による送り速度制御を組み込めば、実際の補間処理の前に適切な送り速度や主軸速度を予め決めておくことが可能になる。
【0134】
さらには、送り速度の急激な変動による機械の振動、工具の破損、あるいは、送り速度の変化、すなわち加減速に伴う形状誤差の発生を防ぐために、補間処理に先立って補間前加減速処理部を有する数値制御システムであれば、NCプログラム解釈部と補間前加減速処理部との間に本発明の装置又は方法による送り速度制御を組み込めば、機械を振動させることなく、加減速に伴う形状誤差発生を抑えて、適切な送り速度で加工を行なうことができる。
【0135】
ここでは説明を行なっていないが、加工前、加工途中、加工完了後の加工物形状を逐次生成しているので、その加工物形状データをグラフィック表示部に入力すれば、グラフイック表示機能に利用できる。同様に切削量、印削抵抗値を取り出して、色分けなどを行なってグラフィック表示すれば、加工状況の変化の様子をグラフィック表示できる。
【0136】
【産業上の利用可能性】
以上のように,本発明にかかるNC加工における加工シミュレーション装置及び方法は、マシニングセンタなどのNC工作機械などに適し、特に、加工シミュレーションに基づき、主軸回転速度を変更するNC工作機械に適する。
【図面の簡単な説明】
【図1】 従来の数値制御システムの適応制御指令作成システムのブロック図である。
【図2】 従来のNCプログラム作成システムのブロック図である。
【図3】 本発明のNC加工における加工シミュレーション装置に係る第1の実施形態のブロック図である。
【図4】 本発明のNC加工における加工シミュレーション装置に係る第2の実施形態のブロック図である。
【図5】 本発明に関わるシミュレーション形状データの構造例である。
【図6】 本発明に関わる加工シミュレーションの原理の説明図である。
【図7】 本発明に関わる素材形状データを加工物を実際に計測した結果に基づいて補正する場合の説明図である。
【図8】 本発明に関わる素材形状データを3次元格子点に区画する場合のシミュレーション形状データの構造例を示す図である。
【図9】 本発明に関わる回転工具の一刃毎の回転角に対する切削断面1次モーメントの変化の例を説明する図である。
【図10】 本発明に関わる工具の回転角の分割を説明する図である。
【図11】 本発明に関わる分割された工具の回転角の区間毎の切削断面1次モーメントを表す図である。
【図12】 本発明に関わる1枚刃の場合の連続した1回転内の負荷変動を表す図である。
【図13】 本発明に関わる2枚刃の場合の連続した1回転内の負荷変動を表す図である。
【符号の説明】
11 NCプログラムメモリ
12,26 NCプログラム解釈部
13,27 補間処理部
17,28 加工シミュレーション部
18 シミュレーション予見制御部
21 加工データ入力部
23 NCプログラム作成部
110,210 加工前形状生成部
111,211 シミュレーション形状データメモリ
Claims (9)
- 少なくともNCプログラム、素材形状データ及び工具形状データから成る加工情報に基づいてNC加工の加工シミュレーションを行なう装置において、
前記加工情報を基に加工シミュレーションしながら、断続切削による強制振動の周波数及び/又は負荷変動の周波数を算出して、算出した周波数もしくはこれらの周波数の整数倍の高調波周波数が機械、工具、治具、あるいは工作物の固有振動数を含む一定範囲内にあるか否かを確認し、一定範囲内にある場合には、前記一定範囲から外れるように、前記NCプログラムで指令された主軸回転速度を変更する加工シミュレーション手段を備えていることを特徴とするNC加工における加工シミュレーション装置。 - 前記加工シミュレーション手段は、前記NCプログラムで指令された主軸回転速度と前記工具形状データの工具刃数とを基に前記強制振動の周波数を算出することを特徴とする請求項1に記載のNC加工における加工シミュレーション装置。
- 前記加工シミュレーション手段は、前記負荷変動の周波数を算出するに当たり、素材が工具により削り取られる削り取り量を切削量として算出し、算出した切削量と、前記NCプログラムで指令された主軸回転速度と、前記工具形状データとを基に前記負荷変動の周波数を算出するように構成されていることを特徴とする請求項1に記載のNC加工における加工シミュレーション装置。
- 前記加工シミュレーションに先立って前記素材形状データを3次元格子点に区画した加工シミュレーション形状データに変換する素材形状データ生成手段と、
前記加工シミュレーション形状データを記憶するシミュレーション形状記憶手段とを更に備えてなり、
前記加工シミュレーション手段は、
前記NCプログラムと、前記工具形状データと、前記シミュレーション形状記憶手段に格納された加工シミュレーション形状データとを基に、前記格子点上の素材領域を工具が通過する場合に素材が工具によって削り取られる削り取り量を切削量として算出するとともに前記工具が通過する格子点の素材有無の情報を削り取りにあわせて更新し、前記算出した切削量と、前記NCプログラムで指令された主軸回転速度と、前記工具形状データとを基に前記負荷変動の周波数を算出するように構成されていることを特徴とする請求項3に記載のNC加工における加工シミュレーション装置。 - 前記加工シミュレーションに先立って前記素材形状データの素材底面を格子点で区画し素材高さを前記格子点の垂直方向高さデータとした加工シミュレーション形状データに変換する素材形状データ生成手段と、
前記加工シミュレーション形状データを記憶するシミュレーション形状記憶手段とを更に備えてなり、
前記加工シミュレーション手段は、
前記NCプログラムと、前記工具形状データと、前記シミュレーション形状記憶手段に格納された加工シミュレーション形状データとを基に、前記格子点上の素材領域を工具が通過する場合に素材が工具によって削り取られる削り取り量を切削量として算出するとともに前記工具が通過する格子点の前記垂直方向高さデータを削り取りにあわせて更新し、前記算出した切削量と、前記NCプログラムで指令された主軸回転速度と、前記工具形状データとを基に前記負荷変動の周波数を算出するように構成されていることを特徴とする請求項3に記載のNC加工における加工シミュレーション装置。 - 前記垂直方向高さデータは、素材が存在する領域の高さデータ、あるいは、素材が存在する領域の高さデータと存在しない領域の高さデータとの組み合わせから構成されることを特徴とする請求項5に記載のNC加工における加工シミュレーション装置。
- 前記加工シミュレーション手段によって、前記NCプログラムで指令された主軸回転速度が変更されると、前記NCプログラムを変更して、該NCプログラムで指令される主軸回転速度を前記変更した主軸回転速度とするNCプログラム作成手段を更に備えていることを特徴とする請求項1乃至6のいずれかに記載のNC加工における加工シミュレーション装置。
- 少なくともNCプログラム、素材形状データ及び工具形状データから成る加工情報に基づいてNC加工の加工シミュレーションを行なう方法において、
前記加工情報を基に加工シミュレーションしながら、断続切削による強制振動の周波数及び/又は負荷変動の周波数を算出して、算出した周波数もしくはこれらの周波数の整数倍の高調波周波数が機械、工具、治具、あるいは工作物の固有振動数を含む一定範囲内にあるか否かを確認し、一定範囲内にある場合には、前記一定範囲から外れるように、前記NCプログラムで指令された主軸回転速度を変更するようにしたことを特徴とするNC加工における加工シミュレーション方法。 - 前記NCプログラムで指令された主軸回転速度を変更すると、前記NCプログラムを変更して、該NCプログラムで指令される主軸回転速度を前記変更した主軸回転速度とするようにしたことを特徴とする請求項8に記載のNC加工における加工シミュレーション方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2000/004393 WO2002003155A1 (en) | 2000-06-30 | 2000-06-30 | Apparatus and method for machining simulation for nc machining |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2002003155A1 JPWO2002003155A1 (ja) | 2003-08-26 |
| JP4812224B2 true JP4812224B2 (ja) | 2011-11-09 |
Family
ID=11736213
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002508157A Expired - Fee Related JP4812224B2 (ja) | 2000-06-30 | 2000-06-30 | Nc加工における加工シミュレーション装置及び方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6662073B1 (ja) |
| EP (1) | EP1296210B1 (ja) |
| JP (1) | JP4812224B2 (ja) |
| DE (1) | DE60035129T2 (ja) |
| WO (1) | WO2002003155A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101354859B1 (ko) * | 2009-11-13 | 2014-01-22 | 미츠비시 쥬고교 가부시키가이샤 | 공작 기계의 제어 방법 및 제어 장치 |
| KR20180054354A (ko) * | 2016-11-15 | 2018-05-24 | 주식회사 대영테크 | 공작기계의 진동 적응제어방법 |
| CN108655825A (zh) * | 2018-05-31 | 2018-10-16 | 东北大学 | 一种五轴联动数控机床模拟铣削力加载机构及使用方法 |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6868906B1 (en) | 1994-10-14 | 2005-03-22 | Weatherford/Lamb, Inc. | Closed-loop conveyance systems for well servicing |
| US7147068B2 (en) | 1994-10-14 | 2006-12-12 | Weatherford / Lamb, Inc. | Methods and apparatus for cementing drill strings in place for one pass drilling and completion of oil and gas wells |
| US7036610B1 (en) | 1994-10-14 | 2006-05-02 | Weatherford / Lamb, Inc. | Apparatus and method for completing oil and gas wells |
| US6854533B2 (en) | 2002-12-20 | 2005-02-15 | Weatherford/Lamb, Inc. | Apparatus and method for drilling with casing |
| JP4329248B2 (ja) * | 2000-09-05 | 2009-09-09 | 株式会社森精機製作所 | Nc加工シミュレーション装置 |
| JP2002176791A (ja) * | 2000-09-26 | 2002-06-21 | Yaskawa Electric Corp | 電動機制御装置 |
| US6859680B2 (en) * | 2002-03-01 | 2005-02-22 | Toshiba Kikai Kabushiki Kaisha | Numerical controlling unit having tool-breakage detecting function |
| JP2003263208A (ja) * | 2002-03-11 | 2003-09-19 | Yoshiaki Kakino | Ncプログラムの作成方法、nc装置及びコンピュータプログラム |
| US6899186B2 (en) | 2002-12-13 | 2005-05-31 | Weatherford/Lamb, Inc. | Apparatus and method of drilling with casing |
| JP2004227047A (ja) * | 2003-01-20 | 2004-08-12 | Mitsubishi Heavy Ind Ltd | 加工装置 |
| US6961637B2 (en) * | 2003-02-25 | 2005-11-01 | Ge Fanuc Automation Americas, Inc. | On demand adaptive control system |
| JP4237180B2 (ja) * | 2003-05-30 | 2009-03-11 | 富士通株式会社 | 加工残し形状抽出装置、および抽出方法 |
| DE10352815B4 (de) * | 2003-11-12 | 2009-06-25 | Siemens Ag | Simulationsverfahren für eine Bearbeitung eines Werkstücks durch eine Werkzeugmaschine und korrespondierender Rechner |
| JP2006004128A (ja) | 2004-06-17 | 2006-01-05 | Mori Seiki Co Ltd | 干渉確認装置 |
| JP4363343B2 (ja) * | 2005-03-14 | 2009-11-11 | 株式会社ジェイテクト | 加工条件設定方法及び加工装置 |
| TWI355313B (en) | 2007-07-19 | 2012-01-01 | Toshiba Machine Co Ltd | Microscopic geometry cutting device and microscopi |
| JP5255905B2 (ja) * | 2008-05-23 | 2013-08-07 | 東芝機械株式会社 | 微細形状切削加工方法および微細形状切削加工装置 |
| JP5272569B2 (ja) * | 2007-08-10 | 2013-08-28 | 株式会社ジェイテクト | びびりシミュレーション装置、および、びびりシミュレーション方法 |
| DE102007045593A1 (de) * | 2007-09-14 | 2009-03-26 | Index-Werke Gmbh & Co. Kg Hahn & Tessky | Virtuelle Werkzeugmaschine zur Darstellung von Aktionen von Bearbeitungseinheiten einer realen Werkzeugmaschine |
| JP4915319B2 (ja) * | 2007-09-19 | 2012-04-11 | 株式会社ジェイテクト | 工作機械制御装置 |
| JP4848393B2 (ja) * | 2008-05-15 | 2011-12-28 | 三菱重工業株式会社 | 工作機械の制御方法および制御装置 |
| FR2934370B1 (fr) * | 2008-07-25 | 2010-09-03 | Snecma | Procede de determination des conditions d'une phase d'usinage d'une piece avec modulation de la vitesse de coupe |
| JP5105102B2 (ja) * | 2009-04-10 | 2012-12-19 | エヌティーエンジニアリング株式会社 | 作業機械のびびり抑制方法及び装置 |
| US8294403B2 (en) * | 2009-09-04 | 2012-10-23 | Haas Automation, Inc. | Methods and systems for determining and displaying a time to overload of machine tools |
| JP5457901B2 (ja) * | 2010-03-25 | 2014-04-02 | オークマ株式会社 | 位置制御装置 |
| JP5131409B2 (ja) * | 2010-04-07 | 2013-01-30 | 三菱電機株式会社 | 加工シミュレーション方法及びその装置並びにその方法をコンピュータに実行させるプログラム |
| JP2012053509A (ja) * | 2010-08-31 | 2012-03-15 | Mitsubishi Heavy Ind Ltd | 数値制御工作機械 |
| JP5737970B2 (ja) * | 2011-01-28 | 2015-06-17 | Dmg森精機株式会社 | 工作機械の制御システム |
| JP5643676B2 (ja) * | 2011-02-24 | 2014-12-17 | オークマ株式会社 | 振動抑制機能を備えた数値制御装置 |
| EP2515193B1 (de) * | 2011-04-18 | 2014-04-02 | Siemens Aktiengesellschaft | Verfahren zur Vermeidung einer ungewollten Kollision zwischen einem Werkzeug und einem Werkstück bei einer Werkzeugmaschine |
| US9421657B2 (en) | 2011-09-14 | 2016-08-23 | Jtekt Corporation | Machining control apparatus and machining control method thereof |
| JP5838680B2 (ja) * | 2011-09-14 | 2016-01-06 | 株式会社ジェイテクト | 加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法 |
| TWI500475B (zh) * | 2012-12-13 | 2015-09-21 | Ind Tech Res Inst | 幾何定位裝置及其方法 |
| CN105051631B (zh) * | 2013-03-29 | 2018-04-27 | 株式会社牧野铣床制作所 | 工件的加工面评价方法、控制装置以及工作机械 |
| JP6379536B2 (ja) * | 2014-03-12 | 2018-08-29 | 株式会社ジェイテクト | 数値制御装置及びncプログラム作成装置 |
| JP6162655B2 (ja) * | 2014-07-04 | 2017-07-12 | ファナック株式会社 | テーブル形式データによる運転を行う数値制御装置 |
| JP6140115B2 (ja) * | 2014-08-12 | 2017-05-31 | ファナック株式会社 | 加工シミュレーション装置 |
| US10401823B2 (en) * | 2016-02-04 | 2019-09-03 | Makino Inc. | Real time machining process monitoring utilizing preprocess simulation |
| JP6929626B2 (ja) | 2016-09-02 | 2021-09-01 | 三菱重工業株式会社 | 耐熱合金の切削加工条件設定方法及び耐熱合金の切削加工方法 |
| EP3293593B1 (en) * | 2016-09-12 | 2019-03-20 | Sandvik Intellectual Property AB | Method for estimating error propagation |
| JP6474447B2 (ja) * | 2017-04-06 | 2019-02-27 | ファナック株式会社 | 情報処理装置 |
| CN107175539B (zh) * | 2017-06-13 | 2018-11-20 | 东北大学 | 一种切削力模拟加载设备 |
| US11059141B2 (en) | 2017-08-22 | 2021-07-13 | Gemini Precision Machining, Inc. | Smart tool system |
| JP6781242B2 (ja) * | 2018-02-19 | 2020-11-04 | ファナック株式会社 | 制御装置、機械学習装置及びシステム |
| JP6777672B2 (ja) | 2018-04-03 | 2020-10-28 | Dmg森精機株式会社 | 情報処理装置、情報処理方法および情報処理プログラム |
| JP6748153B2 (ja) * | 2018-07-10 | 2020-08-26 | ファナック株式会社 | 工作機械の異常検出装置 |
| US11054803B2 (en) * | 2018-07-13 | 2021-07-06 | Delta Electronics, Inc. | Motor drive, production system and method thereof with quality measuring and mechanism diagnosing functions using real and virtual system modules |
| JP7168421B2 (ja) * | 2018-11-21 | 2022-11-09 | ファナック株式会社 | プログラム作成支援装置およびプログラム作成支援方法 |
| JP7450350B2 (ja) * | 2019-08-13 | 2024-03-15 | 株式会社ディスコ | 切削装置 |
| CN114730172B (zh) * | 2019-09-18 | 2025-10-28 | 欧特克公司 | 用于混合增材和减材制造的计算机辅助设计方法、计算机辅助设计系统和计算机可读介质 |
| WO2021149564A1 (ja) * | 2020-01-20 | 2021-07-29 | ファナック株式会社 | 研磨量推定装置 |
| CN115519394B (zh) * | 2022-09-26 | 2024-10-08 | 重庆水轮机厂有限责任公司 | 一种数控车床变进给粗车主轴震动平缓方法 |
| US12585261B2 (en) * | 2023-04-24 | 2026-03-24 | Fanuc Corporation | Machining simulation device and machining simulation method |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6224941A (ja) * | 1985-05-29 | 1987-02-02 | ヘルマン プフアウタ− ゲゼルシヤフト ミツト ベシユレンクテル ハフツング ウント コンパニ− | 工作機械、特に歯切盤の動く基準要素、特に回転する基準要素の位置を、他の動く主案内要素、特に回転する主案内要素の位置に依存して測定および/または制御するための方法と、この方法を実施するための装置 |
| JPH07214416A (ja) * | 1994-02-02 | 1995-08-15 | Toyota Motor Corp | ターンブローチ加工方法及び装置 |
| WO1998019822A1 (en) * | 1996-11-07 | 1998-05-14 | Okuma Corporation | Method and appratatus for simulation of nc machining |
| JP2000505578A (ja) * | 1996-03-01 | 2000-05-09 | フラウンホーファー・ゲゼルシャフト ツア フェルデルンク デア アンゲヴァンテン フォルシュンク アインゲトラーゲナー フェアアイン | 切削工作機械における動的変位を補正する方法および装置 |
| JP2001517557A (ja) * | 1997-09-22 | 2001-10-09 | デザイン アンド マニュファクチュアリング ソリューションズ インコーポレイテッド | 機械加工のための動的に好ましい速度を推奨する装置及び方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59232749A (ja) | 1983-06-16 | 1984-12-27 | Yaskawa Electric Mfg Co Ltd | ドリル加工監視装置 |
| JPS632642A (ja) | 1986-06-19 | 1988-01-07 | Mitsubishi Electric Corp | 数値制御装置 |
| JPS63114852A (ja) | 1986-10-30 | 1988-05-19 | Mitsubishi Heavy Ind Ltd | 負荷監視による工具寿命監視装置 |
| JPS63273910A (ja) | 1987-05-01 | 1988-11-11 | Fanuc Ltd | 荒加工用ncデ−タ作成方法 |
| JPH033757A (ja) | 1989-05-30 | 1991-01-09 | Fanuc Ltd | 切削負荷管理方式 |
| JP2916529B2 (ja) | 1990-11-30 | 1999-07-05 | 日本電信電話株式会社 | Nc工作機械における工具制御方法 |
| JP2926644B2 (ja) | 1991-07-25 | 1999-07-28 | オークマ株式会社 | 加工シミュレーション方法 |
| US5319357A (en) * | 1992-06-08 | 1994-06-07 | General Electric Company | Metal cutting tool failure event sensor |
| JP3310335B2 (ja) | 1992-07-03 | 2002-08-05 | オークマ株式会社 | 3次元グラフイック表示機能を有する数値制御装置 |
| JPH06155245A (ja) | 1992-11-30 | 1994-06-03 | Canon Inc | 工具寿命の管理方法 |
| JPH06262484A (ja) | 1993-03-18 | 1994-09-20 | Toyoda Mach Works Ltd | 数値制御工作機械の送り制御装置 |
| JPH0720916A (ja) | 1993-07-06 | 1995-01-24 | Okuma Mach Works Ltd | 数値制御装置における工具実績管理装置 |
| JPH07195255A (ja) | 1993-12-28 | 1995-08-01 | Sumitomo Metal Ind Ltd | 圧延ロールの自動研削装置 |
| JPH07314290A (ja) | 1994-05-23 | 1995-12-05 | Komatsu Ltd | 多刃工具の寿命管理装置 |
| US5691909A (en) * | 1995-12-29 | 1997-11-25 | Western Atlas | Method of virtual machining to predict the accuracy of part to be made with machine tools |
| US5913955A (en) * | 1998-02-12 | 1999-06-22 | Sandia Corporation | Vibration damping method and apparatus |
| JP2000084794A (ja) | 1998-09-14 | 2000-03-28 | Makino Milling Mach Co Ltd | 加工処理装置 |
-
2000
- 2000-06-30 DE DE60035129T patent/DE60035129T2/de not_active Expired - Lifetime
- 2000-06-30 JP JP2002508157A patent/JP4812224B2/ja not_active Expired - Fee Related
- 2000-06-30 US US10/049,628 patent/US6662073B1/en not_active Expired - Lifetime
- 2000-06-30 WO PCT/JP2000/004393 patent/WO2002003155A1/ja not_active Ceased
- 2000-06-30 EP EP00942444A patent/EP1296210B1/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6224941A (ja) * | 1985-05-29 | 1987-02-02 | ヘルマン プフアウタ− ゲゼルシヤフト ミツト ベシユレンクテル ハフツング ウント コンパニ− | 工作機械、特に歯切盤の動く基準要素、特に回転する基準要素の位置を、他の動く主案内要素、特に回転する主案内要素の位置に依存して測定および/または制御するための方法と、この方法を実施するための装置 |
| JPH07214416A (ja) * | 1994-02-02 | 1995-08-15 | Toyota Motor Corp | ターンブローチ加工方法及び装置 |
| JP2000505578A (ja) * | 1996-03-01 | 2000-05-09 | フラウンホーファー・ゲゼルシャフト ツア フェルデルンク デア アンゲヴァンテン フォルシュンク アインゲトラーゲナー フェアアイン | 切削工作機械における動的変位を補正する方法および装置 |
| WO1998019822A1 (en) * | 1996-11-07 | 1998-05-14 | Okuma Corporation | Method and appratatus for simulation of nc machining |
| JP2001517557A (ja) * | 1997-09-22 | 2001-10-09 | デザイン アンド マニュファクチュアリング ソリューションズ インコーポレイテッド | 機械加工のための動的に好ましい速度を推奨する装置及び方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101354859B1 (ko) * | 2009-11-13 | 2014-01-22 | 미츠비시 쥬고교 가부시키가이샤 | 공작 기계의 제어 방법 및 제어 장치 |
| KR20180054354A (ko) * | 2016-11-15 | 2018-05-24 | 주식회사 대영테크 | 공작기계의 진동 적응제어방법 |
| CN108655825A (zh) * | 2018-05-31 | 2018-10-16 | 东北大学 | 一种五轴联动数控机床模拟铣削力加载机构及使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1296210A4 (en) | 2005-01-19 |
| EP1296210A1 (en) | 2003-03-26 |
| DE60035129D1 (de) | 2007-07-19 |
| DE60035129T2 (de) | 2008-02-07 |
| WO2002003155A1 (en) | 2002-01-10 |
| US6662073B1 (en) | 2003-12-09 |
| EP1296210B1 (en) | 2007-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4812224B2 (ja) | Nc加工における加工シミュレーション装置及び方法 | |
| JPWO2002003155A1 (ja) | Nc加工における加工シミュレーション装置及び方法 | |
| US6266572B1 (en) | Apparatus for generating a numerical control command according to cut resistance value and cut torque value of machining simulation | |
| US8788083B2 (en) | Compensation for process variables in a numerically-controlled machining operation | |
| JP6804657B2 (ja) | 数値制御システムおよびモータ制御装置 | |
| CN102821910A (zh) | 工具轨迹生成装置、工具轨迹计算方法及工具轨迹生成程序 | |
| JP7101883B2 (ja) | 数値制御装置 | |
| JP4835442B2 (ja) | 回転工具を用いた肩削り加工における切削加工終了座標の算出方法 | |
| JP2005144580A (ja) | 加工方法及び装置 | |
| Spiewak | An improved model of the chip thickness in milling | |
| JP2013000850A (ja) | 工作機械の制御装置及び制御方法 | |
| KR100726532B1 (ko) | 전자 캠 방식 로터리 컷터 제어의 역회전 방지 전자 캠곡선 생성 방법 및 그 제어 장치 | |
| WO2008053601A1 (en) | Working control device, and its program | |
| CN119404160A (zh) | 驱动条件决定装置及驱动条件决定方法 | |
| JP2000235411A (ja) | 加工情報を用いた数値制御装置 | |
| KR101560529B1 (ko) | 수치 제어 장치 | |
| No et al. | Scanning and modeling for non-standard edge geometry endmills | |
| JP6972404B1 (ja) | プログラム、clデータ編集装置及び工作機械 | |
| Thomessen et al. | Robot control system for grinding of large hydro power turbines | |
| CN103092137B (zh) | 五轴联动数控侧铣加工表面波纹控制方法 | |
| Bailey et al. | Open-architecture controller for die and mold machining | |
| JP2006007363A (ja) | Ncプログラム修正装置及びこれを備えたncプログラム生成装置 | |
| CN116237810A (zh) | 切削加工系统及其加工方法 | |
| Nouri et al. | Real-time peak force control in CNC milling | |
| JP2661942B2 (ja) | Ncデータ作成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110805 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110823 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4812224 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |