JP4823065B2 - 眼鏡レンズの製造方法 - Google Patents
眼鏡レンズの製造方法 Download PDFInfo
- Publication number
- JP4823065B2 JP4823065B2 JP2006528749A JP2006528749A JP4823065B2 JP 4823065 B2 JP4823065 B2 JP 4823065B2 JP 2006528749 A JP2006528749 A JP 2006528749A JP 2006528749 A JP2006528749 A JP 2006528749A JP 4823065 B2 JP4823065 B2 JP 4823065B2
- Authority
- JP
- Japan
- Prior art keywords
- lens
- spectacle
- mark
- manufacturing
- spectacle lens
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 86
- 238000012545 processing Methods 0.000 claims description 89
- 238000000034 method Methods 0.000 claims description 74
- 230000003287 optical effect Effects 0.000 claims description 55
- 230000008569 process Effects 0.000 claims description 47
- 230000000903 blocking effect Effects 0.000 claims description 22
- 230000010355 oscillation Effects 0.000 claims description 16
- 238000013461 design Methods 0.000 claims description 14
- 230000002093 peripheral effect Effects 0.000 claims description 9
- 238000005259 measurement Methods 0.000 description 28
- 238000007688 edging Methods 0.000 description 26
- 238000010330 laser marking Methods 0.000 description 20
- 238000005498 polishing Methods 0.000 description 19
- 230000000750 progressive effect Effects 0.000 description 19
- 238000009966 trimming Methods 0.000 description 17
- 238000005520 cutting process Methods 0.000 description 10
- 238000007689 inspection Methods 0.000 description 10
- 239000000047 product Substances 0.000 description 9
- 239000007767 bonding agent Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 6
- 201000009310 astigmatism Diseases 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 239000000956 alloy Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000007517 polishing process Methods 0.000 description 3
- 238000011179 visual inspection Methods 0.000 description 3
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 238000012958 reprocessing Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 239000006117 anti-reflective coating Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000005338 frosted glass Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000010147 laser engraving Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000036544 posture Effects 0.000 description 1
- 238000000275 quality assurance Methods 0.000 description 1
- 239000000700 radioactive tracer Substances 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 229910052845 zircon Inorganic materials 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B13/00—Machines or devices designed for grinding or polishing optical surfaces on lenses or surfaces of similar shape on other work; Accessories therefor
- B24B13/005—Blocking means, chucks or the like; Alignment devices
- B24B13/0055—Positioning of lenses; Marking of lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/14—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of optical work, e.g. lenses, prisms
- B24B9/146—Accessories, e.g. lens mounting devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/14—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of optical work, e.g. lenses, prisms
- B24B9/148—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of optical work, e.g. lenses, prisms electrically, e.g. numerically, controlled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/00317—Production of lenses with markings or patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00932—Combined cutting and grinding thereof
- B29D11/00942—Combined cutting and grinding thereof where the lens material is mounted in a support for mounting onto a cutting device, e.g. a lathe, and where the support is of machinable material, e.g. plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00951—Measuring, controlling or regulating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Eyeglasses (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Description
また、従来の眼鏡レンズへのマーキングの種類は、市販のレンズに付与されている、通常、隠しマークと呼ばれるもの(レンズ製造メーカー、レンズの光学情報、レイアウト情報などが付与されたもの)や、レンズ製造工場等で実施されている、累進屈折力レンズ等のセミフィニシュレンズ(一方の面が加工済みで、他方の面が未加工面である。以下、「セミレンズ」という)に付与されているペイントマークなどがある。
特許文献1は、薄型加工あるいは縁摺り加工前の円形のセミレンズの加工済み表面に、予め眼鏡店から受信したフレームの形状情報に基づき、そのフレーム枠形状を視認性のあるマークでレンズ加工者やレンズ検査者がわかるようにレーザマーキングをしたものである。つまり、このマーキングにより、作業者が、不良が発生してもよい領域と不良が発生してはいけない領域とを見分けることができるようにしているのである。
また、眼鏡フレームの形状は多種で形状も複雑なものも多く、検査員が目視で検査するときに、フレームの玉型形状を一義的に簡便に認識しにくい。
また、レーザマーキング装置はプラスチックレンズに使用する場合、レンズ面が曲面であるため、刻印の鮮明度の調整や位置決めの制御、刻印精度等が容易ではないという課題があった。
眼鏡枠関連情報を含む眼鏡レンズの枠入れ加工に必要な情報を得て、眼鏡レンズブランクスから凸面及び凹面の両面を研削・研磨加工する眼鏡レンズの製造方法であって、
上記凸面または上記凹面が研磨加工された後、次の面を加工する際に、仮基準マーキング工程として、前記眼鏡枠関連情報及び縁摺り加工のレイアウト情報を得て、その研磨された加工面に対して、レンズの幾何水平基準と幾何垂直基準を案内する仮基準マークを、識別マークとして眼鏡枠形状の外側の位置に刻印し、
この仮基準マークに基づき、次に加工する面に対して光学的なレイアウトを行い、レンズ加工冶具にレンズブロックすることを特徴とするものである。
態様1の記載の眼鏡レンズの製造方法において、
上記仮基準マークは眼鏡枠形状の外側近傍とレンズ周縁部近傍に刻印されることを特徴とするものである。
態様1乃至2のいずれかに記載の眼鏡レンズの製造方法において、
眼鏡レンズブランクスのブロッキング工程から仮基準マーキング工程完了まで同一のレンズ保持部材を使用して、眼鏡レンズの保持を持続させることを特徴とするものである。
態様1乃至3のいずれかに記載の眼鏡レンズの製造方法において、
上記仮基準マーキング工程はレーザーで同一箇所を少なくとも2回以上重複して刻印加工することを特徴とするものである。
態様1乃至4のいずれかに記載の眼鏡レンズの製造方法において、
上記仮基準マーキング工程はレーザーの発振を間欠的に制御して、時間差を設けて繰り返す間欠制御を行うことを特徴とするものである。
態様1乃至5のいずれかに記載の眼鏡レンズの製造方法において、
上記眼鏡レンズへの刻印位置が、少なくとも3次元のレンズ表面設計データを用いて算出することを特徴とするものである。
眼鏡枠関連情報を含む眼鏡レンズの枠入れ加工に必要な情報を得て、眼鏡レンズブランクスから凸面及び凹面の両面を研削・研磨加工する眼鏡レンズの製造方法であって、
上記凸面または上記凹面が研磨加工された後、次の面を加工する際に、マーキング工程として、前記眼鏡枠関連情報及び縁摺り加工のレイアウト情報を得て、その研磨加工された加工面に対して、レンズの幾何水平基準と幾何垂直基準を案内する隠しマークを眼鏡枠形状の内側の位置に刻印し、
この隠しマークに基づき、次に加工する面に対して光学的なレイアウトを行い、レンズ加工冶具にレンズブロックすることを特徴とするものである。
製造側が発注側から、眼鏡レンズ関連情報、玉型形状を含む眼鏡枠関連情報、処方値及びレイアウト関連情報を含む枠入れ加工に必要な情報を得て、上記関連情報及び製造関連情報を眼鏡レンズ上にレーザーにより刻印してレンズ加工を実施する眼鏡レンズの製造方法であって、
縁摺り加工により喪失する領域を少なくとも上記眼鏡枠関連情報から算出し、
この縁摺り加工により喪失する領域である前記眼鏡枠の玉型形状が内接する四角形を上記眼鏡レンズに刻印して、当該眼鏡レンズを製造することを特徴とするものである。
図1は、本発明に係る眼鏡レンズの一実施形態において、各種関連情報が刻印された累進屈折力レンズを示す図である。図2は、本発明に係る眼鏡レンズの製造方法の一実施の形態を実施する眼鏡レンズの製造システムの概要を示す図で、特にレーザー刻印システムを中心に説明するものである。
眼鏡レンズ関連情報としては、例えばレンズ20の供給メーカー及び商品名を特定する商品情報11、屈折率情報17等があげられる。
眼鏡枠関連情報としては、例えば眼鏡フレームの玉型形状が内接する四角形であるボクシングエリアマーク8等があげられる。
処方値及びレイアウト関連情報としては、例えばレンズ20を眼鏡フレームに枠入れするときの基準位置となるアライメント基準マーク9及び10、累進帯長情報16、加入屈折力情報18、この加入屈折力の測定方法を定義する加入定義情報19等があげられる。
製造関連情報としては、例えばブロッキングの基準位置となる第1仮基準位置マーク1〜3、薄型加工等に利用される第2仮基準位置マーク4〜6、受注又は製造の固有番号である製造番号と左右の区分を示す製造番号情報12、累進屈折力レンズ20にのみ適用される特殊な製造指示内容を表示する個別製造指示情報13があげられる。
第1の機能は、凸面研磨後に行われる凹面加工のためのブロック基準位置の指標表示とするものであり、第2の機能は、隠しマークの刻印のための刻印基準位置の指標とするものである。第3の機能は、アライメント基準位置、近用屈折力測定位置や遠用屈折力位置、インセット量等を表示するレイアウトマーク印刷基準位置の指標表示とするものであり、第4の機能は、縁摺り加工におけるレイアウトブロック基準位置の指標表示とするものである。第5の機能は、縁摺り加工によって削り取られる領域の表示とするものであり、第6の機能は製造関連情報の表示とするものである。
これらの仮基準位置マ−ク1〜6は、レンズ20の幾何水平基準(水平基準線14)、幾何垂直基準(子午線15)を案内するものであり、隠しマークの刻印のための刻印基準位置、レイアウトマーク印刷基準位置、縁摺り加工におけるレイアウトブロック基準位置も兼用している。
図12は、本実施形態における眼鏡レンズの加工方法の概要についてフローチャートで示すものであり、その概要は累進屈折力レンズでの凹凸両面の研削および研磨加工を説明するものである。なお、本実施形態における眼鏡レンズの製造方法は、両面累進屈折力レンズ、特に特開平2003−344813号に本件出願人が開示する両面非球面型の累進屈折力レンズを対象にするものであるが、特にこのレンズ設計に限定されるものではなく、凹凸両面の研削および研磨可能なレンズ、セミレンズにも好適に適用できる。
レンズ20に対して、図12に示すように、まず凸面加工のための凹面側ブロッキングを実施する(S1)。つまり、レンズ基材であるレンズブランクス71(図9)の非加工面を、レンズ保持部材としてのヤトイ70に接合剤74を用いて固定する。ここでは、ヤトイ70にレンズブランクス71を、接合剤74を介して固定することをブロッキングまたはブロックと呼ぶ。
図9はそのブロック後のレンズブランクス71とヤトイ70を示す図である。加工基準位置は、凸面の、切削工程、研磨加工、刻印(マーキング)工程完了まで、この同一のヤトイ70の基準面72A、72B及び73が使用される。
次に、凸面切削加工を実施する(S2)。
凸面の創成(研削)加工はカーブジェネレータを用いる。本実施の形態のカーブジェネレータは、NC制御の切削加工装置を用いる。図9はこの装置に装着される前のレンズ20の保持状態を示している。なお、カーブジェネレータの加工精度は約1ミクロンである。
次に、凸面研磨を実施する(S3)。
前記カーブジェネレータによってレンズブランクス71の凸面を所定の形状に切削した後、同一のヤトイ70で保持されたレンズブランクス71を研磨装置に取付け、切削された面を研磨する。
上記凸面研磨完了後、レーザー刻印装置41を用いて、レンズ20に仮基準マークを刻印する(S4)。刻印加工のための加工データは、予め工場サーバー40(図2)に保存され、この加工データをレーザー刻印装置41の計算機端末44が取り込む。加工データには例えば眼鏡レンズの光学設計データ、フレーム形状データ、処方値データを含む枠入れに必要なデータ、加工に必要なデータ等が含まれる。実際のレンズ20は平面ではなく曲面を有しているので、前記データは3次元の空間座標値で表される。
一方、図1は、レンズ20について各刻印の基本的な2次元配置を示している。即ち、レーザー刻印装置41の計算機端末44は、前述の眼鏡レンズ表面設計データの3次元曲面データ(x、y、z)と図1の2次元刻印配置位置(x’,y’)とから、すべての刻印マークについてレンズ上における3次元空間座標(x’、y’、z’)を算出し、これを刻印位置としている。尚、座標系においての定義は、レンズの空間座標をXYZの直交座標系で表し、レンズの水平基準線14をX軸、レンズの設計中心を通る子午線15をY軸、レンズの厚み方向をZ軸としている。
第1仮基準位置マーク1〜3の刻印加工条件は、刻印出力が最大値30Wの35%、刻印速度が450mm/s、同一箇所重複刻印回数が2回とした。また、第2仮基準位置マーク4〜6、ボクシングエリアマーク8、製造番号情報12及び個別製造指示情報13の刻印加工条件は、刻印出力が最大値30Wの35%、刻印速度が450mm/s、同一箇所重複刻印回数が1回とした。
この間隔はマークの種類、レンズ材料にもよるが、本実施形態では約0.8秒から2秒程度にしている。尚、本実施形態において、刻印の形状は、文字高さ2.0[mm]、文字幅2.0[mm]、線幅0.12[mm]である。なお刻印装置の刻印位置加工精度は約1ミクロンである。
上述の凸面への刻印加工の後、ヤトイ70を除去する図12に示す凹面側保持部材除去作業を実施する(S5)。凸面に刻印をしたセミレンズは凹面側の接合剤74を剥がしてセミレンズとヤトイ70とを分離する。
次に、凹面加工のための凸面側ブロッキングを実施する(S6)。
図11は、レンズ凸面側(研磨面側)をブロックしたときの、上記セミレンズとしてのレンズブランクス61とブロッキング装置65との状態を示す図である。凸面ブロッキング装置65は、図示しないCCDカメラと表示装置を備えている。表示装置は、CCDカメラで撮影した載置状態のレンズ画像を表示する機能と、予め取得されているレンズ情報およびレイアウト情報に基づきレンズの外形と水平および垂直基準線を描画する機能とを備えている。そして、作業者がレンズブランクス61をブロッキング装置65に載置すると、CCDカメラによって撮影されたレンズブランクス61の載置状態の画像と前記レンズ情報に基づき、レンズ外径と水平および垂直基準線の画像とが重ね合わせて表示される。また、レンズブランクス61の表面には、図1に示すような仮基準位置マーク1〜6が刻印されているので、それもレンズの載置状態とともに表示されることになる。
そして、位置決めが終了したら、ヤトイ63とレンズブランクス61の間に接合剤62を流し込み、両者を接合する。接合剤62としては、例えば低融点合金又はワックスを使用する。図11中の符号64は、接合剤62を流出させないためのブロックリングである。
上記凸面側のブロッキング後、図12に示すように、凹面切削加工、凹面研磨を順次実施する(S7,S8)。凹面切削加工は、レンズ表面設計データの違いを除いて凸面切削加工と同様である。すなわち、切削加工の面形状データを凹面設計形状データに変更することで凹面切削加工をする。凹面研磨についても同様であるため説明を省略する。
次に、凹面側保持部材の除去を実施する(S9)。即ち、凹凸面研磨完了後のレンズ20を70度程度の温水に浸し、低融点合金を溶融させて、ヤトイ63をレンズ20から除去する。
最後に、光学、表面検査を実施する(S10)。研磨済のレンズ20に対し目視による外観検査、レンズメータによる度数検査、ジルコンランプの透過光によるレンズ内面の投影検査、及びレンズ全面の非点収差の光学性能検査を実施し、表面処理等の次工程へ搬送する。表面処理が完了すると、仮基準位置マーク1〜6の何れかを基準として隠しマークが刻印される。さらに本実施形態ではフレーム玉型形状に縁摺り加工して加工が完了する。
(1)眼鏡レンズの研磨加工された加工面(本実施形態では凸面)に対して、レンズの幾何水平基準と幾何垂直基準を案内する仮基準位置マーク1〜6を、識別マークとして眼鏡枠形状(玉型形状)7の外側の位置に刻印したため、眼鏡レンズの凸面が研磨加工された後、次の面(本実施形態では凹面)を加工する際に、度数測定や光学レイアウトチェックを行うことが必要なく、識別マークである仮基準位置マーク1〜6を基準としてレイアウトブロックを容易且つ正確に実施することができる。さらに識別マークは目視で容易に識別できるため、作業性が向上する。これらのことから、眼鏡レンズの生産効率を向上させることができると共に、精度が良好なレイアウトブロックによって製造歩留まりを向上させることができる。
また、矩形状のボクシングエリアマーク8等が上記回転方向の誤差を生じていても、この矩形状のボクシングエリアマーク8は、眼鏡フレームの実際の眼鏡枠における玉型形状に対し余裕があるので、回転誤差に対する許容範囲が広く、眼鏡レンズを縁摺り加工した後に矩形状のボクシングエリアマーク8の一部が眼鏡レンズに残って、眼鏡レンズが不良となる事態を抑制できる。
このうち、第2仮基準位置マーク4及び6は水平基準線14上にあり、眼鏡フレームの玉型枠形状111の外側1〜2mmの玉型枠相似形状112上に配置され、直径1.5mm〜3mmの円形にて刻印されている。そして第2仮基準位置マーク5は、設計中心を通る垂直線(子午線)15上の玉型枠形状111の外側1〜2mmの玉型枠相似形状112上に配置され、1.5mm〜3mmの直線の×にて刻印されている。尚、玉型枠形状111及び玉型枠相似形状112、水平基準線14、垂直基準線15は説明のため図示したのであって実際に刻印されるわけではない。
また、第1仮基準位置マーク1〜3は、図1のレンズ20では全て十字としたが、この図14のレンズ20では、水平基準線14上の第1仮基準位置マーク1及び3を−にて表記し、垂直基準線15上の第1仮基準位置マーク2を+にて表記して、この+表記の第1仮基準位置マーク2側に存在する、レンズ20の遠用屈折力測定側を特定できるようにしてもよい。尚、第1仮基準位置マーク1〜3及び第2仮基準位置マーク4〜6は十字、×、円形などの他の図形、文字、模様などで明確に表示してもよい(大きさも同様)。
同様の理由で、図15に示すように、第1仮基準位置マーク1〜3及び基準マーク113と、第2仮基準位置マーク1〜6及び基準マーク114がそれぞれ4点ずつ存在すれば、例え一つの第1または第2仮基準位置マークが欠落しても、残りの第1または第2仮基準位置マークを利用することで、レンズ20の再ブロッキングなどを容易に実施することができる。
従来からアンカットレンズで眼鏡店35等へ供給することが一般的に行われている。その場合、眼鏡レンズには遠用屈折力測定位置や、近用屈折力測定位置、プリズム測定位置等のレイアウト情報を消去可能な印刷により表示する必要がある(以降レイアウトマーク、またはペイントマークともいう)。図17に示すレンズ20には、例えばプリズム測定点202、幾何学的水平位置203、幾何学的垂直位置210、遠用屈折力測定位置207、近用屈折力測定位置209、インセット量208等のレイアウトマークが印刷されている。
図14の第1及び第2仮基準位置マーク1〜6は識別マークであり、アンカットンズの玉型枠形状111の外側近傍とレンズ周縁部に刻印されている。したがって、これらの仮基準位置マーク1〜6を目視によって容易に確認することができ、印点(不図示)を施す必要がないので、上述のレイアウトマークの印刷も、第1及び第2仮基準位置マーク1〜6(図17には、第1仮基準位置マーク1〜3のみを表示)から容易に行うことができる。
これに対し、本実施形態では、レンズ20に、基準位置マーク116及び117が刻印されているため、乱視屈折力の軸方向(乱視軸115)を容易に特定することができる。また、光学中心は、第1及び第2仮基準位置マーク1〜6から認識される水平基準線14と垂直基準線15からレンズ20の幾何中心を求め、この幾何中心から特定できる。したがって、レンズメーターなどで光学中心や乱視軸方向を測定することなく、アンカットレンズの光学中心位置と乱視軸方向を容易に特定することができる。
また、通常、レンズメーターによる光学中心位置の特定の精度は、1ミクロン以上(例えば、400ミクロン程度)いわれており、精度が高くない。しかし、本実施形態では、第1及び第2仮基準位置マーク1〜6は前述の構成(刻印が研削、研磨と同一の加工基準でなされる。)により、1ミクロン以下の精度で刻印できる。従って、アンカットレンズの光学中心位置と乱視軸方向を正確に特定することができる。
このように、第1及び第2仮基準位置マーク1〜6に基づいて、レンズ20の光学中心及び乱視軸方向を特定して、次に、縁摺り加工のために当該レンズ20に対し光学的レイアウトブロックを実施する。
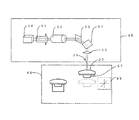
図18は、縁摺り加工における光学的レイアウトブロック装置120を示す図である。一般に、レンズ20の度数測定が終了すると、光学的レイアウトブロック装置120の吸着手段123がレンズ20を吸着し、このレンズ20を所定の高さまで上昇させて、レンズ載置台121の上方のブロック位置に搬送する。このとき、レンズ20の加工中心(光学中心)がレンズ載置台121の中心と略一致するように位置決めする。また、レンズ20をレンズ載置台121の上面から数mm浮いた状態とする。
しかる後、レンズホルダ122をレンズ20の上方に搬送して、レンズホルダ122の中心をレンズ20の加工中心に位置付け、レンズホルダ122を上方から垂直に下降させてレンズ20の凸面aに押し付けることにより、レンズ20をレンズホルダ122の弾性シール124に貼着させる。このとき、吸着手段123によるレンズ20の吸着が解除される。レンズホルダ122が弾性シール124を介してレンズ20に装着されると、レンズホルダ122を縁摺り加工装置に搬送してレンズ20の縁摺り加工を行う。以上が、特許文献(特開2002−22598号公報)に開示されている、縁摺り加工のためのレンズ20の光学的レイアウトブロックである。
従って、本実施形態によれば、縁摺加工における光学的レイアウトブロックにおいて、光学測定による光学中心の特定及び画像処理による隠しマークの検出を行う必要がない。さらに、光学測定よりも前述の理由により高精度な基準位置を、第1及び第2仮基準位置マーク1〜6として刻印しており、光学中心の特定が容易且つ正確である。そして度数測定装置も不要となり、装置の構成も簡易的になる。また、隠しマークよりも視認性の高い識別マークである第1及び第2仮基準位置マーク1〜6を基準としているため、画像処理による基準位置の特定が容易である。これらのことから、レンズ20の縁摺り加工における生産効率が向上し、更に精度が良好なレイアウトブロックによって製造歩留まりを向上させることができる。
遠用度数測定部分207、近用度数測定部分209よびアイポイント211の位置は、レンズ20の種類や大きさによって異なるが、幾何学中心202から離れた所定の基準位置、例えばアイポイント211の位置は幾何学中心202の上方に所定距離(例えば、2mm)だけ離れた位置に、また遠用度数測定位置207の中心はアイポイント211の位置から上方に所定距離(例えば、4mm)だけ離れた位置に決められている。
したがって、レンズブランクス71の凸面研磨後に隠しマーク231を刻印し、この隠しマーク231の画像を取り込み、画像処理してその位置座標を算出すれば、幾何学中心202、アイポイント211および遠用度数測定位置207の中心の位置等を求めることができる。これにより、隠しマーク231を基準として、上述のレイアウトマークをレンズ20の凸面に正確且つ容易に印刷することができる。
4、5、6 第2仮基準位置マーク
8 ボクシングエリアマーク
9、10 アライメント基準マーク
11 商品情報
12 製造番号情報
13 個別製造指示情報
20 累進屈折力レンズ(眼鏡レンズ)
30 発注端末
35 眼鏡店(発注側)
38 工場(製造側)
41 レーザー刻印装置
44 計算機端末
45 レーザー発振部
46 載置台位置制御部
57 載置台
70 ヤトイ(レンズ保持部材)
72A 垂直基準面
72B 水平基準面
73 回転基準面
111 玉型枠形状
112 玉型枠相似形状
231 隠しマーク
Claims (7)
- 眼鏡枠関連情報を含む眼鏡レンズの枠入れ加工に必要な情報を得て、眼鏡レンズブランクスから凸面及び凹面の両面を研削・研磨加工する眼鏡レンズの製造方法であって、
上記凸面または上記凹面が研磨加工された後、次の面を加工する際に、仮基準マーキング工程として、前記眼鏡枠関連情報及び縁摺り加工のレイアウト情報を得て、その研磨された加工面に対して、レンズの幾何水平基準と幾何垂直基準を案内する仮基準マークを、識別マークとして眼鏡枠形状の外側の位置に刻印し、
この仮基準マークに基づき、次に加工する面に対して光学的なレイアウトを行い、レンズ加工冶具にレンズブロックすることを特徴とする眼鏡レンズの製造方法。 - 上記仮基準マークは、眼鏡枠形状の外側近傍とレンズ周縁部近傍に刻印されることを特徴とする請求項1の記載の眼鏡レンズの製造方法。
- 上記眼鏡レンズブランクスのブロッキング工程から仮基準マーキング工程完了まで同一のレンズ保持部材を使用して、眼鏡レンズの保持を持続させることを特徴とする請求項1乃至2のいずれかに記載の眼鏡レンズの製造方法。
- 上記仮基準マーキング工程は、レーザーで同一箇所を少なくとも2回以上重複して刻印加工することを特徴とする請求項1乃至3のいずれかに記載の眼鏡レンズの製造方法。
- 上記仮基準マーキング工程は、レーザーの発振を間欠的に制御して、時間差を設けて繰り返す間欠制御を行うことを特徴とする請求項1乃至4のいずれかに記載の眼鏡レンズの製造方法。
- 上記眼鏡レンズへの刻印位置が、少なくとも3次元のレンズ表面設計データを用いて算出することを特徴とする請求項1乃至5のいずれかに記載の眼鏡レンズの製造方法。
- 眼鏡枠関連情報を含む眼鏡レンズの枠入れ加工に必要な情報を得て、眼鏡レンズブランクスから凸面及び凹面の両面を研削・研磨加工する眼鏡レンズの製造方法であって、
上記凸面または上記凹面が研磨加工された後、次の面を加工する際に、マーキング工程として、前記眼鏡枠関連情報及び縁摺り加工のレイアウト情報を得て、その研磨加工された加工面に対して、レンズの幾何水平基準と幾何垂直基準を案内する隠しマークを眼鏡枠形状の内側の位置に刻印し、
この隠しマークに基づき、次に加工する面に対して光学的なレイアウトを行い、レンズ加工冶具にレンズブロックすることを特徴とする眼鏡レンズの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006528749A JP4823065B2 (ja) | 2004-06-30 | 2005-06-29 | 眼鏡レンズの製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004194350 | 2004-06-30 | ||
| JP2004194350 | 2004-06-30 | ||
| JP2006528749A JP4823065B2 (ja) | 2004-06-30 | 2005-06-29 | 眼鏡レンズの製造方法 |
| PCT/JP2005/011954 WO2006003939A1 (ja) | 2004-06-30 | 2005-06-29 | 眼鏡レンズの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2006003939A1 JPWO2006003939A1 (ja) | 2008-04-17 |
| JP4823065B2 true JP4823065B2 (ja) | 2011-11-24 |
Family
ID=35782747
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006528749A Expired - Fee Related JP4823065B2 (ja) | 2004-06-30 | 2005-06-29 | 眼鏡レンズの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7980920B2 (ja) |
| EP (1) | EP1762337A4 (ja) |
| JP (1) | JP4823065B2 (ja) |
| CN (1) | CN100566933C (ja) |
| WO (1) | WO2006003939A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022101427A (ja) * | 2020-12-24 | 2022-07-06 | ホヤ レンズ タイランド リミテッド | 眼鏡レンズの製造方法 |
| JP2022101428A (ja) * | 2020-12-24 | 2022-07-06 | ホヤ レンズ タイランド リミテッド | セミフィニッシュドレンズ |
| KR102896959B1 (ko) * | 2020-12-24 | 2025-12-05 | 호야 렌즈 타일랜드 리미티드 | 세미피니시드 렌즈 |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7780520B2 (en) * | 2006-03-15 | 2010-08-24 | Igt | Gaming device having multiple different types of progressive awards |
| FR2910644B1 (fr) * | 2006-12-20 | 2009-02-27 | Essilor Int | Dispositif de determination de la position et/ou d'une dimension transversale d'un trou de percage d'une lentille de presentation de lunettes a monture sans cercle |
| US7901075B2 (en) * | 2007-12-27 | 2011-03-08 | Johnson & Johnson Vision Care, Inc. | Laser enhanced lens |
| JP5179172B2 (ja) * | 2007-12-29 | 2013-04-10 | 株式会社ニデック | 眼鏡レンズ研削加工装置 |
| FR2937574A1 (fr) | 2008-10-29 | 2010-04-30 | Guy Monnoyeur | Dispositif et procede d'usinage et/ou de polissage de lentille |
| US8556248B2 (en) * | 2009-04-07 | 2013-10-15 | I-Coat Company, LLC | Lens holders for use in lens coating processes |
| WO2010151097A2 (es) * | 2009-06-26 | 2010-12-29 | Alejandro Arturo Goebel Quintana | Mica monolenticular con excedentes internos de material óptico |
| JP5730491B2 (ja) * | 2010-02-26 | 2015-06-10 | 株式会社ニコン・エシロール | レンズ加工管理システム、レンズ製造システム、レンズ製造方法、コンピュータプログラム、レンズ加工管理方法、データ供給装置、レンズ設計データ利用管理システム、レンズ設計データ利用管理装置、及びレンズ設計データ利用管理プログラム |
| FR2959831B1 (fr) * | 2010-05-10 | 2013-02-15 | Essilor Int | Procede de preparation d'une lentille ophtalmique equipee d'une marque memoire. |
| BR112013008209B1 (pt) | 2010-10-04 | 2022-03-15 | Schneider Gmbh & Co. Kg | Dispositivo para trabalhar uma lente óptica, lente óptica e processo para trabalhar uma lente óptica |
| EP2455186A1 (de) | 2010-11-17 | 2012-05-23 | Schneider GmbH & Co. KG | Vorrichtung und Verfahren zum Bearbeiten einer optischen Linse mit automatischer Identifizierung der optischen Linse |
| EP2455187A1 (de) | 2010-11-23 | 2012-05-23 | Schneider GmbH & Co. KG | Vorrichtung und Verfahren zum Bearbeiten einer optischen Linse |
| JP6015021B2 (ja) * | 2011-02-16 | 2016-10-26 | 株式会社ニデック | 眼鏡レンズ加工形状取得方法及び眼鏡レンズ加工形状取得装置 |
| KR101639114B1 (ko) * | 2011-02-28 | 2016-07-22 | 호야 가부시키가이샤 | 광학렌즈의 제조방법 |
| CN102873610A (zh) * | 2011-07-11 | 2013-01-16 | 艺高国际光电有限公司 | 金属眼镜镜片的模片及镜片成形方法 |
| EP2771149B1 (en) * | 2011-10-27 | 2019-07-24 | Benz Research And Development Corporation | Method for determining the optic center of a lens blank |
| EP2604415B1 (en) * | 2011-12-15 | 2017-05-24 | Essilor International (Compagnie Générale D'Optique) | System and method for generating machine marking instructions |
| DE102011089704B4 (de) * | 2011-12-22 | 2020-06-18 | Carl Zeiss Vision International Gmbh | Verfahren zum Speichern von Information auf einem Brillenglas, als Brillenglas-Rohling oder Brillenglas-Halbfabrikat ausgebildeter Glas- oder Kunststoffkörper, Vorrichtung für das Speichern von Information, Verfahren zum Auslesen sowie Lesegerät |
| US10976572B2 (en) | 2011-12-22 | 2021-04-13 | Carl Zeiss Vision International Gmbh | Method for storing information on a spectacles lens, spectacles lens blank or spectacles lens semi-finished product |
| US9638937B2 (en) | 2012-03-23 | 2017-05-02 | Hoya Corporation | Spectacle lens, and method for designing spectacle lens, manufacturing method and manufacturing system of the spectacle lens |
| CN103786080A (zh) * | 2012-10-31 | 2014-05-14 | 苏州苏大明世光学股份有限公司 | 一种加工眼镜片的方法及采用该方法制备的抗疲劳镜片 |
| BR112015011532A8 (pt) * | 2012-11-19 | 2018-08-14 | Essilor Int | Método para fabricar uma lente óptica |
| JP2015537244A (ja) * | 2012-11-19 | 2015-12-24 | エシロール エンテルナショナル (コンパニ ジェネラル ドプチック) | 光学レンズ製造方法 |
| KR102210773B1 (ko) * | 2012-12-11 | 2021-02-02 | 에씰로 앙터나시오날 | 광학 렌즈 부재를 테이핑하는 방법 |
| JP5976918B2 (ja) * | 2013-02-26 | 2016-08-24 | Hoya株式会社 | 眼鏡レンズの製造システム、製造装置、製造方法、製造情報管理システム、製造情報管理装置、および製造情報管理方法 |
| WO2014131879A1 (en) * | 2013-03-01 | 2014-09-04 | Essilor International (Compagnie Generale D'optique) | Optical lens member comprising a sub-surface referencing element |
| CN105026133B (zh) * | 2013-03-01 | 2017-07-28 | 埃西勒国际通用光学公司 | 用于向光学镜片构件提供参考元件的方法 |
| JP6183591B2 (ja) * | 2013-05-31 | 2017-08-23 | 株式会社ニデック | 眼鏡レンズ加工装置 |
| DE102013010365A1 (de) * | 2013-06-21 | 2014-12-24 | Anke Knuth | Probierbrille, Probieraufsatz, Probiersatz und Verfahren zum Einpassen von individuell angepassten Gleitsichtgläsern |
| BR112015029451B1 (pt) * | 2013-07-01 | 2021-03-09 | Essilor International | método e aparelho para bloquear um membro de lente óptica inacabada |
| FR3010924B1 (fr) | 2013-09-20 | 2015-11-06 | Essilor Int | Dispositif et procede de marquage laser d'une lentille ophtalmique |
| JP6086936B2 (ja) * | 2015-04-07 | 2017-03-01 | 株式会社ニコン・エシロール | レンズ加工管理システム、レンズ製造方法、コンピュータプログラム、及びデータ供給装置 |
| JP6730880B2 (ja) * | 2016-08-22 | 2020-07-29 | 株式会社ニコン・エシロール | 眼鏡レンズの製造方法、眼鏡レンズ製造システム、及び眼鏡レンズ |
| EP3301505A1 (en) | 2016-09-29 | 2018-04-04 | Hoya Lens Thailand Ltd. | Spectacle lenses and methods for producing the same from a single semi finished lens |
| DE102017201288A1 (de) | 2017-01-26 | 2018-07-26 | Breitfeld & Schliekert Gmbh | Verfahren zur Positionierung einer Linse |
| EP3647859A4 (en) | 2017-06-28 | 2021-02-24 | Hoya Lens Thailand Ltd. | EYEGLASSES MANUFACTURING METHOD, EYEGLASSES MANUFACTURING SYSTEM, AND EYEGLASSES |
| EP3470171B1 (en) * | 2017-10-13 | 2021-01-20 | Essilor International | An improved method of preparing a lens blank for an operation of surfacing thereof |
| CN111511502A (zh) * | 2017-10-16 | 2020-08-07 | 国家视觉公司 | 用于制造、分类和分配眼镜的集成系统和方法 |
| WO2019145782A2 (en) * | 2018-01-23 | 2019-08-01 | Clear and Dark Ltd. | Systems, methods, and apparatus for forming optical articles, and optical articles formed by the same |
| CN112818636B (zh) * | 2019-11-15 | 2024-12-13 | 中体彩科技发展有限公司 | 设置字体的方法及装置 |
| CA3274498A1 (en) * | 2020-05-19 | 2025-10-30 | Sightglass Vision, Inc. | Ophthalmic lenses, methods of manufacturing the ophthalmic lenses, and methods of dispensing eye care products including the same |
| EP4270095A4 (en) * | 2020-12-24 | 2024-11-20 | Hoya Lens Thailand Ltd. | PROCESS FOR PRODUCING SPECTACLE LENS |
| HUE068172T2 (hu) * | 2021-01-14 | 2024-12-28 | Mei S R L | Tömb nélküli lencsetámasztó rész lencsék felületmegmunkálására |
| EP4101587A1 (en) * | 2021-06-09 | 2022-12-14 | Carl Zeiss Vision International GmbH | Positioning system and method for handling a spectacle lens |
| CN115979145B (zh) * | 2022-12-23 | 2025-09-09 | 富联科技(兰考)有限公司 | 测量玻璃工件表面移除量的方法及测量装置 |
| US20250283781A1 (en) * | 2024-03-06 | 2025-09-11 | Benz Research And Development Corp. | Method and system for determining an optic center of a lens blank |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000288891A (ja) * | 1999-04-01 | 2000-10-17 | Seiko Epson Corp | 眼鏡用レンズの製造方法及びレンズ加工装置 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02142814A (ja) | 1988-11-24 | 1990-05-31 | Hitachi Chem Co Ltd | 強化樹脂組成物 |
| JP2507643Y2 (ja) * | 1989-05-01 | 1996-08-14 | ホーヤ株式会社 | 単焦点非球面眼鏡レンズ |
| JP3081395B2 (ja) * | 1992-12-28 | 2000-08-28 | ホーヤ株式会社 | レーザマーキング方法 |
| US5960550A (en) * | 1997-07-31 | 1999-10-05 | Sola International, Inc. | Device and method for marking ophthalmic lenses and molds |
| DE19804542C5 (de) * | 1998-02-05 | 2009-04-30 | Wernicke & Co Gmbh | Verfahren und Vorrichtung zum Bearbeiten von Brillengläsern |
| JP2000258732A (ja) * | 1999-03-04 | 2000-09-22 | Seiko Epson Corp | 眼鏡レンズ及びその製造方法 |
| DE60127792T2 (de) * | 2000-02-16 | 2007-12-27 | Seiko Epson Corp. | Verfahren zum herstellen von brillenlinsen und polierwerkzeug |
| JP3961196B2 (ja) * | 2000-06-15 | 2007-08-22 | 株式会社ニデック | 眼鏡レンズ加工装置 |
| JP3866494B2 (ja) | 2000-07-06 | 2007-01-10 | Hoya株式会社 | 眼鏡レンズの測定方法およびその装置 |
| JP2002122823A (ja) * | 2000-10-17 | 2002-04-26 | Asahi Optical Co Ltd | 非球面眼鏡レンズ、およびその加工方法 |
| JP2002139713A (ja) * | 2000-10-31 | 2002-05-17 | Hoya Corp | 眼鏡レンズのレンズホルダ取付方法及び装置 |
| US6595639B1 (en) * | 2000-11-10 | 2003-07-22 | Ocular Sciences, Inc. | Junctionless ophthalmic lenses and methods for making same |
| JP4145012B2 (ja) * | 2000-12-11 | 2008-09-03 | Hoya株式会社 | 眼鏡レンズ加工方法及びレンズメータ |
| FR2823143B1 (fr) * | 2001-04-10 | 2003-07-04 | Essilor Int | Outil torique de polissage d'une surface optique d'une lentille, et procede de polissage d'une surface atorique au moyen d'un tel outil |
| JP3916445B2 (ja) * | 2001-11-08 | 2007-05-16 | 株式会社ニデック | 眼鏡レンズ加工装置 |
| JP4267228B2 (ja) * | 2001-12-03 | 2009-05-27 | 株式会社トプコン | レンズ枠形状測定装置 |
| JP3617004B2 (ja) | 2002-05-28 | 2005-02-02 | Hoya株式会社 | 両面非球面型累進屈折力レンズ |
| US6846078B2 (en) * | 2002-09-11 | 2005-01-25 | National Optronics, Inc. | System and method for aligning reference marks on a lens blank using adjustable alignment marks |
| US8003915B2 (en) * | 2004-12-08 | 2011-08-23 | Laserop Ltd. | System and methods for producing tinted and non-tinted materials with non-discernable laser inscriptions |
| JP4812522B2 (ja) * | 2006-06-02 | 2011-11-09 | Hoya株式会社 | レンズホルダ取付精度確認システム、レンズ取付台及びレンズ加工システム |
| JP4988823B2 (ja) * | 2007-03-16 | 2012-08-01 | Hoya株式会社 | 眼鏡レンズの縁摺り加工方法 |
-
2005
- 2005-06-29 US US11/629,528 patent/US7980920B2/en not_active Expired - Fee Related
- 2005-06-29 EP EP05755775A patent/EP1762337A4/en not_active Withdrawn
- 2005-06-29 CN CNB2005800222932A patent/CN100566933C/zh not_active Expired - Fee Related
- 2005-06-29 JP JP2006528749A patent/JP4823065B2/ja not_active Expired - Fee Related
- 2005-06-29 WO PCT/JP2005/011954 patent/WO2006003939A1/ja not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000288891A (ja) * | 1999-04-01 | 2000-10-17 | Seiko Epson Corp | 眼鏡用レンズの製造方法及びレンズ加工装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022101427A (ja) * | 2020-12-24 | 2022-07-06 | ホヤ レンズ タイランド リミテッド | 眼鏡レンズの製造方法 |
| JP2022101428A (ja) * | 2020-12-24 | 2022-07-06 | ホヤ レンズ タイランド リミテッド | セミフィニッシュドレンズ |
| JP7776264B2 (ja) | 2020-12-24 | 2025-11-26 | ホヤ レンズ タイランド リミテッド | 眼鏡レンズの製造方法 |
| KR102896959B1 (ko) * | 2020-12-24 | 2025-12-05 | 호야 렌즈 타일랜드 리미티드 | 세미피니시드 렌즈 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20080051012A1 (en) | 2008-02-28 |
| JPWO2006003939A1 (ja) | 2008-04-17 |
| CN1980771A (zh) | 2007-06-13 |
| EP1762337A4 (en) | 2009-11-25 |
| EP1762337A1 (en) | 2007-03-14 |
| CN100566933C (zh) | 2009-12-09 |
| US7980920B2 (en) | 2011-07-19 |
| WO2006003939A1 (ja) | 2006-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4823065B2 (ja) | 眼鏡レンズの製造方法 | |
| JP7609962B2 (ja) | セミフィニッシュドレンズブランクスの製造方法、眼鏡レンズの製造方法 | |
| US7267436B2 (en) | Manufacturing method of spectacle lens, marking apparatus, marking system and spectacle lens | |
| EP3214482A1 (en) | Storing information on a spectacles lens, spectacles lens blank or spectacles lens semi-finished product | |
| WO2000059679A1 (fr) | Procede de production de verres de lunettes et dispositif de traitement de verres | |
| US6671039B2 (en) | Spectacle lens image sensing processing apparatus and spectacle lens positioning method | |
| CN100458496C (zh) | 眼镜镜片的制造方法以及眼镜镜片 | |
| JP2006520462A (ja) | 光学素子のパララックスフリーセンタリング方法及びその方法を実行する装置 | |
| JP2000258732A (ja) | 眼鏡レンズ及びその製造方法 | |
| JP4553184B2 (ja) | 眼鏡レンズの製造方法及び眼鏡レンズ、並びに刻印装置 | |
| JP4827393B2 (ja) | 眼鏡レンズの製造方法及び眼鏡レンズ | |
| EP4715455A1 (en) | Optical member manufacturing method, and optical member manufacturing system | |
| JP4573596B2 (ja) | 眼鏡レンズの製造方法 | |
| JP2011197695A (ja) | 眼鏡レンズの製造方法及び眼鏡レンズ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110906 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110906 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |