JP4850829B2 - ロールスタンドにおいてストリップを圧延するための方法 - Google Patents
ロールスタンドにおいてストリップを圧延するための方法 Download PDFInfo
- Publication number
- JP4850829B2 JP4850829B2 JP2007517118A JP2007517118A JP4850829B2 JP 4850829 B2 JP4850829 B2 JP 4850829B2 JP 2007517118 A JP2007517118 A JP 2007517118A JP 2007517118 A JP2007517118 A JP 2007517118A JP 4850829 B2 JP4850829 B2 JP 4850829B2
- Authority
- JP
- Japan
- Prior art keywords
- work roll
- movement
- strip
- roll
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/42—Control of flatness or profile during rolling of strip, sheets or plates using a combination of roll bending and axial shifting of the rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/40—Control of flatness or profile during rolling of strip, sheets or plates using axial shifting of the rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/38—Control of flatness or profile during rolling of strip, sheets or plates using roll bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/142—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls by axially shifting the rolls, e.g. rolls with tapered ends or with a curved contour for continuously-variable crown CVC
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B29/00—Counter-pressure devices acting on rolls to inhibit deflection of same under load, e.g. backing rolls ; Roll bending devices, e.g. hydraulic actuators acting on roll shaft ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/16—Adjusting or positioning rolls
- B21B31/18—Adjusting or positioning rolls by moving rolls axially
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Metal Rolling (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Paper (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Pretreatment Of Seeds And Plants (AREA)
Description
BB ストリップ幅
BD 仕上げストリップ厚さ
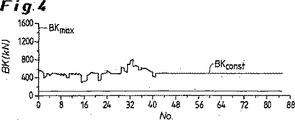
BK ワークロール曲げ荷重
BKconst 一定の曲げ荷重
BKmax 最大曲げ荷重
BKp 正方向の曲げ
BL ワークロール胴長さ
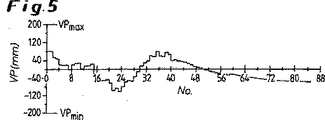
No. コイル数
VP ワークロール移動位置
VPmax 最大移動限界
VPmin 最小移動限界
VPn 負方向の移動
VPp 正方向の移動
WK ワークロール輪郭
Claims (5)
- その湾曲した輪郭が3次以上の多項式によって表現可能であるCVC研磨面を備えている軸方向に移動可能な2つのワークロールと、2つのバックアップロールと、軸方向に移動可能な2つの中間ロールと、ワークロール曲げシステムと、中間ロール曲げシステムとから成り、この場合、ストリップ平面度及びストリッププロフィルをコントロールするために、調整機構としてワークロール曲げ又はワークロール移動が適用される圧延ラインのロールスタンドにおいてストリップを圧延するための方法において、
ストリップからストリップへとその調整領域の予設定された一定の部分でワークロール曲げを周期的に変更することによって、同時にワークロールの、移動調整領域が拡大された周期的な移動が励起もしくは強制され、この場合、ワークロールの移動の方向とワークロール曲げの方向がワークロールのプロフィルに対して逆に作用するようにワークロール曲げ及びワークロール移動の両調整システムの作用を組み合わせることにより、これら両調整システムの効果が相互に補完され、ワークロール移動とワークロール曲げの協働が、プロセスモデルによってオンラインで制御され、ワークロールの周期的な変更が、平面度、ストリップ輪郭品質、並びにストリッププロフィルレベルのようなストリップ品質パラメータが満足されている許容領域でのみ実施され、これらの基準を遵守するために、周期的な移動ストロークが、プロセスモデルによってオンラインで監視及び限定可能であることを特徴とする方法。 - バックアップロール摩耗、サーマルクラウン、圧延荷重等のような境界条件に依存して、ワークロールの周期的な移動が、正の移動調整領域か、負の移動調整領域か、総合的な移動調整領域かのいずれかで実施されることを特徴とする請求項1に記載の方法。
- ワークロール曲げが、圧延ライン内で圧延荷重もしくは圧延荷重配分を周期的に変更することによって支援されることを特徴とする請求項1又は2に記載の方法。
- ワークロール曲げの周期的な変更の代わり又はこれに対して補足的に、選択的に、同様の中間ロール曲げ又は中間ロール移動又はバックアップロールプロフィルアクチュエータが、ワークロール位置の周期的な変更を生じさせるために使用されることを特徴とする請求項1〜3のいずれか1つに記載の方法。
- 最初にストリップが進入する時にプロフィル及び平面度を調整する場合、自動的に大きな移動位置変更が期待できるので、ワークロールの周期的な変更が、ロール交換直後又は最初の5つのストリップの直後に行なわれることを特徴とする請求項1〜4のいずれか1つに記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004031354.7 | 2004-06-28 | ||
| DE102004031354A DE102004031354A1 (de) | 2004-06-28 | 2004-06-28 | Verfahren zum Walzen von Bändern in einem Walzgerüst |
| PCT/EP2005/005991 WO2006000290A1 (de) | 2004-06-28 | 2005-06-03 | Verfahren zum walzen von bändern in einem walzgerüst |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008504128A JP2008504128A (ja) | 2008-02-14 |
| JP4850829B2 true JP4850829B2 (ja) | 2012-01-11 |
Family
ID=34969452
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007517118A Expired - Fee Related JP4850829B2 (ja) | 2004-06-28 | 2005-06-03 | ロールスタンドにおいてストリップを圧延するための方法 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US8096161B2 (ja) |
| EP (1) | EP1761347B1 (ja) |
| JP (1) | JP4850829B2 (ja) |
| KR (1) | KR101146934B1 (ja) |
| CN (1) | CN1976768B (ja) |
| AT (1) | ATE440680T1 (ja) |
| BR (1) | BRPI0509662A (ja) |
| CA (1) | CA2570865C (ja) |
| DE (2) | DE102004031354A1 (ja) |
| ES (1) | ES2328595T3 (ja) |
| RU (1) | RU2333810C2 (ja) |
| TW (1) | TWI347236B (ja) |
| UA (1) | UA81202C2 (ja) |
| WO (1) | WO2006000290A1 (ja) |
| ZA (1) | ZA200607180B (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006051728B4 (de) * | 2006-10-30 | 2013-11-21 | Outokumpu Nirosta Gmbh | Verfahren zum Walzen von Metallbändern, inbesondere von Stahlbändern |
| US20150174648A1 (en) * | 2013-12-24 | 2015-06-25 | Posco | Method of Manufacturing Thin Martensitic Stainless Steel Sheet Using Strip Caster with Twin Rolls and Thin Martensitic Stainless Steel Sheet Manufactured by the Same |
| JP6813101B2 (ja) | 2017-10-31 | 2021-01-13 | 東芝三菱電機産業システム株式会社 | 圧延スタンドのロール摩耗分散方法および圧延システム |
| CN108213087B (zh) * | 2018-01-08 | 2019-05-03 | 东北大学 | 一种分散cvc工作辊窜辊位置的方法 |
| CN108273853B (zh) * | 2018-01-19 | 2019-09-03 | 山东钢铁集团日照有限公司 | 一种热连轧机工作辊智能窜辊方法 |
| EP3536411B1 (de) | 2018-03-09 | 2020-11-18 | Primetals Technologies Germany GmbH | Vermeidung von verschleisskanten beim walzen von flachem walzgut |
| JP6767686B2 (ja) * | 2018-03-23 | 2020-10-14 | Jfeスチール株式会社 | 金属帯の冷間圧延方法 |
| DE102018212074A1 (de) * | 2018-07-19 | 2020-01-23 | Sms Group Gmbh | Verfahren zum Ermitteln von Stellgrößen für aktive Profil- und Planheitsstellglieder für ein Walzgerüst und von Profil- und Mittenplanheitswerten für warmgewalztes Metallband |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60250806A (ja) * | 1984-05-29 | 1985-12-11 | Kawasaki Steel Corp | 熱間圧延法 |
| JPS6368201A (ja) * | 1986-09-09 | 1988-03-28 | Kawasaki Heavy Ind Ltd | 圧延方法 |
| JPH0437402A (ja) * | 1990-06-04 | 1992-02-07 | Kawasaki Steel Corp | 熱間仕上圧延機及び熱間仕上圧延機列 |
| JPH05261415A (ja) * | 1992-03-19 | 1993-10-12 | Hitachi Ltd | 圧延機の制御方法及び圧延方法 |
| JPH0615322A (ja) * | 1992-07-03 | 1994-01-25 | Sumitomo Metal Ind Ltd | 熱間圧延時の板クラウン制御方法 |
| JPH08276206A (ja) * | 1995-02-09 | 1996-10-22 | Nkk Corp | 圧延機および圧延方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1362514A1 (ru) * | 1981-07-17 | 1987-12-30 | Г.П.Руденский и О.И.Малыгин | Способ прокатки полос |
| SU1452631A1 (ru) * | 1986-11-14 | 1989-01-23 | Краснодарский политехнический институт | Способ непрерывной прокатки листов |
| JP2616917B2 (ja) | 1987-01-24 | 1997-06-04 | 株式会社日立製作所 | ロールシフト圧延機による圧延方法 |
| CN1082851C (zh) * | 1994-07-08 | 2002-04-17 | 石川岛播磨重工业株式会社 | 兼用辊位移与辊弯曲的轧机和辊位移式轧机 |
| DE19654068A1 (de) * | 1996-12-23 | 1998-06-25 | Schloemann Siemag Ag | Verfahren und Vorrichtung zum Walzen eines Walzbandes |
| US6119500A (en) * | 1999-05-20 | 2000-09-19 | Danieli Corporation | Inverse symmetrical variable crown roll and associated method |
| JP3689037B2 (ja) * | 2001-12-07 | 2005-08-31 | 株式会社日立製作所 | タンデム圧延機の形状制御方法および装置 |
-
2004
- 2004-06-28 DE DE102004031354A patent/DE102004031354A1/de not_active Withdrawn
-
2005
- 2005-03-06 UA UAA200610676A patent/UA81202C2/uk unknown
- 2005-06-03 CN CN2005800216537A patent/CN1976768B/zh not_active Expired - Fee Related
- 2005-06-03 CA CA2570865A patent/CA2570865C/en not_active Expired - Fee Related
- 2005-06-03 DE DE502005007991T patent/DE502005007991D1/de not_active Expired - Lifetime
- 2005-06-03 EP EP05748365A patent/EP1761347B1/de not_active Expired - Lifetime
- 2005-06-03 JP JP2007517118A patent/JP4850829B2/ja not_active Expired - Fee Related
- 2005-06-03 KR KR1020067019881A patent/KR101146934B1/ko not_active Expired - Fee Related
- 2005-06-03 WO PCT/EP2005/005991 patent/WO2006000290A1/de not_active Ceased
- 2005-06-03 BR BRPI0509662-6A patent/BRPI0509662A/pt not_active IP Right Cessation
- 2005-06-03 AT AT05748365T patent/ATE440680T1/de active
- 2005-06-03 RU RU2006135636/02A patent/RU2333810C2/ru active
- 2005-06-03 ES ES05748365T patent/ES2328595T3/es not_active Expired - Lifetime
- 2005-06-03 US US11/630,935 patent/US8096161B2/en active Active
- 2005-06-06 TW TW094118565A patent/TWI347236B/zh not_active IP Right Cessation
-
2006
- 2006-08-25 ZA ZA200607180A patent/ZA200607180B/xx unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60250806A (ja) * | 1984-05-29 | 1985-12-11 | Kawasaki Steel Corp | 熱間圧延法 |
| JPS6368201A (ja) * | 1986-09-09 | 1988-03-28 | Kawasaki Heavy Ind Ltd | 圧延方法 |
| JPH0437402A (ja) * | 1990-06-04 | 1992-02-07 | Kawasaki Steel Corp | 熱間仕上圧延機及び熱間仕上圧延機列 |
| JPH05261415A (ja) * | 1992-03-19 | 1993-10-12 | Hitachi Ltd | 圧延機の制御方法及び圧延方法 |
| JPH0615322A (ja) * | 1992-07-03 | 1994-01-25 | Sumitomo Metal Ind Ltd | 熱間圧延時の板クラウン制御方法 |
| JPH08276206A (ja) * | 1995-02-09 | 1996-10-22 | Nkk Corp | 圧延機および圧延方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA200607180B (en) | 2008-04-30 |
| WO2006000290A1 (de) | 2006-01-05 |
| UA81202C2 (en) | 2007-12-10 |
| ATE440680T1 (de) | 2009-09-15 |
| DE102004031354A1 (de) | 2006-01-19 |
| JP2008504128A (ja) | 2008-02-14 |
| CN1976768B (zh) | 2012-11-14 |
| TWI347236B (en) | 2011-08-21 |
| RU2333810C2 (ru) | 2008-09-20 |
| CA2570865A1 (en) | 2006-01-05 |
| US20070199363A1 (en) | 2007-08-30 |
| EP1761347B1 (de) | 2009-08-26 |
| CA2570865C (en) | 2012-03-13 |
| KR101146934B1 (ko) | 2012-05-22 |
| DE502005007991D1 (de) | 2009-10-08 |
| RU2006135636A (ru) | 2008-04-20 |
| KR20070021167A (ko) | 2007-02-22 |
| CN1976768A (zh) | 2007-06-06 |
| TW200609048A (en) | 2006-03-16 |
| US8096161B2 (en) | 2012-01-17 |
| BRPI0509662A (pt) | 2007-10-09 |
| EP1761347A1 (de) | 2007-03-14 |
| ES2328595T3 (es) | 2009-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4864836A (en) | Rolling method making use of work roll shift rolling mill | |
| RU2442669C2 (ru) | Клеть прокатного стана для производства полосы или листа | |
| JP4850829B2 (ja) | ロールスタンドにおいてストリップを圧延するための方法 | |
| CN1198967A (zh) | 用以影响轧制带材边部板型的方法 | |
| RU2391154C2 (ru) | Выпуклый валок для регулирования профиля и плоскостности катаной полосы | |
| RU2487770C2 (ru) | Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала | |
| US5697244A (en) | Method and arrangement for rolling strip | |
| CN114769325B (zh) | 一种热连轧cvc工作辊窜辊的控制方法 | |
| US11938528B2 (en) | Method for ascertaining control variables for active profile and flatness control elements for a rolling stand and profile and average flatness values for hot-rolled metal strip | |
| CN111801173B (zh) | 在轧制扁平轧件时避免磨损边缘 | |
| US4910988A (en) | Method for rolling metal sheets | |
| JP2825984B2 (ja) | 金属板の熱間仕上圧延装置および圧延方法 | |
| RU2146973C1 (ru) | Узел валков прокатной клети листового стана | |
| JP2000102806A (ja) | 圧延機 | |
| JP7512990B2 (ja) | 金属帯の冷間圧延方法及びバックアップロールの補修方法 | |
| JPH0275404A (ja) | 形材のウエブ厚み圧下用ロール | |
| EP1322435B1 (en) | Method to control the axial forces generated between the rolling rolls | |
| JP3229439B2 (ja) | 板圧延における形状制御方法 | |
| JPH0691498A (ja) | 圧延ロールの研削方法 | |
| JPH08332510A (ja) | 鋼板の圧延方法 | |
| JP2019107657A (ja) | 孔型圧延ロール、圧延機、孔型圧延方法および形鋼の製造方法 | |
| JPH05154509A (ja) | 熱間仕上圧延機 | |
| JP2001321808A (ja) | H形鋼の圧延設備およびその圧延方法 | |
| JPS60221102A (ja) | 金属板の圧延方法 | |
| JPH0556202B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080404 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100215 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100517 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110608 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110920 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111019 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4850829 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141028 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |