JP4986955B2 - 成形条件決定方法 - Google Patents
成形条件決定方法 Download PDFInfo
- Publication number
- JP4986955B2 JP4986955B2 JP2008212093A JP2008212093A JP4986955B2 JP 4986955 B2 JP4986955 B2 JP 4986955B2 JP 2008212093 A JP2008212093 A JP 2008212093A JP 2008212093 A JP2008212093 A JP 2008212093A JP 4986955 B2 JP4986955 B2 JP 4986955B2
- Authority
- JP
- Japan
- Prior art keywords
- molding
- analysis
- die cushion
- cushion pressure
- evaluation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
このようなプレス工程では、例えば、サーボモータを用いたサーボプレス機が用いられる。このサーボプレス機によれば、成形中に上型のスライド速度およびダイクッション圧を自在に変化させることができるため、プレス成形の自由度が高く、サイクルタイムを短縮できる。
例えば、予め試作を行って、各スライド速度について成形品の品質が一定基準を満たすことのできるダイクッション圧の最低値および最高値を求めて、データベース化しておく。そして、プレス成形時には、スライド速度に応じて、このデータベースからダイクッション圧の最低値および最高値を読み出し、ダイクッション圧を、この最低値と最高値との中間値とする(特許文献1参照)。
この方法によれば、スライド速度に応じて、容易にダイクッション圧を設定できる。
したがって、実際には、サーボプレス機では、スライド速度とダイクッション圧との最適値を決定するために膨大な回数の試作を行う必要があり、その結果、工数が増加し、コストが上昇する、という問題がある。
その結果、実際のプレス機や材料を用いた試作の回数を大幅に削減でき、コストを低減できる。さらには、製品の形状を設計する段階で成形条件を予測することで、複雑な形状の製品を成形できる。
特に、サーボプレス機やNCダイクッションでは、成形中にスライド速度やダイクッション圧を自在に変化させることができるため、成形条件を無数に設定可能であり、最適な成形条件を求めることは困難であるが、本発明によれば、試作の回数を大幅に削減できる。
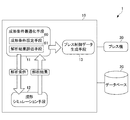
図1は、本発明の一実施形態に係る成形条件決定方法が適用された成形条件決定システム1の概略構成を示す図である。成形条件決定システム1は、プレス機30に接続され、種々のプログラムを実行する演算処理装置10と、ハードディスク等の情報を記憶する記憶装置20とを備える。
プレス機30は、サーボで駆動するサーボプレス機であり、成形条件決定システム1は、このプレス機30にスライド速度とダイクッション圧を含むプレス成形条件を出力する。
記憶装置20は、データベースであり、スライド速度の範囲、スライド加速度の範囲、ダイクッション圧の範囲などのプレス機30の動作条件が記憶されている。これらの動作条件は、サイクルタイムや搬送速度などに基づいて、予め設定されている。
プレス制御データ生成手段13は、成形条件最適化手段11で決定された成形条件に基づいて、プレス機30を動作させるためのデータを生成する。
プレス機30は、いわゆるサーボプレス機であり、ワークとしての鋼板32の下側に配置された下型41を有する下型機構40と、下型41に対して、上型51を接近、離隔させる上型機構50と、これら下型機構40および上型機構50を制御する制御装置31と、を有する。
上述のドロー成形では、スライダ56つまり上型51を、図4に示すように変位させて、絞り加工を行う。具体的には、上型51を上死点(X1)から所定のスライド速度で下降させ、鋼板に接触する位置(X2)の直前で速度を低下させて、この遅いスライド速度で鋼板に接触し、その後、速度を上昇させつつ、プレス成形する。上型51が下死点(X0)に到達すると、この上型51を、元のスライド速度(所定速度)で上昇させる。
成形条件設定手段60は、記憶装置20に記憶された動作条件を参照して、スライド速度およびダイクッション圧を含む成形条件を設定する。また、解析結果評価手段61の解析結果に応じて、スライド速度およびダイクッション圧の制御パラメータを増加させる。
具体的には、成形品を評価する指標として、板厚減少率の最大値および最小主歪みを用いる。
さらに、亀裂が発生すると判定した場合には、プレス成形品の絞り成形領域で亀裂が発生するか、プレス成形品の張り出し領域で亀裂が発生するかを判定する。成形部分が絞り領域となるか張出し領域となるかは、最小主歪みの正負で決定されるため、最小主歪みの負である場合には、絞り成形領域で亀裂が発生し、最小主歪みの正である場合には、絞り領域で亀裂が発生すると判定する。
まず、ステップS11では、成形条件設定手段60により、初期条件としてスライド速度を最大とし、かつ、成形中のダイクッション圧を一定とし、成形シミュレーション手段12により成形シミュレーション解析を実行する。
例えば、図7に示すように、成形開始時刻t1および成形完了時刻t2のダイクッション圧を一定値P0に設定する。
ステップS13では、解析結果評価手段61により、最小主歪みが所定値以上であるか否かを判定する。この判定がYESの場合には、今回の成形条件を最適条件として出力して終了し、NOの場合には、ステップS14に移る。
ステップS14では、ループ回数を示すカウンタkを1に設定する。
例えば、図8に示すように、成形開始時刻t1のダイクッション圧をP1、成形完了時刻t2のダイクッション圧をP1よりも低いP2に設定して、ダイクッション圧をP1からP2まで線形に変化させる。
ステップS17では、解析結果評価手段61により、最小主歪みが所定値以上であるか否かを判定する。この判定がYESの場合には、今回の成形条件を最適条件として出力して終了し、NOの場合には、ステップS21に移る。
例えば、図9に示すように、ダイクッション圧の平均値が低下するように、成形開始時刻t1と成形完了時刻t1との中間時刻t3、ダイクッション圧P3である制御点C1を追加する。そして、時刻t1から時刻t3までは、ダイクッション圧をP1からP3まで線形に変化させ、時刻t3から時刻t2までは、ダイクッション圧をP3からP2まで線形に変化させる。
例えば、図10に示すように、張り出し成形領域のスライド速度が低下するように、制御点S1を追加する。これにより、成形完了時刻は、時刻t2から時刻t2´となる。
例えば、図11に示すように、ダイクッション圧の平均値が上昇するように、成形開始時刻t1と成形完了時刻t1との中間時刻t3、ダイクッション圧P4である制御点C2を追加する。時刻t1から時刻t3までは、ダイクッション圧をP1からP4で線形に変化させ、時刻t3から時刻t2までは、ダイクッション圧をP4からP2まで線形に変化させる。
ステップS23では、解析結果評価手段61により、最小主歪みが所定値以上であるか否かを判定する。この判定がYESの場合には、今回の成形条件を最適条件として出力して終了し、NOの場合には、ステップS25に移る。
ステップS25では、カウンタkの値が所定値であるか否かを判定する。この判定がYESの場合には、ループ回数が所定回数に到達したので、今回の成形条件を最適条件として出力して終了し、NOの場合には、ステップS21に戻る。
(1)成形シミュレーション手段12により成形シミュレーション解析を実行し、解析結果評価手段61により、この解析結果を評価する。そして、評価が否定的である場合、この否定的となった原因に応じて、成形条件設定手段60により、ダイクッション圧またはスライド速度を変更する。この処理を繰り返すことで、ダイクッション圧およびスライド速度の両方の最適値を、少ない成形シミュレーション解析の回数で求めることができる。
その結果、実際のプレス機や材料を用いた試作の回数を大幅に削減でき、コストを低減できる。さらには、製品の形状を設計する段階で成形条件を予測することで、複雑な形状の製品を成形できる。
特に、サーボプレス機30やNCダイクッションでは、成形中にスライド速度やダイクッション圧を自在に変化させることができるため、成形条件を無数に設定可能であり、最適な成形条件を求めることは困難であるが、本発明によれば、試作の回数を大幅に削減できる。
例えば、本実施形態では、板厚減少率の最大値を用いて、亀裂が発生するか否かを判定したが、これに限らず、相当塑性歪みを用いて、亀裂が発生するか否かを判定してもよい。これは、相当塑性歪みが大きくなると、亀裂(割れ)が生じやすいためである。したがって、具体的には、相当塑性歪みの最大値が所定値以下であるか否かを判定し、この判定がYesの場合には、亀裂が発生しないと判定し、Noの場合には、亀裂が発生すると判定する。
S14〜S17 第2解析手順
S21〜S23 第3解析手順
S18、S19、S22、S23 第4解析手順
S18、S20、S22、S23 第5解析手順
Claims (6)
- プレス機の成形条件を決定する成形条件決定方法であって、
初期条件で成形シミュレーション解析を実行し、当該成形シミュレーション解析の結果を評価し、当該評価が肯定的である場合には、今回の成形シミュレーション解析の成形条件を最適値とする第1解析手順と、
前記第1解析手順の評価が否定的である場合には、ダイクッション圧を変更して成形シミュレーション解析を実行し、当該成形シミュレーション解析の結果を評価し、当該評価が肯定的である場合には、今回の成形シミュレーション解析の成形条件を最適値とする第2解析手順と、
前記第2解析手順の評価がしわの発生を原因として否定的である場合には、ダイクッション圧を変更して成形シミュレーション解析を実行し、当該成形シミュレーション解析の結果を評価し、当該評価が肯定的である場合には、今回の成形シミュレーション解析の成形条件を最適値とする第3解析手順と、
前記第2解析手順の評価が絞り成形領域の亀裂の発生を原因として否定的である場合には、ダイクッション圧を変更して成形シミュレーション解析を実行し、当該成形シミュレーション解析の結果を評価し、当該評価が肯定的である場合には、今回の成形シミュレーション解析の成形条件を最適値とする第4解析手順と、
前記第2解析手順の評価が張り出し成形領域の亀裂の発生を原因として否定的である場合には、スライド速度を変更して成形シミュレーション解析を実行し、当該成形シミュレーション解析の結果を評価し、当該評価が肯定的である場合には、前記第2解析手順での成形シミュレーション解析の成形条件を最適値とする第5解析手順と、を備え、
前記第3、第4、第5解析手順の評価がしわの発生を原因として否定的である場合には、第3解析手順に戻り、絞り成形領域の亀裂の発生を原因として否定的である場合には、第3解析手順に戻り、張り出し成形領域の亀裂の発生を原因として否定的である場合には、第5解析手順に戻ることを特徴とする成形条件決定方法。 - 請求項1に記載の成形条件決定方法において、
前記第1解析手順の初期条件には、スライド速度が最大でありかつダイクッション圧が一定であることが含まれることを特徴とする成形条件決定方法。 - 請求項1または2に記載の成形条件決定方法において、
前記第2解析手順でダイクッション圧を変更する場合、成形開始時のダイクッション圧を第1所定値とし、成形完了時のダイクッション圧を第2所定値として、前記第1所定値から前記第2所定値まで線形に変化するように、ダイクッション圧を設定することを特徴とする成形条件決定方法。 - 請求項1から3のいずれかに記載の成形条件決定方法において、
前記第3解析手順でダイクッション圧を変更する場合、成形開始から成形完了までのダイクッション圧の平均値が増加するように、ダイクッション圧を設定することを特徴とする成形条件決定方法。 - 請求項1から4のいずれかに記載の成形条件決定方法において、
前記第4解析手順でダイクッション圧を変更する場合、成形開始から成形完了までのダイクッション圧の平均値が低減するように、ダイクッション圧を設定することを特徴とする成形条件決定方法。 - 請求項1から5のいずれかに記載の成形条件決定方法において、
前記第5解析手順でスライド速度を変更する場合、張り出し成形領域のスライド速度を遅くすることを特徴とする成形条件決定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212093A JP4986955B2 (ja) | 2008-08-20 | 2008-08-20 | 成形条件決定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212093A JP4986955B2 (ja) | 2008-08-20 | 2008-08-20 | 成形条件決定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010046684A JP2010046684A (ja) | 2010-03-04 |
| JP4986955B2 true JP4986955B2 (ja) | 2012-07-25 |
Family
ID=42064231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008212093A Expired - Fee Related JP4986955B2 (ja) | 2008-08-20 | 2008-08-20 | 成形条件決定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4986955B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5659571B2 (ja) * | 2010-06-16 | 2015-01-28 | 株式会社Ihi | ダイクッション制御装置 |
| JP5659572B2 (ja) * | 2010-06-16 | 2015-01-28 | 株式会社Ihi | ダイクッション制御装置 |
| JP5947194B2 (ja) * | 2012-11-14 | 2016-07-06 | 本田技研工業株式会社 | 成形シミュレーションシステム |
| JP6240367B1 (ja) * | 2016-06-23 | 2017-11-29 | アイダエンジニアリング株式会社 | ダイクッション制御装置及びダイクッション制御方法 |
| JP6932352B2 (ja) * | 2017-09-11 | 2021-09-08 | コマツ産機株式会社 | プレスシステムおよびその制御方法 |
| JP7501984B2 (ja) * | 2020-09-01 | 2024-06-18 | ダイハツ工業株式会社 | プレス加工解析ソフトの評価方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0757392B2 (ja) * | 1986-09-02 | 1995-06-21 | 石川島播磨重工業株式会社 | プレス機械のダイクツシヨン装置 |
| JPH08319B2 (ja) * | 1990-11-02 | 1996-01-10 | 株式会社小松製作所 | Ncダイクッションの圧力制御装置 |
| JP3791995B2 (ja) * | 1997-02-04 | 2006-06-28 | 株式会社小松製作所 | 直動型プレスの絞り成形加工制御装置及びその方法 |
| JP5000314B2 (ja) * | 2007-01-23 | 2012-08-15 | 本田技研工業株式会社 | プレス機の成形条件決定システムおよび成形条件決定方法 |
-
2008
- 2008-08-20 JP JP2008212093A patent/JP4986955B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010046684A (ja) | 2010-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4986955B2 (ja) | 成形条件決定方法 | |
| US7130708B2 (en) | Draw-in map for stamping die tryout | |
| CN103586342B (zh) | 拉延模具 | |
| US20160296990A1 (en) | Press working method | |
| WO2008041745A1 (fr) | Procédé de décision de condition de formage et système de décision de condition de formage | |
| CN101522332B (zh) | 成形条件确定方法及成形条件确定系统 | |
| JP2008200709A (ja) | プレス成形品の製造装置、プレス成形品の製造方法、およびプレス成形品 | |
| JPH11226798A (ja) | 直動型プレスの振動成形方法 | |
| KR102348560B1 (ko) | 프레스 성형장치 | |
| CN104203447B (zh) | 渐进成形方法 | |
| JP2008284576A (ja) | 高張力鋼板のプレス成形加工方法及びプレス加工設備 | |
| JP5000314B2 (ja) | プレス機の成形条件決定システムおよび成形条件決定方法 | |
| JP5234621B2 (ja) | 金属板の絞り加工方法 | |
| JP5987698B2 (ja) | 鍛造装置及びその制御方法 | |
| JP5210069B2 (ja) | 成形条件決定方法 | |
| KR101305637B1 (ko) | 프레스 장치 | |
| JP4932423B2 (ja) | プレス加工装置およびプレス加工方法 | |
| JP7600925B2 (ja) | プレス成形方法 | |
| TWI763528B (zh) | 應用伺服馬達於沖壓模墊之預加速參數設計方法及預加速控制方法 | |
| CN209631942U (zh) | 一种改良型冲压模具 | |
| CN206567361U (zh) | 一种用于高光金属薄板的复合压力成型装置 | |
| JP5234622B2 (ja) | 金属板の張出し加工方法 | |
| JP7209438B2 (ja) | プレス成形金型の形状設定方法 | |
| JP7641861B2 (ja) | フローフォーミング加工装置 | |
| JP2014091148A (ja) | カップ状部材のプレス成形法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120417 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |