実施の形態1.
図1は、本発明の実施の形態1における液晶パネルの概略図である。以下、この液晶パネルの構成について図1を用いて説明する。図1(a)は液晶パネル全体を示した平面図、図1(b)は図1(a)における断面線A−Bでの断面図を示したものである。なお、図は模式的なものであり、示された構成要素の正確な大きさなどを反映するものではない。表示画素の繰り返し部分の省略及び膜構成の一部簡略化を行っている。また、図中、既出の図において説明したものと同一の構成要素には同一の符号を付し、その説明を省略する。以下の図においても同様とする。
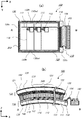
ここでは、一例としてTFT(Thin Film Transistor)をスイッチング素子に用いて動作される液晶パネルについて説明を行うことにする。図1(a)及び図1(b)に示される様に、この液晶パネル100は、スイッチング素子の配置されるスイッチング素子基板110と、スイッチング素子基板110と対向して配置される画像を表示する表示面200を有するカラーフィルタ基板120と、スイッチング素子基板110とカラーフィルタ基板120との間の表示面200に対応する領域を囲う様に配置され、両基板を貼り合わせる樹脂からなるシール材130と、このシール材130により囲まれスイッチング素子基板110とカラーフィルタ基板120との間の表示面200に対応する領域に封止された液晶140から構成されており、カラーフィルタ基板120側が凸となる方向に、所定の曲率に湾曲した外観を為している。また、湾曲方向は、基板の長手方向である図中X方向に平行な方向に湾曲の曲率が最大となる方向である。
また、図1(a)及び図1(b)から解る様に、カラーフィルタ基板120の四辺に添う様に配置されたシール材130のうち、湾曲方向と平行に、即ちカラーフィルタ基板120の長手方向に平行な二辺に其々添う様に配置されるシール材130hについては、スイッチング素子基板110及びカラーフィルタ基板120の基板面の湾曲と共に湾曲される。この湾曲されるシール材130hの液晶140に対して外側には、シール材130hと同一材料の樹脂よりなる補強材130adが略平行に配置され、シール材130hと一体化したパターンとして形成されており、この一体化したパターンの幅は湾曲方向と垂直に配置されて湾曲されない部分にあるシール材130vのパターンの幅に比べて太く形成されている。なお、具体的な幅としては、湾曲されない部分にあるシール材130vのパターンの幅は、0.7±0.1mm程度に形成されているのに対し、一体化したパターンの幅は、1.4±0.1mm程度と略二倍程度に形成されている。
上述のスイッチング素子基板110は、透明基板であるガラス基板111の一方の面において、表示面200に対応する領域に液晶140を配向させる配向膜112、配向膜112の下部に設けられ液晶140を駆動する電圧を印加する画素電極113、画素電極113に電圧を供給するTFTなどのスイッチング素子114、スイッチング素子114を覆う絶縁膜115、スイッチング素子114に信号を供給する配線であるゲート配線116及びソース配線117などを有し、更に表示面200に対応する領域外にはスイッチング素子114に供給される信号を外部から受け入れる端子118、端子118から入力された信号を対向電極へ伝達するためのトランスファ電極(図示せず)などを有している。また、ガラス基板111の他方の面には偏光板151を有している。
一方、上述のカラーフィルタ基板120は、透明基板であるガラス基板121の一方の面に液晶140を配向させる配向膜122、配向膜122の下部に配置され、スイッチング素子基板110上の画素電極113との間に電界を生じ液晶140を駆動する共通電極123、共通電極123下部に設けられるカラーフィルタ124及び遮光層125などを有している。また、ガラス基板121の他方の面には偏光板152を有している。
また、スイッチング素子基板110とカラーフィルタ基板120はシール材130及び基板間の距離を一定の距離に保持するスペーサ(図示せず)を介して貼り合わされている。スペーサとしては、基板上に散布された粒状のスペーサを用いても良いし、何れか一方の基板上に樹脂をパターニングして形成された柱状のスペーサを用いても良い。更に、トランスファ電極と共通電極123は、トランスファ材(図示せず)により電気的に接続されており、端子118から入力された信号が共通電極123に伝達される。この他に、液晶パネル100は駆動信号を発生する駆動用IC(Integrated Circuit)などを装備した制御基板153、制御基板153を端子118に電気的に接続するFFC(Flexible Flat Cable)154、光源となるバックライトユニット(通常は、表示面200の反対側となる様、スイッチング素子基板110に対向して配置されるが、ここでは図示せず)などを備えており、これら部材と共に表示面200の部分が開放された筐体(図示せず)の中に収納される。
この液晶パネル100は次の様に動作する。例えば制御基板153から電気信号が入力されると、画素電極113及び共通電極123に駆動電圧が加わり、駆動電圧に合わせて液晶140の分子の方向が変わる。そして、バックライトユニットの発する光がスイッチング素子基板110、液晶140及びカラーフィルタ基板120を介して観察者側に透過或いは遮断されることにより、液晶パネル100の表示面200に映像などが表示される。
なお、この液晶パネル100は、一例であり他の構成でも良い。液晶パネル100の動作モードは、TN(Twisted Nematic)モードや、STN(Supper Twisted Nematic)モード、強誘電性液晶モードなどでもよく、駆動方法は、単純マトリックスやアクティブマトリックスなどでもよく、カラーフィルタ基板120に設けた共通電極123をスイッチング素子基板110側に設置して、画素電極113との間に横方向に液晶140に対して電界をかける横電界方式を用いた液晶パネルでも良い。また、通常の透過型の液晶パネルを用いて説明を行ったが、反射型や、両者を併せ持つ半透過型でも良い。更に基板としては、透過型の液晶パネルに対応して、透明基板を用い、その一例としてガラスを用いて説明を行ったが、透過型の液晶パネルの場合には、透明であれば透明プラスチックや石英など、他の材質の基板を用いても良い。更に反射型液晶パネルの場合には、一方の基板については、シリコン基板など、必ずしも透明基板でなくとも良い。
更に、トランスファ材については、シール材130中に導電性の粒子などを混合することにより代用でき省略することも可能である。また、ここでは、駆動用ICを端子118に対し制御基板135に載せた状態で接続したが、直接端子118上に配置して駆動用ICの端子を端子118に直接接続する構成としても良い。また、シール材130において、液晶を注入する注入口の図示を省略しているが、液晶の注入方法として、真空中で注入口より注入する真空注入方式を用いる場合には注入口及び注入口を封止する封止剤が形成される。また、液晶を液滴状で配置して真空中で基板を貼り合わせて注入する滴下注入方式を用いる場合には、注入口及び封止剤は省略可能である。
次に、本実施の形態1における液晶パネルの製造方法について説明する。スイッチング素子基板110及びカラーフィルタ基板120の製造方法については一般的な方法を用いるため、簡単に説明する。スイッチング素子基板110は、ガラス基板111の一方の面に、成膜、フォトリソグラフィー法によるパターンニング、エッチングなどのパターン形成工程を繰り返し用いてスイッチング素子114や画素電極113、端子116、トランスファ電極117を形成することにより製造される。また、カラーフィルタ基板120は、同様に、ガラス基板121の一方の面にカラーフィルタ124や共通電極123を形成することにより製造される。いずれの基板も少なくとも貼り合わされる前までは、湾曲されない平面基板として製造される。
続いて、本実施の形態1において特徴的な組み立て工程について図2に示すフローチャートにしたがって説明する。まず、基板洗浄工程において、画素電極113が形成されているスイッチング素子基板110を洗浄する(S1)。次に、配向膜材料塗布工程において、スイッチング素子基板110の一方の面に、例えば印刷法により配向膜112の材料となるポリイミドからなる有機膜を塗布し、ホットプレートなどにより焼成処理し乾燥させる(S2)。その後、配向膜材料の塗布されたスイッチング素子基板110に対して配向処理を行い、配向膜112を形成する(S3)。また、S1からS3と同様に、共通電極123が形成されているカラーフィルタ基板120についても、洗浄、有機膜の塗布、及び配向処理を行うことにより配向膜122を形成する。
続いて、シール材130を形成するシール材塗布工程において、スイッチング素子基板110或いはカラーフィルタ基板120の一方の面にシール材130となる樹脂の塗布処理を行う(S4)。また、シール材130には、例えばエポキシ系接着剤などの熱硬化型樹脂や紫外線硬化型樹脂を用いることができ、後に行う液晶注入工程として、滴下注入方式を用いる場合には、紫外線硬化型樹脂を用いることが望ましい。このシール材塗布工程について、本実施の形態1においては、スクリーン印刷を用いた。
このスクリーン印刷を用いたシール材塗布工程について、図3を用いて詳細に説明する。図3(a)は、スクリーン印刷によるシール材塗布工程を示すものであり、10は、処理される基板であるカラーフィルタ基板120を載せて保持するステージ、11は、スクリーン版であり、12は、スクリーン版11に設けられた開口パターン、13は、開口パターン12を介して基板1上にシール材130として塗布される樹脂ペースト、14は、スクリーン版11上を走査し樹脂ペースト13を開口パターン12よりカラーフィルタ基板120上に押し出し印刷塗布するスキージである。印刷時においては、図3(a)に示す様にステージ10はスクリーン版11とカラーフィルタ基板120が接触する間際まで近接され、スキージ14がスクリーン版11上を図中に示される矢印と平行な方向に向かって走査される。その結果、ペースト13がスクリーン版11に設けられた開口パターン12を介してスクリーン版11の下部に配置されたカラーフィルタ基板120の主面に塗布される。本実施の形態1では、図3(a)における開口パターンの配置からも解る様に一枚の基板あたり四枚の液晶パネルを取り出す場合を例に取って説明することとする。
図3(b)は、カラーフィルタ基板120に塗布される樹脂ペースト13の樹脂パターンの配置を示すものであり、スクリーン版に設けられた開口パターン12についても、この樹脂パターンの配置に対応した開口部とする。ここでは、各パネルについては、基本的には同様に形成されることから、一つのパネルに対応する樹脂パターンのみについて示し、説明を行う。本実施の形態1においては、図1(a)において説明した補強材130adを形成する樹脂を、このシール材塗布工程において形成される樹脂パターンとして、同時に塗布形成する。塗布される樹脂パターンとしては、表示面に対応する所定の領域を囲む様にシール材131が四隅に丸みの形成された略矩形状の閉ループの樹脂パターンとして配置され、更に、このシール材131の対向する二辺の近傍には、其々一対の樹脂パターンからなる補強材131adが表示面に対応する領域に対して外側に一定の距離を置いて添う様に配置される。この補強材131adは後に基板と共にシール材が湾曲される湾曲部となる特定の部分に配置される。本実施の形態1においては、図1を用い説明した通り基板の長手方向に平行に湾曲されることから、シール材131の特定の部分として、この長手方向に平行な二辺のシール材131が選ばれる。また、図3(b)からも解る様に、この補強材131aの樹脂パターンの長手方向はスクリーン印刷による塗布動作時におけるスキージ14の移動方向と同一方向となる様に配置される。このシール材131及び補強材131adの塗布されるパターン幅としては、約0.2mmとなる様に、開口パターン12の開口部の幅を0.2mmに設計した。更に、シール材131と補強材131adの間隔としてはパターン中心間の距離として0.5mm、パターン端面間の距離として0.3mmとなる様に配置して、近接配置されると共に離隔して配置される様にした。
次に、図2に示すフローチャートに示す様に、スイッチング素子基板110或いはカラーフィルタ基板120の一方の面に、樹脂中に導電性の粒子を混在させたものや銀ペーストなどの基板間の導通を取るトランスファ材の塗布処理を行うトランスファ材塗布工程(S5)、スイッチング素子基板110或いはカラーフィルタ基板120の一方の面に基板間の距離を一定の距離に保持するスペーサを湿式法や乾式法により散布するスペーサ散布工程(S6)などが行われる。これら工程については、例えば、トランスファ材塗布工程は基板を貼り合わせる為のシール材中に導電性の粒子を混在させることにより、シール材の形成工程と兼ねることも可能であり、スペーサ散布工程はスイッチング素子基板110或いはカラーフィルタ基板120の一方の面に予め基板間の距離を決定する突起状の柱スペーサを形成しておくことにより、其々省略することも可能である。
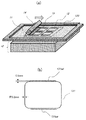
以上の様に準備が行われた、スイッチング素子基板110とカラーフィルタ基板120に対して、滴下注入方式によって、液晶の滴下(S7)及びスイッチング素子基板110とカラーフィルタ基板120の貼り合わせ(S8)を行うことによって液晶の封止を行う。この液晶滴下から基板貼り合わせまでの工程について、図4を用いて説明する。
まず、図4(a)に示す様に、カラーフィルタ基板120には、基板を貼り合わせる為のシール材131が四枚の液晶パネル(液晶パネルの外形に対応する領域を点線にて指示している。)の表示領域を囲む様に、其々四つの閉ループの略矩形状に形成され、其々のシール材131の対向する二辺の近傍には、図3(b)で説明したとおり、一定の距離を置いて添う様に其々一対の補強材131adが配置されている。この様な準備が行われたカラーフィルタ基板120に対し、四つの閉ループをなすシール材131のパターンで囲まれる領域内に、其々、液滴状の液晶141が所定のパネル内の容積となる様に滴下される。
更に、図4(b)に示す様に、カラーフィルタ基板120に対して、スイッチング素子基板110を互いに対向して配置され、四つの液晶パネル(液晶パネルの外形に対応する領域を点線にて指示している。)が其々対応する様に位置合わせされたうえ、真空中において貼り合わされる。カラーフィルタ基板120上に形成されたシール材131及び補強材131adはスイッチング素子基板110とカラーフィルタ基板120間に挟まれ拡げられ一体化した樹脂パターンとなる。図中、其々の部分をシール材130及び補強材130adで示している。また、カラーフィルタ基板120上に形成された液滴状の液晶141についても基板間で拡げられ、図中に示す様に、シール材130で囲われる領域内に均一に拡がり液晶140が充填される。なお、図中では、便宜上、スイッチング素子基板110とカラーフィルタ基板120が若干ずれた状態で示されているが、スイッチング素子基板110の下にカラーフィルタ基板120が配置されたことを示す為であり、実際には、ほぼ完全に重なる様に位置合わせされて貼り合わされている。
また、シール材131及び補強材131adは図3(b)で説明した様に、印刷される樹脂パターンの幅としては、約0.2mmに形成しており、ここでは、貼り合わせ後のシール材130の幅が0.7±0.1mmとなる様に制御及び管理した。この様に管理することで、貼り合わせ前のシール材131から、貼り合わせ後のシール材130への幅変化量は、片側のパターン端面について、0.2〜0.3mmとなる。同一材料により同時に形成していることから、補強材131adについても同様の変化をする。これらの点から、パターン端面間の距離の変化量は、シール材131及び補強材131adの両者の変化量を併せて、0.4〜0.6mmとなる。シール材131及び補強材131adの形成時のパターン端面間の距離としては0.3mmに設定していることから、貼り合わせにより確実に双方のパターンは一体化させることができる。
以上の様に貼り合わされたスイッチング素子基板110とカラーフィルタ基板に対して、一体化したパターンとして形成されたシール材130及び補強材130adの硬化処理が行われる。この工程は、例えばシール233の材質に合わせて熱を加えることや、紫外線を照射することにより行われる。
次に、図2に示すフローチャートに示す様に、湾曲液晶パネルを得るために、湾曲加工が容易になる様に、ガラス基板111及びガラス基板121を削る薄型化研磨工程を行う(S9)。この工程は、例えば薬液を用いた化学研磨や研磨材により擦る物理研磨によりガラス基板表面を削ることにより行われる。次に、セル分断工程において、貼り合わせた基板を個々の液晶パネルに対応する個別セルに分断する(S10)。
続いて、偏光板貼り付け工程において、セルに偏光板151、152を貼り付ける(S11)。続いて、制御基板実装工程において、制御基板153を実装し(S12)、最後に基板を湾曲する様に変形された状態で筐体内に組み込み保持することによって(S13)、湾曲型の液晶パネル100が完成する。湾曲方向としては、本実施の形態1では表示面200側が凸となる様に湾曲させたが、表示面200側が凹になる様に湾曲させても良い。更に、液晶140を囲むシール材130において、特定の部分である補強材130adが近傍に配置され一体化された長手方向に平行な対向する二辺におけるシール材130が湾曲される湾曲部を少なくとも持つ様に、即ち本実施の形態1では、液晶パネル100の長手方向に平行な方向に湾曲の曲率が最大となる方向に湾曲する。
以上の様に製造された本実施の形態1の湾曲型液晶パネルにおいては、基板と共にシール材130が共に湾曲される湾曲部において、シール材130が補強材130adにより補強されることから、湾曲部においてシール材130の剥がれや基板間のギャップ不良などの発生による歩留りや信頼性の低下が発生することを防止することができる。この補強効果は、製造時における湾曲加工時においても、剥がれやギャップ不良による不良品の発生を防止できることから歩留りの改善に寄与し、製品としての使用時においても、同様の不良の後発生を防止できることから信頼性の改善に寄与する。また、補強材130adは液晶140に対して外側に配置され、通常基板外部から基板間を剥がす方向へのダメージが入ることが多いことから液晶140を封止するシール材130には直接のダメージが入り難く、効果的に補強される。更に、液晶140に対して外側であることは、即ち表示領域に対しても外側であることから、補強材130adが拡げられる際に表示領域へ食み出し表示不良などを発生する懸念も無い。
更に、本実施の形態1では、シール材130と補強材130adはスクリーン印刷を用いて同時に形成することができることから、処理工程などが増加することがなくコスト増加も発生しない。また、印刷形成時において、シール材131及び補強材131adは同じ幅で分離して形成され、基板の貼り合わせ時において、拡げて一体化される。更に、このシール材130と補強材130adの一体化されたパターン幅が、他の辺におけるシール材130のパターン幅よりも太くなる様に形成される。この様に印刷時においては、補強材130adはシール材130と同じ幅であることから、スクリーン版の開口部からのペーストの抜けの不具合などを発生することなくシール材130と同様に安定した幅で印刷することができる。また、印刷時のスキージの走査方向に対して補強材130adの長手方向を揃えたことによって、更にペーストの抜けの不具合を発生し難くすることができ、印刷幅の安定性が向上する。また、シール材130と補強材130adは一体化されることから、補強材130adが分離して形成されるのに比べて、補強材130adの配置に伴う占有面積の増加を最小限とすることができ、液晶パネルの外形が大きくなることを防ぎ、狭額縁化に対して殆ど悪影響を及ぼさない。更に、シール材130と一体化された場合には、補強材130adが分離して配置されるのに比べて、シール材130との相互作用により補強材130adによる補強効果を上げることができる。
また、本実施の形態1では、滴下注入方式を用いて液晶140を充填する製造方法を一例として説明したので、この様に形成したが、真空注入方式を用いる場合には、シール材130は完全に閉じた形状ではなく一部開口させた注入口が形成される。注入口は、端子118の配置される辺と対向する辺に配置するのが、端子118及び、補強材130adと干渉しないことから望ましい。この様に液晶注入方式を用いる場合、上記説明した液滴状の液晶141の形成処理は省略され、代わりにセル分断工程(S10)後に真空中で液晶注入口から液晶を注入する液晶注入工程が設けられる。更に、封止工程において、例えば光硬化型樹脂を液晶注入口部に塗布し、光を照射することにより液晶注入口の封止が行われる。上記説明した滴下注入方式を用いた実施の形態1にかえて、これら液晶注入工程を行った場合にも実施の形態1と同様の効果を得ることができる。また、湾曲方向についても、基板の長手方向に限られず基板短手方向に湾曲させても構わず、その場合には、基板の湾曲と共に湾曲されるのが短手方向と平行なシール材に変わるので、短手方向に平行なシール材に対して補強材を配置することにより同様の効果を得ることができる。
また、本実施の形態1では、印刷形成時において、補強材131adはシール材131の対向する辺に対して其々一本形成する場合について説明したが、これに限られず、其々に対して複数本設けても良い。この場合においても、複数本の補強材131adをシール材131と等幅に設け、基板貼り合わせ時に複数本の補強材131adとシール材131を一体化させることにより、シール印刷時においては印刷の不具合を発生することなく、本数に応じた幅の太い樹脂パターンが得られ強い補強効果を得ることができる。また、印刷時において塗布される補強材については、本実施の形態1の様にシール材と等幅で形成するのが印刷の安定性から最適であるが、ペーストの抜けが悪くならない程度の範囲内であれば、シール材より若干太く形成しても良く、シール材と補強材を印刷時より一体に形成するのに比べると印刷の安定性を向上することができる。
実施の形態2.
実施の形態1においては、シール材及び補強材の塗布形成について、スクリーン印刷を用いてシール材の外側に距離を置く様に補強材を形成し、その後の貼り合わせ時において補強材とシール材を一体化させる方法について説明した。本実施の形態2においては、同様にスクリーン印刷を用いた場合での、形成される樹脂パターンについて一部変更した幾つかの変形例について図5及び図6を用いて説明する。これら変形例については、形成される樹脂パターンを変更した点を除くと実施の形態1の構成及び製造方法と大きく変わらないことから、詳細な構成及び製造方法の説明は省略して、具体的な樹脂パターンの変更点及び変更により生ずる効果の違いについて説明することとする。
まず、図5(a)は第1の変形例における印刷後の樹脂パターンの配置を示すものであり、実施の形態1における図3(b)に対応する。また、図5(b)は図5(a)の樹脂パターンの基板貼り合わせ後の配置を示すものである。本第1の変形例においては、図5(a)に示す様に、四隅に丸みの形成された略矩形状の閉ループに配置されるシール材131において、矩形状の長手方向に平行な対向した二辺について、実施の形態1において設けた分離して形成された補強材を形成せず、その代わりに残りの短手方向に平行な二辺に比べて若干太く形成した。具体的には、短手方向に平行な二辺については、実施の形態1と同様に約0.2mmとなる様に、開口パターンの開口部の幅を0.2mmに設計し、それに対して、長手方向に平行な二辺については、約0.25mmとなる様に開口パターンの開口部の幅を0.25mmに設計している。
この様に形成されたシール材131は、図5(b)に示す様に、基板貼り合わせにより拡げられる。この様に拡げられた樹脂パターンにおいても、短手方向に平行な二辺の0.7±0.1mmの幅に対して、長手方向に平行な二辺については、0.85±0.1mmの様に太くなる様に形成される。ここで、図5(b)においては、液晶の封止される領域を囲む等幅のシール材130に対して、長手方向に平行な二辺において太く形成された部分を区別して記載している。この太く形成された部分については、液晶を囲むシール材130の外側に配置されて、シール材130の長手方向に平行な二辺に対する補強材として、実施の形態1の補強材130adと同様の役割をする。そこで本変形例でも、このシール材130の長手方向に平行な二辺の外側に位置する太く形成された部分について、実施の形態1と同様に補強材130adと呼ぶこととする。また、実施の形態1においては、補強材130adとシール材130とは印刷時において分離されて形成されていたが、本変形例においては、印刷時においても、一体化して形成されることから、補強材130adとシール材130には、この様な明確な区別はできない。然しながら、本変形例における補強材130adについても、実施の形態1と同様にシール材130の補強効果を有する。
この様に形成された補強材130adとシール材130に対して、更に実施の形態1と同様の製造工程を進めることにより本変形例における液晶パネルを得ることができる。本変形例における液晶パネルにおいても、実施の形態1と同様に基板と共にシール材130が共に湾曲される湾曲部において、シール材130が補強材130adにより補強されることから、湾曲部においてシール材130の剥がれや基板間のギャップ不良などの発生による歩留りや信頼性の低下が発生することを防止することができる。また、本変形例においては、長手方向に平行な二辺を太くする程度を比較的少なくしていることから、印刷時におけるスクリーン版の開口部からのペーストの抜けに関する不具合が発生することが無い。一方、補強材130adについては、実施の形態1に比べて細く形成されることから、湾曲に対する補強効果は低下するものの、湾曲の曲率の低い液晶パネルなどにおいては、実施の形態1と同様に好適に使用することが可能である。
続いて、図6(a)は第2の変形例における印刷後の樹脂パターンの配置を示すものであり、実施の形態1における図3(b)に対応する。また、図6(b)は図6(a)の樹脂パターンの基板貼り合わせ後の配置を示すものである。本第2の変形例においては、図6(a)に示す様に、四隅に丸みの形成された略矩形状の閉ループに配置されるシール材131において、矩形状の長手方向に平行な対向した二辺について、実施の形態1と同様に、其々一対の樹脂パターンからなる補強材131adが一定の距離を置いて添う様に配置される。更に、印刷される樹脂パターンの幅としては、シール材131と補強材131adの樹脂パターンの幅が共に約0.2mmとなる様に、開口パターンの開口部の幅を0.2mmに設計した。但し、本変形例においては、シール材131と補強材131adの間隔をパターン中心間の距離が1.0mmと設定し、実施の形態1に比べて広めに設計している。
この様に形成されたシール材131及び補強材131adは、図6(b)に示す様に、基板貼り合わせにより拡げられる。この様にシール材131及び補強材131adが拡げられた樹脂パターンであるシール材130及び補強材130adについては其々0.7±0.1mmのパターン幅となる様に制御及び管理した。然しながら、本変形例においては、シール材130及び補強材130adの間隔が実施の形態1に比べて広めに設計されていることから、実施の形態1の様に一体化されることは無い。
この様に形成された補強材130adとシール材130に対して、更に実施の形態1と同様の製造工程を進めることにより本変形例における液晶パネルを得ることができる。本変形例における液晶パネルにおいても、実施の形態1と同様に基板と共にシール材130が共に湾曲される湾曲部において、シール材130が補強材130adにより補強されることから、湾曲部においてシール材130の剥がれや基板間のギャップ不良などの発生による歩留りや信頼性の低下が発生することを防止することができる。また、補強材130adは液晶140に対して外側に配置されることから、実施の形態1と同様に効果的に補強され、更に、表示領域へ食み出し表示不良などを発生する懸念も無い。更に本変形例においても、実施の形態1と同様に印刷時においては、補強材130adはシール材130と同じ幅であることから、スクリーン版の開口部からのペーストの抜けの不具合などを発生することなくシール材130と同様に安定した幅で印刷することができる。また、印刷時のスキージの走査方向に対して補強材130adの長手方向を揃えたことによって、更にペーストの抜けの不具合を発生し難くすることができ、印刷幅の安定性が向上する。また、補強材130adはシール材130とは等幅であることが、印刷時における安定性からは望ましいが、太く形成しても良い。更にシール材130の対向する辺に対して其々一本に限られず、其々に対して複数本設けても良い。シール材130より太く形成した場合や、複数本設けた場合には、補強効果については向上することができる。
実施の形態3.
実施の形態1及び実施の形態2においては、シール材及び補強材となる樹脂パターンの塗布形成について、スクリーン印刷を用いた方法について説明した。本実施の形態3においては、樹脂をノズルより吐出するディスペンサ方式を用いてシール材及び補強材となる樹脂パターンを塗布形成する場合について説明する。本実施の形態3については、形成される樹脂パターン及び形成方法などシール材形成工程を変更した点を除くと実施の形態1の構成及び製造方法と大きく変わらないことから、詳細な構成及び製造方法の説明は省略して、具体的なシール材形成工程の変更点及び変更により生ずる効果の違いについて説明することとする。
まず、図7(a)は本実施の形態3における形成後の樹脂パターンの配置を示すものであり、実施の形態1における図3(b)に対応する。また、図7(b)は図7(a)の樹脂パターンの基板貼り合わせ後の配置を示すものである。本実施の形態3においては、図7(a)に示す様に、四隅に丸みの形成された略矩形状の閉ループに配置されるシール材131において、液晶を注入する注入口132が形成されている。本実施の形態2において説明した第1の変形例と同様に矩形状の長手方向に平行な対向した二辺について、残りの短手方向に平行な二辺に比べて太く形成される。具体的には、短手方向に平行な二辺については、約0.2mmであり、それに対して、長手方向に平行な二辺については、約0.4mmとなる様に形成されている。
この様に形成されたシール材131は、図7(b)に示す様に、基板貼り合わせにより拡げられる。この様に拡げられた樹脂パターンにおいても、短手方向に平行な二辺の0.7±0.1mmの幅に対して、長手方向に平行な二辺については、1.4±0.1mmの様に太くなる様に形成される。ここで、図7(b)においても、本実施の形態2において説明した図5(b)と同様に液晶の封止される領域を囲む等幅のシール材130に対して、長手方向に平行な二辺において太く形成された部分の特に外側に位置する部分を区別して記載し、130adと呼ぶ。本実施の形態3における補強材130adについても、実施の形態2において説明した第1の変形例及び実施の形態1と同様にシール材130の補強効果を有する。
続いて、ディスペンサ方式により、以上説明の様な矩形状の長手方向に平行な対向した二辺について、残りの短手方向に平行な二辺に比べて太く形成する方法について、図8を用いて説明する。図8(a)は図7(a)を用い説明した樹脂パターンの塗布形成時における、ノズルからの吐出される樹脂の吐出圧の時間変化を示すものであり、図8(b)は、図8(a)に示される位置P1〜P6に対応する位置を図7(a)に追記したものである。図8(b)に示される注入口132部における位置P1を塗布開始点として、順次、シール材131の形状に沿って、各コーナ部P2、P3、P4、及びP5を経由し、最後注入口132部における位置P6まで走査することにより、シール材131は塗布形成される。また、この走査中における樹脂の吐出圧は図8(a)に示される様に、注入口132部及び注入口132の配置される辺における区間であるP1からP2とP5からP6の区間と、注入口132の配置される辺と対向する辺における区間であるP3からP4の区間、即ち、注入口132部及び短手方向に平行な二辺における区間については、開始時の吐出圧と同じ所定の圧力で塗布される。一方、残りの長手方向に平行な二辺における区間であるP2からP3の区間とP4からP5の区間については、前記の所定の圧力に対して略二倍の吐出圧に増加して塗布が行われる。これにより、P2からP3の区間とP4からP5の区間については、吐出圧の増加により吐出量も略二倍に増加され、図8(b)に示す様に、形成されるシール材131についても、注入口132部及び短手方向に平行な二辺における幅に対し、残りの長手方向に平行な二辺における幅の方が略二倍程度に太く形成することができる。
以降の工程については、実施の形態1の製造方法の説明における液晶を注入口より注入する真空注入方式を用いた場合と同様であることから説明を省略する。また、本実施の形態3においては、ディスペンサ方式での塗布と比較的相性の良い真空注入方式を用いた場合を例として説明を行ったが、実施の形態1及び実施の形態2で説明した注入口を設けない滴下注入方式を用いても同様に長手方向に平行な二辺について、吐出時の圧力を変更することにより補強材を形成することができ、同様の補強効果を得ることができる。また、本実施の形態3の方法を用いた場合、補強材の形成において、樹脂の塗布時における吐出圧の変更のみであり、樹脂を塗布するノズルの走査距離については変更する必要が無いことから、処理能力を落とすことなく補強材を形成することができる。
本実施の形態3においては、実施の形態2で説明した第1の変形例と同様に樹脂パターンの形成時から補強材を一体化した樹脂パターンとして形成する方法を用いた。然しながら、ディスペンサ方式を用いた場合においても、実施の形態1或いは実施の形態2で説明した第2の変形例と同様に補強材を液晶を囲むシール材の外側に一定の距離を置いて添う様に配置する方法に変形可能であり、実施の形態1或いは実施の形態2で説明した第2の変形例と同様に、湾曲部においてシール材の剥がれや基板間のギャップ不良などの発生による歩留りや信頼性の低下が発生することを防止することができる。また、塗布時においては等幅で形成しても良いことから、実施の形態3の様に途中での吐出圧の変更をすることなく同一条件で走査可能でありディスペンス装置や処理工程を簡易化できる。
また、本実施の形態3及び上記説明の変形例の様に、ディスペンサ方式によりシール材や補強材を形成した場合、一枚の基板におけるシール材及び補強材の全ての線について順次ノズルを走査する必要があることから、一枚の基板を一度のスキージの走査で処理可能な印刷方式に比べると一基板あたりの処理速度では不利となる。しかし、比較的サイズの大きな液晶パネルの場合など、一枚の基板あたり同時製造する液晶パネルの数が少ない場合においては、処理能力低下のデメリットは少なく、ディスペンサ方式も好適に使用することが可能であり、実施の形態1及び実施の形態2と同様の効果を得ることができる。
以上、実施の形態1、2及び3においては、液晶を囲むシール材が湾曲される部分である長手方向に平行な二辺近傍に添う様に直線状の補強材をシール材と同じ樹脂により形成された構成を一例として説明したが、これらの構成のみに限られない。シール材が湾曲される部分を補強する作用があれば良いことから、このシール材のうち湾曲される部分となる平行な二辺近傍の外側に、この二辺に添う様に破線状や点線状にシール材と同じ樹脂をスクリーン印刷方式やディスペンサ方式で塗布形成しても良い。これら、破線状や点線状に形成する場合においても、実施の形態1、2及び3において説明した基板を貼り合わせた際にシール材と一体化させる方法と一体化させずに貼り合せた後においても分離される方法の何れを用いても良く、其々の対応する実施の形態1、2及び3と同様の効果を有する。更に、補強材は、シール材と同じ樹脂に形成する方が、特別な工程を増加することなく、シール材と同時に形成できることから望ましいが、基板間の接着を補強する効果があれば、基板間の電気的導通を取る導電性のペーストや、その他接着剤など、シール材と異なる材料を別途形成しても良い。シール材と異なる材料を用いる場合には、シール材よりも接着強度の高いものが望ましい。