JP5114827B2 - 樹脂成形品の成形方法 - Google Patents
樹脂成形品の成形方法 Download PDFInfo
- Publication number
- JP5114827B2 JP5114827B2 JP2005047005A JP2005047005A JP5114827B2 JP 5114827 B2 JP5114827 B2 JP 5114827B2 JP 2005047005 A JP2005047005 A JP 2005047005A JP 2005047005 A JP2005047005 A JP 2005047005A JP 5114827 B2 JP5114827 B2 JP 5114827B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- molded product
- component
- mold
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
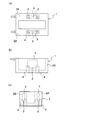
本実施例において作製した樹脂成形品の形状は図1に示す通りであり、樹脂部中に2つの希土類金属磁石をインサート成形した。樹脂中にインサート成形した希土類金属磁石は、10mm×10mm×3mmであり、通常の粉末冶金の手法により作製した。希土類金属磁石における配向方向は厚さ方向(3mmの方向)であり、表面にはNiめっきを施した。注入する樹脂としては、ガラスフィラーを40質量%充填した熱硬化性樹脂を用いた。
実施例と同様の樹脂成形品を成形したが、コアピンの引き抜きによるガス抜きを行わなかった。したがって、作製した樹脂成形品には、ガス抜き孔は形成されていない。この場合には、フクレや変形、クラック等による不良品発生率が96%と実施例に比べて著しく大きな値であった。
Claims (5)
- 金型のキャビティ内に配置された部品を熱硬化性の樹脂によりインサート成形するに際し、
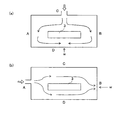
前記金型に前記部品表面に当接するコアピンを設け、金型内に樹脂を充填し、樹脂の硬化が始まった後、硬化が完全に終わる前に前記コアピンを引き抜くことでガス抜きを行うことを特徴とする樹脂成形品の成形方法。 - 前記コアピンの引き抜きにより減圧状態としてガス抜きを行うことを特徴とする請求項1記載の樹脂成形品の成形方法。
- 前記コアピンを金型から引き抜き、コアピンが挿入されるコアピン孔を開放することでガス抜きを行うことを特徴とする請求項1記載の樹脂成形品の成形方法。
- 前記部品が希土類金属磁石であることを特徴とする請求項1から3のいずれか1項記載の樹脂成形品の成形方法。
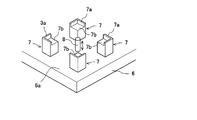
- 所定の金型面に設けられたガイドにより前記部品を位置決めするとともに、前記部品に対して前記ガイドが設けられた金型面に向かって樹脂の流れによる力が加わるように樹脂を注入することを特徴とする請求項1から4のいずれか1項記載の樹脂成形品の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005047005A JP5114827B2 (ja) | 2005-02-23 | 2005-02-23 | 樹脂成形品の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005047005A JP5114827B2 (ja) | 2005-02-23 | 2005-02-23 | 樹脂成形品の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006231606A JP2006231606A (ja) | 2006-09-07 |
| JP5114827B2 true JP5114827B2 (ja) | 2013-01-09 |
Family
ID=37039795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005047005A Expired - Lifetime JP5114827B2 (ja) | 2005-02-23 | 2005-02-23 | 樹脂成形品の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5114827B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2531345B1 (en) | 2010-02-01 | 2019-04-03 | DBM Reflex Enterprises Inc. | Lens molded with embedded layers of the same resin using a two step injection molding process. |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0729388B2 (ja) * | 1986-08-13 | 1995-04-05 | ブリヂストンスポーツ株式会社 | ゴルフボ−ルの製造方法 |
| JPH01222913A (ja) * | 1988-03-02 | 1989-09-06 | Seiko Epson Corp | 密閉容器の製造方法 |
| JP2756615B2 (ja) * | 1991-05-24 | 1998-05-25 | 松下電器産業株式会社 | インサート成形品およびその製造方法 |
| JPH091566A (ja) * | 1995-06-19 | 1997-01-07 | Araco Corp | 接着シートにおけるパッド位置決め方法 |
| JP2003131592A (ja) * | 2001-10-22 | 2003-05-09 | Seiko Precision Inc | El駆動回路一体型elインサート成形品 |
-
2005
- 2005-02-23 JP JP2005047005A patent/JP5114827B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006231606A (ja) | 2006-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5329202B2 (ja) | モールドコイルの製造方法 | |
| JP5580116B2 (ja) | 射出成形による樹脂成形品の製造方法 | |
| US8057723B2 (en) | Method of manufacturing insert-molded article and apparatus therefor | |
| JP5174874B2 (ja) | 圧縮成形型及び圧縮成形方法 | |
| JP5422191B2 (ja) | モールドコイルの製造方法 | |
| JP4426880B2 (ja) | 樹脂封止装置及び樹脂封止方法 | |
| JP5114827B2 (ja) | 樹脂成形品の成形方法 | |
| JP2011218623A (ja) | インサート成型装置、及びインサート成型方法 | |
| JP4611249B2 (ja) | 回転子積層鉄心の樹脂封止方法 | |
| CN107949445A (zh) | 成形装置及成形制品的制造方法 | |
| TWI728528B (zh) | 記憶卡結構及其製造方法 | |
| JP2006231604A (ja) | 成形方法 | |
| CN105318080A (zh) | 一种电子膨胀阀、电机线圈、电路板组件以及灌胶方法 | |
| JP6288120B2 (ja) | 樹脂封止金型および電子部品の樹脂成形部を製造する方法 | |
| CN102077343B (zh) | 一种引线架及其制造方法以及一种半导体装置 | |
| JP4922671B2 (ja) | コネクタの成形方法及び成形装置 | |
| JP2006272657A (ja) | 成形方法及び成形装置 | |
| JP6459869B2 (ja) | 樹脂注入方法 | |
| CN209738182U (zh) | 一种防溢胶结构的注塑模具 | |
| JP3280634B2 (ja) | 半導体パッケージの製造方法及び半導体パッケージ製造用の金型及び半導体パッケージ | |
| KR101143939B1 (ko) | 하형 블록 및 이를 포함하는 전자 부품 몰딩용 금형 유닛 | |
| JP6455647B1 (ja) | ゴム型挿入具 | |
| JP5401703B2 (ja) | モールド金型 | |
| CN102347248A (zh) | 一种低充高保ic塑封工艺方法 | |
| JP4419686B2 (ja) | 複合部品の成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100506 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110901 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120918 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121001 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5114827 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |