JP5116676B2 - 湾曲したコネクタ要素を具備した補正ユニットを含むスポット熔接トング - Google Patents
湾曲したコネクタ要素を具備した補正ユニットを含むスポット熔接トング Download PDFInfo
- Publication number
- JP5116676B2 JP5116676B2 JP2008527259A JP2008527259A JP5116676B2 JP 5116676 B2 JP5116676 B2 JP 5116676B2 JP 2008527259 A JP2008527259 A JP 2008527259A JP 2008527259 A JP2008527259 A JP 2008527259A JP 5116676 B2 JP5116676 B2 JP 5116676B2
- Authority
- JP
- Japan
- Prior art keywords
- spot welding
- tongue
- connector element
- tong
- drive device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003466 welding Methods 0.000 title claims abstract description 90
- 230000002093 peripheral effect Effects 0.000 claims 1
- 238000000034 method Methods 0.000 description 5
- 238000007373 indentation Methods 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/30—Features relating to electrodes
- B23K11/31—Electrode holders and actuating devices therefor
- B23K11/314—Spot welding guns, e.g. mounted on robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/30—Features relating to electrodes
- B23K11/31—Electrode holders and actuating devices therefor
- B23K11/317—Equalizing; Balancing devices for electrode holders
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Resistance Welding (AREA)
- Joining Of Building Structures In Genera (AREA)
- Pit Excavations, Shoring, Fill Or Stabilisation Of Slopes (AREA)
- Sheet Holders (AREA)
- Load-Engaging Elements For Cranes (AREA)
Description
Claims (14)
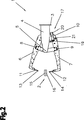
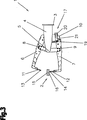
- トングベース体(4)と、二つのトングアーム(6,7)と、前記トングアーム(6,7)のうちの一方を前記トングベース体(4)に移動可能に結び付けるとともに回転運動を直線運動に変換するように構成された補正ユニット(17)と、を含む、トング補正を備えたスポット熔接トング(1)であって、
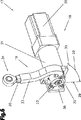
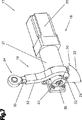
前記補正ユニット(17)は、駆動装置(18)及びコネクタ要素(19)を備え、
前記コネクタ要素(19)は、前記駆動装置(18)に固定された偏心ディスク(23)に対して偏心して移動可能に固定されていて、
前記偏心ディスク(23)の一部分が、前記コネクタ要素(19)を回転可能に固定するための穴(27)を含むレバー(26)として構成されており、
前記コネクタ要素(19)の湾曲した端部領域の端部領域が、穴(31)を通じて前記レバー(26)に固定されており、前記湾曲した端部領域が、偏心ディスク(23)の外周面に対応して湾曲していて、前記偏心ディスク(23)の下端位置(29)及び上端位置(30)の間での回転の範囲(28)において、前記湾曲した端部領域が前記偏心ディスク(23)に対して近づくか遠ざかるように構成されていることを特徴とするスポット熔接トング(1)。 - 前記偏心ディスク(23)は、前記駆動装置(18)に対して回転可能にしっかりと固定するためにその中心に設けられたくぼみ(24)を備えることを特徴とする、請求項1に記載のスポット熔接トング(1)。
- 前記コネクタ要素(19)は、前記湾曲した端部領域の反対側に位置する端部領域において、ウェブ(33)として構成されているとともに、静止し且つ移動可能な固定のための固定要素を備えることを特徴とする、請求項1又は2に記載のスポット熔接トング(1)。
- 前記固定要素が、アイボルト(34)として構成されていることを特徴とする、請求項3に記載のスポット熔接トング(1)。
- 前記アイボルト(34)が、前記コネクタ要素(19)に着脱可能に固定されていることを特徴とする、請求項4に記載のスポット熔接トング(1)。
- 前記駆動装置(18)が、前記トングベース体(4)上に配置されていることを特徴とする、請求項1乃至5のいずれか一つに記載のスポット熔接トング(1)。
- 前記駆動装置(18)が、前記トングアーム(6,7)のうちの一方の上に配置されていることを特徴とする、請求項1乃至5のいずれか一つに記載のスポット熔接トング(1)。
- 前記駆動装置(18)が、電動機(20)で構成されていることを特徴とする、請求項1乃至7のいずれか一つに記載のスポット熔接トング(1)。
- 前記駆動装置(18)が、電動機(20)及びギヤー(21)で構成されていることを特徴とする、請求項1乃至7のいずれか一つに記載のスポット熔接トング(1)。
- 前記駆動装置(18)が、制御装置と結合されていることを特徴とする、請求項1乃至9のいずれか一つに記載のスポット熔接トング(1)。
- 前記制御装置が、スポット熔接トング(1)用のコントローラーに一体化されていることを特徴とする、請求項10に記載のスポット熔接トング(1)。
- 前記測定要素が、前記ウェブ(33)の領域にあるコネクタ要素(19)の上に配置され、前記制御装置と結合されていることを特徴とする、請求項1乃至11のいずれか一つに記載のスポット熔接トング(1)。
- 前記測定要素が、力測定センサーによって形成されていることを特徴とする、請求項12に記載のスポット熔接トング(1)。
- 前記測定要素が、歪みゲージによって形成されていることを特徴とする、請求項12に記載のスポット熔接トング(1)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA1392/2005 | 2005-08-23 | ||
| AT0139205A AT502424B1 (de) | 2005-08-23 | 2005-08-23 | Punktschweisszange |
| PCT/AT2006/000345 WO2007022553A1 (de) | 2005-08-23 | 2006-08-18 | Zangenausgleiche punktschweisszange mit einer ein bogenförmiges verbindungselement aufweisenden ausgleicheinheit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009505832A JP2009505832A (ja) | 2009-02-12 |
| JP5116676B2 true JP5116676B2 (ja) | 2013-01-09 |
Family
ID=37188994
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008527259A Expired - Fee Related JP5116676B2 (ja) | 2005-08-23 | 2006-08-18 | 湾曲したコネクタ要素を具備した補正ユニットを含むスポット熔接トング |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8866037B2 (ja) |
| EP (1) | EP1919649B1 (ja) |
| JP (1) | JP5116676B2 (ja) |
| CN (1) | CN101247918B (ja) |
| AT (2) | AT502424B1 (ja) |
| DE (1) | DE502006005799D1 (ja) |
| ES (1) | ES2336482T3 (ja) |
| WO (1) | WO2007022553A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012049130A1 (en) * | 2010-10-14 | 2012-04-19 | Norgren Gmbh | Methods of and apparatuses for balancing electrode arms of a welding device taking into account spatial orientation |
| DE102011002620A1 (de) * | 2011-01-13 | 2012-07-19 | Ford Global Technologies, Llc | Schweißverfahren |
| DE102017220816A1 (de) * | 2017-11-22 | 2019-05-23 | Robert Bosch Gmbh | Fügevorrichtung und verfahren zum fügen mindestens eines bauteils unter verwendung einer x-zange |
| CN108098127B (zh) * | 2018-02-06 | 2024-08-09 | 武汉汉孚装备技术有限公司 | 焊钳修模补偿装置及其方法及焊钳装置 |
| CN111299792B (zh) * | 2019-07-01 | 2021-08-06 | 北京实耐固连接技术有限公司 | 一种电阻焊钳自适应系统及自适应调整方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE7610437L (sv) * | 1975-09-30 | 1977-03-31 | Wunsch Erich | Instellnings- eller justeringsanordning pa backspeglar for motorfordon |
| FR2674780B1 (fr) * | 1991-04-08 | 1995-06-23 | Aro | Installation de commande d'un outillage comportant une pince commandee par un systeme de positionnement automatique. |
| CN2093057U (zh) * | 1991-04-13 | 1992-01-15 | 金贵铜 | 功能悬挂式点焊钳 |
| CN2180391Y (zh) * | 1993-04-05 | 1994-10-26 | 汪伊国 | 手提式c型联体点焊机 |
| US5581138A (en) * | 1993-06-21 | 1996-12-03 | Matsushita Electric Industrial Co., Ltd. | Compact motor with speed reducing mechanism |
| JP2860890B2 (ja) * | 1995-08-25 | 1999-02-24 | 株式会社電元社製作所 | 電動加圧式ガンの加圧駆動装置 |
| DE69708805T2 (de) * | 1996-09-13 | 2002-04-11 | Dengensha Mfg. Co. Ltd., Kawasaki | Motorisch betätigte Widerstands-Punktschweissmaschine |
| JP4036349B2 (ja) * | 1998-04-03 | 2008-01-23 | Obara株式会社 | C型電動溶接機における電極加圧駆動装置 |
| JP2001025880A (ja) * | 1999-05-07 | 2001-01-30 | Nissan Motor Co Ltd | スポット溶接装置 |
| JP2002096177A (ja) * | 2000-09-20 | 2002-04-02 | Nissan Motor Co Ltd | 溶接ガン位置補正方法およびその装置 |
| FR2822743B1 (fr) * | 2001-03-29 | 2003-08-08 | Aro | Pince-robot d'assemblage a dispositif de detalonnage et d'equilibrage auto-adaptatif |
| JP2002224847A (ja) * | 2001-12-18 | 2002-08-13 | Obara Corp | X型電動溶接機 |
| DE20214970U1 (de) | 2002-09-27 | 2004-01-08 | Kuka Schweissanlagen Gmbh | Roboterschweißzange mit Ausgleichsvorrichtung |
| US6909064B2 (en) * | 2003-04-07 | 2005-06-21 | Progressive Tool & Industries Co. | Pinch weld gun with swivel shunt connection |
| DE10344056B4 (de) * | 2003-09-23 | 2005-09-22 | Siemens Ag | Schweißzange mit fixierbarer Ausgleichsvorrichtung |
-
2005
- 2005-08-23 AT AT0139205A patent/AT502424B1/de not_active IP Right Cessation
-
2006
- 2006-08-18 EP EP06760828A patent/EP1919649B1/de not_active Not-in-force
- 2006-08-18 DE DE502006005799T patent/DE502006005799D1/de active Active
- 2006-08-18 US US11/990,313 patent/US8866037B2/en not_active Expired - Fee Related
- 2006-08-18 WO PCT/AT2006/000345 patent/WO2007022553A1/de not_active Ceased
- 2006-08-18 JP JP2008527259A patent/JP5116676B2/ja not_active Expired - Fee Related
- 2006-08-18 AT AT06760828T patent/ATE453481T1/de active
- 2006-08-18 ES ES06760828T patent/ES2336482T3/es active Active
- 2006-08-18 CN CN200680030692.8A patent/CN101247918B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8866037B2 (en) | 2014-10-21 |
| ATE453481T1 (de) | 2010-01-15 |
| EP1919649B1 (de) | 2009-12-30 |
| AT502424A1 (de) | 2007-03-15 |
| EP1919649A1 (de) | 2008-05-14 |
| DE502006005799D1 (de) | 2010-02-11 |
| JP2009505832A (ja) | 2009-02-12 |
| AT502424B1 (de) | 2007-06-15 |
| CN101247918B (zh) | 2010-11-10 |
| WO2007022553A1 (de) | 2007-03-01 |
| CN101247918A (zh) | 2008-08-20 |
| ES2336482T3 (es) | 2010-04-13 |
| US20090050607A1 (en) | 2009-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201637643U (zh) | 数显维氏硬度计 | |
| JP5116676B2 (ja) | 湾曲したコネクタ要素を具備した補正ユニットを含むスポット熔接トング | |
| JP2007521967A (ja) | 補償システムを有するクランピングツール、特に溶接プライヤー | |
| JP2009544473A (ja) | プレス | |
| CN106113009B (zh) | 一种多功能平面机械臂系统 | |
| CN106911264B (zh) | 轻小型单压电叠堆驱动式双向旋转惯性作动器及作动方法 | |
| CN211103599U (zh) | 一种金属表面加工用夹紧固定装置 | |
| KR20080087691A (ko) | 재봉기의 노루발 장치 | |
| JP2019064189A (ja) | セクションの摩擦力調整部の調整装置 | |
| JP5505210B2 (ja) | 材料試験機の軸心調整装置 | |
| CN201192786Y (zh) | 悬臂式旋转支座 | |
| JP2008191065A (ja) | モーションベース | |
| JP2008272810A (ja) | X型ガン用の電動駆動ユニット | |
| CN112173988B (zh) | 一种用于环抛机校正盘的吊装设备及辅助装置 | |
| JP3597378B2 (ja) | 電動式スポット溶接機における加圧制御方法 | |
| WO2000010767A1 (en) | Resistance welding device | |
| CN210426339U (zh) | 一种关节臂测量机 | |
| CN109396713B (zh) | 适用于前车架焊接的夹紧工装 | |
| CN115508028A (zh) | 一种安全钳用弹簧刚度测试工装 | |
| CN223493240U (zh) | 一种油炸食品辅助机械手 | |
| CN220018791U (zh) | 一种气动执行器扭矩测定机 | |
| CN216634418U (zh) | 一种机械零部件加工用夹持机械手 | |
| CN111660079A (zh) | 一种位置可调的组装装置 | |
| CN211728113U (zh) | 一种焊接变位机刹车机构 | |
| CN121253090A (zh) | 一种快速智能测量钢结构桁架卸载下挠量的装置及方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120918 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121016 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5116676 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |