JP5156085B2 - 貼り合せ基板の分断方法 - Google Patents
貼り合せ基板の分断方法 Download PDFInfo
- Publication number
- JP5156085B2 JP5156085B2 JP2010276706A JP2010276706A JP5156085B2 JP 5156085 B2 JP5156085 B2 JP 5156085B2 JP 2010276706 A JP2010276706 A JP 2010276706A JP 2010276706 A JP2010276706 A JP 2010276706A JP 5156085 B2 JP5156085 B2 JP 5156085B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- cutter wheel
- line
- scribing
- scribe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000758 substrate Substances 0.000 title claims description 215
- 238000000034 method Methods 0.000 title claims description 62
- 238000005520 cutting process Methods 0.000 description 34
- 239000011521 glass Substances 0.000 description 6
- 239000004973 liquid crystal related substance Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 230000035699 permeability Effects 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/03—Glass cutting tables; Apparatus for transporting or handling sheet glass during the cutting or breaking operations
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/033—Apparatus for opening score lines in glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/037—Controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Description
本発明は、カッターホイール(スクライビングホイールともいう)を用いて貼り合せ基板を分断する分断方法に関する。
図7は、液晶パネルの製造に用いる貼り合せガラス基板の断面図である。液晶パネル等の製造プロセスでは、2枚の薄いガラス基板G1,G2(表側の第一基板G1と裏側の第二基板G2)が接着材11で貼り合わされた大面積のマザー基板Mが用いられる。このようなマザー基板Mから製品を製造するには、製品単位となる単位基板Uごとに分断する工程が含まれる。
単位基板Uごとに分断する工程としてクロススクライブを用いた方法が知られている。すなわち、図8に示すように、マザー基板Mの第一基板G1の表面に対して、カッターホイールでX方向のスクライブラインS1を形成し、次いで、X方向と交差するY方向のスクライブラインS2を形成するクロススクライブを行う。このようにしてX−Y方向に交差した複数本のスクライブラインを格子状に形成した後に、マザー基板Mを反転し、ブレイク装置に送り、第二基板G2側からブレイクバーで押圧し、第一基板G1を各スクライブラインに沿って撓ませる。これにより、第一基板G1は単位基板Uごとにブレイクされる。このとき、第二基板G2は未だ分断されていないので、ブレイクされた第一基板G1は接着材11によって第二基板G2に固着され、単位基板Uごとに分離されることはない。
続いて、第二基板G2に対して、図9に示すように、同様にX方向のスクライブラインS3を形成し、次いでY方向のスクライブラインS4を形成するクロスクスライブを行い、その後、ブレイク装置に送られて第二基板G2がブレイクされる。このとき、マザー基板Mが単位基板Uごとに分離される。
このように、貼り合せ基板を分断する際に、第一基板G1、第二基板G2のそれぞれに対してクロススクライブとブレイクとが行われる。
このように、貼り合せ基板を分断する際に、第一基板G1、第二基板G2のそれぞれに対してクロススクライブとブレイクとが行われる。
マザー基板Mにスクライブラインを形成するためのカッターホイールとして、図10に示すような滑らかな刃先稜線部2を有するカッターホイール1a(ノーマルカッターホイール1aという)と、図11に示すような刃先稜線部2に切欠き3(溝)を設けて基板に対しすべりにくくするとともに浸透性を高めるようにしたカッターホイール1b(溝付きカッターホイール1bという)とが用いられている(特許文献1参照)。
前者のノーマルカッターホイール1aは、刃先稜線部の両側の傾斜面を形成するために刃先稜線部の両側を砥石で研削する。傾斜面には研削条痕の凹凸が形成されるが微細であり、通常、刃先稜線部の中心線平均粗さRaが0.4μm未満である(中心線平均粗さとは「JIS B 0601−1982」で規定された工業製品の表面粗さを表すパラメータの1つである)。このようにノーマルカッターホイール1aの刃先は、非常に滑らかな稜線面が形成されている。
後者の溝付きカッターホイール1bには、具体的には、三星ダイヤモンド工業社製の「APIO(登録商標)」カッターホイールがある。この溝付きカッターホイールは、切欠き(溝)の周方向長さが突起部分の周方向長さ(2つの隣接する切欠きの間の稜線長さ)より短くしてあるのが特徴である。例えばホイール外径が3mmの「APIO」では、切欠きの深さは1μm程度であり、切欠きの周方向長さは4〜14μm程度(したがって突起部分の周方向長さは14μm以上)である。
スクライブ工程後にブレイク工程を伴う分断方法によって貼り合せ基板を分断する際には、ノーマルカッターホイール1a(以後N型ホイール1aと略す)、あるいは切欠きの周方向長さが突起部分の周方向長さよりも短くしてある「APIO」カッターホイール(以後A型ホイール1bと略す)のいずれかが利用されている。
N型ホイール1aとA型ホイール1bとによるスクライブ加工の特徴について説明する。N型ホイール1aは、刃先稜線が滑らかに仕上げられていることから、基板に形成されるスクライブラインの溝面は、A型ホイール1bで形成されるよりもはるかに傷のない端面強度が強い優れたスクライブ加工が可能である。その一方で、形成されるスクライブラインの浸透性(切り溝の深さ)、スクライブライン形成後の分離性についてはA型ホイール1bよりも劣る。そのため、互いに直交するX方向とY方向とにクロススクライブを行う場合には、交点部分にスクライブラインが形成できなくなる「交点飛び」現象が発生することがあった。
これに対し、A型ホイール1bは刃先稜線に切欠きが形成されているため、N型ホイール1aよりもスクライブラインの浸透性が優れており、形成される切り溝の深さはN型ホイール1aよりも深くなり、基板に対するかかりよさ(すべりにくさ)が改善されるとともに、クロススクライブの際の交点部分に「交点飛び」が発生しにくいスクライブ加工を行うことができる。
一方、溝付きカッターホイールの種類としては、図11に示した「APIO」カッターホイール以外に、これよりもさらに高浸透のスクライブを行うことを目的として、図12に示すように、刃先稜線部の切欠きの周方向長さを突起部分の周方向長さよりも長くした溝付きカッターホイール1c(例えば三星ダイヤモンド工業社製の「Penett(登録商標)」カッターホイール)も製造されている。切欠きの周方向長さが突起部分の周方向長さより長いタイプの「Penett」カッターホイール(以後P型ホイール1cと略す)は、突起が基板に与える打点衝撃が大きくなり、深い垂直クラックを形成することができる(特許文献1参照)。
このタイプは、スクライブ工程でクラックを裏面まで浸透させるようにして、いきなり完全分断(フルカット加工)することができる高浸透性カッターホイールである。
このタイプは、スクライブ工程でクラックを裏面まで浸透させるようにして、いきなり完全分断(フルカット加工)することができる高浸透性カッターホイールである。
そこで、高浸透性のP型ホイール1cを用いて、第一基板、第二基板のそれぞれの第一方向、第二方向に対するスクライブ工程でいきなり完全分断する分断方法が知られている。
図13、図14は、P型ホイール1cを用いてフルカットとなるスクライブを行うことによる分断の加工手順を示した図である。
図13、図14は、P型ホイール1cを用いてフルカットとなるスクライブを行うことによる分断の加工手順を示した図である。
まず、マザー基板Mの第一基板G1の表面に対して、P型ホイール1cでX方向にフルカットラインB1となるスクライブを行い、次いで基板を反転して第二基板G2の表面に対して、X方向にフルカットラインB2となるスクライブを行う。これにより、ブレイク工程を行うことなく、X方向のフルカットラインB1,B2に沿って分断され、複数の短冊状基板Mxが切り出される。
次いで、短冊状基板Mxに対し、第一基板G1上でX方向と交差するY方向に沿ってフルカットラインB3となるスクライブを順次行い、次いで短冊状基板Mxを反転し第二基板G2上でY方向に沿ってフルカットラインB4となるスクライブを順次行う。これにより、Y方向のフルカットラインB3,B4に沿って分断され、複数の単位基板Uごとに分割される。このように、P型ホイール1cによるフルカット加工を採用することにより、ブレイク工程が不要になるので、工程短縮を図ることができる点で優れている。
次いで、短冊状基板Mxに対し、第一基板G1上でX方向と交差するY方向に沿ってフルカットラインB3となるスクライブを順次行い、次いで短冊状基板Mxを反転し第二基板G2上でY方向に沿ってフルカットラインB4となるスクライブを順次行う。これにより、Y方向のフルカットラインB3,B4に沿って分断され、複数の単位基板Uごとに分割される。このように、P型ホイール1cによるフルカット加工を採用することにより、ブレイク工程が不要になるので、工程短縮を図ることができる点で優れている。
刃先稜線の切欠きの周方向長さが突起部分の周方向長さより長いP型ホイール1cを用いた分断加工は、突起が基板に与える打点衝撃が大きいことに起因してフルカット加工が可能になるのであるが、その一方で、大きな打点衝撃が貼り合せ基板の端面強度を劣化させる原因となっている。
そのため、P型ホイール1cで分割された単位基板Uに、液晶等を封入した場合に、端面強度が弱いため、液晶漏れが発生したりする不具合が発生し、歩留まりを低下させることがあった。
そのため、P型ホイール1cで分割された単位基板Uに、液晶等を封入した場合に、端面強度が弱いため、液晶漏れが発生したりする不具合が発生し、歩留まりを低下させることがあった。
また、図13、図14で説明した手順によるP型ホイールによる分断では、基板反転を2回繰り返さなければならず、各反転時に基板を反転させる付帯設備あるいは人手による作業が必要になっていた。特に、初回の反転は、短冊状基板Mxに加工される前のマザー基板M全体を一挙に反転させる必要があるため、基板面積が大きくなるほど困難な作業になっていた。
そこで、本発明は、クロススクライブが行われる分断方法に比較して、ブレイク工程の回数を減らすだけでなく、基板を反転する工程を完全になくすようにして工程短縮を図るとともに、個々の単位基板に分割したときに、製品に必要な端面強度を与えることができる分断方法を提供することを目的とする。
上記目的を達成するために本発明では次のような技術的手段を講じた。すなわち、本発明にかかる貼り合せ基板の分断方法は、第一基板と第二基板とが貼り合わされた貼り合せ基板を、互いに交差する第一方向と第二方向とに分断することにより、当該基板を単位基板ごとに分割する貼り合せ基板の分断方法であって、刃先稜線に切欠きのない第一カッターホイール(N型ホイール)と、刃先稜線に切欠きと突起とが交互に形成されるとともに、切欠きの周方向長さを突起の周方向長さより長くした第二カッターホイール(P型ホイール)とを用いる。第一カッターホイールと第二カッターホイールは、貼り合せ基板を挟んで上下に対向するように配置し、以下の手順で加工する。
(a)第二基板の第一方向に沿って第二カッターホイールでフルカットとなるスクライブを行うと同時に、第一基板の第一方向に沿って第一カッターホイールによりスクライブを行う。
(b)次いで、第一基板の第一方向に沿ってブレイク処理を行って前記単位基板が一列に並んだ複数の短冊状基板にする。
(c)次いで、各短冊状基板の第二基板の第二方向に沿って第二カッターホイールでフルカットとなるスクライブを行うと同時に、第一基板の第二方向に沿って第一カッターホイールによりスクライブを行う。
(d)次いで、前記各短冊状基板の第一基板の第二方向に沿ってブレイク処理を行って単位基板ごとに分割する。
(a)第二基板の第一方向に沿って第二カッターホイールでフルカットとなるスクライブを行うと同時に、第一基板の第一方向に沿って第一カッターホイールによりスクライブを行う。
(b)次いで、第一基板の第一方向に沿ってブレイク処理を行って前記単位基板が一列に並んだ複数の短冊状基板にする。
(c)次いで、各短冊状基板の第二基板の第二方向に沿って第二カッターホイールでフルカットとなるスクライブを行うと同時に、第一基板の第二方向に沿って第一カッターホイールによりスクライブを行う。
(d)次いで、前記各短冊状基板の第一基板の第二方向に沿ってブレイク処理を行って単位基板ごとに分割する。
本発明によれば、第二基板については第二カッターホイールを用いて第一方向、第二方向ともフルカットとなるスクライブ加工を行う。第一基板については、第一カッターホイールを用いて第一方向、第二方向とも有限深さのスクライブ加工を行い、続いてブレイク処理を行う。したがって、第一基板についても、また第二基板についても、同一種類(N型またはP型)のカッターホイールで基板のX方向、Y方向を加工すればよいので、基板を反転させる必要がなくなる。ブレイク工程についても、第一基板だけ行えばよいので基板を反転させる必要がない。
そして、最終的に切り出された単位基板は、第二基板側の四辺については第二カッターホイールを用いているので端面強度は強くないが、第一カッターホイールによりスクライブを行う第一基板側の四辺については端面強度が強くなる。
したがって、貼り合せ基板としてみれば四辺のいずれについても、端面強度の弱い端面と強い端面が含まれており、四辺とも弱い端面だけで形成される端面がないので、平均的な端面強度が確保される。
さらに、本発明によれば、クロススクライブを行っていないので、交点飛び現象が発生することもない。
そして、最終的に切り出された単位基板は、第二基板側の四辺については第二カッターホイールを用いているので端面強度は強くないが、第一カッターホイールによりスクライブを行う第一基板側の四辺については端面強度が強くなる。
したがって、貼り合せ基板としてみれば四辺のいずれについても、端面強度の弱い端面と強い端面が含まれており、四辺とも弱い端面だけで形成される端面がないので、平均的な端面強度が確保される。
さらに、本発明によれば、クロススクライブを行っていないので、交点飛び現象が発生することもない。
上記発明において、基板の板厚が異なる場合は、板厚が厚い基板側を第二基板として配置するようにするのが好ましい。
これにより、板厚が厚い側の基板を第二カッターホイール(P型ホイール)でフルカットとなるスクライブを行うことになる。板厚が厚い基板は、薄い基板よりも機械的なスクライブ加工に対しては強いので、強い荷重が衝撃的に加わる第二カッターホイールでの加工を厚い側の基板に対して行う方がより望ましい。
これにより、板厚が厚い側の基板を第二カッターホイール(P型ホイール)でフルカットとなるスクライブを行うことになる。板厚が厚い基板は、薄い基板よりも機械的なスクライブ加工に対しては強いので、強い荷重が衝撃的に加わる第二カッターホイールでの加工を厚い側の基板に対して行う方がより望ましい。
本発明にかかる貼り合せ基板の分断方法の詳細を、図面に基づいて詳細に説明する。なお、以下で説明する実施形態は、一例にすぎず、本発明の趣旨を逸脱しない範囲で種々の態様をとることができることはいうまでもない。
(分断システムの構成)
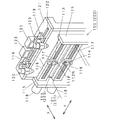
図1は、本発明の基板分断方法を実施する際に用いる分断システムMTの一実施形態を示す概略的な平面図である。
加工対象のマザー基板Mは、2枚のガラス基板G1,G2を貼り合わせてあり、液晶パネルとなる単位基板(単位構造体)が基板のXY方向(面方向)に格子状に並ぶように形成されており、マザー板Mを単位基板ごとに分断することで製品が得られるようになっている。
図1は、本発明の基板分断方法を実施する際に用いる分断システムMTの一実施形態を示す概略的な平面図である。
加工対象のマザー基板Mは、2枚のガラス基板G1,G2を貼り合わせてあり、液晶パネルとなる単位基板(単位構造体)が基板のXY方向(面方向)に格子状に並ぶように形成されており、マザー板Mを単位基板ごとに分断することで製品が得られるようになっている。
分断システムMTは、大きく分類すると、マザー基板MのX方向(第一方向)を加工するための第一ライン100と、マザー基板MのY方向(第二方向)、すなわち後述する短冊状基板MxのY方向を加工するための第二ライン200と、第一ライン100から第二ライン200に短冊状基板Mxを移送するための移送機構400とからなる。
説明の便宜上、分断システムMTに、xyz座標系を図1において図示するように定める。すなわち、分断システムMTの加工開始位置(後述する第一テーブル101)で、マザー基板MのX方向(第一方向)と、分断システムMTのxyz座標系のx方向とが一致し、Y方向(第二方向)とy方向とが一致するものとする。また、y方向は分断システムMTの基板搬送方向に一致するものとする。
また、マザー基板Mは上側(表側)が第二基板G2、下側(裏側)が第一基板G1となるように載置される。
また、マザー基板Mは上側(表側)が第二基板G2、下側(裏側)が第一基板G1となるように載置される。
初めに、第一ライン100について説明する。第一ライン100は、第一テーブル101、スクライブ装置102、第二テーブル103、ブレイク装置104、第三テーブル105がこの順で直列に並べて配置されている。
第一テーブル101、第二テーブル103、第三テーブル105には、それぞれ独立に駆動される一対のコンベアベルト106が取り付けられており、マザー基板Mはこの上で支持されながら、順次y方向に搬送されるようにしてある。なお、スクライブ装置102、および、ブレイク装置104の位置には、隣接するコンベアベルト106間に、基板搬送に支障ない幅の間隙が形成してあり、この間隙でスクライブ加工やブレイク処理が行われるようにしてある。
第一テーブル101、第二テーブル103、第三テーブル105には、それぞれ独立に駆動される一対のコンベアベルト106が取り付けられており、マザー基板Mはこの上で支持されながら、順次y方向に搬送されるようにしてある。なお、スクライブ装置102、および、ブレイク装置104の位置には、隣接するコンベアベルト106間に、基板搬送に支障ない幅の間隙が形成してあり、この間隙でスクライブ加工やブレイク処理が行われるようにしてある。
図2は、スクライブ装置102の構造を示す斜視図である(後述するスクライブ装置202はx方向の幅が異なるだけで同じ構造である)。なお、図2において説明の便宜上、コンベアベルト106の図示を省略し、テーブル101,103はその裏側が図示できるようにするため一点鎖線で位置のみを図示した。
スクライブ装置102は、第一テーブル101、第二テーブル103の境界部分に配置してあり、加工可能な位置までマザー基板Mが搬送されると、フルカットとなるスクライブ加工を行うためのP型ホイール111P(図12参照)が加工部位の上側に配置され、有限深さの溝を形成するスクライブのためのN型ホイール112N(図10参照)が対向して加工部位の下側に配置されるようにしてある。
P型ホイール111Pを加工部位の上側、N型ホイール112Nを下側に配置するようにしているのは、後述するブレイク処理の際にブレイクバー131を上から下降させてブレイクする方法が、下から上昇させてブレイクするよりも簡単にブレイクすることができるからである。
スクライブ装置102は、第一テーブル101、第二テーブル103の境界部分に配置してあり、加工可能な位置までマザー基板Mが搬送されると、フルカットとなるスクライブ加工を行うためのP型ホイール111P(図12参照)が加工部位の上側に配置され、有限深さの溝を形成するスクライブのためのN型ホイール112N(図10参照)が対向して加工部位の下側に配置されるようにしてある。
P型ホイール111Pを加工部位の上側、N型ホイール112Nを下側に配置するようにしているのは、後述するブレイク処理の際にブレイクバー131を上から下降させてブレイクする方法が、下から上昇させてブレイクするよりも簡単にブレイクすることができるからである。
P型ホイール111PとN型ホイール112Nとは、基板の板厚により、適切なホイール径のものが使用される。一般に、ホイール径はスクライブする基板の板厚が厚くなるほど切断時の押圧荷重を高める必要があり、そのためにホイール径はスクライブする基板の板厚に応じて決定する。基板の板厚が等しいときは同径にすればよく、板厚が異なるときは厚い方のホイール径を薄い方よりも大きくすればよい。
P型ホイール111Pは支持体113(スクライブヘッド)によって、また、N型ホイール112Nは支持体114(スクライブヘッド)によって、それぞれ上下移動可能に取り付けられるとともに、スクライブ時の押圧荷重を調整できるようにしてある。支持体113,114は、両側の支持柱115によってx方向に水平に橋架された上下のガイドバー116のガイド117に沿って移動可能に取り付けられ、モータ118の駆動によりx方向に移動するようにしてある。
また、x方向およびy方向に移動することが可能な一対の台座119に、カメラ120がそれぞれ設けられている。台座119は支持台121上でx方向に延設されたガイド122に沿って移動する。カメラ120は、上下に移動することにより撮像の焦点を自動調整することができ、カメラ120で撮影された画像はモニタ123に表示される。
テーブル101,102上のコンベアベルト106(図1参照)に載置されたマザー基板Mの表面には、位置を特定するためのアライメントマーク(不図示)が設けられており、カメラ120によりアライメントマークを撮像することにより、マザー基板Mの位置を調整する。具体的には、コンベアベルト106に支持されたマザー基板Mの表面のアライメントマークを、カメラ120により撮像してアライメントマークの位置を特定する。特定されたアライメントマークの位置に基づいて、マザー基板M表面の載置時の位置ズレおよび方向ズレが画像処理にて検出される。その結果、マザー基板Mに対するスクライブ(およびフルカットスクライブ)時に、位置ズレに対してはスクライブ開始位置がy方向に微調整される。方向ズレに対してはx方向およびy方向のスクライブ動作を組み合わせた直線補間動作によりスクライブ線が形成される。具体的にはコンベアベルト106によるy方向の移動と、モータ118の駆動によるx方向の移動とを連動させることにより方向調整が行われる。
図3は、ブレイク装置104の構造を示す斜視図である(後述するスクライブ装置204はX方向の幅が異なるだけで同じ構造である)。なお、図3においても説明の便宜上、コンベアベルト106の図示を省略し、テーブル103,105は一点鎖線で位置のみを図示した。さらにアライメントマークによる位置特定を行うためのカメラおよびその支持機構などは図2に記載した構造と同じであるので、同符号を付すことにより、説明の一部を省略する。
ブレイク装置104は、第二テーブル103と第三テーブル105との境界部分に配置してあり、マザー基板Mが搬送されると、基板上方のブレイクバー131が下降して基板面を押圧するようにしてある。ブレイクバー131の下面にはV字溝が形成してあり、基板のX方向に沿ったスクライブラインが形成されているマザー基板Mを押圧するときに、そのスクライブラインに直接触れないようにV字溝で避けながら押圧することができる。
ブレイクバー131には、中央に上下駆動するためのピストン132が設けられ、両サイドにガイドロッド133が設けられている。また、両側の支持柱134によりx方向に水平に橋架された台座135にピストン132の一端が固定され、左右のガイドロッド133が孔136を貫通するように構成されている。これにより、ピストン132がブレイクバー131を上下移動させたときにブレイクバー131が横ぶれすることがなくなる。
ブレイクバー131には、中央に上下駆動するためのピストン132が設けられ、両サイドにガイドロッド133が設けられている。また、両側の支持柱134によりx方向に水平に橋架された台座135にピストン132の一端が固定され、左右のガイドロッド133が孔136を貫通するように構成されている。これにより、ピストン132がブレイクバー131を上下移動させたときにブレイクバー131が横ぶれすることがなくなる。
ここで、第一ライン100の一連の動作を図1に基づいて説明する。第一テーブル101に載置されたマザー基板Mはスクライブ装置102に搬送されて、基板のX方向(第一方向)に対する上下同時スクライブ加工(上側はフルカット)が行われ、第二テーブル103に搬出される。さらに第二テーブル103からブレイク装置104に搬送されて、ブレイク処理が行われ、第三テーブル105には単位基板がx方向に一列に並んだ短冊状基板Mxが搬出される。
次に、移送機構400について説明する。この移送機構400は、第一ライン100による加工を終えて第三テーブル105に搬出された短冊状基板Mxを、第二ライン200に移送する処理を行う。
移送機構400は、第四テーブル403、アーム404、アーム駆動装置405からなる。
第四テーブル403は、第三テーブル105をy方向に延長するように設けられ、第三テーブル105のコンベアベルト106を延長するように、第四テーブル403にもコンベアベルト106が設けられ、アーム404の旋回角(90度)との関係で予め設定した受け渡し位置まで短冊状基板Mxが搬送されるようにしてある。
第四テーブル403は、第三テーブル105をy方向に延長するように設けられ、第三テーブル105のコンベアベルト106を延長するように、第四テーブル403にもコンベアベルト106が設けられ、アーム404の旋回角(90度)との関係で予め設定した受け渡し位置まで短冊状基板Mxが搬送されるようにしてある。
アーム404は、ロッド状のアーム本体404aと、真空吸着機構(不図示)により短冊状基板Mxの着脱が可能な吸着パッド404bとからなり、アーム駆動装置405により制御される。アーム本体404aの一端はアーム駆動装置405に支持され、上下移動(z移動)を行うとともに旋回運動が行われるようにしてある。
旋回運動は第四テーブル403の受け渡し位置から90度の回転が行われ、吸着パッド404bに吸着された短冊状基板Mxを、後述する第二ライン200の第五テーブル201に載置するようにしてある。
旋回運動は第四テーブル403の受け渡し位置から90度の回転が行われ、吸着パッド404bに吸着された短冊状基板Mxを、後述する第二ライン200の第五テーブル201に載置するようにしてある。
移送機構400の一連の動作について説明する。短冊状基板Mxが第四テーブル403上の予め設定された受け渡し位置まで搬送されると、その短冊状基板Mxの上方からアーム404が吸着パッド404bを下に向けて下降し(−z移動)、短冊状基板Mxの上面に吸着する。
アーム404は短冊状基板Mxを吸着した状態で上昇し(+z移動)、続いて第二ライン200の第五テーブル201に向けて90度旋回する。そして第五テーブル201の上方に来た時点で旋回を停止した後、下降し(−z移動)、短冊状基板Mxを第五テーブル201のコンベアベルト106上に載置して吸着を解き、再び上昇した位置で、次の搬送まで待機する。
以上の動作により、短冊状基板Mxの第二ライン200側への移送が終了する。
アーム404は短冊状基板Mxを吸着した状態で上昇し(+z移動)、続いて第二ライン200の第五テーブル201に向けて90度旋回する。そして第五テーブル201の上方に来た時点で旋回を停止した後、下降し(−z移動)、短冊状基板Mxを第五テーブル201のコンベアベルト106上に載置して吸着を解き、再び上昇した位置で、次の搬送まで待機する。
以上の動作により、短冊状基板Mxの第二ライン200側への移送が終了する。
第二ライン200の加工開始位置(第五テーブル201)では、短冊状基板Mxは、第一ライン100に載置されていたときから90度回転しているので、短冊状基板MxのY方向(第二方向)がxyz座標系のx方向に一致するようになる。
次に、第二ライン200について説明する。第二ライン200は、第五テーブル201、スクライブ装置202、第六テーブル203、ブレイク装置204、第七テーブル205がこの順で直列に配置されている。
第五テーブル201、第六テーブル203、第七テーブル205には、それぞれ独立に駆動される一対のコンベアベルト106が取り付けてあり、短冊状基板Mxが順次搬送されるようにしてある。なお、スクライブ装置202、および、ブレイク装置204の位置には、隣接するコンベアベルト間に、基板搬送に支障ない幅の間隙が形成してあり、この間隙にてスクライブ加工やブレイク処理が行われるようにしてある。
第五テーブル201、第六テーブル203、第七テーブル205には、それぞれ独立に駆動される一対のコンベアベルト106が取り付けてあり、短冊状基板Mxが順次搬送されるようにしてある。なお、スクライブ装置202、および、ブレイク装置204の位置には、隣接するコンベアベルト間に、基板搬送に支障ない幅の間隙が形成してあり、この間隙にてスクライブ加工やブレイク処理が行われるようにしてある。
スクライブ装置202、ブレイク装置204は、図2、図3で説明したスクライブ装置102、ブレイク装置104と横幅寸法(x方向の寸法)が異なるだけで基本構造は同じであるので、これらについても同図を参照する。そして各テーブル201,203,205以外については同じ符号を用いることで説明を省略する。
第二ライン200では、第五テーブル201に載置された短冊状基板Mxはスクライブ装置202に搬送されて、短冊状基板MxのY方向に対する上下同時スクライブ加工(上側はフルカット)が行われ、第六テーブル203に搬出される。さらに第六テーブル203からブレイク装置204に搬送され、ブレイク処理が行われ、第七テーブル205には単位基板Uが搬出される。
(加工手順)
次に、上述した分断システムMT全体による貼り合せ基板の加工手順について、図を用いて説明する。図4、図5は本発明の分断方法による加工手順と各工程における加工状態を示す図である。
まず、マザー基板Mを、第一ライン100の第一テーブル101に、第二基板G2側を上にして、さらに基板のX方向(第一方向)がx方向に一致するようにして載置する。
次に、上述した分断システムMT全体による貼り合せ基板の加工手順について、図を用いて説明する。図4、図5は本発明の分断方法による加工手順と各工程における加工状態を示す図である。
まず、マザー基板Mを、第一ライン100の第一テーブル101に、第二基板G2側を上にして、さらに基板のX方向(第一方向)がx方向に一致するようにして載置する。
そして、スクライブ装置102に搬送して、第二基板G2にはP型ホイール111PによりフルカットラインB1を形成し、同時に第一基板G1にはN型ホイール112Nにより有限深さのスクライブラインS1を形成して、第二テーブル103に搬出する。その結果、図4(a)に示すように、第二基板G2にはフルカットラインB1が形成され、第一基板G1には有限深さのスクライブラインS1が形成された状態になる。
続いて、マザー基板Mを第二テーブル103からブレイク装置104に搬送し、図4(b)に示すように、第二基板G2側からブレイクバーによる押圧で第一基板G1をブレイクしてフルカットラインB2とし、第三テーブル105に搬出する。その結果、短冊状基板Mxが形成された状態になる。
そして短冊状基板Mxを、移送機構400により、第四テーブル403の受け渡し位置を経由して、第二ライン200の第五テーブル201に移送する。このとき、短冊状基板Mxは、第二ライン200の第五テーブル201に、第二基板G2側を上にしたままで、さらにY方向(第二方向)がx方向に一致するようにして載置される。
そして短冊状基板Mxを、移送機構400により、第四テーブル403の受け渡し位置を経由して、第二ライン200の第五テーブル201に移送する。このとき、短冊状基板Mxは、第二ライン200の第五テーブル201に、第二基板G2側を上にしたままで、さらにY方向(第二方向)がx方向に一致するようにして載置される。
続いて、短冊状基板Mxをスクライブ装置202に搬送して、第二基板G2にはP型ホイール111PによりフルカットラインB3を形成し、同時に第一基板G1にはN型ホイール112Nにより有限深さのスクライブラインS3を形成して、第六テーブル203に搬出する。その結果、図5(a)に示すように、第二基板G2にはフルカットラインB3が形成され、第一基板G1には有限深さのスクライブラインS3が形成された状態になる。
続いて、短冊状基板Mxを第六テーブル203からブレイク装置204に搬送し、図5(b)に示すように、第二基板G2側からブレイクバーによる押圧で第一基板G1をブレイクしてフルカットラインB4とし、第七テーブル205に搬出する。その結果、単位基板Uごとにばらばらに分断された状態になる。
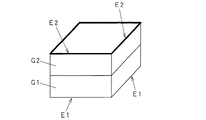
図6は、上述した手順で分離された単位基板Uの端面強度の状態を示す模式図である。四辺の端面は、いずれも第二基板G2がP型ホイール111Pでフルカットされ、第一基板がN型ホイール112Nでスクライブされているので、第一基板の端面強度E1は強く、第二基板の端面強度E2はそれより弱くなっている。各分断面については、強い端面強度と弱い端面強度により端面強度は平均化される。
本実施形態では、上下の基板G1,G2に形成するスクライブラインおよびフルカットラインはすべて同一平面上の端面になるようにしたが、外部との電気接続を行う端子領域の形成のために段差面が形成される端面の場合であっても、加工の際に形成するスクライブの本数が増えるだけで、本発明をそのまま適用することができる。
また、本実施形態は2枚のガラスを貼り合わせたマザー基板を対象にしたが、ガラス基板以外の脆性材料からなる貼り合せ基板においても利用することができる。
また、本実施形態は2枚のガラスを貼り合わせたマザー基板を対象にしたが、ガラス基板以外の脆性材料からなる貼り合せ基板においても利用することができる。
本発明のスクライブ方法は、ガラス基板などの貼り合せ基板を分断する際に利用することができる。
M 貼り合せ基板(マザー基板)
Mx 短冊状基板
G1 第一基板
G2 第二基板
E1 強い端面強度
E2 弱い端面強度
B1 第二基板の第一方向(X方向)のフルカットライン
S1 第一基板の第一方向(X方向)のスクライブライン
B2 第一基板の第一方向(X方向)のフルカットライン
B3 第二基板の第二方向(Y方向)のフルカットライン
S3 第一基板の第二方向(Y方向)のスクライブライン
B4 第一基板の第二方向(Y方向)のフルカットライン
100 第一ライン
200 第二ライン
400 移送機構
102 スクライブ装置(上下同時スクライブ)
104 ブレイク装置
111P 溝付きカッターホイール(P型ホイール)
112N ノーマルカッターホイール(N型ホイール)
202 スクライブ装置(上下同時スクライブ)
204 ブレイク装置
Mx 短冊状基板
G1 第一基板
G2 第二基板
E1 強い端面強度
E2 弱い端面強度
B1 第二基板の第一方向(X方向)のフルカットライン
S1 第一基板の第一方向(X方向)のスクライブライン
B2 第一基板の第一方向(X方向)のフルカットライン
B3 第二基板の第二方向(Y方向)のフルカットライン
S3 第一基板の第二方向(Y方向)のスクライブライン
B4 第一基板の第二方向(Y方向)のフルカットライン
100 第一ライン
200 第二ライン
400 移送機構
102 スクライブ装置(上下同時スクライブ)
104 ブレイク装置
111P 溝付きカッターホイール(P型ホイール)
112N ノーマルカッターホイール(N型ホイール)
202 スクライブ装置(上下同時スクライブ)
204 ブレイク装置
Claims (2)
- 第一基板と第二基板とが貼り合わされた貼り合せ基板を、互いに交差する第一方向と第二方向とに分断することにより、前記貼り合せ基板を単位基板ごとに分割する貼り合せ基板の分断方法であって、
刃先稜線に切欠きのない第一カッターホイールと、
刃先稜線に切欠きと突起とが交互に形成されるとともに、切欠きの周方向長さを突起の周方向長さより長くした第二カッターホイールとを用いて、
第一カッターホイールと第二カッターホイールとを貼り合せ基板を挟んで上下に対向するように配置し、
(a)第二基板の第一方向に沿って第二カッターホイールでフルカットとなるスクライブを行うと同時に、第一基板の第一方向に沿って第一カッターホイールによりスクライブを行い、
(b)次いで、第一基板の第一方向に沿ってブレイク処理を行って前記単位基板が一列に並んだ複数の短冊状基板を形成し、
(c)次いで、各短冊状基板の第二基板の第二方向に沿って第二カッターホイールでフルカットとなるスクライブを行うと同時に、第一基板の第二方向に沿って第一カッターホイールによりスクライブを行い、
(d)次いで、前記各短冊状基板の第一基板の第二方向に沿ってブレイク処理を行って単位基板ごとに分割することを特徴とする貼り合せ基板の分断方法。 - 第一基板と第二基板との板厚が異なる場合に、板厚が厚い基板側を第二基板として配置する請求項1に記載の貼り合せ基板の分断方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010276706A JP5156085B2 (ja) | 2010-12-13 | 2010-12-13 | 貼り合せ基板の分断方法 |
| TW100128512A TWI458690B (zh) | 2010-12-13 | 2011-08-10 | Method of breaking the substrate |
| KR1020110092436A KR101317878B1 (ko) | 2010-12-13 | 2011-09-14 | 접합 기판의 분단 방법 |
| CN201110422224.8A CN102557419B (zh) | 2010-12-13 | 2011-12-09 | 贴合基板的分断方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010276706A JP5156085B2 (ja) | 2010-12-13 | 2010-12-13 | 貼り合せ基板の分断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012126581A JP2012126581A (ja) | 2012-07-05 |
| JP5156085B2 true JP5156085B2 (ja) | 2013-03-06 |
Family
ID=46404225
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010276706A Expired - Fee Related JP5156085B2 (ja) | 2010-12-13 | 2010-12-13 | 貼り合せ基板の分断方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5156085B2 (ja) |
| KR (1) | KR101317878B1 (ja) |
| CN (1) | CN102557419B (ja) |
| TW (1) | TWI458690B (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6163341B2 (ja) * | 2013-04-02 | 2017-07-12 | 三星ダイヤモンド工業株式会社 | ブレイク装置 |
| JP6207307B2 (ja) * | 2013-09-03 | 2017-10-04 | 三星ダイヤモンド工業株式会社 | ブレイク装置 |
| JP6550932B2 (ja) * | 2015-06-02 | 2019-07-31 | 三星ダイヤモンド工業株式会社 | ブレイク装置、ブレイクシステムおよびブレイクユニット |
| JP6540272B2 (ja) * | 2015-06-26 | 2019-07-10 | 三星ダイヤモンド工業株式会社 | ブレイク装置及びブレイク方法 |
| JP7228883B2 (ja) * | 2019-01-30 | 2023-02-27 | 三星ダイヤモンド工業株式会社 | 分断方法およびブレイク方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002057192A1 (en) * | 2001-01-17 | 2002-07-25 | Mitsuboshi Diamond Industrial Co., Ltd. | Separator and separating system |
| KR100817129B1 (ko) * | 2002-02-07 | 2008-03-27 | 엘지.필립스 엘시디 주식회사 | 액정 패널의 절단 장치 및 그 방법 |
| KR100789454B1 (ko) * | 2002-02-09 | 2007-12-31 | 엘지.필립스 엘시디 주식회사 | 액정 패널의 절단 장치 및 그 방법 |
| JP2007233128A (ja) * | 2006-03-02 | 2007-09-13 | Epson Imaging Devices Corp | 液晶装置の製造方法、液晶装置、及び電子機器 |
| JP4251203B2 (ja) * | 2006-08-29 | 2009-04-08 | セイコーエプソン株式会社 | 貼合せマザー基板のスクライブ方法および貼合せマザー基板の分割方法 |
| WO2008087612A1 (en) * | 2007-01-19 | 2008-07-24 | Dutch Diamond Technologies B.V. | Cutting disk for forming a scribed line |
| KR101303542B1 (ko) * | 2008-02-11 | 2013-09-03 | 엘지디스플레이 주식회사 | 평판표시패널 절단장치 |
| KR101010310B1 (ko) * | 2008-05-06 | 2011-01-25 | 세메스 주식회사 | 스크라이빙 장치, 그리고 이를 이용한 기판 절단 장치 및방법 |
| WO2009154012A1 (ja) * | 2008-06-17 | 2009-12-23 | 三星ダイヤモンド工業株式会社 | マザー基板の基板加工方法 |
| TW201008887A (en) * | 2008-06-25 | 2010-03-01 | Mitsuboshi Diamond Ind Co Ltd | Scribing apparatus |
| JP5334471B2 (ja) * | 2008-06-30 | 2013-11-06 | 三洋電機株式会社 | ガラス基板の加工方法 |
| JP4996703B2 (ja) * | 2010-02-09 | 2012-08-08 | 三星ダイヤモンド工業株式会社 | 基板分断装置 |
| JP2012027272A (ja) * | 2010-07-23 | 2012-02-09 | Asahi Glass Co Ltd | 表示パネルの製造方法、および表示パネル |
-
2010
- 2010-12-13 JP JP2010276706A patent/JP5156085B2/ja not_active Expired - Fee Related
-
2011
- 2011-08-10 TW TW100128512A patent/TWI458690B/zh not_active IP Right Cessation
- 2011-09-14 KR KR1020110092436A patent/KR101317878B1/ko not_active Expired - Fee Related
- 2011-12-09 CN CN201110422224.8A patent/CN102557419B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| TWI458690B (zh) | 2014-11-01 |
| TW201223901A (en) | 2012-06-16 |
| JP2012126581A (ja) | 2012-07-05 |
| KR20120065927A (ko) | 2012-06-21 |
| CN102557419A (zh) | 2012-07-11 |
| CN102557419B (zh) | 2014-08-06 |
| KR101317878B1 (ko) | 2013-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5022602B2 (ja) | カッターホイールおよびこれを用いた脆性材料基板のスクライブ方法および分断方法 | |
| TWI462885B (zh) | Method of breaking the substrate | |
| CN103946169B (zh) | 板玻璃切断装置、板玻璃切断方法、板玻璃制作方法、及板玻璃切断系统 | |
| JP4996703B2 (ja) | 基板分断装置 | |
| JP6280332B2 (ja) | 基板反転搬送装置 | |
| TWI610893B (zh) | 貼合基板之分斷裝置 | |
| JP2010052995A (ja) | マザー基板のスクライブ方法 | |
| JPWO2005087458A1 (ja) | 基板分断システム、基板製造装置、基板スクライブ方法および基板分断方法 | |
| JP5156085B2 (ja) | 貼り合せ基板の分断方法 | |
| JP5348212B2 (ja) | 分断装置 | |
| JP2014019044A (ja) | 脆性材料基板のブレイク装置 | |
| JP6364789B2 (ja) | スクライブ装置 | |
| JP5639634B2 (ja) | 基板分断システム | |
| JP2016040203A (ja) | 基板反転搬送装置 | |
| JP6085384B2 (ja) | 脆性材料基板のブレイク装置 | |
| JP5353978B2 (ja) | 分断装置 | |
| JP2013014107A (ja) | 基板加工装置および基板加工方法 | |
| JP2014080334A (ja) | 基板分断装置 | |
| JP5160628B2 (ja) | 貼り合せ基板の分断方法 | |
| JP2015164895A (ja) | 分断装置 | |
| JP5566511B2 (ja) | 分断装置 | |
| JP2011162395A (ja) | 基板加工装置 | |
| JP5731942B2 (ja) | マザー基板の分断方法 | |
| KR101180780B1 (ko) | 기판 절단 장치 및 이를 이용한 기판 절단 방법 | |
| JP5161952B2 (ja) | 貼り合せ基板の分断方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |