JP5584094B2 - 鋳造用金型 - Google Patents
鋳造用金型 Download PDFInfo
- Publication number
- JP5584094B2 JP5584094B2 JP2010248420A JP2010248420A JP5584094B2 JP 5584094 B2 JP5584094 B2 JP 5584094B2 JP 2010248420 A JP2010248420 A JP 2010248420A JP 2010248420 A JP2010248420 A JP 2010248420A JP 5584094 B2 JP5584094 B2 JP 5584094B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- slide
- sliding surface
- hole
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
図6に示すように、鋳造用金型100は、固定型101と、この固定型101に合わせられる可動型102と、この可動型102に摺動自在に設けられているスライド型103とからなる。固定型101、可動型102及びスライド型103で形成されるキャビティ104に溶湯が注入されると、スライド型103に設けられた溝105からキャビティ104内の空気が逃がされる。キャビティ105内に溶湯が充填されると、溶湯の一部が溝105に進入する。
鋳造を複数回繰り返すうちに、スライド型103の移動が難しくなる。対策として、溝105を頻繁に清掃する必要があり、生産性が低下する。
生産性を高めるために、摺動面への残留物(粉バリ)の堆積を低減することができる金型が求められている。
加えて、スライド型の前進時に摺動面に落ちた粉バリをスライド型の前面で払うので、確実に摺動面への粉バリの堆積を低減させることができる。
加えて、スライド型の前面から前方へエアーを噴出するようにスライド型にエアー噴出孔が設けられている。摺動面に溜まった粉バリをエアーにより浮遊させ逃がし穴へ吹き飛ばし、排出空洞部から外部へ排出するので、摺動面への粉バリの堆積をより一層低減させることができる。
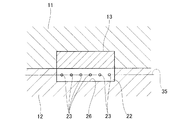
図1に示すように、鋳造用金型10は、固定型11と、この固定型11に合わせられる可動型12と、この可動型12に摺動自在に設けられているスライド型13と、からなる。
可動型12にスライド型13が摺動する摺動面26が設けられ、この摺動面26のキャビティ25側端部にて可動型12に、摺動面26に溜まる粉バリ(残留物)を逃がす逃がし穴27が設けられている。更に、この逃がし穴27から金型の外方向に延びるようにして可動型12に粉バリを外部に排出する排出空洞部28が設けられている。
図2に示すように、平面視でエアー噴出孔23は、スライド型13の前面22に複数個(実施例では6個)設けられている。エアーチューブ24により供給されたエアーは、主通路33に入り、主通路33からそれぞれの分岐路34に流れ、エアー噴出孔23から前方へ噴出される。
図3に示すように、エアー噴出孔23は、スライド型13の前面22に複数個設けられている。これらのエアー噴出孔23は、摺動面26に平行な線35上に一列に並んで配置されている。結果、スライド型13の前面22の幅と同等の幅でエアーを噴出することができる。
なお、実施例ではエアー噴出孔23の数を6個としたが、これに限定されず、4個、8個等、スライド型13の前面22の幅に合わせて適宜エアー噴出孔23の数を変更しても差し支えない。
図4(a)に示すように、ピストン36を矢印(1)のように前進させ、溶湯37をキャビティ25に注入する。溶湯37の一部が微量ではあるが、可動型12とスライド型13の隙間41に進入する。キャビティ25内の溶湯37が凝固したら、矢印(2)のように型開きさせ、スライド型13を矢印(3)のように後退させる。
隙間41に進入した微量の溶湯37は凝固し、スライド型13の後退により破砕され、摺動面26へ入り込む。
図5(a)は比較例の作用を示す図であり、鋳造用金型120は、固定型、可動型121及びスライド型122で構成される。可動型121とスライド型122との隙間123に進入した微量の溶湯は凝固し、スライド型122の後退により破砕され粉バリ124(残留物)となり、摺動面125へ入り込む。粉バリ124は排出される場所がないため、鋳造する度に徐々に堆積する。
上記の図1に示すように、固定型11と、この固定型11に合わせられる可動型12と、この可動型12に摺動自在に設けられているスライド型13と、からなる鋳造用金型10において、可動型12に設けられスライド型13が摺動する摺動面26と、この摺動面26のキャビティ25側端部にて可動型12に設けられ摺動面26に溜まる粉バリ(図4、符号38)を逃がす逃がし穴27と、この逃がし穴27から下方に延びるようにして可動型12に設けられ粉バリ38を外部に排出する排出空洞部28と、を備えている。
加えて、スライド型13の前進時に摺動面26に入り込み残った粉バリ38をスライド型13の前面22で払うので、確実に摺動面26への粉バリ38の堆積を低減させることができる。
仮に、逃がし穴27がスライド型13の全面の幅に比較して幅の小さい穴の場合、小さい穴から外れた位置にある粉バリ38に、誘導除去漏れが生じやすい。この点、本発明の構成により、逃がし穴27は、スライド型13の前面22と同等の幅であるので、粉バリ38を万遍なく逃がし穴27へ誘導除去することができる。
この構成により、摺動面26に溜まった粉バリ38をエアーにより逃がし穴27へ吹き飛ばし、排出空洞部28から外部へ排出するので、摺動面26への粉バリの堆積をより一層低減させることができる。
この構成により、排出空洞部28は、下方に延びるにつれて断面積が徐々に拡大するので、エアーの流れがよく、粉バリ38を良好に外部へ排出させることができる。
この構成により、摺動面26の幅方向全体にエアーを噴出できるので、摺動面26の全面から効率良く粉バリ38を除去することができる。
Claims (4)
- 固定型と、この固定型に合わせられる可動型と、この可動型に摺動自在に設けられているスライド型と、からなる鋳造用金型において、
前記可動型に設けられ前記スライド型が摺動する摺動面と、この摺動面のキャビティ側端部にて前記可動型に設けられ前記摺動面に溜まる粉バリを逃がす逃がし穴と、この逃がし穴から金型外部方向に延びるようにして前記可動型に設けられ前記粉バリを外部に排出する排出空洞部と、を備え、
前記逃がし穴は、前記スライド型が後退することで、前記摺動面、前記スライド型及び前記可動型で囲まれて形成される閉塞空間に連通して設けられ、
前記スライド型の前面から前方へエアーを噴出するように前記スライド型にエアー噴出孔が設けられていることを特徴とする鋳造用金型。 - 前記逃がし穴は、前記スライド型の前面に沿って延びる略矩形穴であるとともに、前記逃がし穴の径は、前記スライド型の前面の幅と同等の大きさであることを特徴とする請求項1記載の鋳造用金型。
- 前記排出空洞部は、前記逃がし穴から延び断面積が徐々に拡大するテーパ部と、このテーパ部の出口から延び断面積が一定のストレート部と、からなることを特徴とする請求項1又は請求項2記載の鋳造用金型。
- 前記エアー噴出孔は、複数個であり、これらのエアー噴出孔が、前記摺動面に平行な線上に一列に並んでいることを特徴とする請求項1〜3のいずれか1項記載の鋳造用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010248420A JP5584094B2 (ja) | 2010-11-05 | 2010-11-05 | 鋳造用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010248420A JP5584094B2 (ja) | 2010-11-05 | 2010-11-05 | 鋳造用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012096279A JP2012096279A (ja) | 2012-05-24 |
| JP5584094B2 true JP5584094B2 (ja) | 2014-09-03 |
Family
ID=46388814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010248420A Expired - Fee Related JP5584094B2 (ja) | 2010-11-05 | 2010-11-05 | 鋳造用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5584094B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6320056B2 (ja) * | 2014-01-28 | 2018-05-09 | 株式会社アーレスティ | 金型装置 |
| CN116174638B (zh) * | 2022-12-06 | 2023-09-22 | 江苏珀然股份有限公司 | 一种车轮锻造模具清理装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0434999Y2 (ja) * | 1986-11-15 | 1992-08-19 | ||
| JPH0391129U (ja) * | 1989-12-29 | 1991-09-17 | ||
| JPH10277720A (ja) * | 1997-04-08 | 1998-10-20 | Toyota Motor Corp | ダイカスト金型 |
| JP2004330287A (ja) * | 2003-05-12 | 2004-11-25 | Nissan Motor Co Ltd | ダイカスト装置用金型の乾燥方法およびダイカスト装置 |
-
2010
- 2010-11-05 JP JP2010248420A patent/JP5584094B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012096279A (ja) | 2012-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4384228B2 (ja) | 金型、および鋳造品の製造方法 | |
| EP1201335B1 (de) | Einrichtung zur Herstellung von Metall-Druckgussteilen, insbesondere aus NE-Metallen | |
| JP6900957B2 (ja) | 鋳造装置用の射出装置及び鋳造方法 | |
| KR101326606B1 (ko) | 가스빼기 사출금형 | |
| JP5584094B2 (ja) | 鋳造用金型 | |
| JP7564643B2 (ja) | ダイカスト用装置およびダイカスト法 | |
| CN105555496B (zh) | 高压铸造设备及方法 | |
| KR102294310B1 (ko) | 다이캐스팅 금형 | |
| JP7127526B2 (ja) | ダイカストマシンの射出装置および鋳造方法 | |
| CN207547573U (zh) | 压铸模具及压铸设备 | |
| JP5533430B2 (ja) | 鋳造装置 | |
| CN105964972A (zh) | 压铸用注射装置 | |
| JP4725214B2 (ja) | 成形金型 | |
| CN107486547B (zh) | 排气块及模具组件 | |
| JP2018111124A (ja) | 成形金型装置、ベントピン及び成形方法 | |
| JP7578513B2 (ja) | ダイカスト用装置およびダイカスト法 | |
| JP5522007B2 (ja) | 鋳型の穴あけ方法及び穴あけ工具並びに鋳型の穴あけ装置 | |
| CN110653355B (zh) | 压铸装置 | |
| JP6320056B2 (ja) | 金型装置 | |
| KR101594094B1 (ko) | 용탕 부착력 감소를 위한 공기수용부들을 가지는 다이캐스팅 금형 | |
| CN209867317U (zh) | 带排渣结构的压铸模具 | |
| JP3788752B2 (ja) | 射出成形金型装置 | |
| JP5657717B2 (ja) | 鋳造用金型 | |
| JP2017013117A (ja) | 成形用金型、成形方法及び成形品 | |
| JP4085182B2 (ja) | 射出成形における突き出しピン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140304 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140708 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140717 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5584094 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |