JP5650708B2 - 光学検査装置 - Google Patents
光学検査装置 Download PDFInfo
- Publication number
- JP5650708B2 JP5650708B2 JP2012250384A JP2012250384A JP5650708B2 JP 5650708 B2 JP5650708 B2 JP 5650708B2 JP 2012250384 A JP2012250384 A JP 2012250384A JP 2012250384 A JP2012250384 A JP 2012250384A JP 5650708 B2 JP5650708 B2 JP 5650708B2
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- sheet
- compressed air
- unit
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/958—Inspecting transparent materials or objects, e.g. windscreens
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/956—Inspecting patterns on the surface of objects
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/1306—Details
- G02F1/1309—Repairing; Testing
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/0002—Inspection of images, e.g. flaw detection
- G06T7/0004—Industrial image inspection
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N2021/9513—Liquid crystal panels
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Immunology (AREA)
- General Health & Medical Sciences (AREA)
- Nonlinear Science (AREA)
- Pathology (AREA)
- Biochemistry (AREA)
- Analytical Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Theoretical Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Optics & Photonics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Quality & Reliability (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Measuring Arrangements Characterized By The Use Of Fluids (AREA)
Description
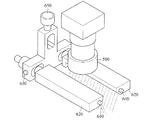
200:固定手段
300:固定フレーム
400:バックライトユニット
500:撮像手段
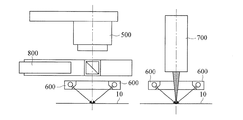
600:エア噴射部
620:噴射ノズル
630:幅調節部
640:噴射角調節部
650:高さ調節部
700:センサー
800:補助光源
Claims (5)
- 透光材からなって、検査シートがローディングされる検査ステージと、
前記検査ステージに形成されて、前記検査シートを固定する固定手段と、
前記検査ステージの側面または下面を支持する固定フレームと、
前記検査ステージの下方から検査ステージ上の検査シートに光を照射するバックライトユニットと、
前記検査ステージの上方に配されて、前記検査ステージにローディングされた検査シートのイメージを獲得する撮像手段と、
前記撮像手段の下方に前記撮像手段と同軸上に配されて、前記検査シートに向けて圧縮空気を噴射して、検査シートを検査ステージに密着させるエア噴射部と、
を含み、
前記エア噴射部は、圧縮空気を生成させる圧縮空気生成手段と、前記圧縮空気生成手段から生成された圧縮空気を噴射する噴射ノズルとを含むが、前記噴射ノズルは、前記撮像手段の両側に平行に配されて、前記検査シートに集中噴射し、
前記噴射ノズルは、互いに対向する方向から検査シートの一地点に圧縮空気を噴射することを特徴とする光学検査装置。 - 前記エア噴射部は、
前記噴射ノズルの間隔を調節する幅調節部と、
前記噴射ノズルの噴射角度を調節する噴射角調節部と、
前記噴射ノズルの高さを調節する高さ調節部と、
を含むことを特徴とする請求項1に記載の光学検査装置。 - 前記エア噴射部は、
前記噴射ノズルに出力される圧縮空気の量を調節する弁がさらに含まれたことを特徴とする請求項1に記載の光学検査装置。 - 前記エア噴射部から噴射された圧縮空気が、前記検査シートの検査が進行する領域に正確に噴射されたか否かを感知するセンサーがさらに装着されたことを特徴とする請求項1に記載の光学検査装置。
- 前記検査ステージの上方から前記検査ステージ上の検査シートに光を照射する補助光源をさらに含むことを特徴とする請求項1に記載の光学検査装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2012-0044005 | 2012-04-26 | ||
| KR1020120044005A KR101325761B1 (ko) | 2012-04-26 | 2012-04-26 | 광학 검사장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013228358A JP2013228358A (ja) | 2013-11-07 |
| JP5650708B2 true JP5650708B2 (ja) | 2015-01-07 |
Family
ID=49461708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012250384A Active JP5650708B2 (ja) | 2012-04-26 | 2012-11-14 | 光学検査装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5650708B2 (ja) |
| KR (1) | KR101325761B1 (ja) |
| CN (1) | CN103376262B (ja) |
| TW (1) | TWI498547B (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104729433A (zh) * | 2013-12-23 | 2015-06-24 | 珠海格力电器股份有限公司 | 产品端面平整度的检验装置及方法 |
| US9908158B2 (en) * | 2014-03-10 | 2018-03-06 | Ametek, Inc. | Air flow mechanism for image capture and vision systems |
| JP6040197B2 (ja) * | 2014-05-26 | 2016-12-07 | Ckd株式会社 | 検査装置及びptp包装機 |
| KR101659048B1 (ko) * | 2014-07-28 | 2016-09-23 | 한국기계연구원 | 플렉시블 디바이스 와피지 패널 표면 검사 장치 및 방법 |
| JP2018037311A (ja) | 2016-08-31 | 2018-03-08 | 住友化学株式会社 | 非水電解液二次電池用セパレータの製造方法 |
| KR101961707B1 (ko) * | 2017-03-15 | 2019-03-25 | 주식회사 태루 | 바이오 메디컬용 인식칩의 포장각도 검사장치 |
| CN107328359B (zh) * | 2017-07-03 | 2021-12-03 | 京东方科技集团股份有限公司 | 用于检测墨滴的装置和方法 |
| CN108982547B (zh) * | 2018-05-02 | 2020-12-29 | 芜湖立普德机械科技有限公司 | 一种用于检测玻璃基板凹陷的装置 |
| CN108982362A (zh) * | 2018-06-27 | 2018-12-11 | 南京中电熊猫液晶显示科技有限公司 | 一种基板检测支撑装置及其检测方法 |
| WO2020208747A1 (ja) * | 2019-04-10 | 2020-10-15 | 堺ディスプレイプロダクト株式会社 | フレキシブルディスプレイの色ムラ検査装置 |
| GB202004933D0 (en) * | 2020-04-03 | 2020-05-20 | Renishaw Plc | Measuring device and method |
| JP7495282B2 (ja) * | 2020-06-23 | 2024-06-04 | Juki株式会社 | 検査装置及び検査方法 |
| CN113156057B (zh) * | 2021-03-05 | 2024-07-30 | 北京元亨利业科技有限公司 | 一种烟感探测器标定装置 |
| CN113433134A (zh) * | 2021-06-24 | 2021-09-24 | 深圳中科飞测科技股份有限公司 | 检测方法、检测设备及计算机可读存储介质 |
| CN114113120A (zh) * | 2021-11-29 | 2022-03-01 | 博众精工科技股份有限公司 | 一种电池包底部损伤的检测方法、系统、设备和介质 |
| CN114324058A (zh) * | 2021-12-31 | 2022-04-12 | 山东旭日石墨新材料科技有限公司 | 一种石墨电极生制品称重检测装置 |
| KR102435450B1 (ko) * | 2022-02-14 | 2022-08-24 | (주)넥스캠 | 포장지를 위한 ocr 검사장치 |
| KR102439071B1 (ko) | 2022-04-06 | 2022-09-01 | 주식회사 니코메디칼 | 드레싱 밴드의 불량품 선별 장치 |
| KR102443758B1 (ko) | 2022-04-06 | 2022-09-16 | 주식회사 니코메디칼 | 드레싱 밴드 검사 장치 |
| CN120942891B (zh) * | 2025-10-20 | 2026-02-10 | 泰山石膏(四川)有限公司 | 一种石膏板在线检测输送控制方法、系统、设备及介质 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60180569A (ja) * | 1984-02-27 | 1985-09-14 | Koasa Shoji Kk | 海苔の品質連続判定仕分け装置 |
| JP3377628B2 (ja) * | 1994-11-18 | 2003-02-17 | 三菱重工業株式会社 | 印刷品質検査装置の照明装置 |
| JP3110707B2 (ja) * | 1997-08-25 | 2000-11-20 | 株式会社日本マクシス | 水晶基板用載置台及び水晶基板の傷検査装置 |
| JP2000304515A (ja) * | 1999-04-16 | 2000-11-02 | Rengo Co Ltd | 加工シートの検査装置 |
| JP2004294739A (ja) | 2003-03-27 | 2004-10-21 | Pentax Corp | 光学処理装置、基板固定装置および基板固定方法 |
| JP2005308636A (ja) * | 2004-04-23 | 2005-11-04 | Dainippon Screen Mfg Co Ltd | 光学式外観検査方法および光学式外観検査装置 |
| US7697750B2 (en) * | 2004-12-06 | 2010-04-13 | John Castle Simmons | Specially coherent optics |
| JP2008058004A (ja) | 2006-08-29 | 2008-03-13 | Dainippon Printing Co Ltd | 印刷物検査装置及び印刷物検査方法、印刷物押さえ装置及び印刷物押さえ方法 |
| US7505561B1 (en) * | 2006-11-20 | 2009-03-17 | Michael Keith Fuller | Schlieren-type radiography using a line source and focusing optics |
| TWM319415U (en) * | 2007-04-10 | 2007-09-21 | Gainner Technological Co Ltd | Testing system for optical thin film |
| KR100804033B1 (ko) * | 2007-10-04 | 2008-02-18 | 주식회사 쓰리비 시스템 | 광학 필름 검사장치 |
| JP2009229081A (ja) * | 2008-03-19 | 2009-10-08 | Olympus Corp | ミクロ検査装置及びミクロ検査方法 |
| JP2009229301A (ja) * | 2008-03-24 | 2009-10-08 | Olympus Corp | 基板検査装置 |
| JP5396660B2 (ja) | 2009-01-08 | 2014-01-22 | 独立行政法人 国立印刷局 | 印刷物の品質検査装置 |
| JP2011073421A (ja) * | 2009-10-02 | 2011-04-14 | Futec Inc | 印刷検査装置 |
| JP2011191611A (ja) * | 2010-03-16 | 2011-09-29 | Sumitomo Chemical Co Ltd | 光学シートの製造方法 |
| CN102032883B (zh) * | 2011-01-24 | 2012-02-01 | 三一重工股份有限公司 | 臂架碰撞检测系统及检测臂架与障碍物碰撞的方法 |
-
2012
- 2012-04-26 KR KR1020120044005A patent/KR101325761B1/ko active Active
- 2012-10-08 TW TW101137140A patent/TWI498547B/zh active
- 2012-11-14 JP JP2012250384A patent/JP5650708B2/ja active Active
- 2012-11-16 CN CN201210465046.1A patent/CN103376262B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI498547B (zh) | 2015-09-01 |
| JP2013228358A (ja) | 2013-11-07 |
| CN103376262B (zh) | 2016-04-27 |
| KR20130120831A (ko) | 2013-11-05 |
| CN103376262A (zh) | 2013-10-30 |
| KR101325761B1 (ko) | 2013-11-08 |
| TW201344181A (zh) | 2013-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5650708B2 (ja) | 光学検査装置 | |
| TWI498542B (zh) | 光學檢測裝置 | |
| JP4426276B2 (ja) | 搬送装置、塗布システム、及び検査システム | |
| TWI511794B (zh) | A film pattern forming apparatus, a film pattern forming method, and a device adjusting method | |
| CN100507529C (zh) | 光学式外观检查方法以及光学式外观检查装置 | |
| KR20100007272A (ko) | 디스플레이 패널의 인라인 컷팅 시스템 및 이를 이용한디스플레이 패널 제조방법 | |
| JP2011179898A (ja) | レンズ欠陥検査装置 | |
| JP2015108663A (ja) | 光学部材貼合体の製造装置 | |
| KR101311981B1 (ko) | 평판 디스플레이 패널 검사 장치 및 방법 | |
| KR102599572B1 (ko) | 액적 토출 장치, 액적 토출 방법, 프로그램 및 컴퓨터 기억 매체 | |
| JP2013044578A (ja) | 基板検査方法及び装置 | |
| JP2009229301A (ja) | 基板検査装置 | |
| JP2008076170A (ja) | 基板検査装置 | |
| JP2006344705A (ja) | 基板のステージ装置、検査装置及び修正装置 | |
| KR101052820B1 (ko) | 기판 검사 장치 및 이를 이용한 기판 검사 방법 | |
| KR102147130B1 (ko) | 기판 검사 장치 | |
| JP4842348B2 (ja) | 搬送装置、塗布システム、塗布方法、検査システム及び保持機構 | |
| TW201923335A (zh) | 光學檢測設備及光學檢測方法 | |
| JP2008098575A (ja) | チャックステージおよびそれを用いたパターン修正装置 | |
| KR20200062418A (ko) | 기판 검사 장치 | |
| KR20160013545A (ko) | 플렉시블 디바이스 와피지 패널 표면 검사 장치 및 방법 | |
| KR20150131772A (ko) | 유리판 검사 장치 및 방법 | |
| KR20150124480A (ko) | 패턴 투광판을 이용한 편광필름 검사장치 | |
| JP2009247917A (ja) | 基板検査装置、基板検査方法、液滴吐出装置及び吐出方法 | |
| JPH10110891A (ja) | ガラス基板の支持装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141028 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5650708 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |