JP6034792B2 - 塊分配装置および成形装置 - Google Patents
塊分配装置および成形装置 Download PDFInfo
- Publication number
- JP6034792B2 JP6034792B2 JP2013537024A JP2013537024A JP6034792B2 JP 6034792 B2 JP6034792 B2 JP 6034792B2 JP 2013537024 A JP2013537024 A JP 2013537024A JP 2013537024 A JP2013537024 A JP 2013537024A JP 6034792 B2 JP6034792 B2 JP 6034792B2
- Authority
- JP
- Japan
- Prior art keywords
- base member
- lump
- mass
- holes
- dispensing device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000465 moulding Methods 0.000 title claims description 19
- 238000003825 pressing Methods 0.000 claims description 34
- 235000013305 food Nutrition 0.000 claims description 14
- 239000007858 starting material Substances 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 9
- 238000007789 sealing Methods 0.000 claims description 8
- 230000000694 effects Effects 0.000 claims description 5
- 230000007423 decrease Effects 0.000 claims description 3
- 239000011148 porous material Substances 0.000 claims 1
- 235000013372 meat Nutrition 0.000 description 8
- 239000000835 fiber Substances 0.000 description 7
- 239000002184 metal Substances 0.000 description 6
- 238000003491 array Methods 0.000 description 4
- 238000010411 cooking Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 241000283690 Bos taurus Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 235000015278 beef Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C7/00—Apparatus for pounding, forming, or pressing meat, sausage-meat, or meat products
- A22C7/0023—Pressing means
- A22C7/003—Meat-moulds
- A22C7/0069—Pressing and moulding by means of a drum
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C7/00—Apparatus for pounding, forming, or pressing meat, sausage-meat, or meat products
- A22C7/0092—Apparatus for pounding, forming, or pressing meat, sausage-meat, or meat products with worms or other rotary mounted members
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Zoology (AREA)
- Food Science & Technology (AREA)
- Meat, Egg Or Seafood Products (AREA)
- Processing Of Meat And Fish (AREA)
- Formation And Processing Of Food Products (AREA)
- Manufacturing And Processing Devices For Dough (AREA)
Description
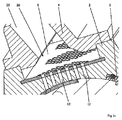
2 ベース部材、ベース部材
3 切断部材用の固定手段
4 ハウジング
5 押圧部材、押圧プレート
6 切断部材、切断プレート
7 シール、導入領域周りのシール、バネ要素、O−リング
8 押圧要素、バネ要素、O−リング
9 ドラム、型ドラム
10 成形品
11 移送手段、ベルト
12 ベースプレートの孔
13 切断部材の移動方向
14 塊分配装置
15 キャビティ
16 切断プレートに隣接するベース部材の孔の切刃
17 ドラムに隣接するベース部材の孔の切刃
18 切断部材の切刃
19 充填チャンバに面する切断プレートの面
20 充填チャンバ
21 接触領域
22 インサート
23 切断プレート用の移動手段
24 切断部材の孔
25 導入開口
26 ベース部材の導入領域
27 孔アレイ
Claims (14)
- 食品出発原料の塊を、前記塊から製品(10)を成形するための型ドラム(9)の1つまたは複数のキャビティ(15)に供給するための塊分配装置(14)であって、
前記ドラム(9)の円筒状外周の周りに部分的に延在するベース部材(2)を備え、前記ベース部材(2)は、前記塊がそこを通って前記キャビティ(15)に送給されるような導入領域(26)を有するものにおいて、
前記ベース部材(2)は、前記導入領域(26)に多数の孔(12)を備え、前記多数の孔(12)を通って前記塊が前記キャビティ内に押し込まれるように構成されるとともに、前記導入領域(26)に摺動可能に配置された切断部材(6)と、前記切断部材(6)を摺動させる移動手段(23)とを備え、前記切断部材(6)は、前記ベース部材の前記孔(12)と同じ配列の多数の孔(24)を備え、前記ベース部材(2)と協働して前記塊を切断するように構成されており、前記導入領域(26)は平坦であり、前記切断部材(6)は平坦なプレート状をなし、前記導入領域(26)の前記多数の孔(12)は、前記ドラム(9)の回転方向位置に応じて異なる長さを有し、かつ、大きい長さを有する孔が大きい断面積を有するように、互いに異なる断面積を有していることを特徴とする塊分配装置。 - 食品出発原料の塊を、前記塊から製品(10)を成形するための型ドラム(9)の1つまたは複数のキャビティ(15)に供給するための塊分配装置(14)であって、
前記ドラム(9)の円筒状外周の周りに部分的に延在するベース部材(2)を備え、前記ベース部材(2)は、前記塊がそこを通って前記キャビティ(15)に送給されるような導入領域(26)を有するものにおいて、
前記ベース部材(2)は、前記導入領域(26)に多数の孔(12)を備え、前記多数の孔(12)を通って前記塊が前記キャビティ内に押し込まれるように構成されるとともに、前記導入領域(26)に摺動可能に配置された切断部材(6)と、前記切断部材(6)を摺動させる移動手段(23)とを備え、前記切断部材(6)は、前記ベース部材の前記孔(12)と同じ配列の多数の孔(24)を備え、前記ベース部材(2)と協働して前記塊を切断するように構成されており、前記導入領域(26)は前記ドラム(9)に沿って湾曲しており、前記切断部材(6)は湾曲したプレート状をなし、前記導入領域(26)の前記多数の孔(12)は、同一の長さを有していることを特徴とする塊分配装置。 - 前記ベース部材(2)は、前記キャビティ(15)ごとに前記孔(12)のアレイ(27)を備えていることを特徴とする請求項1または2に記載の塊分配装置。
- 前記ベース部材(2)の前記導入領域(26)に隣接して充填チャンバ(20)が画成されており、前記充填チャンバ(20)内に、前記切断部材(6)を前記ベース部材(2)に対して保持するインサートが配置されていることを特徴とする請求項1〜3の何れか一項に記載の塊分配装置。
- 前記充填チャンバ(20)は、前記ベース部材(2)、および/または、前記ベース部材(2)に取付けられたハウジング(4)によって画成されていることを特徴とする請求項1〜4の何れか一項に記載の塊分配装置。
- 前記ベース部材(2)の内側に、押圧部材(5)が配置されていることを特徴とする請求項1〜5の何れか一項に記載の塊分配装置。
- 少なくとも1つの押圧要素(7,8)および/または1つのシール(7,8)が、前記ベース部材(2)と前記押圧部材(5)との間に配置されていることを特徴とする請求項6に記載の塊分配装置。
- 前記ベース部材(2)の前記導入領域周りのシール(7)が、前記ベース部材(2)と前記押圧部材(5)との間に配置されていることを特徴とする請求項6に記載の塊分配装置。
- 前記押圧部材(5)は、湾曲プレートであり、前記押圧要素および/または前記シール要素(7,8)のための溝を有していることを特徴とする請求項7に記載の塊分配装置。
- 前記押圧部材(5)は、プラスチック製の湾曲プレートであることを特徴とする請求項9に記載の塊分配装置。
- 前記押圧要素および/または前記シール部材(7,8)は、封止効果または押圧効果を増減するように調整可能になっていることを特徴とする請求項9または10に記載の塊分配装置。
- 食品出発原料の塊から製品を成形するための成形装置(1)であって、
駆動手段によって移動方向に移動可能でありかつその円筒状外周に少なくとも1つのキャビティ(15)を備えた型ドラム(9)と、
前記塊を1つまたは複数の前記キャビティに分配するための請求項1〜11の何れか一項に記載の塊分配装置(14)と、を備えていることを特徴とする成形装置。 - 請求項1〜11の何れか一項に記載の塊分配装置を操作するためのプロセスにおいて、
食品出発原料の塊が前記導入領域(26)に供給されるステップと、
前記型ドラム(9)の前記キャビティ(15)が、前記導入領域(26)の前記多数の孔(12)の出口側に位置するように、前記型ドラム(9)が連続的または間欠的に回転するステップと、
前記食品出発原料の塊が前記導入領域(26)の前記多数の孔(12)を通って前記キャビティ(15)内に押し込まれるステップであって、前記切断部材(6)は、その移動によって、前記キャビティ(15)の充填中および/または充填後、少なくとも一回前記塊を切断するようになっているステップと、
を含むことを特徴とするプロセス。 - 請求項1〜11の何れか一項に記載の塊分配装置を操作するためのプロセスにおいて、
食品出発原料の塊が前記導入領域(26)に供給されるステップと、
前記型ドラム(9)の前記キャビティ(15)が、前記導入領域(26)の前記多数の孔(12)の出口側に位置するように、前記型ドラム(9)が連続的または間欠的に回転するステップと、
前記食品出発原料の塊が前記導入領域(26)の前記多数の孔(12)を通って前記キャビティ(15)内に押し込まれるステップであって、前記切断部材(6)の移動は、キャビティの充填中および/または充填後、前記塊のための弁として用いられるようになっているステップと、
を含むことを特徴とするプロセス。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10014291.8 | 2010-11-04 | ||
| EP10014291.8A EP2449893B1 (en) | 2010-11-04 | 2010-11-04 | Mass distribution device and molding device |
| PCT/EP2011/005345 WO2012059188A1 (en) | 2010-11-04 | 2011-10-24 | Mass distribution device and molding device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014500006A JP2014500006A (ja) | 2014-01-09 |
| JP6034792B2 true JP6034792B2 (ja) | 2016-11-30 |
Family
ID=43799728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013537024A Expired - Fee Related JP6034792B2 (ja) | 2010-11-04 | 2011-10-24 | 塊分配装置および成形装置 |
Country Status (10)
| Country | Link |
|---|---|
| US (3) | US9119403B2 (ja) |
| EP (1) | EP2449893B1 (ja) |
| JP (1) | JP6034792B2 (ja) |
| CN (2) | CN106259809B (ja) |
| BR (1) | BR112013009695B1 (ja) |
| CA (1) | CA2815934A1 (ja) |
| ES (1) | ES2603552T3 (ja) |
| PL (1) | PL2449893T3 (ja) |
| RU (1) | RU2573792C2 (ja) |
| WO (1) | WO2012059188A1 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2140767B1 (en) | 2008-07-04 | 2014-05-07 | CFS Bakel B.V. | Food product forming apparatus and process |
| EP3072395A3 (en) * | 2010-07-20 | 2016-10-19 | Formax, Inc. | Rotary mold system |
| ES2603552T3 (es) | 2010-11-04 | 2017-02-28 | Gea Food Solutions Bakel B.V. | Dispositivo de distribución de la masa y dispositivo de moldeo |
| EP2454943B1 (en) | 2010-11-23 | 2020-05-27 | GEA Food Solutions Bakel B.V. | Apparatus and method for the production of a product with an interleaver |
| EP2468104B1 (en) | 2010-12-23 | 2018-09-12 | GEA Food Solutions Bakel B.V. | Cleaning method for a mould drum |
| ES2541841T3 (es) | 2011-01-25 | 2015-07-27 | Gea Food Solutions Bakel B.V. | Cadena de producción de alimentos |
| WO2012107236A2 (en) | 2011-02-10 | 2012-08-16 | Gea Cfs Bakel B.V. | Food forming drum |
| US9554593B2 (en) | 2011-07-25 | 2017-01-31 | Gea Food Solutions Bakel B.V. | Food forming apparatus with a food feed member |
| EP3508065B1 (en) | 2012-01-20 | 2024-07-03 | GEA Food Solutions Bakel B.V. | Mass supply system and method |
| BR112015001594B1 (pt) * | 2012-07-27 | 2021-01-19 | Marel Townsend Further Processing B.V. | método e sistema para moldar bolos de alimento |
| RU2682199C2 (ru) | 2013-02-01 | 2019-03-15 | Геа Фуд Сольюшнс Бакел Б.В. | Принцип формования пищевого продукта |
| US9861108B2 (en) | 2013-05-03 | 2018-01-09 | Gea Food Solutions Bakel B.V. | Sealing member for a food forming drum |
| NL2011222C2 (en) * | 2013-07-25 | 2015-01-27 | Marel Townsend Further Proc Bv | Moulding food products from a pumpable foodstuff mass. |
| CN105899080B (zh) | 2013-12-02 | 2020-04-07 | Gea食品策划巴克尔公司 | 填充模具构件中的腔的方法 |
| JP6723919B2 (ja) | 2013-12-04 | 2020-07-15 | ジーイーエイ・フード・ソリューションズ・バーケル・ベスローテン・フェンノートシャップ | 特別仕様の出口を備えた供給チャネル |
| WO2015169812A1 (en) | 2014-05-09 | 2015-11-12 | Gea Food Solutions Bakel B.V. | Design food forming drum |
| CA2979497A1 (en) | 2015-03-13 | 2016-09-22 | Gea Food Solutions Bakel B.V. | Method for cleaning and storing of a mould drum |
| US10492502B2 (en) * | 2016-05-10 | 2019-12-03 | Tomahawk Manufacturing | Paper interleaver |
| US10842322B2 (en) | 2016-10-20 | 2020-11-24 | Provisur Technologies, Inc. | Rotary molding system |
| EP3558010B1 (en) * | 2016-12-21 | 2021-06-23 | Marel Further Processing B.V. | Device and method for moulding food products from a pumpable foodstuff mass |
| US12108769B2 (en) * | 2017-04-19 | 2024-10-08 | Gea Food Solutions Bakel B.V. | De-aeration cavities in a mould member |
| EP3764819B1 (en) * | 2018-03-16 | 2024-05-01 | Provisur Technologies, Inc. | Sensor system for patty forming machine and method of use |
| US11134712B2 (en) | 2018-08-08 | 2021-10-05 | Mp Equipment Llc | Adjustable breading machine and method of operation |
| NL2025770B1 (en) * | 2020-06-08 | 2022-01-28 | Marel Further Proc Bv | A rotary mould drum system configured for use in an installation for moulding food products from a pumpable foodmass |
| CN116157021A (zh) * | 2020-07-28 | 2023-05-23 | 耶路撒冷希伯来大学伊森姆研究发展有限公司 | 类肉食物制品的注射模制 |
| CA3202175A1 (en) * | 2020-12-21 | 2022-06-30 | Jerry PACK | System and method for placing toppings on a product |
Family Cites Families (89)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2635561A (en) * | 1947-01-09 | 1953-04-21 | Frank S Elsaesser | Nozzle for extruding devices |
| US2657423A (en) | 1947-07-17 | 1953-11-03 | Frank S Elsaesser | Machine for making hamburg steak patties |
| US2651808A (en) * | 1949-09-26 | 1953-09-15 | Swift & Co | Sausage link forming machine |
| US2915994A (en) * | 1955-07-29 | 1959-12-08 | York Food Machinery Co | Machine for molding pliable plastic materials |
| US3205837A (en) | 1962-09-19 | 1965-09-14 | Rudolph J Fay | Apparatus for producing edible dough products |
| US3213486A (en) | 1962-12-31 | 1965-10-26 | Frederick H Blake | Molding machines |
| US3177524A (en) | 1963-03-25 | 1965-04-13 | Claude M Snyder | Meat molding machine |
| GB1015820A (en) | 1964-02-14 | 1966-01-05 | Marlen Equipment Company | Machine for forming meat balls and automatically placing the meat balls in cans |
| US3347176A (en) | 1964-10-22 | 1967-10-17 | Formatic Inc | Method and apparatus for making patties |
| DE1554751B1 (de) * | 1966-09-10 | 1971-01-07 | Kestermann Maschf Rolf | Schnecken-Strangpresse |
| US3427649A (en) * | 1966-09-12 | 1969-02-11 | Rudolph J Fay | Method and apparatus for producing shaped articles |
| US3503342A (en) | 1967-12-26 | 1970-03-31 | Laurence James Ilines | Apparatus for mixing and extruding potato dough |
| BR6912029D0 (pt) * | 1969-01-09 | 1973-04-24 | F Mendoza | Aperfeicoamento em maquina automatica conformadora de produtos alimenticios tais como tortilhas bolachas doces e similares |
| US3727308A (en) | 1970-02-26 | 1973-04-17 | Lucky Stores Inc | Apparatus for processing cheese |
| US3724026A (en) | 1970-10-30 | 1973-04-03 | Armour & Co | Producing molded meat sticks |
| US3750232A (en) | 1972-02-25 | 1973-08-07 | Hollymatic Corp | Molding apparatus |
| US3823633A (en) | 1972-06-05 | 1974-07-16 | Consolidated Educational Publi | Self-adjusting plural blade cutting roller with cushioned anvil roller |
| DE2350746C3 (de) * | 1973-10-10 | 1978-08-31 | Guenther Papenmeier Gmbh & Co Kg Maschinen- Und Apparatebau, 4930 Detmold | Verfahren und Vorrichtungen zur Herstellung von Granulaten aus pulverformigem, körnigem oder teigigem Gut |
| US3856680A (en) * | 1973-10-15 | 1974-12-24 | Mobil Oil Corp | Automatic screen changer for extruding processes |
| US3991440A (en) * | 1974-10-25 | 1976-11-16 | Castle & Cooke, Inc. | Food pellet former |
| US3998574A (en) | 1975-02-01 | 1976-12-21 | Blake Frederick H | Processed-paced, fluidic control system for molding machines |
| FR2387609A1 (fr) | 1977-04-19 | 1978-11-17 | Zaugg Jean | Perfectionnements apportes aux procedes et dispositifs pour le demoulage de produits alimentaires |
| US4182003A (en) | 1978-02-28 | 1980-01-08 | Formax, Inc. | Food patty molding machine |
| US4212609A (en) * | 1978-05-17 | 1980-07-15 | Fay Rudolph J | Method and apparatus for producing shaped and sized food articles |
| US4272864A (en) | 1979-03-29 | 1981-06-16 | Holly Harry H | Method for making food patty |
| US4338702A (en) * | 1979-03-29 | 1982-07-13 | Holly Harry H | Apparatus for making a ground food patty |
| US4356595A (en) | 1980-11-07 | 1982-11-02 | Formax, Inc. | Method and apparatus for molding food patties |
| US4418446A (en) | 1981-03-05 | 1983-12-06 | Formax, Inc. | Mold assembly for food patty molding machine |
| US4372008A (en) | 1981-04-23 | 1983-02-08 | Formax, Inc. | Food patty molding machine with multi-orifice fill passage and stripper plate |
| US4630425A (en) | 1981-05-08 | 1986-12-23 | Parker Drilling Company | Erection means for portable drilling system |
| CA1202933A (en) | 1984-01-13 | 1986-04-08 | Gerald Doak | Sanitizing a drink supply system |
| US4736570A (en) | 1984-12-03 | 1988-04-12 | Food Machinery Sales, Inc. | Automatic cookie loading system with double discharge |
| US4630426A (en) | 1985-05-17 | 1986-12-23 | Gentry James C | Food unit making and packaging apparatus and method |
| US4625612A (en) | 1985-09-23 | 1986-12-02 | Riccobin & Martin | Rotary portapunch assembly |
| US4768325A (en) | 1987-10-07 | 1988-09-06 | Alfa-Laval Ab | Paper interleaver for food patty molding machine |
| US4849113A (en) * | 1988-05-23 | 1989-07-18 | Hills William H | Continuous polymer filter |
| US4821376A (en) | 1988-06-02 | 1989-04-18 | Formax, Inc. | Seal-off for food patty molding machine with multi-orifice fill passage and stripper plate |
| US4872241A (en) * | 1988-10-31 | 1989-10-10 | Formax, Inc. | Patty molding mechanism for fibrous food product |
| US4957425A (en) * | 1989-05-15 | 1990-09-18 | Fay Rudolph J | Apparatus for producing shaped products |
| US4987643A (en) | 1989-08-10 | 1991-01-29 | Marlen Research Corporation | Slide plate patty forming apparatus |
| US5030164A (en) | 1989-09-12 | 1991-07-09 | Hollymatic Corporation | Method and machine for making food patties |
| US5021025A (en) | 1989-09-12 | 1991-06-04 | Wagner Richard C | Method and machine for making food patties |
| DE4109888A1 (de) | 1991-03-26 | 1992-10-01 | Leybold Ag | Vorrichtung zur halterung und fuehrung einer achse oder welle oder eines lagerrings |
| DE4325514C1 (de) | 1993-07-29 | 1994-10-27 | Schaaf Technologie Gmbh | Kochextruder zur Herstellung von thermisch behandelten Biopolymeren sowie Verfahren zum Kochextrudieren von Biopolymeren |
| US5749203A (en) | 1994-09-23 | 1998-05-12 | Kimberly-Clark Corporation | Method of packaging a medical article |
| US5618571A (en) | 1995-07-10 | 1997-04-08 | Stein, Inc. | Food molding apparatus and method of forming food products |
| US5795610A (en) | 1995-07-10 | 1998-08-18 | Stein, Inc. | Food molding apparatus and method of forming food products |
| NL1003568C2 (nl) | 1996-07-11 | 1998-01-15 | Tetra Laval Food Koppens Bv | Vormsysteem voor het vormen van een massa zoals een vleesmassa. |
| US6368092B1 (en) | 1998-06-05 | 2002-04-09 | Formax, Inc. | Knock-out system for patty molding machine |
| NL1010630C2 (nl) | 1998-11-23 | 2000-05-24 | Stork Pmt | Vormen. |
| US6131372A (en) | 1998-12-14 | 2000-10-17 | Food Machinery Sales, Inc. | Article metering device and method of metering articles |
| US6357360B1 (en) * | 1999-11-01 | 2002-03-19 | Standard Car Truck Company | Frame brace and center clamp |
| US6371278B1 (en) | 1999-11-04 | 2002-04-16 | Colin R. Hart | Patty loader and method |
| US6270826B1 (en) | 1999-12-13 | 2001-08-07 | Mars Incorporated | Method for forming confectionery product |
| KR100331458B1 (ko) | 2000-03-17 | 2002-04-09 | 오세헌 | 음식물 쓰레기의 자동처리 및 사료제조장치 |
| US6520111B2 (en) | 2000-04-05 | 2003-02-18 | Fedco Systems Co. | Rotary drum seeder |
| JP4197826B2 (ja) | 2000-04-20 | 2008-12-17 | 株式会社紀文食品 | ドラム成形装置 |
| NL1020942C2 (nl) | 2002-06-26 | 2003-12-30 | Stork Titan Bv | Vorminrichting. |
| US7021922B2 (en) | 2003-07-18 | 2006-04-04 | James Douglas Azzar | Apparatus for portioning flowable materials |
| DE502004011215D1 (de) | 2003-07-23 | 2010-07-08 | Cfs Buehl Gmbh | Axial verschiebbares messer |
| US7163391B2 (en) | 2003-08-20 | 2007-01-16 | Formax, Inc. | Molding apparatus for forming food patties having top and bottom surface contours |
| CN2651808Y (zh) * | 2003-09-05 | 2004-10-27 | 蔡添庆 | 用于电脑板卡接插之卡座 |
| ITMI20031891A1 (it) | 2003-10-02 | 2005-04-03 | Crm Cost Revisioni Mecc | Macchina per la formatura di prodotti alimentari del tipo hamburger o simili, ad elevata versatilita' di impiego. |
| US7175417B2 (en) | 2004-03-26 | 2007-02-13 | Formax, Inc. | Apparatus for forming food patties having surface indentations |
| NL1026171C2 (nl) | 2004-05-11 | 2005-11-14 | Stork Titan Bv | Vormen. |
| US7824172B2 (en) | 2004-07-15 | 2010-11-02 | Azzar James D | Food portioning system |
| RU2360798C2 (ru) * | 2004-11-30 | 2009-07-10 | Асахи Касеи Кемикалз Корпорейшн | Способ и устройство для получения формованного продукта |
| US7862330B2 (en) | 2005-04-22 | 2011-01-04 | Formax, Inc. | Angled fill ports and seal-off arrangement for patty-forming apparatus |
| DE102005032222A1 (de) | 2005-07-09 | 2007-01-25 | Schaeffler Kg | Lageranordnung zur Lagerung wenigstens eines Maschinenelements an einer Stütze |
| RU2375934C2 (ru) * | 2005-08-05 | 2009-12-20 | Общество с ограниченной ответственностью "РУССКАРТ" | Способ производства формованного продукта, установка для производства формованного продукта и формованный продукт |
| EP1942746B1 (en) * | 2005-11-04 | 2017-01-25 | Wm. Wrigley Jr. Company | Apparatus for producing a center-filled confectionery and method |
| DE102006020361A1 (de) | 2006-02-09 | 2007-08-16 | Cfs Germany Gmbh | Verpackungsmaschine für die Herstellung einer Verpackung mit einem Rücksprung in dem Verpackungsmuldenrand |
| CN1949881B (zh) * | 2006-11-03 | 2010-06-30 | 中国科学院光电技术研究所 | 高速ccd相机数据合成系统 |
| EP1920847B1 (en) | 2006-11-09 | 2017-04-05 | Nilfisk A/S | Rotating nozzle for a high-pressure cleaning device |
| US7677880B2 (en) | 2007-01-23 | 2010-03-16 | Formax, Inc. | Apparatus for forming hand-formed style patty using a patty-forming machine |
| US7931461B2 (en) * | 2007-11-28 | 2011-04-26 | Stork Titan B.V. | Mould member for moulding three-dimensional products, system and methods of manufacturing a mould member |
| EP2140767B1 (en) | 2008-07-04 | 2014-05-07 | CFS Bakel B.V. | Food product forming apparatus and process |
| US20100196564A1 (en) | 2009-02-03 | 2010-08-05 | Jose Abel Cepeda Mendoza | Device for manufacturing filled and unfilled food products |
| NL2002672C2 (nl) | 2009-03-26 | 2010-09-28 | Stork Titan Bv | Massaverdeelinrichting en vorminrichting omvattende een dergelijke massaverdeelinrichting. |
| EP2901863A3 (en) | 2010-04-23 | 2016-03-30 | GEA Food Solutions Bakel B.V. | 3D-food product forming apparatus and process |
| EP3072395A3 (en) * | 2010-07-20 | 2016-10-19 | Formax, Inc. | Rotary mold system |
| CN103249308A (zh) | 2010-08-31 | 2013-08-14 | Cfs巴克尔股份有限公司 | 馅饼形成设备 |
| ES2603552T3 (es) | 2010-11-04 | 2017-02-28 | Gea Food Solutions Bakel B.V. | Dispositivo de distribución de la masa y dispositivo de moldeo |
| EP2468104B1 (en) | 2010-12-23 | 2018-09-12 | GEA Food Solutions Bakel B.V. | Cleaning method for a mould drum |
| ES2541841T3 (es) | 2011-01-25 | 2015-07-27 | Gea Food Solutions Bakel B.V. | Cadena de producción de alimentos |
| WO2012107236A2 (en) | 2011-02-10 | 2012-08-16 | Gea Cfs Bakel B.V. | Food forming drum |
| US9220293B2 (en) | 2012-07-03 | 2015-12-29 | Paul Colosimo | Apparatus for forming a food product |
| BR112015001594B1 (pt) * | 2012-07-27 | 2021-01-19 | Marel Townsend Further Processing B.V. | método e sistema para moldar bolos de alimento |
| US20150150268A1 (en) * | 2012-08-01 | 2015-06-04 | Frito-Lay North America, Inc. | Continuous process and apparatus for making a pita chip |
-
2010
- 2010-11-04 ES ES10014291.8T patent/ES2603552T3/es active Active
- 2010-11-04 EP EP10014291.8A patent/EP2449893B1/en not_active Revoked
- 2010-11-04 PL PL10014291T patent/PL2449893T3/pl unknown
-
2011
- 2011-10-24 CN CN201610632981.0A patent/CN106259809B/zh active Active
- 2011-10-24 CN CN201180052939.7A patent/CN103188953B/zh active Active
- 2011-10-24 US US13/883,152 patent/US9119403B2/en active Active
- 2011-10-24 WO PCT/EP2011/005345 patent/WO2012059188A1/en not_active Ceased
- 2011-10-24 RU RU2013125525/13A patent/RU2573792C2/ru active
- 2011-10-24 JP JP2013537024A patent/JP6034792B2/ja not_active Expired - Fee Related
- 2011-10-24 CA CA2815934A patent/CA2815934A1/en not_active Abandoned
- 2011-10-24 BR BR112013009695-0A patent/BR112013009695B1/pt not_active IP Right Cessation
-
2014
- 2014-05-05 US US14/269,465 patent/US9028239B2/en active Active
-
2015
- 2015-07-02 US US14/790,280 patent/US9485997B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| ES2603552T3 (es) | 2017-02-28 |
| US9028239B2 (en) | 2015-05-12 |
| RU2573792C2 (ru) | 2016-01-27 |
| CN106259809B (zh) | 2020-04-21 |
| RU2013125525A (ru) | 2014-12-10 |
| JP2014500006A (ja) | 2014-01-09 |
| CA2815934A1 (en) | 2012-05-10 |
| CN103188953A (zh) | 2013-07-03 |
| CN106259809A (zh) | 2017-01-04 |
| BR112013009695A2 (pt) | 2016-07-19 |
| CN103188953B (zh) | 2016-08-31 |
| EP2449893A1 (en) | 2012-05-09 |
| WO2012059188A1 (en) | 2012-05-10 |
| EP2449893B1 (en) | 2016-08-17 |
| US20150366226A1 (en) | 2015-12-24 |
| US9485997B2 (en) | 2016-11-08 |
| US9119403B2 (en) | 2015-09-01 |
| US20130224357A1 (en) | 2013-08-29 |
| PL2449893T3 (pl) | 2017-09-29 |
| BR112013009695B1 (pt) | 2019-03-26 |
| US20140302214A1 (en) | 2014-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6034792B2 (ja) | 塊分配装置および成形装置 | |
| EP2560495B1 (en) | 3d-food product forming apparatus and process | |
| CA2645290C (en) | Mould member for moulding three-dimensional products, system and methods of manufacturing a mould member | |
| US8029266B2 (en) | Mould member for moulding three-dimensional products, system and methods of manufacturing a mould member | |
| BR112012000511B1 (pt) | dispositivo de moldagem para moldar produtos tridimensionais | |
| US10306913B2 (en) | Fill plate | |
| CN106061271A (zh) | 具有定制出口的供给通道 | |
| EP3528636B1 (en) | Rotary molding system | |
| DE602006000523D1 (de) | Stempel mit veränderbarer Form für Fleischstopfanlage | |
| CN105188386A (zh) | 用于食物成形滚筒的密封构件 | |
| EP2380442A2 (en) | 3D-food product forming apparatus and process | |
| KR101380715B1 (ko) | 가공식품, 가공식품 제조 장치 및 그 제조 방법 | |
| RU2603764C2 (ru) | Способ изготовления продукта из тестовой оболочки с двумя несмешанными компонентами начинки и устройство для его осуществления | |
| US20100098828A1 (en) | Method and device for forming a flexible edible layer | |
| JPS6043944B2 (ja) | えび状乾燥加工食品の製造方法、およびこの製造方法の実施に使用するえび状生加工食品の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140618 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150529 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150929 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160613 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160818 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160930 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161028 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6034792 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |