JP6079100B2 - 強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材 - Google Patents
強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材 Download PDFInfo
- Publication number
- JP6079100B2 JP6079100B2 JP2012214632A JP2012214632A JP6079100B2 JP 6079100 B2 JP6079100 B2 JP 6079100B2 JP 2012214632 A JP2012214632 A JP 2012214632A JP 2012214632 A JP2012214632 A JP 2012214632A JP 6079100 B2 JP6079100 B2 JP 6079100B2
- Authority
- JP
- Japan
- Prior art keywords
- axial
- reinforcing fiber
- yarn
- resin
- fiber fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- XDTMQSROBMDMFD-UHFFFAOYSA-N C1CCCCC1 Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Reinforced Plastic Materials (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
Description
特に、ブレーディング製法により形成される強化繊維織物基材、強化繊維織物基材から形成される強化繊維プリフォーム及び強化繊維プリフォームの成形により得られる強化繊維複合材に関する。
強化繊維複合材としては、例えば、車両等における衝突の衝撃を吸収して衝撃力を緩和するクラッシュボックスを挙げることができる。
クラッシュボックスは、いわゆるブレーディング法により強化繊維糸を用いて筒状の強化繊維織物基材を編組し、強化繊維織物基材からプリフォームを形成して、レジントランスファー法(RTM法)によって製作される場合がある。
特許文献1では、繊維強化複合材料に含まれる繊維材料がブレーディングとして構成されている。
このブレーディングは、マンドレルの軸方向に沿って同一方向に平行に配列する中央糸と、中央糸に対して所定の角度で交差して編み込まれる組糸により筒状に形成されたのち、マンドレルから取り外される。
また、強化繊維織物基材をブレーディング法により編組する際、組糸がマンドレルの周方向に移動する一方で、マンドレルが軸方向へ移動するため、軸方向糸にはマンドレルの周方向へ移動しようとする応力が作用する。
この応力は強化繊維織物基材がマンドレルに装着されている状態では直ちに影響しないが、マンドレルから強化繊維織物基材を取り外す際に、軸方向糸が長手方向において全体的に周方向へ湾曲するように変形しやくする。
つまり、特許文献1に開示された強化繊維織物基材では、軸方向糸は局部的又は全体的にも直線性が維持されていないという問題がある。
軸方向糸の軸方向に対する直線性が保たれていないと、強化繊維織物基材が強化繊維複合材に形成されても軸方向の荷重に対する耐荷重能力が不足するおそれがある。
また、マンドレルから強化繊維織物基材を取り外しても、軸方向糸の周方向へ湾曲する変形が生じ難い。
つまり、軸方向糸は局部的又は全体的にも直進性の向上が図られている。
その結果、強化繊維織物基材から強化繊維複合材における軸方向の荷重に対する耐荷重能力が向上する。
この場合、軸方向糸の樹脂は、レジントランスファーモールディング法による成形時に用いるマトリクス樹脂との親和性が高く、より強度のある強化繊維複合材を形成することができる。
この場合、軸方向糸に対する樹脂比率を3〜30パーセントとすることにより、軸方向糸の軸方向に対する直進性の向上を図ることができる。
併せて、マンドレルから強化繊維織物基材を取り外す際に生じる周方向へ湾曲する変形が抑制される一方、ブレーディング法による編組における軸方向糸の取り回しの容易性を維持する程度に軸方向糸を変形することができる。
この場合、繊維強化織物基材の軸方向糸は局部的又は全体的にも直進性の向上が図られているから、強化繊維織物基材から形成される強化繊維プリフォームでは、軸方向糸の軸方向に沿う折り目を直線的に形成し易くなる。
この場合、繊維強化織物基材の軸方向糸は局部的又は全体的にも直進性の向上が図られているから、強化繊維織物基材から形成される強化繊維複合材は、軸方向糸の軸方向の荷重に対する耐荷重能力を向上することができる。
以下、第1の実施形態に係る強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材について図面を参照して説明する。
図1に示す強化繊維織物基材10は、ブレーディング法により編組されて形成される筒状の要素である。
本実施形態では強化繊維織物基材10に折り目Aを設けて断面L字状の強化繊維プリフォーム11を形成する。
そして、強化繊維プリフォーム11をレジントランスファーモールディング法(RTM法)により成形することにより、強化繊維複合材12が形成される。
ブレーディング装置13は環状フレーム14を備えており、環状フレーム14の貫通孔15にマンドレル16が挿通される。
環状フレーム14の一方の面には複数のパイプ体17が環状に配列されており、パイプ体17から軸方向糸Y1がマンドレル16に供給される。
環状フレーム14には、一方の組糸Y2を供給する複数のボビン18と、他方の組糸Y3を供給する複数のボビン19が配設されている。
ボビン18及びボビン19は環状フレーム14に形成された8字状の軌道20に沿って移動するが、ボビン18、19の移動方向は互いに逆方向である。
因みに、図2では1本の軸方向糸Y1と2つの組糸Y2、Y3のみを図示したが、各パイプ体17から軸方向糸Y1が供給され、ボビン18、19からはボビン18、19にそれぞれ対応する組糸Y2、Y3が供給される。
マンドレル16の軸方向に沿うように複数の軸方向糸Y1を環状に配列し、各軸方向糸Y1に対して2本の組糸Y2、Y3を交差させて編組し、強化繊維織物基材10が形成される。
軸方向糸Y1及び組糸Y2、Y3の断面を扁平形状とすることにより、強化繊維織物基材10において軸方向糸Y1及び組糸Y2、Y3が互い交差する箇所において糸表面の凹凸を形成し難くする。
糸表面の凹凸は軸方向糸Y1におけるうねりの発生の原因となる。
本実施形形態の軸方向糸Y1については、樹脂比率が3〜30パーセントであればよく、特に、5〜20パーセントとすれば、繊維の直進性及び軸方向糸取り回しの容易性の点でより好ましい。
含浸された樹脂は、軸方向糸Y1が直線状に保たれた状態で予め硬化される。
このため、軸方向糸Y1は含浸された樹脂の硬化により硬くなり、一定の直進性を維持する物性を有している。
ここでいう一定の直進性とは、軸方向糸Y1に所定以下の局部的な荷重が作用しても軸方向糸Y1がうねりを生じない性質と、軸方向糸Y1を全体的に湾曲させる所定以下の荷重が作用しても直線状の形態を維持しようとする性質との両方を備えている性質を指す。
熱硬化性の樹脂としては、例えば、エポキシ系樹脂、不飽和ポリエステル樹脂、フェノール系樹脂を用いる。
樹脂が液体の状態で、含浸前の軸方向糸Y1を浸漬することで軸方向糸Y1に樹脂が含浸される。
そして、樹脂が含浸された軸方向糸Y1を直線状態に保った状態で予め加熱することにより樹脂を硬化させる。
特に、軸方向糸Y1に対する樹脂比率を5〜20パーセントとすれば最も好ましく、この場合、5パーセント以上とすることで、軸方向糸における最低限の直進性を維持することができる。
また、30パーセント未満とすることで、軸方向糸Y1が硬くなりすぎず、ブレーディング装置13における軸方向糸Y1の取り扱いの容易性が維持される。
軸方向糸Y1に対する樹脂比率の条件が満たされることにより、例えば、ブレーディング装置13のパイプ体17から軸方向糸Y1が屈曲するように供給されても、パイプ体17から離れた状態では、直線状の形状が維持される。
なお、ここでいう軸方向糸Y1に対する樹脂比率とは、軸方向糸Y1の重量(繊維の重量と含浸した樹脂の重量との和)に対して含浸した樹脂の重量割合を指す。
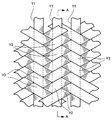
図3は強化繊維織物基材10の編組構造を拡大した図であり、組糸Y2、Y3は軸方向糸Y1の長手方向に対して傾斜して交差している。
図4(a)に示すように、軸方向糸Y1は組糸Y2、Y3と交差する箇所においてうねりの発生はなく直線状である。
因みに、図4(b)に示す樹脂が含浸されていない従来の軸方向糸Yxを用いた比較例では、軸方向糸Yxは組糸Y2、Y3と交差する箇所においてうねりWが発生している。
このとき、組糸Y2、Y3がマンドレル16の周方向に移動する一方で、マンドレル16が軸方向へ移動し、組糸Y2、Y3の張力により軸方向糸Y1にはマンドレル16の周方向へ移動しようとする応力が作用する。
つまり、組糸Y2、Y3の張力は編組中の軸方向糸Y1に対して直進性を損なうような応力を作用させる。
この応力は強化繊維織物基材10がマンドレル16に装着されている状態では直ちに影響しないが、マンドレル16から強化繊維織物基材10を取り外す際に、軸方向糸Y1を長手方向において全体的に周方向へ湾曲するように変形させようとする。
また、マンドレル16から強化繊維織物基材10を取り外す際、強化繊維織物基材10をマンドレル16の周方向へスライドしつつマンドレル16から引き抜く場合、軸方向糸Y1を周方向に湾曲させる方向への力が作用する。
従って、図5(a)に示すように、本実施形態の強化繊維織物基材10における軸方向糸Y1は直線状であり、湾曲して非直線状となったり、軸方向と異なる方向へ向かったりしない状態にある。
一方、図5(b)は従来の軸方向糸Yxを用いた比較例を示す。
従来の軸方向糸Yxでは、マンドレル16から強化繊維織物基材40を取り外す際に、軸方向糸Yxが編組中に受けた応力が軸方向糸Yxの変形を発生させ、軸方向糸Yxは湾曲して非直線状となっているほか、軸方向と異なる方向へ向かっている。
軸方向糸Yxが非直線状になったり、軸方向と異なる方向へ向かったりする状態では、例えば、図1に示す強化繊維プリフォーム11における軸方向への直線状の折り目Aの形成が困難となる。
具体的には、折り目Aが非直線状の軸方向糸Yxに沿って湾曲・蛇行して形成されたり、軸方向と異なる方向に形成されたりする可能性が高い。
従って、強化繊維プリフォーム11において軸方向に沿う折り目Aは、比較例の強化繊維織物基材40を用いる場合と比べて簡単に形成される。
(1)軸方向糸Y1には、編組前に予め樹脂が含浸され、この樹脂が硬化されているため、軸方向糸Y1に対して組糸Y2、Y3が編組されても、軸方向糸Y1において組糸と交差する箇所にはうねりが生じることがない。また、マンドレル16から強化繊維織物基材10を取り外しても、軸方向糸Y1の周方向へ湾曲する変形が生じ難い。つまり、軸方向糸Y1は局部的又は全体的にも直進性の向上が図られている。その結果、強化繊維織物基材10から形成される強化繊維複合材12における軸方向の荷重に対する耐荷重能力が向上する。
(2)樹脂は、RTM法による成形時に用いるマトリクス樹脂と同一材料とするから、軸方向糸の樹脂は、RTM法による成形時に用いるマトリクス樹脂との親和性が高く、より強度のある強化繊維複合材12を形成することができる。
(4)強化繊維織物基材10の軸方向糸Y1は局部的又は全体的にも直進性の向上が図られているから、強化繊維織物基材10から形成される強化繊維プリフォーム11では、軸方向糸Y1の軸方向沿う折り目を直線的に形成し易くなる。
(5)強化繊維織物基材10の軸方向糸Y1は局部的又は全体的にも直進性の向上が図られているから、強化繊維織物基材10から形成される強化繊維複合材12は、軸方向糸Y1の軸方向の荷重に対する耐荷重能力を従来よりも向上することができる。
次に、第2の実施形態に係る強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材について説明する。
本実施形態は、強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材の形状が第1の実施形態と異なる。
本実施形態では、強化繊維織物基材30からほぼそのままの形状の強化繊維プリフォーム31を形成し、強化繊維プリフォーム31をレジントランスファーモールディング法(RTM法)により成形することにより、強化繊維複合材32が形成される。
強化繊維複合材32は、車両に搭載されるクラッシュボックスであり、クラッシュボックスは車両衝突時に衝撃を吸収し衝撃力を緩和する。
ブレーディング装置13は、マンドレルの軸方向に沿うように複数の軸方向糸Y1を環状に配列し、各軸方向糸Y1に対して2本の組糸Y2、Y3を交差させて編組する。
本実施形態も全ての軸方向糸Y1に編組前に予め樹脂が部分的に含浸され、樹脂が硬化されている。
従って、強化繊維織物基材30における軸方向糸Y1は、第1の実施形態と同様に直進性を維持されている。
本実施形態は、第1の実施形態の作用効果と同等の作用効果を奏する。
○ 第1の実施形態では、筒状の強化繊維織物基材から折り目を形成して断面L字状の強化繊維プリフォームを形成したが、そのほか、筒状の強化繊維織物基材から折り目を形成して断面T字状の強化繊維プリフォームを形成してもよい。
11 強化繊維プリフォーム
12 強化繊維複合材
13 ブレーディング装置
14 環状フレーム
15 貫通孔
16 マンドレル
17 パイプ体
18、19 ボビン
20 軌道
30 強化繊維織物基材
31 強化繊維プリフォーム
32 強化繊維複合材
A 折り目
Y1、Yx 軸方向糸
Y2 組糸
Y3 組糸
W うねり
Claims (5)
- 強化繊維からなり、互いに同方向に並列に配置される複数の軸方向糸と、強化繊維からなり、ブレーディング法により前記軸方向糸に対して交差して編組された組糸とを有する強化繊維織物基材において、
前記複数の軸方向糸のうち、少なくとも一部の軸方向糸に対して樹脂が含浸され、直線状に保たれた状態で予め硬化された前記軸方向糸に前記組糸が編組されていることを特徴とする強化繊維織物基材。 - 前記樹脂は、レジントランスファーモールディング法による成形時に用いるマトリクス樹脂と同一材料とすることを特徴とする請求項1記載の強化繊維織物基材。
- 前記軸方向糸に対する樹脂比率は、3〜30パーセントとすることを特徴とする請求項1又は2記載の強化繊維織物基材。
- 請求項1〜3のいずれか一項記載の前記強化繊維織物基材から形成されていることを特徴とする強化繊維プリフォーム。
- 請求項4記載の強化繊維プリフォームにマトリクス樹脂を含浸させて硬化させたことを特徴とする強化繊維複合材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012214632A JP6079100B2 (ja) | 2012-09-27 | 2012-09-27 | 強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012214632A JP6079100B2 (ja) | 2012-09-27 | 2012-09-27 | 強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014070286A JP2014070286A (ja) | 2014-04-21 |
| JP6079100B2 true JP6079100B2 (ja) | 2017-02-15 |
Family
ID=50745776
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012214632A Expired - Fee Related JP6079100B2 (ja) | 2012-09-27 | 2012-09-27 | 強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6079100B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109414889A (zh) * | 2016-07-15 | 2019-03-01 | 株式会社丰田自动织机 | 纤维卷绕体、纤维强化树脂材料、以及纤维卷绕体的制造方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3899117A4 (en) | 2018-12-17 | 2022-09-07 | Nautilus Defense LLC | Functional braided composite yarn |
| US12421659B1 (en) * | 2020-06-19 | 2025-09-23 | Nautilus Defense Llc | Functional braided composite yarns for sensing applications |
| CN112297282B (zh) * | 2020-09-29 | 2022-08-05 | 北京机科国创轻量化科学研究院有限公司 | 一种复合材料预制体z向纤维自动化植入方法 |
| US12134841B1 (en) | 2021-03-24 | 2024-11-05 | Nautilus Defense Llc | Composite-integrated electrical networks |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61182933A (ja) * | 1985-02-12 | 1986-08-15 | Orimupitsuku:Kk | 釣竿の成形方法 |
| JPH0754250A (ja) * | 1993-08-13 | 1995-02-28 | Murata Mach Ltd | ブレイディング方法 |
| JPH09266962A (ja) * | 1996-04-03 | 1997-10-14 | Toray Ind Inc | Frp製ラケット、そのプリフォームおよびそれらの製造方法 |
| JP3221490B2 (ja) * | 1999-07-02 | 2001-10-22 | 村田機械株式会社 | 多連ブレイダーの糸掛け治具及び糸掛け方法 |
| JP3719922B2 (ja) * | 2000-09-29 | 2005-11-24 | 株式会社有沢製作所 | Frp用の繊維織物の製造方法及びfrp用のプリプレグの製造方法 |
| JP2006028678A (ja) * | 2004-07-16 | 2006-02-02 | Murata Mach Ltd | ブレイダー |
| JP2008309219A (ja) * | 2007-06-13 | 2008-12-25 | Toyota Industries Corp | タンク及びタンクの製造方法 |
| JP5503481B2 (ja) * | 2010-09-30 | 2014-05-28 | 一般社団法人日本航空宇宙工業会 | 繊維強化複合材料を用いた翼状構造体およびその製造方法 |
| US20120108699A1 (en) * | 2010-10-28 | 2012-05-03 | General Electric Company | Composite Compositions |
-
2012
- 2012-09-27 JP JP2012214632A patent/JP6079100B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109414889A (zh) * | 2016-07-15 | 2019-03-01 | 株式会社丰田自动织机 | 纤维卷绕体、纤维强化树脂材料、以及纤维卷绕体的制造方法 |
| CN109414889B (zh) * | 2016-07-15 | 2021-06-29 | 株式会社丰田自动织机 | 纤维卷绕体、纤维强化树脂材料、以及纤维卷绕体的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014070286A (ja) | 2014-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6079100B2 (ja) | 強化繊維織物基材、強化繊維プリフォーム及び強化繊維複合材 | |
| US8114793B2 (en) | Three-dimensional textile component structure consisting of high-tensile threads and method for producing said structure | |
| EP2875254B1 (en) | Composite coil spring | |
| JP5598528B2 (ja) | 筒状繊維構造体 | |
| EP2910596A1 (en) | Reinforcing fiber/resin fiber composite for production of continuous-fiber-reinforced thermoplastic resin composite material and process for manufacturing same | |
| US9822469B2 (en) | Tubular fiber arrangement of a fiber-reinforced composite part | |
| US6270426B1 (en) | Golf club shaft | |
| KR20220056183A (ko) | 인장-압축 로드를 위한 포지티브 잠금 하중 인가 생성 방법, 및 인장-압축 로드 | |
| CN101529103A (zh) | 套筒轴承组件及构成方法 | |
| KR102436772B1 (ko) | 낚싯대 | |
| WO2011039828A1 (ja) | 繊維強化複合材用ファブリック、その製造方法、繊維強化複合材製構造体及びその製造方法 | |
| KR101756678B1 (ko) | 카본섬유 강화 복합소재 스프링 제조방법 | |
| CN110121407A (zh) | 线材及制备线材的方法 | |
| EP3369960B1 (en) | Wire for elastic member, and elastic member | |
| WO2017170801A1 (ja) | 繊維強化樹脂中空体およびその製造方法 | |
| KR102231321B1 (ko) | 복합재 로드 및 이의 제조방법 | |
| RU2386534C2 (ru) | Фиксирующая нить для сшивания армирующих волокон | |
| WO2011021463A1 (ja) | 三次元ブレイディング、繊維強化複合材料及び繊維強化複合材料の製造方法 | |
| US10767022B2 (en) | Fiber wound body, fiber-reinforced resin material, and method for manufacturing fiber wound body | |
| JP2007064389A (ja) | 繊維強化樹脂製コイルバネおよびその製造方法 | |
| JP5662703B2 (ja) | 繊維ロッド | |
| JP2026025989A (ja) | 異形管 | |
| JP2007001299A (ja) | 空隙部充填用棒状予備賦形物ならびにその製造方法および製造装置 | |
| WO2017170802A1 (ja) | 繊維強化樹脂中空体およびその製造方法 | |
| JP6295939B2 (ja) | エネルギー吸収部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150929 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170102 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6079100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |