JP6150367B2 - スリット帯板の巻取り張力付与装置 - Google Patents
スリット帯板の巻取り張力付与装置 Download PDFInfo
- Publication number
- JP6150367B2 JP6150367B2 JP2016575245A JP2016575245A JP6150367B2 JP 6150367 B2 JP6150367 B2 JP 6150367B2 JP 2016575245 A JP2016575245 A JP 2016575245A JP 2016575245 A JP2016575245 A JP 2016575245A JP 6150367 B2 JP6150367 B2 JP 6150367B2
- Authority
- JP
- Japan
- Prior art keywords
- belt
- cooling roll
- cooling
- friction coefficient
- winding tension
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/006—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only winding-up or winding-off several parallel metal bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/003—Regulation of tension or speed; Braking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/26—Special arrangements with regard to simultaneous or subsequent treatment of the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/34—Feeding or guiding devices not specially adapted to a particular type of apparatus
- B21C47/345—Feeding or guiding devices not specially adapted to a particular type of apparatus for monitoring the tension or advance of the material
- B21C47/3458—Endlessly revolving chain systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/06—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle
- B65H23/10—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle acting on running web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/06—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle
- B65H23/10—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle acting on running web
- B65H23/105—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle acting on running web and controlling web tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/30—Registering, tensioning, smoothing or guiding webs longitudinally by longitudinally-extending flexible tapes or bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/06—Advancing webs by friction band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/06—Advancing webs by friction band
- B65H20/08—Advancing webs by friction band to effect step-by-step advancement of web
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
- Winding Of Webs (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
Description
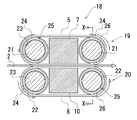
図1は、本発明の第1の実施形態の構造を示す概略図である。図2は、図1の矢印Z方向の概略断面図である。なお、本発明の実施の形態は、以下に示す内容に限定されるものではなく、あくまで一例である。また、図1乃至図9に示す図は、説明のための概略の構造を示したものであり、本発明における構造の大きさや縮尺を限定するものではない。
図1に示すように、本発明の第1の実施の形態である巻取り張力付与装置1は、スリッターラインを通板されるスリット後の帯板2の上側に配置される上部構造体3と、帯板2の下側に配置される下部構造体4を備えている。
以下、本発明の第2の実施の形態について説明する。
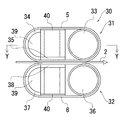
図3は、本発明の第2の実施形態の構造を示す概略図である。図4は、図3の矢印X方向の概略断面図である。
以下、本発明の第2の実施の形態について説明する。
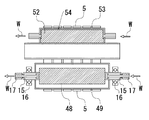
図5は、本発明の第3の実施形態の構造を示す概略図である。
以下、本発明の第4の実施の形態について説明する。
図7は、本発明の第4の実施形態の構造を示す概略図である。
2 帯板
3 上部構造体
4 下部構造体
5 上部ベルト
6 冷却ロール
7 上部押圧部
8 下部ベルト
9 冷却ロール
10 下部押圧部
11 外側表面
12 内側表面
14 冷却水
15 回転軸
16 軸受け
17 回転継ぎ手
18 巻取り張力付与装置
19 上部構造体
20 下部構造体
21 冷却ロール
22 冷却ロール
23 内筒部
24 外筒部
25 空間
26 冷却水
27 回転軸
28 軸受け
29 回転継ぎ手
30 巻取り張力付与装置
31 上部構造体
32 下部構造体
33 冷却ロール
34 固定式半円筒
35 上部押圧部
36 冷却ロール
37 固定式半円筒
38 下部押圧部
39 冷却水
40 冷却水
41 巻取り張力付与装置
42 上部構造体
43 下部構造体
44 冷却ロール
45 固定式半円筒
46 冷却ロール
47 固定式半円筒
48 内筒部
49 外筒部
50 空間
51 冷却水
52 内側半筒部
53 外側半筒部
54 空間
55 冷却水
56 巻取り張力付与装置
57 冷却ロール
58 回転軸
59 軸受け
60 ベルト
61 位置調整ロッド
62 位置調整ネジ
Claims (6)
- 円筒状で内部が冷却可能かつ回転自在に構成された第1の冷却ロールを有する第1の張設部と、
摩擦係数の異なる素材で形成され、摩擦係数の小さな側が前記第1の張設部に接して循環動自在にリング状に張設された第1のベルトと、
該第1のベルトの摩擦係数の小さな側に所定の長さ接する第1の押圧部と、
前記第1の張設部と対向して位置し、円筒状で内部が冷却可能かつ回転自在に構成された第2の冷却ロールを有する第2の張設部と、
摩擦係数の異なる素材で形成され、摩擦係数の小さな側が前記第2の張設部に接して循環動自在にリング状に張設された第2のベルトと、
前記第1の押圧部と対向して配置され、前記第2のベルトの摩擦係数の小さな側に所定の長さ接すると共に、前記第1の押圧部に近接可能に構成された第2の押圧部とを備え、
前記第1の冷却ロール及び前記第2の冷却ロールは中心軸側の内筒と該内筒を略囲繞した外筒とを有し、同内筒及び同外筒の間に冷却水を循環可能に構成された
スリット帯板の巻取り張力付与装置。 - 前記第1の張設部は前記第1のベルト同士が間隔を有して並設され、
前記第2の張設部は前記第2のベルト同士が間隔を有して並設された
請求項1に記載のスリット帯板の巻取り張力付与装置。 - 前記第1の冷却ロール及び前記第2の冷却ロールは外部表面層の厚みが3mm以下に形成された
請求項1または請求項2に記載のスリット帯板の巻取り張力付与装置。 - 前記第1の張設部は両端に前記第1の冷却ロールが配置され、
前記第2の張設部は両端に前記第2の冷却ロールが配置された
請求項1、請求項2または請求項3に記載のスリット帯板の巻取り張力付与装置。 - 前記第1の張設部は、一端に前記第1の冷却ロールが配置され、他端に長手方向の断面が半円筒状の第1のベルト反転部を有し、
前記第2の張設部は、一端に前記第2の冷却ロールが配置され、他端に長手方向の断面が半円筒状の第2のベルト反転部を有する
請求項1、請求項2または請求項3に記載のスリット帯板の巻取り張力付与装置。 - 前記第1の冷却ロールは前記第1のベルトが緊張する方向または弛緩する方向に位置が変更可能であり、
前記第2の冷却ロールは前記第2のベルトが緊張する方向または弛緩する方向に位置が変更可能な
請求項1、請求項2、請求項3または請求項4に記載のスリット帯板の巻取り張力付与装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/058570 WO2016151701A1 (ja) | 2015-03-20 | 2015-03-20 | スリット帯板の巻取り張力付与装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016151701A1 JPWO2016151701A1 (ja) | 2017-06-01 |
| JP6150367B2 true JP6150367B2 (ja) | 2017-06-21 |
Family
ID=56977929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016575245A Active JP6150367B2 (ja) | 2015-03-20 | 2015-03-20 | スリット帯板の巻取り張力付与装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10618092B2 (ja) |
| EP (1) | EP3272686B1 (ja) |
| JP (1) | JP6150367B2 (ja) |
| KR (1) | KR101878872B1 (ja) |
| CN (1) | CN107406211B (ja) |
| ES (1) | ES2909115T3 (ja) |
| WO (1) | WO2016151701A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2907952T3 (es) * | 2016-09-15 | 2022-04-27 | Jdc Inc | Dispositivo de aplicación de tensión de enrollamiento para tira cortada longitudinalmente |
| CN106829593B (zh) * | 2017-01-09 | 2018-03-30 | 太原理工大学 | 一种用于带式输送机的胶带收放装置 |
| KR102090478B1 (ko) * | 2018-10-01 | 2020-03-18 | 주식회사 포스코 | 벨트 랩퍼의 벨트 경화 방지 장치 |
| CN109018521A (zh) * | 2018-10-22 | 2018-12-18 | 龙岩烟草工业有限责任公司 | 烟包夹持输送装置及卷烟包装设备 |
| CN109675961A (zh) * | 2018-12-07 | 2019-04-26 | 肇庆宏旺金属实业有限公司 | 一种具有微调结构的张力站 |
| CN112607504B (zh) * | 2020-12-17 | 2021-08-10 | 广州众山精密科技有限公司 | 一种卧式匀速收料的装置 |
| CN114131821A (zh) * | 2021-11-17 | 2022-03-04 | 常州贝弗勒机械有限公司 | 热压片材冷却定型装置 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1442337A (fr) * | 1965-02-04 | 1966-06-17 | Somenor Soc Metallurg Du Nord | Dispositif de tension à l'enroulement simultané de bandes multiples de feuillard refendu à partir d'une bande unique en déroulement |
| US3481523A (en) * | 1967-06-13 | 1969-12-02 | Us Industries Inc | Strip stock feeding device |
| US3735937A (en) | 1971-02-08 | 1973-05-29 | B Plantard | Continuous sheet slitting mills |
| FR2221008A5 (ja) * | 1973-03-05 | 1974-10-04 | Comec Const Meca Creil | |
| JPS5682755A (en) | 1980-10-28 | 1981-07-06 | Nippon Kaihatsu Consultant:Kk | Tension provider for strip |
| JPS61104575A (ja) * | 1984-10-27 | 1986-05-22 | 住友電気工業株式会社 | 給電体 |
| JPH0320009Y2 (ja) * | 1986-07-07 | 1991-04-30 | ||
| JP2510961Y2 (ja) * | 1989-08-24 | 1996-09-18 | 株式会社ベルマティック | ダイレクトドライブロ―ル |
| US5265817A (en) * | 1989-11-08 | 1993-11-30 | Auxmet | Braking device for continuous slitted bands |
| DE4025389C2 (de) * | 1990-08-10 | 1999-01-07 | Schloemann Siemag Ag | Gekühlte Förder- bzw. Niederhaltevorrichtung für eine Stauchpresse zur Breitenreduktion von Walzgut |
| JP2654907B2 (ja) * | 1993-08-18 | 1997-09-17 | 菊地工業株式会社 | 帯状織物の加工処理装置 |
| JP2651891B2 (ja) * | 1993-11-05 | 1997-09-10 | 株式会社日本開発コンサルタント | 円形型金属性帯板張力付与装置 |
| US5919333A (en) * | 1995-11-28 | 1999-07-06 | The United States Of America As Represented By The Secretary Of The Navy | Braked linear nipper |
| ATE359878T1 (de) * | 2002-07-02 | 2007-05-15 | Japan Dev Consult | Spannvorrichtung für eine bandhaspel |
| JP3769730B2 (ja) * | 2002-07-02 | 2006-04-26 | 株式会社日本開発コンサルタント | 帯板巻取り張力付与装置及び帯板巻取り張力付与装置のエンドレスベルト並びに帯板巻取り張力付与装置のエンドレスベルト用潤滑剤 |
| JP3686886B2 (ja) * | 2002-07-02 | 2005-08-24 | 株式会社日本開発コンサルタント | 帯板巻取り張力付与装置 |
| SE524588C2 (sv) * | 2002-12-23 | 2004-08-31 | Sandvik Ab | Förfarande jämte anordning för att kyla band- och trådmaterial |
| JP3947714B2 (ja) * | 2003-01-31 | 2007-07-25 | 株式会社日本開発コンサルタント | 帯板巻取り張力付与装置 |
| CN201064788Y (zh) * | 2007-08-03 | 2008-05-28 | 江苏泰富兴澄特殊钢有限公司 | 外套水冷式辊子 |
| JP4625516B2 (ja) * | 2008-10-06 | 2011-02-02 | 株式会社日本開発コンサルタント | ベルト式帯板巻取り張力付与装置のスリット入りエンドレスベルト |
| JP4801788B1 (ja) * | 2010-10-07 | 2011-10-26 | 株式会社日本開発コンサルタント | 多条エンドレスベルト式帯板巻取り張力付与装置 |
| CN201915055U (zh) * | 2010-12-16 | 2011-08-03 | 徐州工业职业技术学院 | 脱硫后胶粉冷却装置 |
| CN202238898U (zh) * | 2011-09-08 | 2012-05-30 | 江苏鑫皇铝业发展有限公司 | 铸轧机偏导辊冷却水循环装置 |
| JP5866952B2 (ja) * | 2011-10-13 | 2016-02-24 | Jfeスチール株式会社 | リールゴムスリーブ及び鋼板の巻き取り装置 |
| US9144966B2 (en) * | 2012-10-12 | 2015-09-29 | Goss International Americas, Inc. | Combined chiller and spreader roll assembly |
| US9242284B2 (en) * | 2013-03-15 | 2016-01-26 | Norbert Umlauf | Method and apparatus for straightening metal bands |
| JP6165190B2 (ja) * | 2014-04-30 | 2017-07-19 | キヤノン株式会社 | シート搬送装置及び画像形成装置 |
-
2015
- 2015-03-20 CN CN201580077691.8A patent/CN107406211B/zh active Active
- 2015-03-20 EP EP15886258.1A patent/EP3272686B1/en active Active
- 2015-03-20 US US15/560,128 patent/US10618092B2/en active Active
- 2015-03-20 KR KR1020167027629A patent/KR101878872B1/ko active Active
- 2015-03-20 JP JP2016575245A patent/JP6150367B2/ja active Active
- 2015-03-20 WO PCT/JP2015/058570 patent/WO2016151701A1/ja not_active Ceased
- 2015-03-20 ES ES15886258T patent/ES2909115T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3272686A4 (en) | 2018-12-19 |
| US10618092B2 (en) | 2020-04-14 |
| KR20160130461A (ko) | 2016-11-11 |
| ES2909115T3 (es) | 2022-05-05 |
| CN107406211A (zh) | 2017-11-28 |
| CN107406211B (zh) | 2019-05-10 |
| US20180099321A1 (en) | 2018-04-12 |
| KR101878872B1 (ko) | 2018-07-16 |
| EP3272686B1 (en) | 2022-02-02 |
| WO2016151701A1 (ja) | 2016-09-29 |
| EP3272686A1 (en) | 2018-01-24 |
| JPWO2016151701A1 (ja) | 2017-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6150367B2 (ja) | スリット帯板の巻取り張力付与装置 | |
| CN102202864A (zh) | 膜伸展装置 | |
| US11534812B2 (en) | Device for applying coiling-tension to a slit band sheet | |
| JPWO2016067916A1 (ja) | 溝付ローラー、ならびにこれを用いたプラスチックフィルムの製造装置および製造方法 | |
| CN205398894U (zh) | 一种改进的经编机牵拉卷取机构 | |
| TWI611849B (zh) | 分條帶板之捲繞張力賦予裝置 | |
| CN111360528B (zh) | 一种换热器穿管平台 | |
| HK1242281A1 (en) | Slit band sheet coiling-tension applying device | |
| JP2017094347A (ja) | ダブルベルト式加圧装置 | |
| JP6880610B2 (ja) | 張力分布制御装置及び帯状体搬送装置 | |
| JP6759562B2 (ja) | ワーク搬送装置 | |
| HK1242281B (zh) | 纵切带板的卷绕张力施加装置 | |
| HK1259715A1 (en) | Winding tension applying device for slit strip | |
| HK1259715B (en) | Winding tension applying device for slit strip | |
| CN214934521U (zh) | 一种便于输送布料的滚筒输送机构 | |
| JP6414975B2 (ja) | ダブルベルトプレス | |
| JP2019069841A (ja) | シート材のシワ取り装置及びこれを備えた延反機 | |
| JP2007212587A (ja) | 偏光膜連続製造装置 | |
| CN207497817U (zh) | 拉丝机出料导绳机构 | |
| JP2004034077A (ja) | 帯板巻取り張力付与装置 | |
| JP2008006751A (ja) | クッション材の成形装置およびクッション材 | |
| TW201134742A (en) | Strip tension application apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161222 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20161222 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170329 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170425 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170518 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6150367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |