JP6282917B2 - 真空処理装置 - Google Patents
真空処理装置 Download PDFInfo
- Publication number
- JP6282917B2 JP6282917B2 JP2014081971A JP2014081971A JP6282917B2 JP 6282917 B2 JP6282917 B2 JP 6282917B2 JP 2014081971 A JP2014081971 A JP 2014081971A JP 2014081971 A JP2014081971 A JP 2014081971A JP 6282917 B2 JP6282917 B2 JP 6282917B2
- Authority
- JP
- Japan
- Prior art keywords
- flexible cord
- bobbin
- chamber
- take
- reinforcing fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/562—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks for coating elongated substrates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/54—Apparatus specially adapted for continuous coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H69/00—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device
- B65H69/04—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device by knotting
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0605—Carbon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
- C23C14/0647—Boron nitride
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/50—Substrate holders
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/26—Deposition of carbon only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/34—Nitrides
- C23C16/342—Boron nitride
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/458—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for supporting substrates in the reaction chamber
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/54—Apparatus specially adapted for continuous coating
- C23C16/545—Apparatus specially adapted for continuous coating for coating elongated substrates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/28—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity for treating continuous lengths of work
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Vapour Deposition (AREA)
- Treatment Of Fiber Materials (AREA)
- Physical Vapour Deposition (AREA)
- Moulding By Coating Moulds (AREA)
Description
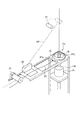
3 チャンバ
3a 第1のサブチャンバ
3b 主チャンバ
3c 第2のサブチャンバ
5 送りボビン
7 送りローラ
9 処理機
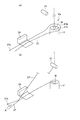
11 捕獲装置
11H 窪み
13 巻取りボビン
13G 溝
13L 径違い部
15 ゲート
17 ゲート
19 張力検出器
21 ガイドローラ
23 駆動装置
25 昇降装置
27 可撓コード
27e 先端
27p 基端
27L 閉じたループ
27N 開いたループ
29 カッタ
31 回転計
A 矢印
F 強化繊維
Fe 先端
CF 処理された強化繊維
W 錘
Claims (9)
- 強化繊維に真空処理を行う装置であって、
全体を減圧状態に保持しうるチャンバと、
前記強化繊維を前記チャンバ中に垂下するべく配置された送りローラと、
前記送りローラから垂下された前記強化繊維を通過せしめるべく前記チャンバ内に配置された処理機と、
前記処理機を通過して鉛直に落下する前記強化繊維の先端を捕獲して位置決めするべく配置された捕獲装置と、
前記処理機によって処理された前記強化繊維を巻き取るべく構成された巻取りボビンと、
前記捕獲装置により位置決めされた前記先端を囲む第1の位置から、前記強化繊維に接して前記巻取りボビンへ導く第2の位置へ、前記巻取りボビンに同期して引き取られる可撓コードと、
を備えた装置。 - 請求項1の装置であって、前記チャンバは、前記送りローラを収容する第1のサブチャンバと、前記処理機を収容する主チャンバと、前記捕獲装置、前記巻取りボビンおよび前記可撓コードを収容する第2のサブチャンバと、を備え、前記主チャンバは前記第1のサブチャンバおよび前記第2のサブチャンバから一時的に気密に遮断されるよう構成されている、装置。
- 請求項1または2の装置であって、前記巻取りボビンの回転により引き取られるべく、前記可撓コードの基端は前記巻取りボビンに結合している、装置。
- 請求項3の装置であって、前記可撓コードの先端は前記可撓コード以外の場所に固定され、前記第1の位置において前記可撓コードは前記強化繊維を囲む開いたループを成している、装置。
- 請求項4の装置であって、前記可撓コードの先端は前記巻取りボビンに結合している、装置。
- 強化繊維に真空処理を行う方法であって、
チャンバの全体を減圧状態に保持し、
送りローラから前記強化繊維を前記チャンバ中に垂下し、
前記送りローラから垂下された前記強化繊維に前記チャンバ内に配置された処理機を通過せしめ、
前記処理機を通過して鉛直に落下する前記強化繊維の先端を捕獲装置に捕獲させて位置決めさせるべく前記捕獲装置を配置し、
可撓コードを前記捕獲装置より上方ないし周囲において前記捕獲装置により位置決めされた前記先端を囲む第1の位置に配置し、
前記可撓コードを前記強化繊維に接させて巻取りボビンへ導かせる第2の位置へ、前記巻取りボビンに同期して前記可撓コードを引き取り、
前記巻取りボビンに前記処理機によって処理された前記強化繊維を巻き取らせる、
ことを含む方法。 - 請求項6の方法であって、
前記可撓コードの基端を前記巻取りボビンに結合せしめる、ことをさらに含み、前記可撓コードを引き取る段階において、前記可撓コードは前記巻取りボビンの回転により引き取られる、方法。 - 請求項7の方法であって、
前記第1の位置において前記可撓コードは前記強化繊維を囲む開いたループを成さしめるべく、前記可撓コードの先端を前記可撓コード以外の場所に固定する、ことをさらに含む方法。 - 請求項8の方法であって、
前記可撓コードの先端を前記巻取りボビンに結合する、ことをさらに含む方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014081971A JP6282917B2 (ja) | 2014-04-11 | 2014-04-11 | 真空処理装置 |
| CA2944326A CA2944326C (en) | 2014-04-11 | 2015-04-09 | Vacuum processing device |
| EP15776174.3A EP3130690B1 (en) | 2014-04-11 | 2015-04-09 | Vacuum processing device |
| RU2016143724A RU2660457C2 (ru) | 2014-04-11 | 2015-04-09 | Устройство для вакуумной обработки |
| CN201580017283.3A CN106164333B (zh) | 2014-04-11 | 2015-04-09 | 真空处理装置 |
| PCT/JP2015/061133 WO2015156361A1 (ja) | 2014-04-11 | 2015-04-09 | 真空処理装置 |
| US15/284,155 US10443122B2 (en) | 2014-04-11 | 2016-10-03 | Vacuum processing device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014081971A JP6282917B2 (ja) | 2014-04-11 | 2014-04-11 | 真空処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015203129A JP2015203129A (ja) | 2015-11-16 |
| JP6282917B2 true JP6282917B2 (ja) | 2018-02-21 |
Family
ID=54287933
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014081971A Active JP6282917B2 (ja) | 2014-04-11 | 2014-04-11 | 真空処理装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10443122B2 (ja) |
| EP (1) | EP3130690B1 (ja) |
| JP (1) | JP6282917B2 (ja) |
| CN (1) | CN106164333B (ja) |
| CA (1) | CA2944326C (ja) |
| RU (1) | RU2660457C2 (ja) |
| WO (1) | WO2015156361A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10099890B2 (en) * | 2015-08-02 | 2018-10-16 | Medicines360 | Devices, systems and methods for knot tying |
| EP3719197B1 (en) | 2017-11-27 | 2026-03-25 | IHI Corporation | Environment-resistive coated reinforcement fiber applicable to fiber-reinforced composite |
| CN108359962B (zh) * | 2018-04-12 | 2020-08-04 | 泰州润杰物流安全装备科技有限公司 | 化纤织带涂氧化铝层的方法和装置 |
| DE102018215100A1 (de) * | 2018-05-28 | 2019-11-28 | Sms Group Gmbh | Vakuumbeschichtungsanlage, und Verfahren zum Beschichten eines bandförmigen Materials |
| JP7136332B2 (ja) * | 2019-03-28 | 2022-09-13 | 株式会社Ihi | 真空処理装置 |
| WO2020194921A1 (ja) * | 2019-03-28 | 2020-10-01 | 株式会社Ihi | 真空処理装置 |
| US20240240391A1 (en) * | 2023-01-12 | 2024-07-18 | Honeywell International Inc. | Continuous vacuum processing of fiber tows |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4343836A (en) * | 1979-07-26 | 1982-08-10 | United States Of America As Represented By The United States Department Of Energy | One-directional uniformly coated fibers, method of preparation, and uses therefor |
| JPS5984586A (ja) * | 1982-11-08 | 1984-05-16 | Hitachi Ltd | 薄膜太陽電池の連続製造装置 |
| US5405654A (en) * | 1989-07-21 | 1995-04-11 | Minnesota Mining And Manufacturing Company | Self-cleaning chemical vapor deposition apparatus and method |
| JP3122216B2 (ja) * | 1992-03-05 | 2001-01-09 | キヤノン株式会社 | ゲート及び真空処理装置 |
| RU2085628C1 (ru) * | 1992-11-19 | 1997-07-27 | Государственный научно-исследовательский институт конструкционных материалов на основе графита | Установка для модификации поверхности углеродных волокнистых материалов в газовой атмосфере |
| JPH06172033A (ja) * | 1992-12-11 | 1994-06-21 | Nippon Cement Co Ltd | 表面被覆炭素繊維強化複合材料及びその製造方法 |
| JPH07197264A (ja) * | 1993-12-29 | 1995-08-01 | Tonen Corp | 繊維の表面処理方法、強化繊維及び応用 |
| NL1015690C2 (nl) | 2000-07-12 | 2002-01-15 | Otb Group Bv | Sluis voor vacu³mkamer. |
| EP1209252A3 (en) * | 2000-09-15 | 2002-11-27 | Shipley Co. L.L.C. | Continuous coating apparatus |
| JP2003144900A (ja) * | 2001-11-13 | 2003-05-20 | Sumitomo Heavy Ind Ltd | 連続真空処理装置 |
| FR2911524B1 (fr) | 2007-01-23 | 2009-08-21 | Snecma Sa | Piece tubulaire comportant un insert en matiere composite a matrice metallique. |
| JP5458915B2 (ja) | 2010-01-29 | 2014-04-02 | 宇部興産株式会社 | 複合材料用開繊無機繊維束及びその製造方法、並びに該繊維束で強化されたセラミックス基複合材料 |
| JP5649040B2 (ja) | 2010-06-30 | 2015-01-07 | パナソニックIpマネジメント株式会社 | 炊飯器 |
| JP6003513B2 (ja) * | 2012-10-15 | 2016-10-05 | 株式会社Ihi | 高温処理炉及び強化繊維の継ぎ方法 |
| US20150021869A1 (en) * | 2013-07-22 | 2015-01-22 | Hal Clayton Morgan, Jr. | Knee scooter |
-
2014
- 2014-04-11 JP JP2014081971A patent/JP6282917B2/ja active Active
-
2015
- 2015-04-09 EP EP15776174.3A patent/EP3130690B1/en active Active
- 2015-04-09 WO PCT/JP2015/061133 patent/WO2015156361A1/ja not_active Ceased
- 2015-04-09 CN CN201580017283.3A patent/CN106164333B/zh active Active
- 2015-04-09 RU RU2016143724A patent/RU2660457C2/ru active
- 2015-04-09 CA CA2944326A patent/CA2944326C/en active Active
-
2016
- 2016-10-03 US US15/284,155 patent/US10443122B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| RU2016143724A (ru) | 2018-05-11 |
| RU2016143724A3 (ja) | 2018-05-11 |
| US10443122B2 (en) | 2019-10-15 |
| US20170022606A1 (en) | 2017-01-26 |
| WO2015156361A1 (ja) | 2015-10-15 |
| RU2660457C2 (ru) | 2018-07-06 |
| CA2944326A1 (en) | 2015-10-15 |
| EP3130690A1 (en) | 2017-02-15 |
| CN106164333A (zh) | 2016-11-23 |
| JP2015203129A (ja) | 2015-11-16 |
| CA2944326C (en) | 2018-02-20 |
| EP3130690A4 (en) | 2017-12-27 |
| CN106164333B (zh) | 2018-11-02 |
| EP3130690B1 (en) | 2020-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6282917B2 (ja) | 真空処理装置 | |
| CN110093694B (zh) | 用于操纵线筒的装置、用于运输线筒的方法、环锭纺纱机的维护自动机械设备和环锭纺纱机 | |
| EP2905249A1 (en) | Bobbin setting device and yarn winding machine | |
| US20170081142A1 (en) | Method for Operating a Work Station and a Work Station | |
| CN108431906A (zh) | 用于冷却线缆的系统 | |
| CN104755654B (zh) | 高温处理炉及强化纤维的连接方法 | |
| CN107010485B (zh) | 打结机构和筒子架 | |
| KR101739814B1 (ko) | 한 손 조작형 진공흡착장치 | |
| CN102296393A (zh) | 旋转拔纱管装置 | |
| CN108840129A (zh) | 叠层布搬运装置 | |
| TW201839194A (zh) | 降絲裝置以及紡絲牽引設備 | |
| CN107963518A (zh) | 纱线卷取装置以及接头方法 | |
| CN105270915B (zh) | 纱线卷绕机 | |
| JP7136331B2 (ja) | 真空処理装置 | |
| CN112279505B (zh) | 光纤预制棒的加工方法以及光纤 | |
| JP2018506969A (ja) | 卵を加工するための引き上げアセンブリ及び関連する方法 | |
| JP7136332B2 (ja) | 真空処理装置 | |
| KR102022045B1 (ko) | 툴체인지형 클램핑 조작장치 | |
| CN106904318B (zh) | 食品容器供给装置 | |
| CN107106989A (zh) | 用于对卷取的纤维束深加工的装置和方法 | |
| ITMI20060272A1 (it) | Punto di bobinatura di una macchina tessile per la produzione di bobine incrociate | |
| CN208814284U (zh) | 叠层布搬运装置 | |
| ITUB20155052A1 (it) | Apparecchiatura modulare per la determinazione automatica di caratteristiche di campioni tessili allungati del tipo di filati, fili, nastri e simili. | |
| KR101364706B1 (ko) | 캐리어 권취방법 | |
| ITFI20060133A1 (it) | Dispositivo per il trasporto pneumatico di manufatti |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6282917 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |