JP6400155B2 - 半導体装置用ボンディングワイヤ - Google Patents
半導体装置用ボンディングワイヤ Download PDFInfo
- Publication number
- JP6400155B2 JP6400155B2 JP2017137384A JP2017137384A JP6400155B2 JP 6400155 B2 JP6400155 B2 JP 6400155B2 JP 2017137384 A JP2017137384 A JP 2017137384A JP 2017137384 A JP2017137384 A JP 2017137384A JP 6400155 B2 JP6400155 B2 JP 6400155B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- bonding
- atomic
- bonding wire
- ball
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
- C22C5/10—Alloys based on silver with cadmium as the next major constituent
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/015—Manufacture or treatment of bond wires
- H10W72/01551—Changing the shapes of bond wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/015—Manufacture or treatment of bond wires
- H10W72/01565—Thermally treating
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/075—Connecting or disconnecting of bond wires
- H10W72/07541—Controlling the environment, e.g. atmosphere composition or temperature
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/075—Connecting or disconnecting of bond wires
- H10W72/07551—Connecting or disconnecting of bond wires characterised by changes in properties of the bond wires during the connecting
- H10W72/07555—Connecting or disconnecting of bond wires characterised by changes in properties of the bond wires during the connecting changes in materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/521—Structures or relative sizes of bond wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/521—Structures or relative sizes of bond wires
- H10W72/522—Multilayered bond wires, e.g. having a coating concentric around a core
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/531—Shapes of wire connectors
- H10W72/536—Shapes of wire connectors the connected ends being ball-shaped
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/531—Shapes of wire connectors
- H10W72/5363—Shapes of wire connectors the connected ends being wedge-shaped
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
- H10W72/5522—Materials of bond wires comprising metals or metalloids, e.g. silver comprising gold [Au]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
- H10W72/5525—Materials of bond wires comprising metals or metalloids, e.g. silver comprising copper [Cu]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
- H10W72/5528—Intermetallic compounds
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/553—Materials of bond wires not comprising solid metals or solid metalloids, e.g. polymers, ceramics or liquids
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/90—Bond pads, in general
- H10W72/951—Materials of bond pads
- H10W72/952—Materials of bond pads comprising metals or metalloids, e.g. PbSn, Ag or Cu
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Wire Bonding (AREA)
Description
(1)
Be,B,P,Ca,Y,La,Ceの1種以上を総計で0.031原子%〜0.180原子%含み、さらにIn,Ga,Cdの1種以上を総計で0.05原子%〜5.00原子%含み、残部がAgおよび不可避不純物からなることを特徴とする半導体装置用ボンディングワイヤ。
(2)
さらにNi,Cu,Rh,Pd,Pt,Auの1種以上を総計で0.01原子%〜5.00原子%含むことを特徴とする上記(1)に記載の半導体装置用ボンディングワイヤ。
ここで、Ni,Cu,Rh,Pd,Pt,Auは、前記Agの一部に代えて含まれる。
(3)
金属元素の原子数の総計に対するIn,Ga,Cdの原子数の総計の比を第2元素原子比率とするとき、ワイヤ表面から深さ方向に0nm〜1nmの領域(ワイヤ表層部)における第2元素原子比率が、ワイヤ表面から深さ方向に1nm〜10nmの領域(ワイヤ表層下部)における第2元素原子比率の1.1倍以上であることを特徴とする上記(1)又は(2)に記載の半導体装置用ボンディングワイヤ。
(4)
金属元素の原子数の総計に対するIn,Ga,Cdの原子数の総計の比を第2元素原子比率とするとき、ワイヤ表面から深さ方向に0〜10nmの領域(ワイヤ表面部)における第2元素原子比率が、ワイヤ表面から深さ方向に20nm〜30nmの領域(ワイヤ内部)における第2元素原子比率の2倍以上であることを特徴とする上記(1)〜(3)のいずれか1つに記載の半導体装置用ボンディングワイヤ。
(5)
ワイヤ軸に垂直な断面における平均結晶粒径が0.2μm〜3.5μmであることを特徴とする上記(1)〜(4)のいずれか1つに記載の半導体装置用ボンディングワイヤ。
(6)
前記ボンディングワイヤのワイヤ軸を含むワイヤ軸に平行な断面におけるワイヤ軸方向の結晶方位を測定した結果、前記ボンディングワイヤのワイヤ軸方向に対して角度差が15度以下である<100>結晶方位の存在比率が、面積率で30%以上100%以下であることを特徴とする上記(1)〜(5)のいずれか1つに記載の半導体装置用ボンディングワイヤ。
(7)
In,Ga,Cdの1種以上を総計で2.00原子%以下含むことを特徴とする(1)〜(6)のいずれか1項に記載の半導体装置用ボンディングワイヤ。
AgボンディングワイヤをAl電極にボール接合したとき、アルミ電極とボール部との接合界面(以下「ボール部接合界面」という。)にはAg−Al金属間化合物が生成される。本発明において、ボール接合部の十分で安定した接合強度を実現するためには、ボール部接合界面に安定した金属間化合物層が形成されていることが必要である。しかし、従来のAgボンディングワイヤを用いた場合、ボール部接合界面の金属間化合物層の生成が不十分であった。
第1元素群の元素が0.031原子%未満の場合は、Ag−Al金属間化合物が十分に生成されず、十分なボール接合強度が得られない。一方、第1元素群の元素が0.180原子%を超えて含有すると、FAB形状が悪化する。
第1元素群の元素含有量の下限は、好ましくは0.060原子%、さらに好ましくは0.090原子%であるとよい。第1元素群の元素含有量の上限は、好ましくは0.180原子%、さらに好ましくは0.170原子%であるとよい。
AgボンディングワイヤをAl電極にボール接合し、温度が130℃、相対湿度が85%の条件で高温高湿試験(HAST試験)を行ったときに、ボール接合部のシェア強度が初期シェア強度の1/3になるまでの時間をボール接合部寿命として評価している。従来のIn,Ga,Cdを含有しないAgボンディングワイヤでは150時間未満のボール接合部寿命しか得られない。これに対し、本発明者らは、In,Ga,Cdの1種以上(第2元素群)を総計で0.05原子%以上含有することにより、同じHAST試験において300時間以上のボール接合部寿命を得ることができることを見出した。
第2元素群の元素含有量の下限は、好ましくは0.10原子%、さらに好ましくは0.50原子%であるとよい。第2元素群の元素含有量の上限は、好ましくは3.00原子%、さらに好ましくは2.00原子%であるとよい。
本発明者らは、さらにNi,Cu,Rh,Pd,Pt,Auの1種以上(以下「第3元素群」ともいう。)を総計で0.01原子%〜5.00原子%含むことでボンディングワイヤの使用寿命をさらに改善できることを見出した。In,Ga,Cdの1種以上(第2元素群)の元素と結合力が強い元素である第3元素群を複合添加することは、経時劣化に対して有効である。
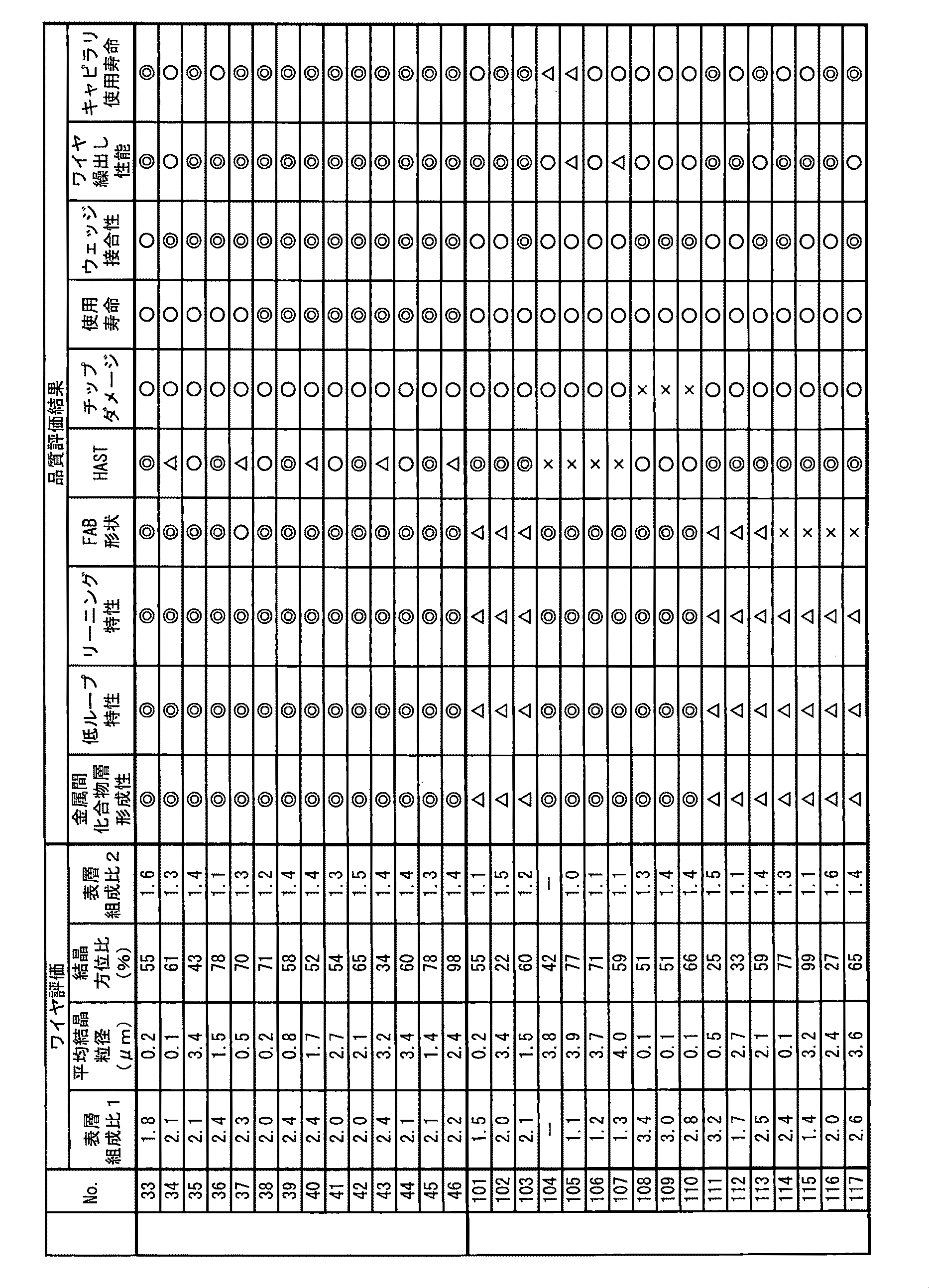
本発明のAgボンディングワイヤは、ボンディングワイヤ表面部(ボンディングワイヤの表面から深さ方向に0〜10nmの領域)のIn,Ga,Cd(第2元素群)の原子数の総計が、その領域での金属元素の原子数の総計に対する比である第2元素原子比率が、ボンディングワイヤ内部(ボンディングワイヤ表面から深さ方向に20nm〜30nmの領域)の第2元素原子比率の2倍以上であると好ましい。これによってウェッジ接合性を改善できる。この第2元素原子比率ついてのボンディングワイヤ表面部と内部の比率の上限は特に限定されるものではないが、4倍であっても問題はない。すなわち、第2元素原子比率は、ある領域の金属元素の原子数の総計に対する、In,Ga,Cd(第2元素群)の原子数の総計の比として定義する。
第2元素原子比率=(In,Ga,Cdの原子数の総計)/(金属元素の原子数の総計)
ボンディングワイヤの製造方法について説明する。ボンディングワイヤは、ダイスを用いて連続的に伸線加工等を行う。この際、200℃〜500℃の中間熱処理と伸線加工を繰返し行い最終線径に至るまで加工を行う。ここで、200℃〜500℃の中間熱処理の回数を3回以上行うことで、ワイヤ表面部の第2元素原子比率を、ワイヤ内部の第2元素原子比率に対して、2倍以上に高くすることができる。好ましくは中間熱処理温度が1回目は200℃〜330℃、2回目は250℃〜400℃、3回目以降は350℃〜500℃の範囲で行うことがより効果的である。これは上記の熱処理によって、添加した元素がボンディングワイヤの表面に拡散するからである。
本発明のAgボンディングワイヤはさらに、ワイヤ軸に垂直な断面における平均結晶粒径が0.2μm〜3.5μmであると好ましい。これによってワイヤの繰出し性が改善できる。ここでワイヤ軸とは、ボンディングワイヤの断面中心を通り、長手方向に平行な軸(ワイヤ中心軸ともいう。)である。
ボンディングワイヤのワイヤ軸を含むワイヤ軸に平行な断面(ワイヤ中心断面)の結晶方位を測定したときの測定結果において、ボンディングワイヤのワイヤ軸方向に対して角度差が15度以下である<100>結晶方位の存在比率(以下、<100>存在比率という。)が面積率で、30%以上100%以下であると好ましい。これによりウェッジ接合性をさらに改善できる。
ボンディングワイヤを繰り出す際の摩擦によって、キャピラリの内部が磨耗する。これに対し、ボンディングワイヤの表面の組成を制御し、ボンディングワイヤの表面の強度を低減させることで、キャピラリとボンディングワイヤ間の摩擦力が低減でき、キャピラリの使用寿命を改善できる。ワイヤ表面強度を低減させるには、ワイヤ表面におけるIn、Ga、Cdの少なくとも1つの元素の含有量を多くすればよい。
すなわち、ワイヤ表層部(ボンディングワイヤの表面から深さ0〜1nmの領域)における第2元素原子比率が、ワイヤ表層下部(ボンディングワイヤの表面から深さ1nm〜10nmの領域)における第2元素原子比率の1.1倍以上であるとよい。これにより、キャピラリの使用寿命が改善できる。この第2元素原子比率ついてのボンディングワイヤ表層部と表層下部の比率の上限は特に限定されるものではないが、2倍であっても問題はない。
Claims (5)
- Pを0.031原子%以上0.045原子%以下、またはBe,B,Ca,Y,La,Ceの1種以上およびPを総計で0.031原子%以上0.045原子%以下含み、さらにIn,Ga,Cdの1種以上を総計で0.05原子%以上5.00原子%以下含み、残部がAgおよび不可避不純物からなることを特徴とする半導体装置用ボンディングワイヤ。
- さらにNi,Cu,Rh,Pd,Pt,Auの1種以上を総計で0.01原子%以上5.00原子%以下含むことを特徴とする請求項1に記載の半導体装置用ボンディングワイヤ。
- ワイヤ軸に垂直な断面における平均結晶粒径が0.2μm以上3.5μm以下であることを特徴とする請求項1または2に記載の半導体装置用ボンディングワイヤ。
- 前記ボンディングワイヤのワイヤ軸を含むワイヤ軸に平行な断面におけるワイヤ軸方向の結晶方位を測定した結果、前記ボンディングワイヤのワイヤ軸方向に対して角度差が15度以下である<100>結晶方位の存在比率が、測定領域の面積に対して、ボンディングワイヤのワイヤ軸方向に対して角度差が15度以下である<100>結晶方位を有する領域が占める面積の比率で30%以上100%以下であることを特徴とする請求項1〜3のいずれか1項に記載の半導体装置用ボンディングワイヤ。
- In,Ga,Cdの1種以上を総計で2.00原子%以下含むことを特徴とする請求項1〜4のいずれか1項に記載の半導体装置用ボンディングワイヤ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090613 | 2016-04-28 | ||
| JP2016090613 | 2016-04-28 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017502733A Division JP6207793B1 (ja) | 2016-04-28 | 2016-09-23 | 半導体装置用ボンディングワイヤ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017212457A JP2017212457A (ja) | 2017-11-30 |
| JP6400155B2 true JP6400155B2 (ja) | 2018-10-03 |
Family
ID=60161374
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017502733A Active JP6207793B1 (ja) | 2016-04-28 | 2016-09-23 | 半導体装置用ボンディングワイヤ |
| JP2017137384A Active JP6400155B2 (ja) | 2016-04-28 | 2017-07-13 | 半導体装置用ボンディングワイヤ |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017502733A Active JP6207793B1 (ja) | 2016-04-28 | 2016-09-23 | 半導体装置用ボンディングワイヤ |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US11342299B2 (ja) |
| EP (1) | EP3382747B1 (ja) |
| JP (2) | JP6207793B1 (ja) |
| KR (2) | KR101955867B1 (ja) |
| CN (2) | CN110527864A (ja) |
| DE (1) | DE112016005580T5 (ja) |
| TW (2) | TWI621720B (ja) |
| WO (1) | WO2017187653A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109136625A (zh) * | 2018-09-14 | 2019-01-04 | 深圳市品越珠宝有限公司 | 一种高硬度合金及其制备方法 |
| WO2021065036A1 (ja) * | 2019-10-01 | 2021-04-08 | 田中電子工業株式会社 | ワイヤ接合構造とそれに用いられるボンディングワイヤ及び半導体装置 |
| KR102353676B1 (ko) * | 2019-11-22 | 2022-01-19 | 닛테츠 케미컬 앤드 머티리얼 가부시키가이샤 | 반도체 장치용 Ag 합금 본딩 와이어 |
| EP4109498A4 (en) * | 2020-02-18 | 2023-11-08 | NIPPON STEEL Chemical & Material Co., Ltd. | COPPER ALLOY CONNECTION WIRE FOR SEMICONDUCTOR DEVICE |
| WO2021181697A1 (ja) * | 2020-03-13 | 2021-09-16 | 日鉄マイクロメタル株式会社 | Alボンディングワイヤ |
| JP2021150230A (ja) * | 2020-03-23 | 2021-09-27 | 株式会社東芝 | 圧着判定方法 |
| EP4131349A4 (en) * | 2020-03-25 | 2023-12-27 | Nippon Micrometal Corporation | AL BOND WIRE |
| JP7693653B2 (ja) * | 2020-04-07 | 2025-06-17 | 日鉄マイクロメタル株式会社 | 半導体装置用Ag合金ボンディングワイヤ及び半導体装置 |
| CN112342426A (zh) * | 2020-11-10 | 2021-02-09 | 汕头市骏码凯撒有限公司 | 新型银合金键合丝及其制造方法 |
| JP7142761B1 (ja) * | 2021-12-13 | 2022-09-27 | タツタ電線株式会社 | ボンディングワイヤ及び半導体装置 |
| WO2023248491A1 (ja) * | 2022-06-24 | 2023-12-28 | 日鉄ケミカル&マテリアル株式会社 | 半導体装置用ボンディングワイヤ |
| CN116024446A (zh) * | 2023-01-09 | 2023-04-28 | 四川威纳尔特种电子材料有限公司 | 一种高导电银铜铟合金键合丝及其制备方法 |
| CN116779050B (zh) * | 2023-06-20 | 2025-07-04 | 西北工业大学 | 超声键合界面元素扩散浓度预测方法 |
| JP7723875B1 (ja) * | 2024-03-28 | 2025-08-14 | タツタ電線株式会社 | ボンディングワイヤ |
| CN118431184A (zh) * | 2024-07-05 | 2024-08-02 | 芯梦达半导体科技(济南)有限公司 | 存储装置、半导体器件及存储器系统 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU520413A1 (ru) * | 1974-12-27 | 1976-07-05 | Второй Московский ордена Трудового Красного Знамени часовой завод | Сплав на основе серебра |
| JPS5839763B2 (ja) * | 1977-10-22 | 1983-09-01 | レニングラ−ドスキ−、テクノロギチエスキ−、インステチウト、イメニ、レンソベタ | 二酸化硫黄製造法 |
| JPS5839763A (ja) | 1981-09-01 | 1983-03-08 | Sumitomo Electric Ind Ltd | 導電用耐熱アルミニウム合金線の製造方法 |
| JPS60200930A (ja) * | 1984-03-26 | 1985-10-11 | Tanaka Kikinzoku Kogyo Kk | 摺動接点材料 |
| JPH0449243A (ja) * | 1990-06-15 | 1992-02-18 | Chiba Seifun Kk | コレステロール低下剤、動物用コレステロール低下剤 |
| JPH0479245A (ja) * | 1990-07-20 | 1992-03-12 | Tanaka Denshi Kogyo Kk | 半導体素子用ボンディング線 |
| JPH0479241A (ja) | 1990-07-20 | 1992-03-12 | Tanaka Denshi Kogyo Kk | 半導体素子用ボンディング線 |
| JPH0479243A (ja) | 1990-07-20 | 1992-03-12 | Tanaka Denshi Kogyo Kk | 半導体素子用ボンディング線 |
| JPH11288962A (ja) | 1998-04-01 | 1999-10-19 | Sumitomo Metal Mining Co Ltd | ボンディングワイヤ |
| JP2001176912A (ja) | 1999-12-16 | 2001-06-29 | Noge Denki Kogyo:Kk | 金被覆した銀線ボンディングワイヤ |
| MY137479A (en) | 2000-09-18 | 2009-01-30 | Nippon Steel Corp | Bonding wire for semiconductor device and method for producing the same |
| SG152056A1 (en) * | 2002-05-17 | 2009-05-29 | Idemitsu Kousan Co Ltd | Wiring material and wiring board using the same |
| JP4230194B2 (ja) * | 2002-10-30 | 2009-02-25 | 内橋エステック株式会社 | 合金型温度ヒューズ及び温度ヒューズエレメント用線材 |
| JP4722576B2 (ja) | 2004-06-16 | 2011-07-13 | 新日鉄マテリアルズ株式会社 | 半導体実装用ボンディングワイヤの製造方法 |
| KR100899322B1 (ko) * | 2004-09-30 | 2009-05-27 | 타나카 덴시 코오교오 카부시키가이샤 | Au 합금 본딩·와이어 |
| GB2438198A (en) * | 2006-05-16 | 2007-11-21 | Andrew Hermiston Hooper | Silver alloys |
| JP4874922B2 (ja) | 2007-01-18 | 2012-02-15 | 新日鉄マテリアルズ株式会社 | 半導体実装用ボンディングワイヤ |
| KR101001700B1 (ko) | 2007-03-30 | 2010-12-15 | 엠케이전자 주식회사 | 반도체 패키지용 은합금 와이어 |
| JP5116101B2 (ja) * | 2007-06-28 | 2013-01-09 | 新日鉄住金マテリアルズ株式会社 | 半導体実装用ボンディングワイヤ及びその製造方法 |
| EP2239766B1 (en) * | 2008-01-25 | 2013-03-20 | Nippon Steel & Sumikin Materials Co., Ltd. | Bonding wire for semiconductor device |
| KR101707244B1 (ko) * | 2009-07-30 | 2017-02-15 | 신닛테츠스미킹 마테리알즈 가부시키가이샤 | 반도체용 본딩 와이어 |
| BR112012015477A2 (pt) * | 2009-12-24 | 2016-04-19 | Fujifilm Corp | nanofios metálicos e método para produção dos mesmos, condutor transparente e painel de toque |
| JP4771562B1 (ja) | 2011-02-10 | 2011-09-14 | 田中電子工業株式会社 | Ag−Au−Pd三元合金系ボンディングワイヤ |
| SG190479A1 (en) * | 2011-12-01 | 2013-06-28 | Heraeus Materials Tech Gmbh | Secondary alloyed 1n copper wire for bonding in microelectronics device |
| KR101513493B1 (ko) * | 2013-02-19 | 2015-04-20 | 엠케이전자 주식회사 | 은 합금 본딩 와이어 |
| TWI536397B (zh) | 2013-02-21 | 2016-06-01 | 光洋應用材料科技股份有限公司 | Silver alloy soldered wire for semiconductor packages |
| JP5420783B1 (ja) * | 2013-04-05 | 2014-02-19 | 田中電子工業株式会社 | 高速信号線用ボンディングワイヤ |
| JP5839763B1 (ja) * | 2014-07-10 | 2016-01-06 | 新日鉄住金マテリアルズ株式会社 | 半導体装置用ボンディングワイヤ |
| JP6516465B2 (ja) * | 2014-12-17 | 2019-05-22 | 日鉄ケミカル&マテリアル株式会社 | 半導体装置用ボンディングワイヤ |
-
2016
- 2016-09-23 JP JP2017502733A patent/JP6207793B1/ja active Active
- 2016-09-23 CN CN201910879473.6A patent/CN110527864A/zh active Pending
- 2016-09-23 DE DE112016005580.3T patent/DE112016005580T5/de not_active Withdrawn
- 2016-09-23 WO PCT/JP2016/078090 patent/WO2017187653A1/ja not_active Ceased
- 2016-09-23 KR KR1020187014693A patent/KR101955867B1/ko active Active
- 2016-09-23 US US16/067,120 patent/US11342299B2/en active Active
- 2016-09-23 EP EP16900523.8A patent/EP3382747B1/en active Active
- 2016-09-23 KR KR1020197004824A patent/KR102040450B1/ko active Active
- 2016-09-23 CN CN201680070327.3A patent/CN108292612B/zh active Active
- 2016-09-23 TW TW105130910A patent/TWI621720B/zh active
- 2016-09-23 TW TW107102564A patent/TWI657154B/zh active
-
2017
- 2017-07-13 JP JP2017137384A patent/JP6400155B2/ja active Active
-
2021
- 2021-12-16 US US17/553,275 patent/US12412864B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TW201816129A (zh) | 2018-05-01 |
| TW201738391A (zh) | 2017-11-01 |
| KR101955867B1 (ko) | 2019-03-18 |
| EP3382747A1 (en) | 2018-10-03 |
| TWI657154B (zh) | 2019-04-21 |
| JP2017212457A (ja) | 2017-11-30 |
| KR20190020175A (ko) | 2019-02-27 |
| TWI621720B (zh) | 2018-04-21 |
| WO2017187653A1 (ja) | 2017-11-02 |
| EP3382747A4 (en) | 2019-06-12 |
| KR102040450B1 (ko) | 2019-11-04 |
| US20180374816A1 (en) | 2018-12-27 |
| DE112016005580T5 (de) | 2018-09-20 |
| CN110527864A (zh) | 2019-12-03 |
| JP6207793B1 (ja) | 2017-10-04 |
| KR20180059951A (ko) | 2018-06-05 |
| US20220108971A1 (en) | 2022-04-07 |
| US11342299B2 (en) | 2022-05-24 |
| CN108292612A (zh) | 2018-07-17 |
| EP3382747B1 (en) | 2020-06-03 |
| JPWO2017187653A1 (ja) | 2018-05-10 |
| US12412864B2 (en) | 2025-09-09 |
| CN108292612B (zh) | 2019-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6400155B2 (ja) | 半導体装置用ボンディングワイヤ | |
| KR102167478B1 (ko) | 반도체 장치용 Cu 합금 본딩 와이어 | |
| JP5839763B1 (ja) | 半導体装置用ボンディングワイヤ | |
| US10840208B2 (en) | Bonding wire for semiconductor device | |
| JPWO2020059856A1 (ja) | 半導体装置用Cu合金ボンディングワイヤ | |
| JP2006216929A (ja) | 半導体装置用ボンディングワイヤ | |
| JP2021114609A (ja) | 半導体装置用ボンディングワイヤ | |
| JP2019071423A5 (ja) | ||
| WO2021166081A1 (ja) | 半導体装置用Cu合金ボンディングワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170906 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180807 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6400155 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |