JP6806496B2 - 成形型および半貫通穴を有する成形品の製造方法 - Google Patents
成形型および半貫通穴を有する成形品の製造方法 Download PDFInfo
- Publication number
- JP6806496B2 JP6806496B2 JP2016165772A JP2016165772A JP6806496B2 JP 6806496 B2 JP6806496 B2 JP 6806496B2 JP 2016165772 A JP2016165772 A JP 2016165772A JP 2016165772 A JP2016165772 A JP 2016165772A JP 6806496 B2 JP6806496 B2 JP 6806496B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- pin portion
- molding
- pin
- facing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 54
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 238000000034 method Methods 0.000 title claims description 8
- 239000012778 molding material Substances 0.000 claims description 31
- 239000000463 material Substances 0.000 claims description 29
- 239000004568 cement Substances 0.000 claims description 22
- 238000003780 insertion Methods 0.000 claims description 6
- 230000037431 insertion Effects 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 5
- 229920005989 resin Polymers 0.000 claims description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 238000010276 construction Methods 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 229920001875 Ebonite Polymers 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
Description
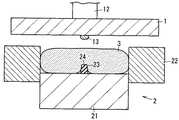
以上説明したように、本実施形態の成形型は、固定型(下型2)と可動型(上型1)と(すなわち、二面の型)を備え、これら固定型及び可動型の間にプレス成型時にスプリングバックを生じ得る成形材料(セメント材料3)が供給され、固着具挿通用の半貫通穴41を有する成形品を成形する。固定型および可動型のうちのいずれか一方にピン部23を有すると共に、他方にピン部23に対応する対向部13を有し、これらピン部23と対向部13とで半貫通穴41を形成可能である。ピン部23は、固定型と可動型とが型閉されると、ピン部23の先端面24が対向部13に対向するように構成される。型閉された状態の固定型と可動型とが型開されると、可動型が固定型に対し所定寸法離れる方向に移動するまでは、ピン部23の先端面24と対向部13との位置関係が維持され、可動型が固定型に対し、所定寸法離れる方向に移動した後に、ピン部23の先端面24と対向部13とが互いに離れる方向に移動する(相対的に移動する)ように構成されている。
上記実施形態および上記変形例の成形型は、上型1が可動型、下型2が固定型であったが、下型2が可動型、上型1が可動型であってもよく、特に限定されない。また、成形型が横方向に型開するように構成されてもよい。
13 対向部
2 下型(一方の型)
23 ピン部
24 先端面
3 セメント材料(成形材料)
41 半貫通穴
Claims (4)
- プレス成型用の少なくとも対向する二面の型を備え、これら二面の型の間に、プレス成型時にスプリングバックを生じるセメント材料又は樹脂材料からなる成形材料が供給され、半貫通穴を有する成形品を成形する成形型であって、
前記二面の型のうちのいずれか一方の型にピン部を有すると共に、他方の型に前記ピン部に対応する対向部を有し、前記ピン部の全体又は長さ方向の一部が弾性体により構成されるか、前記対向部が弾性体により構成されるか、又は、前記一方の型に形成された有底の挿通穴に前記ピン部としてのスライドピンがスライド可能に取り付けられて前記挿通穴の底面に設けられたコイルばねにより前記他方の型の方向に付勢されており、
前記ピン部は、
前記二面の型が型閉されると、前記ピン部の先端面が前記対向部に対向するように構成され、
型閉された状態の前記二面の型が型開されると、前記一方の型が前記他方の型に対し相対的に所定寸法離れるまでは前記ピン部の先端面と前記対向部との位置関係が維持され、前記一方の型が前記他方の型に対し相対的に所定寸法離れた後に、前記ピン部の先端面と前記対向部とが互いに離れる方向に移動するように構成されている
ことを特徴とする成形型。 - 前記二面の型が型閉されると、前記ピン部の先端面が前記対向部に接触するように構成されている
ことを特徴とする請求項1記載の成形型。 - 前記ピン部の少なくとも先端部が前記弾性体である
ことを特徴とする請求項1または2に記載の成形型。 - プレス成型用の少なくとも対向する二面の型で、これら二面の型の間にプレス成型時にスプリングバックを生じるセメント材料又は樹脂材料からなる成形材料が供給され、半貫通穴を有する成形品を製造する製造方法であって、
前記二面の型は、いずれか一方の型にピン部を有すると共に、他方の型に前記ピン部に対応する対向部を有し、これらピン部と対向部とで前記半貫通穴を形成可能に構成されており、
前記二面の型の間に前記成形材料を供給する供給工程と、
前記二面の型を型閉し、前記ピン部の先端面と前記対向部とを対向させる型閉工程と、
前記型閉工程の後、前記成形材料が硬化する前に、前記ピン部の先端面と前記対向部とが対向した位置関係を維持しながら、前記一方の型と前記他方の型とを相対的に所定寸法離れる方向に移動させた後に、前記ピン部の先端面と前記対向部とを互いに離れる方向に移動させる型開工程とを備えている
ことを特徴とする半貫通穴を有する成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016165772A JP6806496B2 (ja) | 2016-08-26 | 2016-08-26 | 成形型および半貫通穴を有する成形品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016165772A JP6806496B2 (ja) | 2016-08-26 | 2016-08-26 | 成形型および半貫通穴を有する成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018030343A JP2018030343A (ja) | 2018-03-01 |
| JP6806496B2 true JP6806496B2 (ja) | 2021-01-06 |
Family
ID=61304340
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016165772A Active JP6806496B2 (ja) | 2016-08-26 | 2016-08-26 | 成形型および半貫通穴を有する成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6806496B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS474939Y1 (ja) * | 1968-05-13 | 1972-02-21 | ||
| JPH06182736A (ja) * | 1992-12-17 | 1994-07-05 | Sekisui Chem Co Ltd | セメントプレス成形用金型 |
| JPH081629A (ja) * | 1994-06-24 | 1996-01-09 | Inax Corp | タイルの乾式成形方法 |
| JPH10296499A (ja) * | 1997-04-30 | 1998-11-10 | Kyocera Corp | 圧粉体のプレス成形方法とそのプレス成形金型 |
| JP2000006125A (ja) * | 1998-06-23 | 2000-01-11 | Sekisui Chem Co Ltd | セメント成形体のプレス成形用金型 |
| EP2778801B1 (fr) * | 2013-03-11 | 2019-06-05 | Comadur S.A. | Coussinet comportant des premier et deuxième éléments fonctionnels sur deux faces distinctes |
-
2016
- 2016-08-26 JP JP2016165772A patent/JP6806496B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018030343A (ja) | 2018-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204953640U (zh) | 一种带顶料的异型冲孔机构 | |
| KR20180087422A (ko) | 프레스 성형품의 제조 방법 및 프레스 장치 | |
| TWI353346B (ja) | ||
| BR102015012974A2 (pt) | método para a fabricação de uma peça de resina automotiva e dispositivo de fabricação da peça de resina automotiva | |
| CN206796455U (zh) | 一种强脱模二次顶出机构 | |
| CN209697836U (zh) | 防形变冲压模具 | |
| CN111531039A (zh) | 一种用于拉伸成型的模具及其成型方法 | |
| JP6806496B2 (ja) | 成形型および半貫通穴を有する成形品の製造方法 | |
| CN103551460B (zh) | 一种冲压件整形模具 | |
| CN201373825Y (zh) | 一种精冲成形实验模具 | |
| CN210907704U (zh) | 一种汽车第五横梁上板的加工模具 | |
| JP2011156750A (ja) | 側溝付き部材の成形装置 | |
| JP5047910B2 (ja) | フィルムのトリミング方法及びトリミング装置 | |
| CN204149443U (zh) | 母模防粘结构 | |
| JP2002361639A (ja) | 成形金型の型開方法およびその装置 | |
| JP5851379B2 (ja) | 射出圧縮成形用金型 | |
| CN102085699A (zh) | 可调式强力开闭器 | |
| CN105945131B (zh) | 内高压侧面冲孔模具装置 | |
| JPWO2020017579A1 (ja) | 射出成形用金型、および成形品の製造方法 | |
| CN203779800U (zh) | 母模斜抽芯滑块结构 | |
| CN212288577U (zh) | 模具分型面合模顺序控制装置 | |
| CN216938038U (zh) | 一种汽车零部件用下模的安装结构 | |
| CN116133301B (zh) | 外观部件、家用电器、模具及其开模方法 | |
| JP4925127B2 (ja) | 加圧成形手段を備えた射出金型 | |
| CN102189625A (zh) | 外置式拉杆顶出机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20190701 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190708 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200728 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200928 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201204 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6806496 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |