JP7173401B2 - 複合繊維 - Google Patents
複合繊維 Download PDFInfo
- Publication number
- JP7173401B2 JP7173401B2 JP2022510765A JP2022510765A JP7173401B2 JP 7173401 B2 JP7173401 B2 JP 7173401B2 JP 2022510765 A JP2022510765 A JP 2022510765A JP 2022510765 A JP2022510765 A JP 2022510765A JP 7173401 B2 JP7173401 B2 JP 7173401B2
- Authority
- JP
- Japan
- Prior art keywords
- sheath
- core
- fiber
- composite fiber
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2027—Metallic material
- B01D39/2041—Metallic material the material being filamentary or fibrous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2068—Other inorganic materials, e.g. ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2068—Other inorganic materials, e.g. ceramics
- B01D39/2082—Other inorganic materials, e.g. ceramics the material being filamentary or fibrous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B03—SEPARATION OF SOLID MATERIALS USING LIQUIDS OR USING PNEUMATIC TABLES OR JIGS; MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C—MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C3/00—Separating dispersed particles from gases or vapour, e.g. air, by electrostatic effect
- B03C3/34—Constructional details or accessories or operation thereof
- B03C3/40—Electrode constructions
- B03C3/45—Collecting-electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B03—SEPARATION OF SOLID MATERIALS USING LIQUIDS OR USING PNEUMATIC TABLES OR JIGS; MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C—MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C3/00—Separating dispersed particles from gases or vapour, e.g. air, by electrostatic effect
- B03C3/34—Constructional details or accessories or operation thereof
- B03C3/40—Electrode constructions
- B03C3/60—Use of special materials other than liquids
- B03C3/62—Use of special materials other than liquids ceramics
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/09—Addition of substances to the spinning solution or to the melt for making electroconductive or anti-static filaments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/18—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from other substances
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F9/00—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments
- D01F9/08—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments of inorganic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0216—Bicomponent or multicomponent fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0216—Bicomponent or multicomponent fibres
- B01D2239/0233—Island-in-sea
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0241—Types of fibres, filaments or particles, self-supporting or supported materials comprising electrically conductive fibres or particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/04—Additives and treatments of the filtering material
- B01D2239/0435—Electret
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/04—Additives and treatments of the filtering material
- B01D2239/0442—Antimicrobial, antibacterial, antifungal additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B03—SEPARATION OF SOLID MATERIALS USING LIQUIDS OR USING PNEUMATIC TABLES OR JIGS; MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C—MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C3/00—Separating dispersed particles from gases or vapour, e.g. air, by electrostatic effect
- B03C3/28—Plant or installations without electricity supply, e.g. using electrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B03—SEPARATION OF SOLID MATERIALS USING LIQUIDS OR USING PNEUMATIC TABLES OR JIGS; MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C—MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C3/00—Separating dispersed particles from gases or vapour, e.g. air, by electrostatic effect
- B03C3/34—Constructional details or accessories or operation thereof
- B03C3/40—Electrode constructions
- B03C3/60—Use of special materials other than liquids
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/02—Heat treatment
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/02—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from cellulose, cellulose derivatives, or proteins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/10—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one other macromolecular compound obtained by reactions only involving carbon-to-carbon unsaturated bonds as constituent
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/02—Inorganic fibres based on oxides or oxide ceramics, e.g. silicates
- D10B2101/08—Ceramic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/20—Metallic fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/16—Physical properties antistatic; conductive
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/04—Filters
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Textile Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Multicomponent Fibers (AREA)
- Inorganic Fibers (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Description
本開示において「複合繊維」とは、概して、異なる2種類以上の材料から構成され得る繊維を意味する。本開示の複合繊維では、以下にて詳しく説明する「芯鞘構造」の「芯部」と「鞘部」とがそれぞれ別々の材料(又は主成分)から構成されていることを意味する。
例えば図1に示す通り、鞘部2は、複合繊維10の芯部1を同心円状に覆う部分であってもよい(図1(B)参照)。本開示の複合繊維において鞘部の形状は図示する形態に限定されるものではない。
本開示の複合繊維では、このような材料を芯鞘構造の鞘部に使用することで高い機械的強度や破壊靭性を鞘部に与えるとともに電荷保持能力の発現・制御などの電子物性を繊維に与えることができる。
また、本開示の複合繊維において、芯部と鞘部の重量比(芯部/鞘部)に特に制限はなく、例えば1/99~99/1の範囲内である。
本発明の一実施形態に係る複合繊維を図1に示す。本発明は図示する実施形態に限定されるものではない。
すなわち、このように本開示の複合繊維では繊維表面(鞘表面)のどの部分を測定しても表面電位が片側極性を示すことから表面電荷は片側極性に偏在、もしくは片側極性が優勢であると言える。
このようなことから本開示の複合繊維では繊維表面において静電気力が打ち消されず、エレクトレットの電気的特性が向上する。
また、本発明によれば表面電位の極性や大きさなどを制御することができることから所望の繊維(特にエレクトレット繊維)を設計することができる。
(a)エレクトレット化された複合繊維10を固定する工程(ステップ)
(b)複合繊維10の芯部1をアース接続またはGND接続する工程(ステップ)
(c)電気力顕微鏡(EFM)により複合繊維10の表面電位を測定する工程(ステップ)
工程(a)では、エレクトレット化された複合繊維10を固定する。例えば、複合繊維10の両端を剛体の治具で挟むことで複合繊維10を固定することができる。このとき複合繊維10に張力をかけてもよい。
工程(b)では、複合繊維10の芯部1をアース接続またはGND接続する。尚、この工程は、工程(a)の前に行ってもよい。
工程(c)では、電気力顕微鏡(EFM)により複合繊維10の表面電位(鞘部2の表面電位)を測定する。例えば、電気力顕微鏡のプローブが複合繊維10の軸方向(A-A’方向)および周方向(B-B’方向)の両方を走査することで鞘部2の表面電位を表面全域にわたって測定することができる。
本開示の複合繊維は少なくとも「芯部」と「鞘部」とを含み、この「芯部」と「鞘部」が一体的に互いに隣接して形成または製造されることが好ましい。
本開示の複合繊維は糸として用いてもよい。糸として、例えば、複数の繊維を単に引きそろえただけの糸(引きそろえ糸)であってもよく、撚りをかけた糸(撚り合わせ糸)であってもよい。尚、撚り合わせ方法に特に制限はなく、従来公知の方法を使用することができる。本開示の複合繊維は、このような糸の状態でエレクトレット化してもよい。
実施例1では、以下の「芯部用の金属線」および「鞘部用のペースト」を用いて図1に示す形状の複合繊維を作製した。
<芯部用の金属線>
芯部用の金属線として銅線(Cu)を準備した(直径:0.1mm)。
<鞘部用のペースト>
アパタイト/ポリアミドイミド系材料(樹脂)(体積比率:20/80)を湿式混合することによって鞘部用のペーストを調製した。
実施例2では本開示の複合繊維から構成されるエレクトレットフィルタを模した表面電位の測定サンプルを作製し、その表面電位を測定した。
図4に示す通り、本開示の複合繊維の芯部に対応し得る金属層(又は導電層)21の両面に鞘部に対応し得るセラミック層22(22a、22b)が配置された表面電位の測定サンプル20(円盤形状、直径:8mm)を作製した。
尚、図4(A)は測定サンプル20の概略斜視図であり、図4(B)は測定サンプル20の概略断面図である(直径部分の積層方向での断面を示す)。
例えば図5に示す通り、測定サンプル20を2つの電極(30A(アルミニウム(Al)の負極(-))、30B(アルミニウム(Al)の正極(+)))の間に配置した。このとき、セラミック層(HAp)22aと負極(Al)30Aとの間には、サブ電極層31aとして銅箔(銅テープ)および絶縁層32としてシリコーンゴムのフィルムを配置した。セラミック層(HAp)22bと正極(Al)30Bとの間にはサブ電極層31bとして銅箔(銅テープ)を配置した。また、測定サンプル20の金属層(Cu)21は、負極(Al)30Aと電気的に接続されていた。
電界印加条件
温度 :200℃
電圧 :1000V
電界強度:10kV/cm
印加時間:1時間
「サンプルA」および「サンプルB」について、金属層21をアース接続した後、それぞれ表面電位を測定した。
具体的には、測定サンプル20の上面から3mmの間隔をあけて、図6(上面図)に示す9箇所の測定ポイント1~9で電位計(川口電機製作所製、S2002A)を用いて各ポイントでの電位を測定した。また、測定サンプル20の下面から3mmの間隔をあけて同様に表面電位を測定ポイント1~9において測定した。
尚、測定ポイントの間隔は等しく、3mmであった。
「サンプルA」では、上下面のいずれにおいても、測定ポイント1~9において正(+)の電位のみを示した(上面:細線、下面:太線)。
「サンプルB」では、上下面のいずれにおいても、測定ポイント1~9において負(-)の電位のみを示した(上面:細線、下面:太線)。
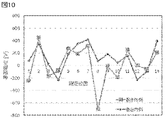
比較用のエレクトレットフィルタとして「3Mフィルタレット」(空気清浄フィルタ[エアコン用])を準備した。
図9に示すように、巻き内側の14箇所(1cm間隔)および巻き外側の14箇所(1cm間隔)(図示せず)において電位計(川口電機製作所製、S2002A)を用いて各ポイントで電位を測定した(表面からの距離:3mm)。結果を図10に示す。
実施例3では、以下の「芯部用のペースト」および「鞘部用のペースト」を用いて図1に示す形状と同様の形状を有する複合繊維(サンプル)40を作製した(図11参照)。
芯部用ペーストは、プラチナ(Pt)粉末と、バインダー樹脂と、有機溶剤とを含んで成る。プラチナ(Pt)粉末の平均粒径は1.0μmのものを用いた。バインダ-樹脂として、例えば、ブチルカルビトールに樹脂を溶解した樹脂溶液が用いられる。ブチルカルビトールに溶解される樹脂としては、例えば、エチルセルロース、セルロースアセテートブチレート等が用いられる。
芯部用ペーストの調製に当たっては、プラチナ(Pt)粉末(平均粒径1.0μm)を50重量部と、ブチルカルビトールにエチルセルロースを10重量部溶解した樹脂溶液と、残部としてブチルカルビトールとを調合し、ボールミルにより芯部用ペーストを調製した。
鞘部用ペーストは、ハイドロキシアパタイト(HAp)粉末と、ポリビニルブチラール系バインダー樹脂と、トルエンなどの有機溶剤とを含んで成る。ハイドロキシアパタイトの平均粒径は300nmのものを用いた。
鞘部用ペーストの調製に当たっては、ハイドロキシアパタイト(平均粒径300nm)を82重量部と、ポリビニルブチラールを18重量部と、トルエンとを調合し、ボールミルにより鞘部用ペーストを調製した。
芯部用ペーストおよび鞘部用ペーストを用いて二重ノズルを通して同心円状に芯部用ペーストと鞘部用ペーストとが配置された円形断面を有する「複合繊維前駆体」を作製した(中心部:芯部用ペースト、外側部:鞘部用ペースト、断面積比(金属(Pt)/セラミック(HAp)):1/1)。
「複合繊維前駆体」を以下の条件で焼成することで芯部41と鞘部42とが互いに隣接して成る複合繊維(サンプル)40を製造した(図11参照)(芯部41の直径:0.1mm、鞘部42の厚み:0.1mm)。
空気中300℃、10時間の条件で脱脂処理した後、空気中、トップ温度1400℃、2時間の条件で焼成した。
図12に示す通り、複合繊維(サンプル)40の鞘部電極44として銅箔(銅テープ)および絶縁体43としてシリコーンゴムのフィルムを配置した。複合繊維40の芯部(Pt)41に負極を接続し、鞘部電極44に正極を接続し、以下の電界印加条件で複合繊維40に電界を印加してエレクトレット化を行った。本実施例では、鞘部(HAp)42を正(+)に帯電させた。
温度 :200℃
電圧 :2000V
印加時間:1時間
複合繊維(サンプル)40から絶縁体43および鞘部電極44を取り外した後、芯部41をアース接続して複合繊維40の表面電位を測定した。具体的には複合繊維40の外周から3mmの間隔をあけて図13に示す周方向の4箇所の測定ポイント1~4(90°間隔)(上下左右)において電位計(川口電機製作所製、S2002A)を用いて電位を測定した。
複合繊維40では、測定ポイント1~4において、上下左右のいずれにおいても、正(+)の電位のみを示した。

比較例2では、以下の「芯部用の金属線」および「従来のエレクトレットフィルタ」を用いて図1に示す形状に類似した形状を有する比較用の複合繊維を作製した。
<芯部用の金属線>
芯部用の金属線として銅線(Cu)を準備した(直径:0.1mm)。
<従来のエレクトレットフィルタ>
エレクトレットフィルタとして「3Mフィルタレット」(空気清浄フィルタ[エアコン用])を準備した。
芯部(銅線(Cu))をアース接続(GND接続)した後、電位計(川口電機製作所製、S2002A)を用いて繊維の軸方向に沿って14箇所(1cm間隔)において表面電位を測定した(表面からの距離:3mm)。
図10に示す結果と同様にエレクトレットフィルタの巻き外側および巻き内側のいずれの面においても正の電位と負の電位とが混在していることがわかった。
また、本発明によると繊維の電気的特性が向上するのでエレクトレットフィルタなどに使用した場合、使用する繊維の量を低減することができ、ひいてはフィルタの目詰まり(圧力損失)などを改善することもできる。
また、本開示の複合繊維は、糸、布(例えば、織物、編物、不織布)などに加工して使用することができる。
本開示の複合繊維は、糸、布として、あるいはフィルタ、特にエレクトレットフィルタとして使用することができる。
2,102,202 鞘部
10,40 複合繊維
20 測定サンプル
21 金属層(または導電層)
22 セラミック層
30 電極
31 サブ電極層
32 絶縁層
41 芯部(Pt)
42 鞘部(HAp)
43 絶縁体
44 鞘部電極
100 従来の複合繊維
200 従来の他の複合繊維
Claims (7)
- 芯部と該芯部を覆う鞘部とを有して成る芯鞘構造を有する複合繊維であって、
前記芯部が金(Au)、銀(Ag)、銅(Cu)、鉄(Fe)、アルミニウム(Al)、ニッケル(Ni)、パラジウム(Pd)およびプラチナ(Pt)からなる群から選択される少なくとも一種の焼結体である金属または、カーボンブラック、アセチレンブラック、ケッチェンブラック、ナノカーボン材、金、銀、プラチナ、ニッケル、銅、亜鉛、アルミニウム、スズ、マンガン、ステンレス、酸化スズ、酸化インジウム、酸化亜鉛、酸化亜鉛ニッケル、マグネシウム、タングステン、コバルト、クロム、チタンからなる群から選択される少なくとも一種の焼結体である導電性材を含んで成り、
前記鞘部が酸化アルミニウム、酸化ジルコニウム、リン酸三カルシウム、アパタイトからなる群から選択される少なくとも一種の焼結体であるセラミック成分を含んで成るセラミック鞘部であり、
前記芯部および前記鞘部がいずれも焼結体を含んで成り、
前記芯部がアース接続されている場合、前記鞘部の表面全域にわたって前記鞘部が正または負のいずれか一方の表面電位のみを示す、エレクトレット繊維である複合繊維。 - 前記セラミック成分がアパタイトである、請求項1に記載の複合繊維。
- 前記セラミック鞘部がアパタイト単体あるいはアパタイトと樹脂とのコンポジットから構成されている、請求項1または2に記載の複合繊維。
- 前記アパタイトが、フルオロアパタイト、クロロアパタイトおよびハイドロキシアパタイトからなる群から選択される少なくとも1種である、請求項2または3に記載の複合繊維。
- 前記導電性材が導電性フィラーと樹脂とのコンポジットである、請求項1~4のいずれかに記載の複合繊維。
- エレクトレットフィルタに用いられる、請求項1~5のいずれかに記載の複合繊維。
- 請求項1~6のいずれかに記載の複合繊維を含む、エレクトレットフィルタ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020056313 | 2020-03-26 | ||
| JP2020056313 | 2020-03-26 | ||
| PCT/JP2021/013033 WO2021193957A1 (ja) | 2020-03-26 | 2021-03-26 | 複合繊維 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2021193957A1 JPWO2021193957A1 (ja) | 2021-09-30 |
| JPWO2021193957A5 JPWO2021193957A5 (ja) | 2022-06-10 |
| JP7173401B2 true JP7173401B2 (ja) | 2022-11-16 |
Family
ID=77892297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022510765A Active JP7173401B2 (ja) | 2020-03-26 | 2021-03-26 | 複合繊維 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12472451B2 (ja) |
| JP (1) | JP7173401B2 (ja) |
| CN (1) | CN115362287A (ja) |
| WO (1) | WO2021193957A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7409363B2 (ja) * | 2021-09-24 | 2024-01-09 | 株式会社村田製作所 | 複合繊維 |
| CN119998506A (zh) * | 2022-10-04 | 2025-05-13 | 株式会社村田制作所 | 复合纤维 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000096344A (ja) | 1998-09-16 | 2000-04-04 | Kuraray Co Ltd | 消臭性熱融着性繊維 |
| JP2007124276A (ja) | 2005-10-28 | 2007-05-17 | Nagamine Seisakusho:Kk | 圧電ファイバおよびそれを用いた非破壊検査方法 |
| JP2018104878A (ja) | 2011-08-30 | 2018-07-05 | コーネル・ユニバーシティーCornell University | 金属およびセラミックのナノファイバー |
| WO2019151330A1 (ja) | 2018-02-01 | 2019-08-08 | 株式会社村田製作所 | 機能性繊維及びその機能性繊維を含む繊維製品 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5921964B2 (ja) * | 1977-04-13 | 1984-05-23 | ダスキンフランチヤイズ株式会社 | エレクトレツト化繊維 |
| AU503665B1 (en) * | 1977-08-08 | 1979-09-13 | Kanebo Limited | Conductive composite filaments |
| CA1158816A (en) * | 1980-06-06 | 1983-12-20 | Kazuo Okamoto | Conductive composite filaments and methods for producing said composite filaments |
| JPS6021966A (ja) * | 1983-07-12 | 1985-02-04 | カネボウ株式会社 | 研摩用纎維の製造方法 |
| US4743505A (en) * | 1985-08-27 | 1988-05-10 | Teijin Limited | Electroconductive composite fiber and process for preparation thereof |
| JPH06104952B2 (ja) | 1988-05-24 | 1994-12-21 | 東レ株式会社 | エレクトレット繊維及びその製造方法 |
| JPH0812425A (ja) * | 1994-06-29 | 1996-01-16 | Matsushita Electric Works Ltd | ジルコニア系複合セラミック焼結体及びその製法 |
| JP3420699B2 (ja) * | 1998-04-30 | 2003-06-30 | 萩原工業株式会社 | 機能性エアフィルタ |
| US6420026B1 (en) * | 1999-09-21 | 2002-07-16 | Kabushiki Kaisha Erubu | Composite filament, process for the production of the same, and heat fused article |
| KR100665980B1 (ko) * | 1999-11-30 | 2007-01-10 | 가부시키가이샤 에루부 | 복합성형물 및 그 제조방법 |
| JP4779242B2 (ja) | 2001-06-20 | 2011-09-28 | 東レ株式会社 | エレクトレット繊維シート |
| US8815328B2 (en) * | 2005-01-04 | 2014-08-26 | Rutgers, The State University Of New Jersey | Hydroxyapatite with controllable size and morphology |
| CN101331251B (zh) * | 2005-10-21 | 2012-12-05 | 可乐丽股份有限公司 | 导电性复合纤维及其制备方法 |
| WO2008103821A2 (en) * | 2007-02-23 | 2008-08-28 | Donaldson Company, Inc. | Formed filter element |
| CN102144058B (zh) * | 2008-09-04 | 2012-07-11 | 大和纺控股株式会社 | 纤维集合物、导电性基材与纤维集合物的复合体以及它们的制造方法 |
| KR101142854B1 (ko) * | 2009-12-23 | 2012-05-08 | 한국과학기술연구원 | 나노섬유 및 그 제조방법 |
| US9102570B2 (en) * | 2011-04-22 | 2015-08-11 | Cornell University | Process of making metal and ceramic nanofibers |
| CN102836642B (zh) * | 2011-06-22 | 2015-04-01 | 南京髙谦功能材料科技有限公司 | 一种多孔陶瓷—金属复合膜材料的制备方法 |
| US9078205B2 (en) | 2012-03-09 | 2015-07-07 | Qualcomm Incorporated | Methods and apparatus for enabling non-destaggered channel estimation |
| WO2014103667A1 (ja) * | 2012-12-28 | 2014-07-03 | 日本バイリーン株式会社 | 機能性不織布及びその製造方法 |
| JP6007139B2 (ja) * | 2013-03-15 | 2016-10-12 | 出光興産株式会社 | 不織布及び繊維製品 |
| EP2897245B1 (en) | 2014-01-17 | 2017-07-26 | General Electric Technology GmbH | Multi-terminal DC electrical network |
| US20170173213A1 (en) * | 2014-03-10 | 2017-06-22 | University Of Rochester | Polarized hydroxyapatite films and methods of making and using same |
| TWI780036B (zh) * | 2015-12-25 | 2022-10-11 | 日商三井化學股份有限公司 | 壓電基材、壓電織物、壓電編物、壓電裝置、力感測器、致動器及生物資訊取得裝置 |
| JP6890223B2 (ja) | 2017-02-24 | 2021-06-18 | パナソニックIpマネジメント株式会社 | 帯電繊維及び帯電繊維の製造方法 |
| WO2019189334A1 (ja) * | 2018-03-28 | 2019-10-03 | 株式会社村田製作所 | 帯電繊維、帯電フィルタ、物質吸着材、および空気清浄機 |
| WO2021193956A1 (ja) | 2020-03-26 | 2021-09-30 | 株式会社村田製作所 | 複合繊維 |
| JP2025130320A (ja) * | 2024-02-27 | 2025-09-08 | 東洋電装株式会社 | スイッチ装置および車両 |
-
2021
- 2021-03-26 WO PCT/JP2021/013033 patent/WO2021193957A1/ja not_active Ceased
- 2021-03-26 JP JP2022510765A patent/JP7173401B2/ja active Active
- 2021-03-26 CN CN202180023409.3A patent/CN115362287A/zh active Pending
-
2022
- 2022-09-16 US US17/932,863 patent/US12472451B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000096344A (ja) | 1998-09-16 | 2000-04-04 | Kuraray Co Ltd | 消臭性熱融着性繊維 |
| JP2007124276A (ja) | 2005-10-28 | 2007-05-17 | Nagamine Seisakusho:Kk | 圧電ファイバおよびそれを用いた非破壊検査方法 |
| JP2018104878A (ja) | 2011-08-30 | 2018-07-05 | コーネル・ユニバーシティーCornell University | 金属およびセラミックのナノファイバー |
| WO2019151330A1 (ja) | 2018-02-01 | 2019-08-08 | 株式会社村田製作所 | 機能性繊維及びその機能性繊維を含む繊維製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021193957A1 (ja) | 2021-09-30 |
| WO2021193957A1 (ja) | 2021-09-30 |
| CN115362287A (zh) | 2022-11-18 |
| US12472451B2 (en) | 2025-11-18 |
| US20230017656A1 (en) | 2023-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7173401B2 (ja) | 複合繊維 | |
| DE2950941C2 (de) | Leitfähige Fasern enthaltende Reinigungsvorrichtung in einer elektrostatographischen Kopiermaschine | |
| Zhou et al. | Layer-by-layer assembly of MXene and carbon nanotubes on electrospun polymer films for flexible energy storage | |
| DE2902545C2 (de) | Faden mit Leitschichten | |
| KR100947892B1 (ko) | 나노그레인/나노입자의 네트워크 구조를 가진도체금속산화물 막을 이용한 전도성전극, 이의 제조방법 및이를 이용한 수퍼캐패시터 | |
| EP2106466A2 (de) | Partikelmodifizierte nano- und mesofasern | |
| KR101843400B1 (ko) | 필름 히터용 전극 조성물, 필름 히터용 배선 기판, 이를 이용한 필름 히터 및 이의 제조 방법 | |
| CN1924131A (zh) | 导电的、可弹性伸长的混合纱线,其制造方法和具有这种混合纱线的纺织产品 | |
| CN114728227B (zh) | 空气净化用过滤器 | |
| JP2006069141A (ja) | 複合繊維構造体およびその製造方法 | |
| DE112020004076T5 (de) | Druckwellenerzeugungselement und verfahren zur herstellung desselben | |
| JPH01292116A (ja) | 導電性繊維及びその製造法 | |
| KR20190071149A (ko) | 메탈염 환원 효과를 이용한 나노섬유의 무전해 도금용 Ag촉매 제어 금속코팅방법 및 투명전극 제조 방법 | |
| US20260061697A1 (en) | Graphene Coated Polymer Particulate Powder | |
| TW202103344A (zh) | 壓電感測器及壓電感測器的製造方法 | |
| JP2006069142A (ja) | 複合繊維構造体およびその製造方法 | |
| WO2009043818A1 (de) | Hilfsmittel zur elektrischen kontaktierung von hochtemperatur-brennstoffzellen und verfahren zu dessen herstellung | |
| WO2009053121A1 (de) | Textiles flächengebilde für einen fahrzeugsitzbezug | |
| KR102328434B1 (ko) | 전자파 차폐 의류 | |
| EP2252180B1 (de) | Textiles flächengebilde für bettsysteme | |
| DE102004045009B4 (de) | Elektrisches Bauelement und dessen Verwendung | |
| RU2079584C1 (ru) | Электропроводящее бикомпонентное волокно | |
| JP5848878B2 (ja) | Cnt入り樹脂繊維およびこれを用いた不織布とその製造方法 | |
| EP2764562A1 (de) | Batterie mit faser- oder fadenförmiger elektrode | |
| Su et al. | Improving the Surface Performance of Electrospun Air Filter Paper Using Multi-walled Carbon Nanotubes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220415 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220415 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20220415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220628 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7173401 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |