JP7190848B2 - 枠体及び枠体の製造方法 - Google Patents
枠体及び枠体の製造方法 Download PDFInfo
- Publication number
- JP7190848B2 JP7190848B2 JP2018169599A JP2018169599A JP7190848B2 JP 7190848 B2 JP7190848 B2 JP 7190848B2 JP 2018169599 A JP2018169599 A JP 2018169599A JP 2018169599 A JP2018169599 A JP 2018169599A JP 7190848 B2 JP7190848 B2 JP 7190848B2
- Authority
- JP
- Japan
- Prior art keywords
- frame
- vertical
- vertical frame
- horizontal
- adhesive member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Joining Of Corner Units Of Frames Or Wings (AREA)
- Wing Frames And Configurations (AREA)
Description
前記縦枠と前記横枠とを、前記表層部材と同色の接着部材を介して連結した枠体の製造方法であって、隣接する前記縦枠または前記横枠の少なくとも一方の端面に前記接着部材を配置する接着部材配置工程と、前記縦枠及び前記横枠の端面を加熱する加熱工程と、前記縦枠と前記横枠とを当接し、圧着して前記縦枠と前記横枠とを溶着して連結する連結工程と、を備える。
この場合、より均一、かつ、安定した状態で縦枠と横枠とを接着させることができる。
本発明の一実施形態に係る障子(枠体)10について、図1から図14を参照して説明する。
図1に示すように、本実施形態に係る建具1は、例えば、辷り出し窓であり、壁部2に形成された開口部に設けられている。建具1は、開口部に沿って設けられた四方枠状の開口枠体40と、開口枠体40の内側に室内外方向に開閉可能に設けられた障子10とを備えている。
本実施形態においては、建具1に設けられた障子10を用いて説明を行うが、本願発明は辷り出し窓に限られず、引違い窓、開き窓などに使用される障子や開口枠体にも適用可能である。
以下の説明において、室外側と室内側とを結ぶ方向を室内外方向とし、壁部2に取り付けられた建具1を室内側から見たときに、上下となる方向を上下方向、左右となる方向を左右方向とする。
図2に示すように、戸先側縦框13、吊元側縦框14、上框15及び下框16は、それぞれ基材13A、14A、15A、16Aと、表層部材20と、を有している。例えば、図3に示すように、戸先側縦框13は、基材13Aと表層部材20とを有し、上框15は、基材15Aと表層部材20とを有している。
図1に示すように、戸先側縦框13には、室内側にレバーハンドル6が設けられている。レバーハンドル6は、障子10に設けられた施錠機構(不図示)の施錠状態と解錠状態とを切り替えるように構成されている。
各框を構成する基材13A~基材16Aは、表層部材20と異なる色によって形成されている。本実施形態では、基材13A~16Aは、例えば白色であり、表層部材20は、黒色である。
接着部材30は、表層部材20と同じ色によって形成されている。すなわち、本実施形態においては、接着部材30は黒色である。なお、表層部材20と接着部材30との色が同じ色であればよいため、基材13A~16A、表層部材20、接着部材30の色は任意である。
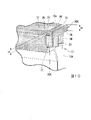
図3に示すように、各上框15、下框16、戸先側縦框13及び吊元側縦框14は、中空部S2を有している。図3及び図4に示すように、接着部材30は、表層部材20に沿って延びる第1接着部(第1延在部)31と、障子10の側面10bに沿って延びる突出部32と、第1接着部31に直交して延びる第2接着部(第2延在部)38と、中空部S2に挿入される第1片33及び第2片34とを有している。接着部材30は、第1接着部31と突出部32とにより、L字状に形成されている。接着部材30の第1接着部31は、障子10の表面10a側に露出している。接着部材30の突出部32は、障子10の側面10b側に露出している。
まず、連結前の框体11及び接着部材30Aの構成について説明する。各框の端部の構造は同じであるため、戸先側縦框13を例に挙げて説明する。
図6に示すように、戸先側縦框13には、両端部13a,13bに沿って段部17が形成されている。段部17は、表層部材20及び戸先側縦框13を内側に(厚み方向に)切り欠かれることによって形成されている。段部17の突出寸法は、数ミリ程度である。
図7に示すように、戸先側縦框13の側面の端部13fには、切欠部13eが形成されている。切欠部13eは、戸先側縦框13の側面の端部13fの室内外方向における中央部分を含んだ位置に形成されている。すなわち、戸先側縦框13の側面の端部13fの上部及び下部(側部)131を残して切り欠かれている。
図8に示すように、溶着前の接着部材30Aは、第1接着部31Aと、第1接着部31Aに直交する方向に延びる突出部32Aと、第1片33及び第2片34とを備えている。また、図9に示すように、第1片33及び第2片34は、突出部32Aの延在方向に延びるとともに、第1接着部31A及び突出部32Aの延在方向に直交する方向に突出する板状部材である。また、第1片33及び第2片34は、第1接着部31の延在方向に沿って間隔をあけて設けられている。
さらに、接着部材30Aには、第1接着部31A及び突出部32Aの延在方向に直交する方向に突起した突起部35が設けられている。突起部35は、第1接着部31Aの上部に第1接着部31Aの延在方向に沿って延びている。突起部35は、第1片33及び第2片34と間隔をあけて設けられている。これにより、突起部35と第1片33及び第2片34との間には窪み36が形成される。この窪み36は、戸先側縦框13に形成された段部17に当接(載置)可能である。
また、図7に示すように、切欠部13eの室内外方向における寸法をL3とし、図9に示すように、突出部32Aの延在方向における寸法をL4とすると、突出部32Aの寸法L4の方が小さく形成されている。これにより、接着部材30Aを溶着した際、接着部材30Aが切欠部13eに埋まるように構成されている。
図10及び図13に示すように、接着部材30Aにおいて、戸先側縦框13及び上框15の板厚の寸法L5に比べて、接着部材30Aの第2接着部38の厚みの寸法L6の方が厚く形成されている。また、図11に示すように、第1片33及び第2片34が中空部S2に入り込み、接着部材30Aと戸先側縦框13とが篏合する。
接着部材30Aにおいて、基材13Aの板厚の寸法L5に比べて、接着部材30Aの第2接着部38の厚みの寸法L6の方が厚く形成されているため、第2接着部38は、図14に示すように、基材13A~基材16Aの下面に回り込む。これにより、隣接する框間の接合面積が広くなるので、接着強度が増すことになり、框間同士が強固に連結される。
また、隣接する上框15の両端部15a,15b、下框16の両端部16a,16b、戸先側縦框13の両端部13a,13b及び吊元側縦框14の両端部14a,14bのそれぞれに接着部材30を配置しているため、より均一、かつ、安定した状態で框同士を接着させることができる。
さらに、接着部材30Aが、第1片33及び第2片34を有しているため、框同士をより強固に連結することができる。
また、表層部材20は、框体11の表面11a及び側面11bを覆っている構成としたが、少なくとも框体11の表面11aを覆っていればよい。
表層部材20は、框体11の室外側の表面11aに設けられた構成としたが、框体11の室内側の表面に表層部材20を設けてもよく、室内側と室外側の両方の表面に表層部材20が設けられていてもよい。
また、各框に段部を設けていない構成であってもよい。各框が段部を設けていなくても各框間に接着部材を設けることにより框体11が障子10の表面10aから露出するのを防ぐことができる。
切欠部13eは必ずしも形成されていなくてもよい。
10 障子(枠体)
11 框体(基材)
11a 框体の表面
13 戸先側縦框(縦枠)
13e 切欠部
14 吊元側縦框(縦枠)
15 上框(上枠)
16 下框(下枠)
17、18 段部
20 表層部材
30,30A 接着部材
31,31A 第1接着部(第1延在部)
38 第2接着部(第2延在部)
40 開口枠体(枠体)
Claims (7)
- 上下方向に延びる一対の縦枠及び一対の前記縦枠と直交する方向に延びる一対の横枠を四方枠状に連結してなり、
前記縦枠及び前記横枠は、基材と、前記基材の表面に形成され前記基材とは異なる色の表層部材と、を有し、
前記縦枠と前記横枠とは、前記表層部材と同色であって熱溶着された接着部材を介して連結されていることを特徴とする枠体。 - 前記縦枠または前記横枠は内部に中空部を有し、
前記接着部材は、前記表層部材に沿って延びる第1延在部と、前記第1延在部に直交して延びるとともに、前記縦枠及び前記横枠の板厚よりも厚い第2延在部とを有する請求項1に記載の枠体。 - 前記縦枠または前記横枠の少なくとも一方の端面には、前記表層部材よりも前記縦枠または前記横枠の内部側に形成されるとともに、隣接する前記縦枠または前記横枠の他方側に向かって突出する段部が設けられ、
前記接着部材は前記段部を覆うように設けられる
請求項1または請求項2に記載の枠体。 - 前記縦枠と前記横枠とを突き当てて形成された角部の外周側において、
前記縦枠または前記横枠のうち少なくとも一方の端部には、側部と、底部と、を有する凹状の切欠き部が形成され、
前記切欠き部には、前記接着部材が設けられ、
前記側部は前記縦枠または前記横枠のうちの他方と連結されている請求項1から3のいずれか一項に記載の枠体。 - 上下方向に延びる一対の縦枠及び一対の前記縦枠と直交する方向に延びる一対の横枠とを四方枠状に連結してなり、
前記縦枠及び前記横枠は、基材と、前記基材の表面に形成され前記基材とは異なる色の表層部材と、を有し、
前記縦枠と前記横枠とを、前記表層部材と同色の接着部材を介して連結した枠体の製造方法であって、
隣接する前記縦枠または前記横枠の少なくとも一方の端面に前記接着部材を配置する接着部材配置工程と、
前記縦枠及び前記横枠の端面を加熱する加熱工程と、
前記縦枠と前記横枠とを当接し、圧着して前記縦枠と前記横枠とを溶着して連結する連結工程と、
を備える枠体の製造方法。 - 前記接着部材配置工程において、前記縦枠の両端面及び前記横枠の両端面に前記接着部材を設置する
請求項5に記載の枠体の製造方法。 - 前記縦枠または前記横枠の少なくとも一方の端面には、前記基材の表面よりも前記縦枠または前記横枠の内部側に形成されるとともに、隣接する前記縦枠または前記横枠の他方側に向かって突出する段部が設けられ、
前記接着部材には、前記段部に当接可能な窪みが形成され、
前記接着部材配置工程において、前記接着部材の前記窪みが、前記段部を覆うように設けられる
請求項5または請求項6に記載の枠体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018169599A JP7190848B2 (ja) | 2018-09-11 | 2018-09-11 | 枠体及び枠体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018169599A JP7190848B2 (ja) | 2018-09-11 | 2018-09-11 | 枠体及び枠体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020041330A JP2020041330A (ja) | 2020-03-19 |
| JP7190848B2 true JP7190848B2 (ja) | 2022-12-16 |
Family
ID=69797905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018169599A Active JP7190848B2 (ja) | 2018-09-11 | 2018-09-11 | 枠体及び枠体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7190848B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7668633B2 (ja) * | 2020-11-20 | 2025-04-25 | 株式会社Lixil | 建具枠 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000160950A (ja) | 1998-11-25 | 2000-06-13 | Sekisui House Ltd | アルミ形材の接合機構 |
| JP2010150819A (ja) | 2008-12-25 | 2010-07-08 | Ykk Ap株式会社 | 枠体の製造方法、障子、および、建具 |
| JP2010164163A (ja) | 2009-01-16 | 2010-07-29 | Tomoegawa Paper Co Ltd | 継手部材 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4859648A (ja) * | 1971-11-27 | 1973-08-21 | ||
| JPS5616777U (ja) * | 1979-07-16 | 1981-02-13 | ||
| JPS56125987U (ja) * | 1980-02-27 | 1981-09-25 | ||
| JP4068024B2 (ja) * | 2003-07-22 | 2008-03-26 | セントラル硝子株式会社 | グレチャン付き複層ガラス |
| JP5089675B2 (ja) * | 2009-12-02 | 2012-12-05 | 株式会社エクセルシャノン | 窓枠 |
| JP5845032B2 (ja) * | 2011-09-26 | 2016-01-20 | 大建工業株式会社 | 化粧材の製造方法 |
| JP6134215B2 (ja) * | 2013-06-29 | 2017-05-24 | 三協立山株式会社 | 障子の製造方法 |
-
2018
- 2018-09-11 JP JP2018169599A patent/JP7190848B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000160950A (ja) | 1998-11-25 | 2000-06-13 | Sekisui House Ltd | アルミ形材の接合機構 |
| JP2010150819A (ja) | 2008-12-25 | 2010-07-08 | Ykk Ap株式会社 | 枠体の製造方法、障子、および、建具 |
| JP2010164163A (ja) | 2009-01-16 | 2010-07-29 | Tomoegawa Paper Co Ltd | 継手部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020041330A (ja) | 2020-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8500945B2 (en) | Framing corner joint and method of manufacture | |
| US20220024148A1 (en) | Manufacturing Method of Resin Frame | |
| JP7190848B2 (ja) | 枠体及び枠体の製造方法 | |
| JPH03176584A (ja) | 合成樹脂製窓枠およびその製造方法 | |
| KR102511894B1 (ko) | 차량 히터용 히트 로드 조립체 및 제조방법 | |
| EP2085558B1 (en) | Method for manufacturing a plastic casing, window or door | |
| JP5919584B2 (ja) | 入隅部における外壁材の接合構造及び接合用ジョイナー | |
| AU774417B2 (en) | Construction system | |
| KR101707048B1 (ko) | 방화문의 제조 방법 | |
| JP7185204B2 (ja) | 障子の製造方法 | |
| KR101576524B1 (ko) | 방화문 | |
| JP2019217665A (ja) | 樹脂枠の製造方法および樹脂枠 | |
| KR19980072998A (ko) | 창틀골재 연결구 | |
| JP7595450B2 (ja) | 枠体の製造方法 | |
| JP3987883B2 (ja) | 建築物の外壁構造 | |
| JP2001123756A (ja) | 開口部装置 | |
| JP6262280B2 (ja) | 建具 | |
| KR200183388Y1 (ko) | 피.브이.씨 창호 조립용 조이너 | |
| JPH079997Y2 (ja) | 開口部枠 | |
| JP7623841B2 (ja) | 框組構造体及び建具 | |
| JPH0235990Y2 (ja) | ||
| CN111219123A (zh) | 复合材料窗的制造方法 | |
| JP2898893B2 (ja) | 建築用パネル | |
| JP6603354B2 (ja) | 建具 | |
| JP6603353B2 (ja) | 建具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20210120 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210728 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7190848 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |