JP7205706B2 - 積層体製造装置、及び、積層体の製造方法 - Google Patents
積層体製造装置、及び、積層体の製造方法 Download PDFInfo
- Publication number
- JP7205706B2 JP7205706B2 JP2021550328A JP2021550328A JP7205706B2 JP 7205706 B2 JP7205706 B2 JP 7205706B2 JP 2021550328 A JP2021550328 A JP 2021550328A JP 2021550328 A JP2021550328 A JP 2021550328A JP 7205706 B2 JP7205706 B2 JP 7205706B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer film
- heat
- laminate
- resistant polymer
- coupling agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/60—Formation of materials, e.g. in the shape of layers or pillars of insulating materials
- H10P14/68—Organic materials, e.g. photoresists
- H10P14/683—Organic materials, e.g. photoresists carbon-based polymeric organic materials, e.g. polyimides, poly cyclobutene or PVC
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/02—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material
- B29C63/024—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material the sheet or web-like material being supported by a moving carriage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/02—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/52—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive
- B29C65/522—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive by spraying, e.g. by flame spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7888—Means for handling of moving sheets or webs
- B29C65/7894—Means for handling of moving sheets or webs of continuously moving sheets or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8253—Testing the joint by the use of waves or particle radiation, e.g. visual examination, scanning electron microscopy, or X-rays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/022—Mechanical pre-treatments, e.g. reshaping
- B29C66/0222—Mechanical pre-treatments, e.g. reshaping without removal of material, e.g. cleaning by air blowing or using brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/45—Joining of substantially the whole surface of the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/746—Joining plastics material to non-plastics material to inorganic materials not provided for in groups B29C66/742 - B29C66/744
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
- B29C66/83413—Roller, cylinder or drum types cooperating rollers, cylinders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/0009—After-treatment of articles without altering their shape; Apparatus therefor using liquids, e.g. solvents, swelling agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0038—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving application of liquid to the layers prior to lamination, e.g. wet laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/162—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/12—Chemical modification
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
- G09F9/30—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/60—Formation of materials, e.g. in the shape of layers or pillars of insulating materials
- H10P14/63—Formation of materials, e.g. in the shape of layers or pillars of insulating materials characterised by the formation processes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/60—Formation of materials, e.g. in the shape of layers or pillars of insulating materials
- H10P14/63—Formation of materials, e.g. in the shape of layers or pillars of insulating materials characterised by the formation processes
- H10P14/6326—Deposition processes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/60—Formation of materials, e.g. in the shape of layers or pillars of insulating materials
- H10P14/65—Formation of materials, e.g. in the shape of layers or pillars of insulating materials characterised by treatments performed before or after the formation of the materials
- H10P14/6502—Formation of materials, e.g. in the shape of layers or pillars of insulating materials characterised by treatments performed before or after the formation of the materials of treatments performed before formation of the materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/60—Formation of materials, e.g. in the shape of layers or pillars of insulating materials
- H10P14/68—Organic materials, e.g. photoresists
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0402—Apparatus for fluid treatment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0402—Apparatus for fluid treatment
- H10P72/0406—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like
- H10P72/0411—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like for wet cleaning or washing
- H10P72/0414—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like for wet cleaning or washing using mainly spraying means, e.g. nozzles
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0448—Apparatus for applying a liquid, a resin, an ink or the like
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/33—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations into and out of processing chamber
- H10P72/3314—Continuous loading and unloading into and out of a processing chamber, e.g. transporting belts within processing chambers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P95/00—Generic processes or apparatus for manufacture or treatments not covered by the other groups of this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/0009—After-treatment of articles without altering their shape; Apparatus therefor using liquids, e.g. solvents, swelling agents
- B29C2071/0045—Washing using non-reactive liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/92—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/929—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools characterized by specific pressure, force, mechanical power or displacement values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
- B32B2037/243—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/14—Semiconductor wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Toxicology (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Fluid Mechanics (AREA)
- Inorganic Chemistry (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Ceramic Capacitors (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
このような事情に鑑み、フレキシブルな基板上に機能素子を形成した、いわゆるフレキシブル電子デバイスを製造するための、高分子フィルムと支持体との積層体として、耐熱性に優れ強靭で薄膜化が可能なポリイミドフィルムを、シランカップリング剤を介して支持体に貼り合わせた積層体が提案されている(例えば、特許文献1~3参照)。
しかしながら、大面積な積層体を製造する際に、積層体全体において均一な接着強度にコントロールすることは極めて難しい。
第1のシートを搬送する第1のシート搬送装置と、
シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に、水性媒体を供給する水供給装置と、
水性媒体が供給された後の第1のシートと第2のシートとを貼り合わせるラミネート装置と
を備えることを特徴とする。
しかしながら、前記構成によれば、シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に水性媒体が供給された状態で、第1のシートと第2のシートとを貼り合わせることができる。
シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に水性媒体が供給されると、シランカップリング剤の少なくとも一部が水性媒体に溶解した状態となる。そのため、貼り合わせの直前にシランカップリング剤層を平坦化することができる。より具体的には、貼り合わせの際に、水性媒体を接着面から外に押し出しながらラミネートすることができるため、第1のシートないし第2のシート間の余分なシランカップリング剤を除去することができ、シランカップリング剤の量は、第1のシート、第2のシートの少なくともいずれかの表面に親和力で配位した必要最低限の量にコントロールされる。その結果、接着強度を均一にコントロールすることができる。また、シランカップリング剤の少なくとも一部が水性媒体に溶解した状態で貼り合わせを行うことができるため、接着強度を向上させることができる。
第1のシートと第2のシートとを有する積層体の製造方法であって、
シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に、水性媒体を供給する工程A、及び、
水性媒体が供給された後の第1のシートと第2のシートとを貼り合わせる工程B
を有することを特徴とする。
シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に水性媒体が供給されると、シランカップリング剤の少なくとも一部が水性媒体に溶解した状態となる。そのため、貼り合わせの直前にシランカップリング剤層を平坦化することができる。より具体的には、貼り合わせの際に、水性媒体を接着面から外に押し出しながらラミネートすることができるため、第1のシートないし第2のシート間の余分なシランカップリング剤を除去することができ、シランカップリング剤の量は、第1のシート、第2のシートの少なくともいずれかの表面に親和力で配位した必要最低限の量にコントロールされる。その結果、接着強度を均一にコントロールすることができる。また、シランカップリング剤の少なくとも一部が水性媒体に溶解した状態で貼り合わせを行うことができるため、接着強度を向上させることができる。
第1のシートを搬送する第1のシート搬送装置と、
シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に、水性媒体を供給する水供給装置と、
水性媒体が供給された後の第1のシートと第2のシートとを貼り合わせるラミネート装置とを備える。
また、本実施形態に係る積層体の製造方法は、
第1のシートと第2のシートとを有する積層体の製造方法であって、
シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に、水性媒体を供給する工程A、及び、
水性媒体が供給された後の第1のシートと第2のシートとを貼り合わせる工程B
を有する。
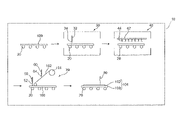
第1実施形態に係る積層体製造装置は、以下の構成を有する。
(1)無機基板を搬送する無機基板搬送装置と、
シランカップリング剤が塗布された無機基板の表面、及び/又は、シランカップリング剤が塗布された耐熱高分子フィルムの表面に、水性媒体を供給する水供給装置と、
水性媒体が供給された後の無機基板と耐熱高分子フィルムとを貼り合わせるラミネート装置と
を備える積層体製造装置。
(2)シランカップリング剤を無機基板へ塗布する塗布装置
を備える(1)に記載の積層体製造装置。
(3)水性媒体が供給される前の無機基板を洗浄する無機基板洗浄装置
を備える(1)又は(2)に記載の積層体製造装置。
(4)水性媒体が供給される前の耐熱高分子フィルムを洗浄するフィルム洗浄装置
を備える(1)~(3)のいずれか1に記載の積層体製造装置。
(5)前記ラミネート装置によって貼り合わせられた無機基板と耐熱高分子フィルムとの積層体の外観を検査する外観検査装置
を備える(1)~(4)のいずれか1に記載の積層体製造装置。
(6)前記外観検査装置により外観不良と判定された積層体から耐熱性高分子フィルムを剥離する剥離装置
を備える(5)に記載の積層体製造装置。
(7)前記無機基板搬送装置は、電気駆動式のローラコンベアである(1)~(6)のいずれか1に記載の積層体製造装置。
(8)前記耐熱高分子フィルムは、長方形であり、面積が0.65m2以上であり、一辺が少なくとも700mm以上である(1)~(7)のいずれか1に記載の積層体製造装置。
(9)前記ラミネート装置の押し圧力が0.5MPa以下である(1)~(8)のいずれか1に記載の積層体製造装置。
第1実施形態に係る積層体の製造方法は、以下の構成を有する。
(10)無機基板、及び、耐熱高分子フィルムをこの順で有する積層体の製造方法であって、
シランカップリング剤が塗布された無機基板の表面、及び/又は、シランカップリング剤が塗布された耐熱高分子フィルムの表面に、水性媒体を供給する工程A、及び、
水性媒体が供給された後の無機基板と耐熱高分子フィルムとを貼り合わせる工程B
を有する積層体の製造方法。
(11)前記工程Aの前に、シランカップリング剤を無機基板へ塗布する工程X-1
を有する(10)に記載の積層体の製造方法。
(12)前記工程A及び前記工程X-1の前に、無機基板を洗浄する工程X-2
を有する(11)に記載の積層体の製造方法。
(13)前記工程Aの前に、耐熱高分子フィルムを洗浄する工程X-3
を有する(10)~(12)のいずれか1に記載の積層体の製造方法。
(14)前記工程Bの後、貼り合わせられた無機基板と耐熱高分子フィルムとの積層体の外観を検査する工程X-4
を有する(10)~(13)のいずれか1に記載の積層体の製造方法。
(15)前記工程X-4により外観不良と判定された積層体から耐熱性高分子フィルムを剥離する工程X-5
を有する(14)に記載の積層体の製造方法。
(16)前記耐熱高分子フィルムは、長方形であり、面積が0.65m2以上であり、一辺が少なくとも700mm以上である(10)~(15)のいずれか1に記載の積層体の製造方法。
(17)工程Bにおける押し圧力が0.5MPa以下である(10)~(16)のいずれか1に記載の積層体の製造方法。
前記押し圧力の下限は特に限されないが、0.1MPa以上であることが好ましい。0.1MPa以上であると、密着しない部分が生じることや、接着が不充分になることを防止できる。加圧の際の温度としては、好ましくは10℃~60℃、より好ましくは20℃~40℃である。温度が高すぎると、水性溶液が気化して泡を発生するおそれがあり、高分子フィルムにダメージを与えるおそれがあり、温度が低すぎると、密着力が弱くなる傾向がある。特段に温度コントロールをしない室温(室温付近)で実施することでも問題ない。
その後、高温処理(無加圧での高温処理)あるいは高温加圧を行う。前記高温加圧時の押し圧力は、0.5MPa以下が好ましい。前記高温処理時、及び、高温加圧時の温度としては、例えば、80℃以上、より好ましくは100~250℃、さらに好ましくは120~220℃、特に好ましくは90℃~140℃である。高温加圧を行うことにより、密着界面の化学反応が促進されて高分子フィルムと無機基板とを積層できる。
加圧加熱処理に使用することができる装置としては、真空中でのプレスを行うには、例えば井元製作所製の「11FD」等を使用でき、真空中でのロール式のフィルムラミネーターあるいは真空にした後に薄いゴム膜によりガラス全面に一度に圧力を加えるフィルムラミネーター等の真空ラミネートを行うには、例えば名機製作所製の「MVLP」等を使用できる。
また、上述した実施形態では、シランカップリング剤を無機基板へ塗布する塗布装置40を備える場合について説明したが、本発明ではシランカップリング剤を第1のシート(無機基板)へ塗布する塗布装置を備えなくてもよい。この場合、例えば、予めシランカップリング剤が塗布された第1のシート(無機基板)を用いることとすればよい。
無機基板、及び、耐熱高分子フィルムをこの順で有する積層体の製造方法であって、
シランカップリング剤が塗布された無機基板の表面に、水性媒体を供給する工程A、及び、
水性媒体が供給された後の無機基板と耐熱高分子フィルムとを貼り合わせる工程B
を少なくとも有する。
無機基板を洗浄する工程X-2、
工程X-2の後にシランカップリング剤を無機基板へ塗布する工程X-1
耐熱高分子フィルムを洗浄する工程X-3
前記工程Bの後、貼り合わせられた無機基板と耐熱高分子フィルムとの積層体の外観を検査する工程X-4、及び、
前記工程X-4により外観不良と判定された積層体から耐熱性高分子フィルムを剥離する工程X-5とを有することが好ましい。
また、上述した実施形態では、シランカップリング剤を無機基板へ塗布する場合について説明したが、本発明ではシランカップリング剤を第1のシート(無機基板)へ塗布する工程を備えなくてもよい。この場合、例えば、予めシランカップリング剤が塗布された第1のシート(無機基板)を用いることとすればよい。
前記高分子フィルムのなかでも好ましくは、所謂スーパーエンジニアリングプラスチックを用いたフィルムであり、より具体的には、芳香族ポリイミドフィルム、芳香族ポリアミドフィルム、芳香族ポリアミドイミドフィルム、芳香族ポリベンゾオキサゾールフィルム、芳香族ポリベンゾチアゾールフィルム、芳香族ポリベンゾイミダゾールフィルム等が挙げられる。
前記脂環式ジアミン類としては、例えば、1,4-ジアミノシクロヘキサン、4,4’-メチレンビス(2,6-ジメチルシクロヘキシルアミン)等が挙げられる。
芳香族ジアミン類以外のジアミン(脂肪族ジアミン類および脂環式ジアミン類)の合計量は、全ジアミン類の20質量%以下が好ましく、より好ましくは10質量%以下、さらに好ましくは5質量%以下である。換言すれば、芳香族ジアミン類は全ジアミン類の80質量%以上が好ましく、より好ましくは90質量%以上、さらに好ましくは95質量%以上である。
脂環式テトラカルボン酸類は、透明性を重視する場合には、例えば、全テトラカルボン酸類の80質量%以上が好ましく、より好ましくは90質量%以上、さらに好ましくは95質量%以上である。
芳香族テトラカルボン酸類は、耐熱性を重視する場合には、例えば、全テトラカルボン酸類の80質量%以上が好ましく、より好ましくは90質量%以上、さらに好ましくは95質量%以上である。
本明細書において、表面活性化処理とは、乾式、ないし湿式の表面処理である。乾式処理としては、紫外線、電子線、X線などの活性エネルギー線を表面に照射する処理、コロナ処理、真空プラズマ処理、常圧プラズマ処理、火炎処理、イトロ処理等を用いることが出来る。湿式処理としては、フィルム表面を酸ないしアルカリ溶液に接触させる処理を例示できる。好ましく用いられる表面活性化処理は、プラズマ処理であり、プラズマ処理と湿式の酸処理の組み合わせである。
また、Arガスを使ったプラズマでは純粋に物理的な衝突の影響が表面では起こり、この場合も表面の荒れが大きくなる。これら総合的に考えると、マイクロ波プラズマ処理、マイクロ波ECRプラズマ処理、高いエネルギーのイオンを打ち込みやすいイオン源によるプラズマ照射、PBII法なども望ましい。
プラズマ処理においては耐熱高分子フィルム表面をエッチングする効果も得ることが出来る。特に滑剤粒子を比較的多く含む耐熱高分子フィルムにおいては、滑剤による突起が、フィルム同士の接着を阻害する場合がある。この場合、プラズマ処理によって耐熱高分子フィルム表面を薄くエッチングし、滑剤粒子の一部を露出せしめた上で、フッ酸にて処理を行えば、フィルム表面近傍の滑剤粒子を除去することが可能である。
フィルムの厚さ斑(%)
=100×(最大フィルム厚-最小フィルム厚)÷平均フィルム厚
積層体製造装置10によれば、シランカップリング剤の少なくとも一部が水性媒体に溶解した状態で貼り合わせを行うことができるため、耐熱高分子フィルムが大型(長方形であり、面積が0.65m2以上であり、一辺が少なくとも700mm以上)であっても、接着強度を均一にすることができる。
本実施形態では構成元素として窒素を含まない無機基板が好ましく用いられる。
本実施形態で用いられるシランカップリング剤は、特に限定されないが、アミノ基を有するカップリング剤を含むことが好ましい。
前記シランカップリング剤の好ましい具体例としては、N-2-(アミノエチル)-3-アミノプロピルメチルジメトキシシラン、N-2-(アミノエチル)-3-アミノプロピルトリメトキシシラン、N-2-(アミノエチル)-3-アミノプロピルトリエトキシシラン、3-アミノプロピルトリメトキシシラン、3-アミノプロピルトリエトキシシラン、3-トリエトキシシリル-N-(1,3-ジメチル-ブチリデン)プロピルアミン、N-フェニル-3-アミノプロピルトリメトキシシラン、N-(ビニルベンジル)-2-アミノエチル-3-アミノプロピルトリメトキシシラン塩酸塩、アミノフェニルトリメトキシシラン、アミノフェネチルトリメトキシシラン、アミノフェニルアミノメチルフェネチルトリメトキシシランなどが挙げられる。
シランカップリング剤を加温する環境は、加圧下、常圧下、減圧下のいずれでも構わないが、シランカップリング剤の気化を促進する場合には常圧下ないし減圧下が好ましい。多くのシランカップリング剤は可燃性液体であるため、密閉容器内にて、好ましくは容器内を不活性ガスで置換した後に気化作業を行うことが好ましい。
前記無機基板をシランカップリング剤に暴露する時間は特に制限されないが、20時間以内が好ましく、より好ましくは60分以内、さらに好ましくは15分以内、最も好ましくは1分以内である。
前記無機基板をシランカップリング剤に暴露する間の前記無機基板の温度は、シランカップリング剤の種類と、求めるシランカップリング剤層の厚さにより-50℃から200℃の間の適正な温度に制御することが好ましい。
なお、水性媒体として水ないしアルコールを含んだ液体を用いた場合にはシランカップリング剤の反応促進にも寄与する。
水性媒体が供給された後の無機基板と耐熱高分子フィルムとの貼り合わせには、ラミネート装置70を用いて行う方法が挙げられる。
前記高分子フィルムに切り込みを入れる方法としては、刃物などの切削具によって高分子フィルムを切断する方法や、レーザーと積層体を相対的にスキャンさせることにより高分子フィルムを切断する方法、ウォータージェットと積層体を相対的にスキャンさせることにより高分子フィルムを切断する方法、半導体チップのダイシング装置により若干ガラス層まで切り込みつつ高分子フィルムを切断する方法などがあるが、特に方法は限定されるものではない。例えば、上述した方法を採用するにあたり、切削具に超音波を重畳させたり、往復動作や上下動作などを付け加えて切削性能を向上させる等の手法を適宜採用することもできる。
また、剥離する部分に予め別の補強基材を貼りつけて、補強基材ごと剥離する方法も有用である。剥離するフレキシブル電子デバイスが、表示デバイスのバックプレーンである場合、あらかじめ表示デバイスのフロントプレーンを貼りつけて、無機基板上で一体化した後に両者を同時に剥がし、フレキシブルな表示デバイスを得ることも可能である。
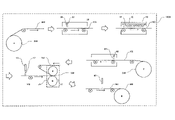
第2実施形態に係る積層体ロール製造装置は、以下の構成を有する。
(1)金属箔を搬送する金属箔搬送装置と、
シランカップリング剤が塗布された金属箔の表面、及び/又は、シランカップリング剤が塗布された耐熱高分子フィルムの表面に、水性媒体を供給する水供給装置と、
一方または双方が水性媒体が供給された後である金属箔と耐熱高分子フィルムとを貼り合わせるロールラミネート装置と
を備える積層体ロール製造装置。
(2)シランカップリング剤を金属箔へ塗布する塗布装置
を備える(1)に記載の積層体ロール製造装置。
(3)水性媒体が供給される前の金属箔を洗浄する金属箔洗浄装置
を備える(1)又は(2)に記載の積層体ロール製造装置。
(4)水性媒体が供給される前の耐熱高分子フィルムを洗浄するフィルム洗浄装置
を備える(1)~(3)に記載の積層体ロール製造装置。
(5)前記耐熱高分子フィルムは、幅が700mm以上である(1)~(4)のいずれか1に記載の積層体ロール製造装置。
(6)前記ロールラミネート装置の押し圧力が0.5MPa以下である(1)~(5)のいずれか1に記載の積層体ロール製造装置。
第2実施形態に係る積層体のロールの製造方法は、以下の構成を有する。
(7)金属箔と耐熱高分子フィルムとの積層体のロールの製造方法であって、
シランカップリング剤が塗布された金属箔の表面、及び/又は、シランカップリング剤が塗布された耐熱高分子フィルムの表面に、水性媒体を供給する工程A、及び、
一方または双方が水性媒体が供給された後である金属箔と耐熱高分子フィルムとを貼り合わせる工程B
を有する積層体ロールの製造方法。
(8)前記工程Aの前に、シランカップリング剤を金属箔へ塗布する工程X-1
を有する(7)に記載の積層体ロールの製造方法。
(9)前記工程Aの前に、金属箔を洗浄する工程X-2
を有する(7)又は(8)に記載の積層体ロールの製造方法。
(10)前記工程Aの前に、耐熱高分子フィルムを洗浄する工程X-3
を有する(7)~(9)のいずれか1に記載の積層体ロールの製造方法。
(11)前記工程Bの後、貼り合わせられた金属箔と耐熱高分子フィルムとの積層体ロールの外観を検査する工程X-4
を有する(7)~(10)のいずれか1に記載の積層体ロールの製造方法。
(12)前記工程X-4により外観不良と判定された積層体ロールから耐熱性高分子フィルムを剥離する工程X-5
を有する(11)に記載の積層体ロールの製造方法。
(13)工程Bにおける押し圧力が0.5MPa以下である(7)~(12)のいずれか1に記載の積層体ロールの製造方法。
前記押し圧力の下限は特に限定されないが、0.1MPa以上であることが好ましい。0.1MPa以上であると、密着しない部分が生じることや、接着が不充分になることを防止できる。加圧の際の温度としては、好ましくは10℃~60℃、より好ましくは20℃~40℃である。温度が高すぎると、水性溶液が気化して泡を発生するおそれがあり、高分子フィルムにダメージを与えるおそれがあり、温度が低すぎると、密着力が弱くなる傾向がある。特にコントロールせず室温付近で実施することで問題ない。その後に、高温のラミネーション加圧の際の温度としては、好ましくは80℃~250℃、より好ましくは90℃~140℃である。
加圧加熱処理に使用することができる装置としては、真空中でのプレスを行うには、、真空中でのロール式のフィルムラミネーターあるいは真空にした後に薄いゴム膜によりガラス全面に一度に圧力を加えるフィルムラミネーター等の真空ラミネートを行うには、例えば名機製作所製の「MVLP」等を使用できる。
また、上述した実施形態では、シランカップリング剤を金属箔へ塗布する塗布装置40を備える場合について説明したが、本発明ではシランカップリング剤を第1のシート(金属箔)へ塗布する塗布装置を備えなくてもよい。この場合、例えば、予めシランカップリング剤が塗布された第1のシート(金属箔)を用いることとすればよい。
このようにして得られた金属箔と耐熱高分子フィルムの積層体は、巻き取られることにより積層体ロール400となる。
金属箔、及び、耐熱高分子フィルムをこの順で有する積層体ロールの製造方法であって、
シランカップリング剤が塗布された金属箔の表面に、水性媒体を供給する工程A、及び、
水性媒体が供給された後の金属箔と耐熱高分子フィルムとを貼り合わせる工程Bを少なくとも有する。
金属箔を洗浄する工程X-2、
工程X-2の後にシランカップリング剤を金属箔へ塗布する工程X-1
耐熱高分子フィルムを洗浄する工程X-3
前記工程Bの後、貼り合わせられた金属箔と耐熱高分子フィルムとの積層体の外観を検査する工程X-4、及び、
前記工程X-4により外観不良と判定された積層体から耐熱性高分子フィルムを剥離する工程X-5とを有することが好ましい。
また、上述した実施形態では、シランカップリング剤を金属箔へ塗布する場合について説明したが、本発明ではシランカップリング剤を第1のシート(金属箔)へ塗布する工程を備えなくてもよい。この場合、例えば、予めシランカップリング剤が塗布された第1のシート(金属箔)を用いることとすればよい。
積層体製造装置1000によれば、シランカップリング剤の少なくとも一部が水性媒体に溶解した状態で貼り合わせを行うことができるため、耐熱高分子フィルムが大型(幅が少なくとも700mm以上で、長さは10m以上)であっても、接着強度を均一にすることができる。
第3実施形態に係る耐熱高分子フィルム積層体製造装置は、以下の構成を有する。
(1)第1の耐熱高分子フィルムを搬送するフィルム搬送装置と、
シランカップリング剤が塗布された第1の耐熱高分子フィルムの表面、及び/又は、シランカップリング剤が塗布された第2の耐熱高分子フィルムの表面に、水性媒体を供給する水供給装置と、
前記第1の耐熱高分子フィルム及び前記第2の耐熱高分子フィルムの一方または双方に水性媒体を供給した後、前記第1の耐熱高分子フィルムと前記第2の耐熱高分子フィルムとを貼り合わせるラミネート装置と
を備える耐熱高分子フィルム積層体製造装置。
(2)シランカップリング剤を第1の耐熱高分子フィルムへ塗布する塗布装置を備える(1)に記載の耐熱高分子フィルム積層体製造装置。
(3)水性媒体が供給される前の第1の耐熱高分子フィルムを洗浄する第1の耐熱高分子フィルム洗浄装置を備える(1)又は(2)に記載の耐熱高分子フィルム積層体製造装置。
(4)水性媒体が供給される前の第2の耐熱高分子フィルムを洗浄する第2の耐熱高分子フィルム洗浄装置を備える(1)~(3)のいずれか1に記載の耐熱高分子フィルム積層体製造装置。
(5)前記第2の耐熱高分子フィルムは、幅が90mm以上である(1)~(4)のいずれか1に記載の耐熱高分子フィルム積層体製造装置。
(6)前記ラミネート装置の押し圧力が0.2MPa以上である(1)~(5)のいずれか1に記載の耐熱高分子フィルム積層体製造装置。
第3実施形態に係る耐熱高分子フィルム積層体の製造方法は、以下の構成を有する。
(7)第1の耐熱高分子フィルムと第2の耐熱高分子フィルムとの耐熱高分子フィルム積層体の製造方法であって、
シランカップリング剤が塗布された第1の耐熱高分子フィルムの表面、及び/又は、シランカップリング剤が塗布された第2の耐熱高分子フィルムの表面に、水性媒体を供給する工程A、及び、
前記第1の耐熱高分子フィルム及び前記第2の耐熱高分子フィルムの一方または双方に水性媒体を供給した後、前記第1の耐熱高分子フィルムと前記第2の耐熱高分子フィルムとを貼り合わせる工程B
を有する耐熱高分子フィルム積層体の製造方法。
(8)前記工程Aの前に、シランカップリング剤を第1の耐熱高分子フィルムへ塗布する工程X-1を有する(7)に記載の耐熱高分子フィルム積層体の製造方法。
(9)前記工程Aの前に、第1の耐熱高分子フィルムを洗浄する工程X-2を有する(7)又は(8)に記載の耐熱高分子フィルム積層体の製造方法。
(10)前記工程Aの前に、第2の耐熱高分子フィルムを洗浄する工程X-3を有する(7)~(9)のいずれか1に記載の耐熱高分子フィルム積層体の製造方法。
(11)前記工程Bの後、貼り合わせられた第1の耐熱高分子フィルムと第2の耐熱高分子フィルムとの耐熱高分子フィルム積層体の外観を検査する工程X-4有する(7)~(10)のいずれか1に記載の耐熱高分子フィルム積層体の製造方法。
(11)工程Bにおける押し圧力が0.2MPa以上である(7)~(11)のいずれか1に記載の耐熱高分子フィルム積層体の製造方法。
前記押し圧力の下限は特に限定されないが、0.5MPa以上であることが好ましい。0.5MPa以上であると、密着しない部分が生じることや、接着が不充分になることを防止できる。加圧の際の温度としては、好ましくは10℃~60℃、より好ましくは20℃~40℃である。温度が高すぎると、水性溶液が気化して泡を発生するおそれがあり、高分子フィルムにダメージを与えるおそれがあり、温度が低すぎると、密着力が弱くなる傾向がある。特にコントロールせず室温付近で実施することで問題ない。その後に、高温のラミネーション加圧の際の温度としては、好ましくは80℃~250℃、より好ましくは90℃~200℃である。
加圧加熱処理に使用することができる装置としては、真空中でのプレスを行うには、真空中でのロール式のフィルムラミネーターを使用することができる。あるいは真空にした後に薄いゴム膜によりガラス全面に一度に圧力を加えるフィルムラミネーター等の真空ラミネートを行うには、例えば名機製作所製の「MVLP」等を使用できる。
また、上述した実施形態では、シランカップリング剤を第1の耐熱高分子フィルムへ塗布する塗布装置40を備える場合について説明したが、本発明ではシランカップリング剤を第1のシート(第1の耐熱高分子フィルム)へ塗布する塗布装置を備えなくてもよい。この場合、例えば、予めシランカップリング剤が塗布された第1のシート(第1の耐熱高分子フィルム)を用いることとすればよい。
このようにして得られた第1の耐熱高分子フィルムと第2の耐熱高分子フィルムとの積層体は、巻き取られることにより積層体ロール400となる。
第1の耐熱高分子フィルム、及び、第2の耐熱高分子フィルムをこの順で有する積層体の製造方法であって、
シランカップリング剤が塗布された第1の耐熱高分子フィルムの表面、及び/又は、シランカップリング剤が塗布された第2の耐熱高分子フィルムの表面に、水性媒体を供給する工程A、及び、
水性媒体が供給された後の第1の耐熱高分子フィルムと第2の耐熱高分子フィルムとを貼り合わせる工程Bを少なくとも有する。
第1の耐熱高分子フィルムを洗浄する工程X-2、
工程X-2の後にシランカップリング剤を第1の耐熱高分子フィルムへ塗布する工程X-1
第2の耐熱高分子フィルムを洗浄する工程X-3
前記工程Bの後、貼り合わせられた第1の耐熱高分子フィルムと第2の耐熱高分子フィルムとの積層体の外観を検査する工程X-4を有することが好ましい。
また、上述した実施形態では、シランカップリング剤を第1の耐熱高分子フィルムへ塗布する場合について説明したが、本発明ではシランカップリング剤を第1のシート(第1の耐熱高分子フィルム)へ塗布する工程を備えなくてもよい。この場合、例えば、予めシランカップリング剤が塗布された第1のシート(第1の耐熱高分子フィルム)を用いることとすればよい。
積層体製造装置10によれば、シランカップリング剤の少なくとも一部が水性媒体に溶解した状態で貼り合わせを行うことができるため、耐熱高分子フィルムが大型(幅が少なくとも90mm以上で、長さは10m以上)であっても、接着強度を均一にすることができる。
(1)無機基板、アミノ基を含んだシランカップリング剤層、耐熱高分子フィルムを、この順で有する積層体であって、
前記無機基板から前記耐熱高分子フィルムを90°剥離した後の無機基板側の剥離面の窒素元素成分比が2.5原子%以上3.5原子%以下である積層体。
(2)前記積層体から前記耐熱高分子フィルムを剥離する際の90度剥離法による接着強度が、0.05N/cm以上、0.25N/cm以下である(1)に記載の積層体。
(3)前記耐熱高分子フィルムがポリイミドフィルムである(1)又は(2)に記載の積層体。
(4)ブリスター欠点密度が1平方mあたり5か所以下である(1)~(3)のいずれか1に記載の積層体。
(5)前記耐熱高分子フィルムが長方形であり、面積が0.65平方m以上であり、長方形の一辺が少なくとも700mm以上である(1)~(4)のいずれか1に記載の積層体。
ただし、本実施形態に係る積層体は、前記(1)の構成を有するのであれば、前記積層体製造装置で製造される必要はない。
本実施形態に係るシランカップリング剤は、第1実施形態にて説明したシランカップリング剤のうち、アミノ基を有するカップリング剤と同様の構成とすることができる。
しかしながら、本実施形態によれば、この接着強度を、0.05N/cm以上、0.25N/cm以下の範囲に制御可能であり、さらに前記耐熱高分子フィルムと前記無機基板の間のブリスター欠点が生じにくく、面積0.8平方mの長方形で、少なくとも一辺が1m以上ある大面積な積層体を実現でき、さらにこの積層体を用いることにより、大面積のフレキシブル電子デバイスの製造方法を提供することができる。
基板と高分子フィルムとの接着力が経時的に、あるいは、高温プロセスを経た後などに変化するのは、過剰に存在し、未反応だったシランカップリング剤の反応が進むためであると推察されるが、本実施形態に係る積層体製造装置、及び/又は、積層体の製造方法を採用することにより、このような余剰の未反応物を基板とフィルムとの接着界面から排除することができるのである。
前記90度接着強度が0.25N/cm以下であると、機械剥離時にデバイスを破壊することなく剥離できる。
本明細書において、前記90度初期接着強度は、前記積層体を、大気雰囲気下、200℃1時間熱処理した後の無機基板と耐熱高分子フィルムとの間の90度接着強度をいう。
本明細書において、前記熱処理後初期接着強度は、前記積層体を、大気雰囲気下、200℃1時間熱処理した後、さらに、450℃1時間熱処理した後の無機基板と耐熱高分子フィルムとの間の90度接着強度をいう。
無機基板に対して耐熱高分子フィルムを90度の角度で引き剥がす。
5回測定を行い、平均値を測定値とする。
測定温度 ; 室温(25℃)
剥離速度 ; 100mm/min
雰囲気 ; 大気
測定サンプル幅 ; 2.5cm
より詳細には、実施例に記載の方法による。
マイクロメーター(ファインリューフ社製、ミリトロン1245D)を用いて測定した。
高分子フィルムの流れ方向(MD方向)および幅方向(TD方向)にそれぞれ100mm×10mmの短冊状に切り出したものを試験片とした。試験片は、幅方向中央部分から切り出した。引張試験機(島津製作所製、オートグラフ(R)、機種名AG-5000A)を用い、温度25℃、引張速度50mm/分、チャック間距離40mmの条件で、MD方向、TD方向それぞれについて、引張弾性率、引張破断強度及び引張破断伸度を測定した。
高分子フィルムの流れ方向(MD方向)および幅方向(TD方向)において、下記条件にて伸縮率を測定し、30℃~45℃、45℃~60℃のように15℃の間隔での伸縮率/温度を測定し、この測定を300℃まで行い、全測定値の平均値をCTEとして算出した。
機器名 ; MACサイエンス社製TMA4000S
試料長さ ; 20mm
試料幅 ; 2mm
昇温開始温度 ; 25℃
昇温終了温度 ; 400℃
昇温速度 ; 5℃/min
雰囲気 ; アルゴン
積層体の作製で得られた積層体から高分子フィルムを90度剥離法による接着強度を以下の方法で求めた。
無機基板に対してフィルムを90度の角度で引き剥がす。
測定装置 ; 島津製作所社製 オートグラフAG-IS
測定温度 ; 室温(25℃)
剥離速度 ; 100mm/min
雰囲気 ; 大気
測定サンプル幅 ; 2.5cm
なお、測定は積層体の中央部分と、四角からの合計5点について測定し、その平均値を求めた。
本実施例では長径が300μm以上のものをブリスターとして計数した。ブリスターとはウキ欠点または気泡欠点とも呼ばれ、フィルムが基板に接着せずにバブル状に浮き上がっている個所であって、比較的硬い異物を挟むことによりフィルムがテント状に持ち上げられて生じること多い。
本実施例では、無機基板と高分子フィルムとの接着面に焦点を合わせて、積層体を拡大観察し、長径300μm以上のブリスターの個数を、少なくとも
G2(370mm×470mm)サイズ積層体については4枚
G4.5(730mm×920mm)サイズ積層体については2枚
G5(1100mm×1250mm)サイズ積層体については1枚
について計数し、1平方mあたりの個数に換算した。
積層体から高分子フィルムを90°剥離した剥離面50mm×50mmの範囲をESCAにて分析し、無機基板の剥離面に存在する窒素元素の割合を評価した。装置にはK-Alpha+ (Thermo Fisher Scientific社製)を用いた。測定条件は以下のとおりである。なお、解析の際、バックグラウンドの除去はshirley法にて行った。また、表面組成比は3箇所以上の測定結果の平均値とした。
・測定条件
励起X線:モノクロ化Al Kα線
X線出力:12kV、6mA
光電子脱出角度:90°
スポットサイズ:400μmφ
パスエネルギー:50eV
ステップ:0.1eV
窒素導入管、温度計、攪拌棒を備えた反応容器内を窒素置換した後、前記反応容器内に5-アミノ-2-(p-アミノフェニル)ベンゾオキサゾール(DAMBO)223質量部と、N,N-ジメチルアセトアミド4416質量部とを加えて完全に溶解させた。次に、ピロメリット酸二無水物(PMDA)217質量部とともに、コロイダルシリカ(平均粒径:0.08μm)をジメチルアセトアミドに分散させたスノーテックス(DMAC-ST30、日産化学工業製)をコロイダルシリカがポリアミド酸溶液A中のポリマー固形分総量に対して0.7質量%になるように加え、25℃の反応温度で24時間攪拌して、
褐色で粘調なポリアミド酸溶液Aを得た。
ポリアミド酸溶液Aを、ダイコーターを用いて、鏡面仕上げしたステンレススチール製の無端連続ベルト上に塗布し(塗工幅1240mm)、90~115℃にて10分間乾燥した。乾燥後に自己支持性となったポリアミド酸フィルムを支持体から剥離して両端をカットし、グリーンフィルムを得た。
得られたグリーンフィルムをピンテンターによって、最終ピンシート間隔が1140mmとなるように搬送し、1段目170℃で2分間、2段目230℃で2分間、3段目465℃で6分間として熱処理を施し、イミド化反応を進行させた。その後、2分間で室温にまで冷却し、フィルムの両端部の平面性が悪い部分をスリッターにて切り落とし、ロール状に巻き上げ、表1に示すポリイミドフィルム1を得た。
出来上がりポリイミド膜厚38μmとなるようにダイコーターのギャップを変えたこと以外は、同様に操作し、表1に示すポリイミドフィルム2を得た。
宇部興産製の厚さ25μmのポリイミドフィルム Upilex25S(登録商標)をポリイミドフィルム3として用いた。
(実施例1)
まず、製造例2で得たポリイミドフィルム1を370mm×500mm幅に切り出した。次に、フィルム表面処理としてUV/O3照射器(LANテクニカル製SKR1102N-03)を用い、UV/O3の照射を3分間行った。この時UV/O3ランプとフィルムとの距離は30mmとした。
ガラス基板は、純水洗浄、乾燥後にUV/O3照射器(LANテクニカル製SKR1102N-03)で1分間照射してドライ洗浄したものを用いた。
ガラス基板を装置のチャンバー内に静置し、容量1Lの薬液タンクの中に、3-アミノプロピルトリメトキシシラン(信越化学工業社製、KBM-903)を130g入れて、この外側の湯煎を42℃に温め、発生するシランカップリング剤蒸気をクリーンドライエアとともにチャンバーに、ガス流量22L/minで送り、シランカップリング剤蒸気にガラス基板を暴露した。この際に、基板温度は21℃、クリーンドライエアの温度は23℃、湿度は1.2%RHとした。排気は負圧の排気口に接続したため、チャンバーは10Pa程度の負圧となっていることを差圧計によって確認している。
得られた仮積層体を、クリーンオーブンにて200℃10分間加熱処理し、本発明における積層体を得た。同様の操作を4枚のガラス基板について実施した。
得られた積層体の評価結果を表2に示す。
以下同様に表2~表5に示す条件にて積層体を作製し、積層体の特性を評価した。結果を表2~表5に示す。なお表中の略称は、以下を意味する。
フィルム1:ポリイミドフィルムの作製例1で得られたポリイミドフィルム
フィルム2:ポリイミドフィルムの作製例2で得られたポリイミドフィルム
フィルム1:宇部興産社製ポリイミドフィルムUpilex25S(登録商標)
ガラス:日本電気硝子社製OA10G
無機基板サイズ(ガラスサイズ)
G2サイズ(370mm×470mm)
G4.5サイズ(730mm×920mm)
G5サイズ(1100mm×1250mm)
水性媒体
純水:超純水
純水+MeOH:純水99/メタノール1(質量比)
純水+EtOH:純水99/エタノール1(質量比)





実施例15にて得られた積層体を用い、以下の工程により、ポリイミドフィルム上に真空蒸着法を用いてタングステン膜(膜厚75nm)を形成し、さらに大気にふれることなく、絶縁膜として酸化シリコン膜(膜厚150nm)を積層形成した。次いで、プラズマCVD法で下地絶縁膜となる酸化窒化シリコン膜(膜厚100nm)を形成し、さらに大気にふれることなく、アモルファスシリコン膜(膜厚54nm)を積層形成した。
得られたポリシリコン膜を用いてTFT素子を作製した。まず、ポリシリコン薄膜をパターニングを行って所定の形状のシリコン領域を形成し、適宜、ゲート絶縁膜の形成、ゲート電極の形成、活性領域へのドーピングによるソース領域またはドレイン領域の形成、層間絶縁膜の形成、ソース電極およびドレイン電極の形成、活性化処理を行い、ポリシリコンを用いたPチャンネルTFTのアレイを作製した。
TFTアレイ外周の0.5mm程度内側に沿ってUV-YAGレーザーにて高分子フィルム部を焼き切り、切れ目の端部から薄いカミソリ状の刃を用いてすくい上げるように剥離を行い、フレキシブルなA3サイズのTFTアレイを得た。この時の剥離角度は3度である。剥離は極微力で可能であり、TFTにダメージを与えること無く剥離することが可能であった。得られたフレキシブルTFTアレイは3mmφの丸棒に巻き付けても性能劣化は見られず、良好な特性を維持した。
20 無機基板搬送装置(ローラコンベア)
30 第1の洗浄装置(無機基板洗浄装置、金属箔洗浄装置、第1の耐熱高分子フィルム洗浄装置)
40 塗布装置
50 水供給装置
60 第2の洗浄装置(フィルム洗浄装置、第2の耐熱高分子フィルム洗浄装置)
70 ラミネート装置(ロールラミネート装置)
80 外観検査装置
100 第1のシート(無機基板、金属箔、第1の耐熱高分子フィルム)
102 第2のシート(耐熱高分子フィルム、第2の耐熱高分子フィルム)
104 積層体
400 積層体ロール
1000、2000 積層体ロール製造装置
Claims (9)
- 第1のシートを搬送する第1のシート搬送装置と、
シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に、水性媒体を供給する水供給装置と、
水性媒体が供給された後の第1のシートと第2のシートとを、水性媒体を接着面から外に押し出しながら貼り合わせるラミネート装置と
を備えることを特徴とする積層体製造装置。 - シランカップリング剤を第1のシートへ塗布する塗布装置
を備えることを特徴とする請求項1に記載の積層体製造装置。 - 水性媒体が供給される前の第1のシートを洗浄する第1の洗浄装置
を備えることを特徴とする請求項1又は2に記載の積層体製造装置。 - 水性媒体が供給される前の第2のシートを洗浄する第2の洗浄装置
を備えることを特徴とする請求項1~3のいずれか1に記載の積層体製造装置。 - 第1のシートと第2のシートとを有する積層体の製造方法であって、
シランカップリング剤が塗布された第1のシートの表面、及び/又は、シランカップリング剤が塗布された第2のシートの表面に、水性媒体を供給する工程A、及び、
水性媒体が供給された後の第1のシートと第2のシートとを、水性媒体を接着面から外に押し出しながら貼り合わせる工程B
を有することを特徴とする積層体の製造方法。 - 前記工程Aの前に、シランカップリング剤を第1のシートへ塗布する工程X-1
を有することを特徴とする請求項5に記載の積層体の製造方法。 - 前記工程Aの前に、第1のシートを洗浄する工程X-2
を有することを特徴とする請求項6に記載の積層体の製造方法。 - 前記工程Aの前に、第2のシートを洗浄する工程X-3
を有することを特徴とする請求項5~7のいずれか1に記載の積層体の製造方法。 - 前記工程Bの後、貼り合わせられた第1のシートと第2のシートとの積層体の外観を検査する工程X-4
を有することを特徴とする請求項5~8のいずれか1に記載の積層体の製造方法。
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019182016 | 2019-10-02 | ||
| JP2019182016 | 2019-10-02 | ||
| JP2020011313 | 2020-01-28 | ||
| JP2020011313 | 2020-01-28 | ||
| JP2020011498 | 2020-01-28 | ||
| JP2020011498 | 2020-01-28 | ||
| JP2020044268 | 2020-03-13 | ||
| JP2020044268 | 2020-03-13 | ||
| PCT/JP2020/024005 WO2021065101A1 (ja) | 2019-10-02 | 2020-06-18 | 積層体製造装置、及び、積層体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021065101A1 JPWO2021065101A1 (ja) | 2021-04-08 |
| JP7205706B2 true JP7205706B2 (ja) | 2023-01-17 |
Family
ID=75336386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021550328A Active JP7205706B2 (ja) | 2019-10-02 | 2020-06-18 | 積層体製造装置、及び、積層体の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220274314A1 (ja) |
| EP (1) | EP4039447A4 (ja) |
| JP (1) | JP7205706B2 (ja) |
| KR (1) | KR20220066376A (ja) |
| CN (1) | CN114423612A (ja) |
| TW (1) | TWI778422B (ja) |
| WO (1) | WO2021065101A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021070719A1 (ja) * | 2019-10-08 | 2021-04-15 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4197779A1 (en) * | 2020-08-11 | 2023-06-21 | Toyobo Co., Ltd. | Laminate, method for manufacturing laminate, and method for manufacturing flexible electronic device |
| TW202304706A (zh) * | 2021-07-20 | 2023-02-01 | 日商東洋紡股份有限公司 | 積層體 |
| TW202319233A (zh) * | 2021-07-20 | 2023-05-16 | 日商東洋紡股份有限公司 | 積層體卷 |
| JP2024097653A (ja) * | 2023-01-06 | 2024-07-19 | コニカミノルタ株式会社 | 検知システム及び検知装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010168535A (ja) | 2008-12-24 | 2010-08-05 | Sumitomo Metal Mining Co Ltd | 金属材料の接着方法及び金属材料用接着層 |
| JP2011063760A (ja) | 2009-09-18 | 2011-03-31 | Seiko Epson Corp | 基板接合方法 |
| JP2012041418A (ja) | 2010-08-18 | 2012-03-01 | Sumitomo Metal Mining Co Ltd | 金属材料の接着方法 |
| JP2017202570A (ja) | 2016-05-09 | 2017-11-16 | 東洋紡株式会社 | 積層体および積層体の製造方法 |
| JP2018202308A (ja) | 2017-06-01 | 2018-12-27 | 東洋紡株式会社 | シランカップリング剤処理方法、シランカップリング剤処理基材の製造方法および積層体の製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3713068A (en) * | 1971-06-07 | 1973-01-23 | Itt | Bonded assemblies and methods of making the same |
| JPS5152104Y2 (ja) | 1972-02-21 | 1976-12-14 | ||
| JPS5531781B2 (ja) | 1972-05-20 | 1980-08-20 | ||
| JPS534490B2 (ja) | 1973-06-04 | 1978-02-17 | ||
| JPS61144339A (ja) * | 1984-12-19 | 1986-07-02 | 日立化成工業株式会社 | 金属コアエポキシ樹脂銅張積層板の製造方法 |
| JP2740573B2 (ja) * | 1990-10-15 | 1998-04-15 | アームコ・インコーポレイテッド | 積層.その形成方法およびそれからの製品 |
| JP2002103517A (ja) * | 2000-09-29 | 2002-04-09 | Three M Innovative Properties Co | 透明樹脂被覆ステンレス鋼製部材 |
| WO2007095973A1 (en) * | 2006-02-24 | 2007-08-30 | Freescale Semiconductor, Inc. | Integrated system for semiconductor substrate processing using liquid phase metal deposition |
| JP5152104B2 (ja) | 2009-06-08 | 2013-02-27 | 東洋紡株式会社 | 積層体およびその製造方法 |
| KR101942967B1 (ko) * | 2012-12-12 | 2019-01-28 | 삼성전자주식회사 | 실록산계 단량체를 이용한 접합 기판 구조체 및 그 제조방법 |
| JP2015178237A (ja) | 2014-03-19 | 2015-10-08 | 東洋紡株式会社 | 積層無機基板、積層体、積層体の製造方法、およびフレキシブル電子デバイスの製造方法 |
| TWI709481B (zh) * | 2014-08-25 | 2020-11-11 | 日商東洋紡股份有限公司 | 矽烷偶合劑層疊層高分子膜及其製造方法、疊層體及其製造方法、可撓性電子器件之製造方法 |
| EP3318390A4 (en) * | 2015-07-02 | 2018-06-20 | Konica Minolta, Inc. | Bonded body and method for producing bonded body |
| JP6802529B2 (ja) * | 2015-07-10 | 2020-12-16 | 東洋紡株式会社 | 積層体およびその製造方法 |
| JP6661463B2 (ja) * | 2016-05-18 | 2020-03-11 | 株式会社クラレ | 積層体およびその製造方法、成形体、偏光子保護フィルム、並びに偏光板 |
| JP2018051760A (ja) * | 2016-09-27 | 2018-04-05 | 株式会社山本金属製作所 | 手持ち式工具に用いる無線式測定ユニット |
| JP2018057160A (ja) * | 2016-09-29 | 2018-04-05 | 株式会社クラレ | ガラス基材積層体の製造方法、光学素子の製造方法、光学素子及び集光型太陽光発電装置 |
| JP7457645B2 (ja) * | 2018-03-09 | 2024-03-28 | 株式会社有沢製作所 | 積層体及びその製造方法 |
-
2020
- 2020-06-18 CN CN202080066032.5A patent/CN114423612A/zh active Pending
- 2020-06-18 US US17/632,159 patent/US20220274314A1/en not_active Abandoned
- 2020-06-18 WO PCT/JP2020/024005 patent/WO2021065101A1/ja not_active Ceased
- 2020-06-18 EP EP20872017.7A patent/EP4039447A4/en not_active Withdrawn
- 2020-06-18 JP JP2021550328A patent/JP7205706B2/ja active Active
- 2020-06-18 KR KR1020227013449A patent/KR20220066376A/ko not_active Withdrawn
- 2020-09-30 TW TW109134047A patent/TWI778422B/zh not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010168535A (ja) | 2008-12-24 | 2010-08-05 | Sumitomo Metal Mining Co Ltd | 金属材料の接着方法及び金属材料用接着層 |
| JP2011063760A (ja) | 2009-09-18 | 2011-03-31 | Seiko Epson Corp | 基板接合方法 |
| JP2012041418A (ja) | 2010-08-18 | 2012-03-01 | Sumitomo Metal Mining Co Ltd | 金属材料の接着方法 |
| JP2017202570A (ja) | 2016-05-09 | 2017-11-16 | 東洋紡株式会社 | 積層体および積層体の製造方法 |
| JP2018202308A (ja) | 2017-06-01 | 2018-12-27 | 東洋紡株式会社 | シランカップリング剤処理方法、シランカップリング剤処理基材の製造方法および積層体の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021070719A1 (ja) * | 2019-10-08 | 2021-04-15 | ||
| JP7659742B2 (ja) | 2019-10-08 | 2025-04-10 | 東洋紡株式会社 | 積層体、積層体の製造方法およびフレキシブル電子デバイスの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114423612A (zh) | 2022-04-29 |
| JPWO2021065101A1 (ja) | 2021-04-08 |
| TWI778422B (zh) | 2022-09-21 |
| WO2021065101A1 (ja) | 2021-04-08 |
| EP4039447A1 (en) | 2022-08-10 |
| KR20220066376A (ko) | 2022-05-24 |
| EP4039447A4 (en) | 2023-11-22 |
| TW202115792A (zh) | 2021-04-16 |
| US20220274314A1 (en) | 2022-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7205706B2 (ja) | 積層体製造装置、及び、積層体の製造方法 | |
| JP6447135B2 (ja) | 積層体、積層体の製造方法、およびフレキシブル電子デバイスの製造方法 | |
| JP7167693B2 (ja) | 積層フィルム、積層体、及び、積層体の製造方法 | |
| TWI629175B (zh) | 剛性複合疊層板與其製造方法、疊層體及利用該疊層體之元件的製造方法 | |
| JP2015178237A (ja) | 積層無機基板、積層体、積層体の製造方法、およびフレキシブル電子デバイスの製造方法 | |
| JP2014237270A (ja) | 高分子フィルム積層基板 | |
| JP7205687B2 (ja) | 積層体、積層体の製造方法、及び、金属含有層付き耐熱高分子フィルム | |
| JP2017126728A (ja) | フレキシブル電子デバイスの製造方法 | |
| KR102476038B1 (ko) | 고분자 필름 적층 기판 및 플렉시블 전자 디바이스의 제조 방법 | |
| JP2018126922A (ja) | 積層体 | |
| JP2017124586A (ja) | フレキシブル電子デバイスの製造方法 | |
| JP2025120199A (ja) | 積層体、積層体の製造方法およびフレキシブル電子デバイスの製造方法 | |
| JP6955681B2 (ja) | 積層体、及び、積層体の製造方法 | |
| JP2017149041A (ja) | 積層体およびその製造方法 | |
| US12472732B2 (en) | Laminate, method for manufacturing laminate, and method for manufacturing flexible electronic device | |
| JP7116889B2 (ja) | 耐熱高分子フィルム、表面処理された耐熱高分子フィルムの製造方法、及び、耐熱高分子フィルムロール | |
| JP2017202570A (ja) | 積層体および積層体の製造方法 | |
| JP2017196740A (ja) | 積層体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220817 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221213 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7205706 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |