JP7519794B2 - ハウジング管の製造方法 - Google Patents
ハウジング管の製造方法 Download PDFInfo
- Publication number
- JP7519794B2 JP7519794B2 JP2020051061A JP2020051061A JP7519794B2 JP 7519794 B2 JP7519794 B2 JP 7519794B2 JP 2020051061 A JP2020051061 A JP 2020051061A JP 2020051061 A JP2020051061 A JP 2020051061A JP 7519794 B2 JP7519794 B2 JP 7519794B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- cut
- housing
- face
- cast
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 25
- 238000005520 cutting process Methods 0.000 claims description 32
- 238000003466 welding Methods 0.000 claims description 18
- 238000009750 centrifugal casting Methods 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 13
- 238000005259 measurement Methods 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 238000003780 insertion Methods 0.000 description 15
- 230000037431 insertion Effects 0.000 description 15
- 239000000463 material Substances 0.000 description 13
- 239000002184 metal Substances 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 11
- 238000005266 casting Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 210000000078 claw Anatomy 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229910001141 Ductile iron Inorganic materials 0.000 description 2
- 239000010687 lubricating oil Substances 0.000 description 2
- 239000004570 mortar (masonry) Substances 0.000 description 2
- 229910001060 Gray iron Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 229920006015 heat resistant resin Polymers 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
Images















Landscapes
- Rigid Pipes And Flexible Pipes (AREA)
Description
また、消火配管構造は、図15に示す、トンネルTの内壁の高所に構築する場合、トンネルTの内壁頂部はアーチ状となっているため、管材を吊り上げるクレーンのビームF等がそのアーチ状頂部に干渉する恐れがあり、配管位置に管材を直接に吊り下ろすことが困難である。このため、同図に示すように、配管位置に対峙する仮設の支え梁Gに管材を吊り下ろしてから管材の転動等による横持ちを行って配管位置にセットする必要がある。すなわち、横方向(同図矢印)に移動させる必要があり、管接続時に管の軸方向移動が必要となる挿し込み式(インロウ形)の継手方式は採用し難い。このため、管接続時(及び管取り外し時)に管の軸方向移動が最小限となる(管端面が対向又は近接する)ハウジング形式の継手(ハウジング継手)を採用する場合が多くなる。図15中、Hは支え突出梁である。
そのハウジング継手は、接続する管端部外周面に突条を有する必要がある(図13(b)の符号12、特許文献4参照)。すなわち、その接続する両管端面を対向して突条12をハウジング継手に係止し、そのハウジング継手によって前記突条を介して他の管と接続する。
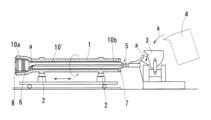
その遠心鋳造機は、例えば、図16に示すように、円筒状モールド(鋳型)1をローラ2により回転させるとともに、取鍋3、4を介して鋳込用トラフ5に溶湯aを送り込み、そのトラフ5を介して溶湯aを回転して前後するモールド1内に鋳込んで(注湯して)、遠心力により、溶湯aをモールド1内面に均一に分布させることにより、管厚の均一な円筒状溶湯層(鋳造管)10’を形成する。
このとき、挿し口10b側端部外周面に上記突条12を形成すると、その突条12が邪魔になって引き抜くことができない。図中、7、8はモールド1の端に設けたモールド(鋳型)バンドであって、その端からの溶湯aの漏れを防止する。
また、上記遠心鋳造する鋳造管がその一端側端部に膨出部を有するものとした場合において、その一端側の突条は、前記膨出部を切削して形成することができる。
さらに、上記各突条の形成は、鋳造管(直管)端部外周面に全周の溝を形成し、その溝にリングを嵌め込んだり、直管端部外周面にリングを直接に(溝を形成することなく)嵌め込んだり、する構成を採用することができる。このとき、リングは鋳造管の外周面に溶接することができる。
また、上記他端側の突条はリングを圧入して形成したり、他端側端部外周面に溝を形成し、その溝にリングを嵌めて溶接して形成したり、することができる。
なお、上記各構成の製造方法において、採寸するのは所要長さのハウジング管とするためであり、また、その切断端面を基準として突条を形成するのは、接続管の端面を対向した際、その対向面から突条が所要位置にあってハウジング継手によって円滑に接続し得るようにするためである。
この実施形態のハウジング管10は、例えば、全長:5200mm、外径:271.6mmφとし、内周面には全長に亘ってモルタルライニング13’を形成した。このモルタルライニング13’は、突条12を形成した後に行う。
この構成において、切断端面10a’、10b’を基準にして突条12を形成するのは、ハウジング管10をハウジング継手50で接続する際、接続対向管端面から、ハウジング継手50に対応する位置に突条12があるようにするためである。以下同様。
その脱型した鋳造管103’の一端側端部10a側から採寸して他端(挿し口)10b側端部を切断して(鎖線c1部分)直管113とし(同図(c))、その切断した他端側端面10b’を基準にして前記他端側端部の外周に直管113の両端部の他方の突条12を形成し、その両端部10a、10bの両突条12,12を管軸の中央部(中心線c)に対して対称に仕上げて、ハウジング管103を製作する(同図(d))。このとき、直管103の一端側端部10aも切断した他端側端面10b’から採寸して所要の長さの直管113とし得る。
その脱型した鋳造管104’の一端側端部10aの端面10a’’から採寸して他端(挿し口)側端部10bを切断し(鎖線c1部分)、その切断した他端側端面10b’を基準にして前記他端側端部10bの外周に直管11の他方の突条12を形成する(同図(b)から(c))。
図9に示す態様は、同一ラインに沿って、切断機A、圧入機B、溶接機C、旋盤(切削機)Dを順々に備える工場において、図2、図3のハウジング管101、102(以下、10)の突条12をリング12a、12bの圧入で形成する場合であり、まず、脱型した鋳造管10’(101’、102’)を切断機Aに送り込んで他端部(挿し口)10bを切断し、続いて、その鋳造管10’を圧入機Bに送り込んでリング12a、12bを他端部10bの外周面に嵌める。その後、鋳造管10’を溶接機Cに送り込んで溶接14を行った後、旋盤Dに送り込んで突条12の形を整える。
さらに、その突条12を形成した鋳造管10’を反転して上記切断機Aに再び送り込んで一端側端部(受口)10aを切断し、その鋳造管10’の一端側端部10aの外周面にリング12a、12bを嵌める。その後、鋳造管10’を溶接機Cに送り込んで溶接14を行った後、旋盤Dに送り込んで突条12の形を整えて、ハウジング管10を得る。
図中、eは各加工機A、B、C、Dのラインに沿って設けたレールであり、そのレールeを鋳造管10’(直管11)を載せた台車が転動輪を介して走行する。なお、図面においては、レールeは上下に離れているが、同一ライン上に連続し、各加工機に対応するレールeは同一位置のものである(同一ライン上のものである)。
その反転は、フォークリフト等によって行い、例えば、鋳造管10’をレールe上から別の位置(別のレール)に一旦預け、反対側から掬って今までのライン(レールe上の台車)に戻すことなどによって行う。以下同様。なお、反転は、反転機等の専用機を使用することもできる。
まず、脱型した鋳造管10’を切断機Aに送り込んで他端部(挿し口)10bを切断し、続いて、その鋳造管10’を旋盤Dに送り込んで、他端部外周面に溝13を形成してリング12aをその溝13に嵌める。その後、鋳造管10’をその長さ方向前後に反転した後、切断機Aに送り込んで、一端側端部(受口、鍔)10aを切断して旋盤Dに送り込んで溝13を形成してその溝13にリング12aを嵌める。その後、そのリング12aを嵌めた直管11を溶接機Cに送り込んでリング12aの周囲を溶接14し、さらに、旋盤Dに送り込んでリング12a及び溶接14を切削して一方の突条12を形成する。その後、その直管11をその長さ方向前後に反転して溶接機Cに送り込んで他方のリング12aの周囲を溶接14した後、旋盤Dに送り込んでリング12a及び溶接14を切削して他方の突条12を形成してハウジング管10を得る。
まず、脱型した鋳造管10’を切断機Aに送り込んで他端部(挿し口)部10bを切断し、続いて、その鋳造管10’(11)を圧入機Bに送り込んでリング12bを他端部10bの外周面に嵌める。その後、直管11を溶接機Cに送り込んで溶接14を行った後、旋盤Dに送り込んで突条12の形を整える。
つぎに、その突条12を形成した直管11を反転して旋盤Dに再び送り込んで一端側端部(受口)10aの外周面の鋳出し突部12を切削して形を整えた一端側端部の突条12としてハウジング管10を得る。
この実施形態において、図5のハウジング管の一方の突条12を形成する場合は、反転した後、鋳出突部加工において、膨出部12cを切削加工して一端側端部の突条12を形成することとなる。
まず、図15に示すように、配管位置の横にハウジング管10を吊り下ろしてからハウジング管10の転動等による横持ちを行って配管位置にセットする。セットした直管10同士は芯出しした後、ハウジング継手50でもって図12、図13に示すように水密に接続する。
このとき、仮に、乙切短管20と甲切短管30の一体管材が管10とT字状分岐管40の間にぴったり嵌らなくても、乙切短管20と甲切短管30とのK形継手及びハウジング継手50は、軸方向の移動許容値:8+20mmで、施工上の精度に余裕があるため、乙切短管20の挿し口の甲切短管30への受口への挿し込み度合いを調整して乙切短管20と甲切短管30の一体管材を直管10とT字状分岐管40の間に確実に嵌めて接続する。
なお、この実施形態においては、T字状分岐管40が配置された後に、乙切短管20、甲切短管30を接続したが、乙切短管20、甲切短管30、T字状分岐管40、ハウジング管10・・の順で接続することもできる。このとき、配管長さ調整は、乙切短管20と甲切短管30のK形継手における挿し口21の挿し込み調整によって行うことができる。
また、上記各実施形態において、一端側を「受口」、他端側を「挿し口」としているが、切断や突起形成に支障がない限り、一端側を「挿し口」、他端側を「受口」とし得ることは勿論である。
このように、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。この発明の範囲は、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
1、1a,1b 鋳型(金型、モールド)
10、101、102、103、104 ハウジング管
10’、101’、102’、103’、104’ 鋳造管
10a ハウジング管の一端側端部(受口)
10b 同他端部(挿し口)
11、111、112、113、114 直管(直部)
12 突条
12a、12b 突条用リング
13 溝
14 溶接
50 ハウジング継手
Claims (3)
- 全長に亘って同一径の直管(11)の両端部(10a、10b)外周面にそれぞれ突条(12、12)を有し、その各端部(10a、10b)を、前記突条(12、12)をハウジング継手(50)に係止しそのハウジング継手(50)によって前記突条(12)を介して他の管と接続するハウジング管(10 4 )の製造方法であって、
遠心鋳造によって製作した直管からなる鋳造管(10’)を同一ライン上を移動させ、まず、その鋳造管(10’)の一端側端面(10a’’)から採寸して他端側端部(10b)を切断し、その切断端面(10b’)を基準として他端側端部外周面に他端側の突条(12)を形成し、その後、前記鋳造管(10’)の長さ方向前後を反転し、前記他端側切断端面(10b’)から採寸して一端側端部(10a)を前記他端側端部(10b)を切断した切断機(A)で切断し、その切断端面(10a’)を基準にして一端側端部外周面に一端側の突条(12)を形成するハウジング管の製造方法。 - 上記一端側の突条(12)は、リング(12a、12b)を圧入して形成したり、一端側端部(10a)外周面に溝(13)を形成し、その溝(13)にリング(12a、12b)を嵌めて溶接(14)して形成したり、一端側端部(10a)外周面に膨出部(12c)を形成し、その膨出部(12c)を切削して形成したり、する請求項1に記載のハウジング管の製造方法。
- 上記他端側の突条(12)は、リング(12a、12b)を圧入して形成したり、他端側端部外周面に溝(13)を形成し、その溝(13)にリング(12a、12b)を嵌めて溶接(14)して形成したり、する請求項1又は2に記載のハウジング管の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020051061A JP7519794B2 (ja) | 2020-03-23 | 2020-03-23 | ハウジング管の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020051061A JP7519794B2 (ja) | 2020-03-23 | 2020-03-23 | ハウジング管の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021148267A JP2021148267A (ja) | 2021-09-27 |
| JP7519794B2 true JP7519794B2 (ja) | 2024-07-22 |
Family
ID=77851190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020051061A Active JP7519794B2 (ja) | 2020-03-23 | 2020-03-23 | ハウジング管の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7519794B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7534857B2 (ja) * | 2020-03-23 | 2024-08-15 | 株式会社栗本鐵工所 | ハウジング管の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001205408A (ja) | 2000-01-19 | 2001-07-31 | Kubota Corp | 挿口の外周に凹凸を有する管の鋳造方法 |
| JP3162992U (ja) | 2010-07-14 | 2010-09-24 | ノーラエンジニアリング株式会社 | 管継手のガスケット |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55131443A (en) * | 1979-03-29 | 1980-10-13 | Kubota Ltd | Preparation of metallic pipe with projection on outer surface |
| JPH05318071A (ja) * | 1992-05-14 | 1993-12-03 | Kubota Corp | 2層複合耐摩耗管及びその製造方法 |
| JPH0653890U (ja) * | 1992-12-28 | 1994-07-22 | 株式会社西原衛生工業所 | 管材の接続構造 |
-
2020
- 2020-03-23 JP JP2020051061A patent/JP7519794B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001205408A (ja) | 2000-01-19 | 2001-07-31 | Kubota Corp | 挿口の外周に凹凸を有する管の鋳造方法 |
| JP3162992U (ja) | 2010-07-14 | 2010-09-24 | ノーラエンジニアリング株式会社 | 管継手のガスケット |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021148267A (ja) | 2021-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7562276B2 (ja) | ハウジング管の製造方法 | |
| US5009737A (en) | Method of joining pipes at their ends to form a pipeline | |
| US4127287A (en) | Pipe joints | |
| JP7519794B2 (ja) | ハウジング管の製造方法 | |
| US4281859A (en) | Pipe joints | |
| JP7534858B2 (ja) | ハウジング管の製造方法 | |
| JP7534857B2 (ja) | ハウジング管の製造方法 | |
| JP2001287004A (ja) | 複合管及びその製造方法 | |
| US2470818A (en) | Pipe joint | |
| US4027901A (en) | Asbestos-cement pipe fitting and method for making it | |
| US627293A (en) | Douglas george brighton | |
| JPH06341576A (ja) | 特に流体用の金属パイプのための差し込み継手 | |
| US5979202A (en) | Method and apparatus for making pipe line steel grooved-end fittings | |
| US689455A (en) | Pipe-coupling. | |
| US4601322A (en) | Weld forming of pipe molds | |
| JPH018786Y2 (ja) | ||
| JPH10185082A (ja) | 配管継手用保温材及びその施工方法 | |
| JP2537666Y2 (ja) | ダイカスト用スリーブ | |
| CN104626526A (zh) | 一种聚乙烯缠绕结构壁排水管材缠绕成型承插扩口管件的制作方法 | |
| KR200272817Y1 (ko) | 흄관성형용거푸집 | |
| US1532537A (en) | Method and apparatus for centrifugal casting | |
| US3775822A (en) | Method of making fitting for asbestos cement pipe | |
| JPH0369886A (ja) | コンクリート管とその製造方法 | |
| AU2006246465A1 (en) | Pipe forming apparatus and method | |
| JPH01180718A (ja) | 二重管製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240611 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240709 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7519794 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |