JP7584533B2 - フェライト系ステンレス鋼及び排ガス用部品 - Google Patents
フェライト系ステンレス鋼及び排ガス用部品 Download PDFInfo
- Publication number
- JP7584533B2 JP7584533B2 JP2022557621A JP2022557621A JP7584533B2 JP 7584533 B2 JP7584533 B2 JP 7584533B2 JP 2022557621 A JP2022557621 A JP 2022557621A JP 2022557621 A JP2022557621 A JP 2022557621A JP 7584533 B2 JP7584533 B2 JP 7584533B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- less
- content
- stainless steel
- ferritic stainless
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/10—Oxidising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C10/00—Solid state diffusion of only metal elements or silicon into metallic material surfaces
- C23C10/06—Solid state diffusion of only metal elements or silicon into metallic material surfaces using gases
- C23C10/08—Solid state diffusion of only metal elements or silicon into metallic material surfaces using gases only one element being diffused
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/10—Oxidising
- C23C8/16—Oxidising using oxygen-containing compounds, e.g. water, carbon dioxide
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/80—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
- C23G1/085—Iron or steel solutions containing HNO3
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
- C23G1/086—Iron or steel solutions containing HF
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F1/00—Electrolytic cleaning, degreasing, pickling or descaling
- C25F1/02—Pickling; Descaling
- C25F1/04—Pickling; Descaling in solution
- C25F1/06—Iron or steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
- Catalysts (AREA)
- Coating With Molten Metal (AREA)
Description
本願は、2020年10月23日に、日本に出願された特願2020-178302号に基づき優先権を主張し、その内容をここに援用する。
[1]本発明の一態様に係るフェライト系ステンレス鋼は、化学組成として、0.05質量%以上2.50質量%以下のSi、0.05質量%以上1.50質量%以下のMn、0.025質量%以下のC、0.040質量%以下のP、0.003質量%以下のS、0.025質量%以下のN、0.01質量%以上0.50質量%以下のNi、10.50質量%以上25.00質量%以下のCr、0.01質量%以上1.80質量%以下のCu、0.002質量%以上0.200質量%以下のAl、0.001質量%以上1.00質量%以下のNb、0質量%以上2.5質量%以下のW、0質量%以上3.00質量%以下のMo、0質量%以上0.500質量%以下のTi、0質量%以上0.0100質量%以下のB、0質量%以上0.0030質量%以下のCa、0質量%以上0.50質量%以下のHf、0質量%以上0.40質量%以下のZr、0質量%以上0.50質量%以下のSb、0質量%以上0.30質量%以下のCo、0質量%以上1.0質量%以下のTa、0質量%以上1.00質量%以下のSn、0質量%以上0.30質量%以下のGa、0質量%以上0.50質量%以下のV、0質量%以上0.003質量%以下のMg、および0質量%以上0.20質量%以下のREMを含有し、残部にFeおよび不純物を含み、表面において、Alを5質量%以上含有した酸化物、およびSiを5質量%以上含有した酸化物のうち少なくとも一方の酸化物が存在し、かつ、観察視野において前記表面に存在する前記酸化物のうち下記式(1)で表される径Dが0.1μm以上2.0μm以下である酸化物の個数が、93μm2当たり10個以上である。
D=(Dmax+Dmin)/2 ・・・(1)
(前記式(1)中、Dmaxは前記表面における前記酸化物の最大径であり、Dminは前記表面における前記酸化物の最小径である。)
[Cr]+[Si]+[Al]≧18.0…(2)
36.7≧[Cr]+[Si]+[Al]≧18.0…(2)
<化学組成>
本発明の一実施形態におけるフェライト系ステンレス鋼が含有する成分の組成(化学組成)は、以下のとおりである。当該フェライト系ステンレス鋼は、以下に示す各成分以外は、鉄(Fe)、および/または、原料から、あるいは製造工程において混入し得る少量の不純物(不純物)からなる。
Crは、不動態被膜を形成し、耐食性を確保するために必須の元素である。また、耐赤スケール性を確保するためにも有効である。この効果を得るため、Cr含有量は10.50質量%以上である。Cr含有量は、好ましくは12.50質量%以上である。
一方、Crを過度に含有すると、材料コストが上昇するとともに、靭性低下の要因となる。そのため、Cr含有量は、25.00質量%以下である。Cr含有量は、好ましくは23.00質量%以下である。
Siは、耐赤スケール性の改善に有効な元素である。この効果を得るため、Si含有量は0.05質量%以上である。Si含有量は、好ましくは0.10質量%以上である。
一方、Siを過度に含有すると、靭性や加工性が低下する要因となる。そのため、Si含有量は2.50質量%以下である。Si含有量は、好ましくは、2.00質量%以下である。
Cuは、高温強度確保のために含有させる元素である。この効果を得るため、Cu含有量は0.01質量%以上である。Cu含有量は好ましくは0.02質量%以上である。
一方、Cuを過度に含有すると、フェライト相が不安定化するとともに、材料コストが上昇する。そのため、Cu含有量は1.80質量%以下である。Cu含有量は、好ましくは、1.60質量%以下である。
Nbは、高温強度確保のために含有させる元素である。この効果を得るため、Nb含有量は0.001%以上である。Nb含有量は、好ましくは0.05質量%以上、より好ましくは0.10質量%以上である。
一方、Nbを過度に含有すると、加工性および靭性が劣化する可能性がある。そのため、Nb含有量は、1.00質量%以下である。Nb含有量は、好ましくは、0.70質量%以下であり、より好ましくは、0.45質量%以下である。
Mnは、フェライト系ステンレス鋼において、スケールの密着性を向上させる元素である。この効果を得るため、Mn含有量は、0.05質量%以上である。Mn含有量は、好ましくは0.10質量%以上である。
一方、Mnを過度に含有すると、フェライト相が不安定化するとともに腐食起点となるMnSの発生が促進される。そのため、Mn含有量は、1.50質量%以下とする。Mn含有量は、好ましくは、1.20質量%以下である。
Niは、フェライト系ステンレス鋼の耐食性を向上させる元素である。この効果を得るため、Ni含有量は0.01質量%以上である。Ni含有量は、好ましくは0.05質量%以上である。
一方、Niを過度に含有すると、フェライト相が不安定化するとともに、材料コストが上昇する。そのため、Ni含有量は0.50質量%以下である。Ni含有量は、好ましくは、0.30質量%以下である。
Cが過度に含有されると、フェライト系ステンレス鋼中の炭化物量が増加し、鋼の耐食性が低下する。そのため、C含有量は0.025質量%以下である。C含有量は好ましくは0.020質量%以下である。
C含有量は少ないほど好ましく、0%でもよいが、C含有量を必要以上に低下させると、コストが上昇するので、C含有量を0.002質量%以上としてもよい。
Pが過度に含有されると、フェライト系ステンレス鋼の加工性が低下する。そのため、P含有量は0.040質量%以下である。P含有量は、好ましくは、0.030質量%以下である。P含有量は少ないほど好ましく、0%でもよいが、P含有量を必要以上に低下させると、コストが上昇するので、P含有量を0.001質量%以上としてもよい。
Sが過度に含有されると、フェライト系ステンレス鋼において腐食起点の発生が促進される。そのため、S含有量は0.003質量%以下である。S含有量は、好ましくは、0.002質量%以下である。S含有量は少ないほど好ましく、0%でもよいが、S含有量を必要以上に低下させると、コストが上昇するので、S含有量を0.0001質量%以上としてもよい。
Nが過度に含有されると、Nが他の元素と窒化物を形成して、フェライト系ステンレス鋼の硬質化を招く。そのため、N含有量は0.025質量%以下である。N含有量は、好ましくは0.020質量%以下である。N含有量は少ないほど好ましく、0%でもよいが、N含有量を必要以上に低下させると、コストが上昇するので、N含有量を0.003質量%以上としてもよい。
Alは、フェライト系ステンレス鋼の耐食性を向上させるとともに、耐赤スケール性を改善するために有効な元素である。また、Alは製鋼時の脱酸剤として有効な元素である。これらの効果を得るため、Al含有量は0.002質量%以上である。Al含有量は、好ましくは0.008質量%以上である。
一方、Alを過度に含有すると、表面品質が劣化する可能性がある。そのため、Al含有量は0.200質量%以下である。
本発明の一実施形態に係るフェライト系ステンレス鋼は、0.01質量%以上2.5質量%以下のW、0.01質量%以上3.00質量%以下のMo、0.001質量%以上0.500質量%以下のTi、0.0002質量%以上0.0100質量%以下のB、0.0002質量%以上0.0030質量%以下のCa、0.001質量%以上0.50質量%以下のHf、0.01質量%以上0.40質量%以下のZr、0.005質量%以上0.50質量%以下のSb、0.01質量%以上0.30質量%以下のCo、0.001質量%以上1.0質量%以下のTa、0.002質量%以上1.00質量%以下のSn、0.0002質量%以上0.30質量%以下のGa、0.01質量%以上0.50質量%以下のV、0.001質量%以上0.20質量%以下のREMおよび0.0003質量%以上0.003質量%以下のMgのうちの1種または2種以上を更に含有していてもよい。また、本実施形態に係るフェライト系ステンレス鋼は、REMとして、0.20質量%以下、好ましくは0.10質量%以下のLa、または、0.20質量%以下、好ましくは0.05質量%以下のCeを含有していてもよい。
ただし、これらの元素の含有は必須ではないので、その含有量は0%でもよく、後述する範囲未満の含有量であってもよい。
Wは、高温強度確保のために含有させてもよい元素である。この効果を得る場合、W含有量は0.01質量%以上であることが好ましい。より好ましくは0.1質量%以上である。
一方、Wを過度に含有すると、材料コストが上昇する。そのため、本実施形態に係るフェライト系ステンレス鋼では、W含有量は2.5質量%以下である。W含有量は、好ましくは1.5質量%以下であり、より好ましくは1.3質量%以下である。
Moは、高温強度および耐赤スケール性確保のために含有させてもよい元素である。この効果を得る場合、Mo含有量は0.01質量%以上であることが好ましい。
一方、Moを過度に含有すると硬質化し、加工性が低下するとともに材料コストが上昇する。そのため、Mo含有量は、3.00質量%以下である。Mo含有量は、好ましくは、2.50質量%以下である。
Tiは、Cおよび/またはNと反応することにより、フェライト系ステンレス鋼を900~1000℃においてフェライト系単相にすることができ、耐赤スケール性および加工性を向上させる元素である。そのため、含有させてもよい。この効果を得る場合、Ti含有量は0.001質量%以上であることが好ましい。Ti含有量は、好ましくは0.010質量%以上、より好ましくは0.050質量%以上である。
一方、Tiを過度に含有すると、加工性および表面品質が劣化する可能性がある。そのため、Ti含有量は、0.500質量%以下である。Ti含有量は、好ましくは、0.300質量%以下であり、より好ましくは、0.250質量%以下である。
Bは、フェライト系ステンレス鋼を使用して製造された成形品の二次加工性を向上させる元素である。この効果を得る場合、B含有量は0.0002質量%以上であることが好ましい。
一方、Bを過剰に含有させると、Cr2B等の化合物が形成されやすくなり、耐赤スケール性が劣化する可能性がある。そのため、B含有量は、0.0100質量%以下である。B含有量は、好ましくは0.0080質量%以下、0.0030質量%以下である。
Caは、耐高温酸化性を促進する元素である。そのため、必要に応じてCaを含有させてもよい。この効果を得る場合、Ca含有量は0.0002質量%以上であることが好ましい。
一方、Caの過度な含有は耐食性の低下を招く。そのため、Ca含有量は0.0030質量%以下である。
Hfは耐食性、高温強度および耐酸化性を向上させる元素である。必要に応じてHfを含有させてもよい。この効果を得る場合、Hf含有量は0.001質量%以上であることが好ましい。Hf含有量はより好ましくは0.01質量%以上である。
一方、Hfの過度な含有は加工性および製造性の低下を招く虞がある。そのため、Hf含有量は0.50質量%以下である。
Zrは、高温強度、耐食性および耐高温酸化性を向上させる元素である。そのため、必要に応じてZrを含有させてもよい。この効果を得る場合、Zr含有量は0.01質量%以上であることが好ましい。
一方、Zrの過度な含有は加工性、製造性の低下を招く。そのため、Zr含有量は0.40質量%以下である。
Sbは、高温強度を向上させる元素である。そのため、必要に応じてSbを含有させてもよい。この効果を得る場合、Sb含有量は0.005質量%以上であることが好ましい。Sb含有量は、より好ましくは0.01質量%以上である。
一方、Sbの過度な含有により溶接性、靭性が低下する。そのためSb含有量は0.50質量%以下である。
Coは、高温強度を向上させる元素である。そのため、必要に応じてCoを含有させてもよい。この効果を得る場合、Co含有量は0.01質量%以上であることが好ましい。
一方、Coの過度な含有により靭性が低下することで製造性が低下する。そのため、Co含有量は0.30質量%以下である。
Taは、高温強度を向上させる元素である。そのため、必要に応じてTaを含有させてもよい。この効果を得る場合、Ta含有量は0.001質量%以上であることが好ましい。Ta含有量は、より好ましくは0.01質量%以上、さらに好ましくは0.1質量%以上である。
一方、Taの過度な含有により溶接性、靭性が低下する。そのため、Ta含有量は1.0質量%以下である。
Snは、耐食性および高温強度を向上させる元素である。そのため、必要に応じてSnを含有させてもよい。この効果を得る場合、Sn含有量は0.002質量%以上であることが好ましい。Sn含有量は、より好ましくは0.01質量%以上である。
一方、Snの過度の含有は、靭性および製造性の低下を招く虞がある。そのため、Sn含有量は1.00質量%以下である。
Gaは、耐食性および耐水素脆化特性を向上させる元素である。そのため、必要に応じてGaを含有させてもよい。この効果を得る場合、Ga含有量は0.0002質量%以上であることが好ましい。Ga含有量は、より好ましくは0.01質量%以上である。
一方、Gaの過度な含有により、溶接性、靭性が低下する。そのため、Ga含有量は0.30質量%以下である。
Vは鋼中の固溶C、Nを化合物として固定し、鋼の延性や加工性を向上させる元素である。そのため、必要に応じてVを含有させてもよい。この効果を得る場合、V含有量は0.01質量%以上であることが好ましい。
一方、Vの過度な含有により、鋼の加工性が低下する。そのため、V含有量は0.50質量%以下である。
Mgは、脱酸元素であることに加え、スラブの組織を微細化させ、成型性を向上させる元素である。そのため、必要に応じてMgを含有させてもよい。この効果を得る場合、Mg含有量は0.0003質量%以上であることが好ましい。
一方、Mgの過度な含有は耐食性、溶接性、表面品質の低下を招くため、Ca含有量は0.003質量%以下である。
REMは、スカンジウム(Sc)とランタン(La)からルテチウム(Lu)までの15元素(ランタノイド元素)の総称を指す。REMは、ランタノイド元素のいずれか1種が単独で含有されてもよく、ランタノイド元素の2種以上が含有されてもよい。REMとしてランタノイド元素のいずれか1種を含有する場合は、例えば後述するように、La及びCeのいずれか一方を含有してもよく、La、Ce以外のランタノイド元素を単独で含有してもよい。また、REMとしてランタノイド元素の2種以上を含有する場合は、元素の組み合わせに特に制限はないが、一例として、La及びCeを含有させてもよく、ミッシュメタルの添加によってミッシュメタルに含まれる複数のランタノイド元素をREMとして含有させてもよい。
REMは、ステンレス鋼の清浄度を向上させるとともに、耐高温酸化性も改善する元素である。そのため、必要に応じてREMを含有させてもよい。これらの効果を得る場合、REM含有量は0.001質量%以上であることが好ましい。REM含有量はより好ましくは、0.01質量%以上である。
一方、REMの過度な含有により、合金コストは上昇し、製造性は低下する。そのため、REM含有量は0.20質量%以下である。
REMとして、Laを含有させてもよい。Laは、ステンレス鋼の清浄度を向上させるとともに、耐高温酸化性も改善する元素であり、更には、耐赤スケール性および耐スケール剥離性を向上させる元素である。この効果を得るためLaを(金属La等を用いて)含有させる場合、La含有量は、0.001質量%以上とすることが好ましい。La含有量は、より好ましくは0.01質量%以上である。
一方、Laを過度に含有すると、材料コストが上昇する。そのため、La含有量は0.20質量%以下である。La含有量は、好ましくは0.10質量%以下であり、コストを考慮すると、La含有量は、0.05質量%以下であることがより好ましく、0.03質量%以下であることがさらに好ましい。
REMとして、Ceを含有させてもよい。Ceは、ステンレス鋼の清浄度を向上させるとともに、耐高温酸化性も改善する元素であり、更には、耐赤スケール性および耐スケール剥離性を向上させる元素である。この効果を得るためCeを(金属Ce等を用いて)含有させる場合、Ce含有量は、0.001質量%以上であることが好ましい。Ce含有量はより好ましくは0.01質量%以上である。
一方、Ceを過度に含有すると、材料コストが上昇する。そのため、Ce含有量は0.20質量%以下である。Ce含有量は、好ましくは0.05質量%以下である。
本実施形態に係るフェライト系ステンレス鋼は、表面において、Alを5質量%以上含有した酸化物、およびSiを5質量%以上含有した酸化物のうち少なくとも一方の酸化物が存在し、かつ、表面に存在する当該酸化物のうち下記式(1)で表される径Dが0.1μm以上2.0μm以下である酸化物(以下、「Al/Si系酸化物」と称する)の個数が、93μm2当たり10個以上である。
この酸化物により、耐赤スケール性が向上する。
D=(Dmax+Dmin)/2 ・・・(1)
(前記式(1)中、Dmaxは表面における各酸化物の最大径であり、Dminは表面における各酸化物の最小径である。)
具体的には、走査電子顕微鏡(SEM)を用い、鋼材の表面のSEM写真を撮影する。1視野の面積は、93μm2とする。このSEM写真から、酸化物の最大径および最小径を、画像解析ソフト、例えば「Photoshop(登録商標)」(アドビ株式会社製)により算出する。
ここで、フェライト系ステンレス鋼の表面の酸化物におけるAlおよびSiの含有量は、例えばエネルギー分散型元素分析装置(Energy dispersive X-ray spectroscopy:EDS)により測定することができる。すなわち、EDSにより、酸化物が、個数をカウントする酸化物(Alを5質量%以上含有した酸化物またはSiを5質量%以上含有した酸化物)であるかを判断することができる。
本実施形態において、酸化物の「最大径」とは、当該酸化物を平面視したときに、2本の平行線で酸化物を挟んだときの2本の平行線間の最大幅を意味する。また、本明細書において、酸化物の「最小径」とは、当該酸化物を平面視したときに、2本の平行線で酸化物を挟んだときの2本の平行線間の最小幅を意味する。
一方、AlまたはSiを5質量%以上含有する酸化物のうち、径Dが2.0μmを超える酸化物が存在すると、フェライト系ステンレス鋼の表面の明度が低下し、フェライト系ステンレス鋼の意匠性が悪化する虞がある。したがって、フェライト系ステンレス鋼の表面において、AlまたはSiを5質量%以上含有し、かつ径Dが0.1μm以上2.0μm以下である酸化物の個数を所定の範囲に制御することが好ましい。
例えば、その他GDS測定条件は、以下の通りである。
ガス置換時間:200秒、
予備スパッタ時間:30秒、
バックグラウンド:5秒、
深さ:1.01μm、
圧力:600Pa、
出力:35W、
実効値:8.75W、
モジュール:8V、
フェーズ:4V、
周波数:100Hzデューティサイクル:0.25。
例えば、300~900℃の雰囲気で100時間以上保持された後の、表面から1.0μmまでの範囲(表層部)において、単位質量%で、Cr含有量を[Cr]、Si含有量を[Si]、Al含有量を[Al]としたとき、以下の式(2)を満たす。
[Cr]+[Si]+[Al]≧18.0…(2)
式(2)を満足しない場合は、表面にはFe系酸化物が主体、すなわち赤スケールが過剰に生成していると考えられる。
[Cr]+[Si]+[Al]は、好ましくは20.0(質量%)以上である。
すなわち、排ガス経路部材、ストーブ燃焼機材、燃料電池用部材、またはプラント関連材などの部品として、本実施形態に係るフェライト系ステンレス鋼が用いられた場合、表層部のCr、Al、Siの含有量が、式(2)を満たすと考えられる。
一方、上記保持を行った場合でも、1/4深さ位置の化学組成は、変化しない。
本実施形態に係る排ガス用部品は、本実施形態に係るフェライト系ステンレス鋼を素材として、これを加工することによって得られる。そのため、本実施形態に係る排ガス用部品は、加工等によって得られた段階(部品としての使用前)では、化学組成として、0.05質量%以上2.50質量%以下のSi、0.05質量%以上1.50質量%以下のMn、0.025質量%以下のC、0.040質量%以下のP、0.003質量%以下のS、0.025質量%以下のN、0.01質量%以上0.50質量%以下のNi、10.50質量%以上25.00質量%以下のCr、0.01質量%以上1.80質量%以下のCu、0.002質量%以上0.200質量%以下のAl、0.001質量%以上1.00質量%以下のNb、0質量%以上2.5質量%以下のW、0質量%以上3.00質量%以下のMo、0質量%以上0.500質量%以下のTi、0質量%以上0.0100質量%以下のB、0質量%以上0.0030質量%以下のCa、0質量%以上0.50質量%以下のHf、0質量%以上0.40質量%以下のZr、0質量%以上0.50質量%以下のSb、0質量%以上0.30質量%以下のCo、0質量%以上1.0質量%以下のTa、0質量%以上1.00質量%以下のSn、0質量%以上0.30質量%以下のGa、0質量%以上0.50質量%以下のV、0質量%以上0.003質量%以下のMg、および0質量%以上0.20質量%以下のREMを含有し、残部にFeおよび不純物を含み、表面において、Alを5質量%以上含有した酸化物、およびSiを5質量%以上含有した酸化物のうち少なくとも一方の酸化物が存在し、かつ、前記表面に存在する前記酸化物のうち下記式(1)で表される径Dが0.1μm以上2.0μm以下である酸化物の個数が、93μm2当たり10個以上である。
D=(Dmax+Dmin)/2 ・・・(1)
前記式(1)中、Dmaxは前記表面における前記酸化物の最大径であり、Dminは前記表面における前記酸化物の最小径である。
また、さらに、前記表面について、D65光源を拡散照明方式で使用し、前記表面の法線に対して8°の方向で受光することにより、視野角:10°視野、測定時間:1秒で測定されるCIE 1976 明度L*が60以上である、場合もある。
また、この本実施形態に係る排ガス用部品は、300~900℃の雰囲気で100時間以上保持された後の、表面から1.0μmまでの範囲において、単位質量%で、Cr含有量を[Cr]、Si含有量を[Si]、Al含有量を[Al]としたとき、以下の式(2)を満たす。
[Cr]+[Si]+[Al]≧18.0…(2)
すなわち、本実施形態に係る排ガス用部品は、例えば排ガス経路部材、ストーブ燃焼機材、燃料電池用部材、またはプラント関連材などの部品であり、このような用途で通常の条件で一定期間使用された場合(使用後)には、表面から1.0μmまでの範囲において、単位質量%で、Cr含有量を[Cr]、Si含有量を[Si]、Al含有量を[Al]としたとき、以下の式(2)を満たす。
[Cr]+[Si]+[Al]≧18.0…(2)
具体的には、分析領域はφ4mmとし、深さ1.0μmまでを2.5nmピッチで、各鋼に含有するCおよびN以外のすべての元素を選択して測定する。測定結果から、深さ1.0μmまでの範囲において、Cr、AlおよびSiがそれぞれピークを示した位置での、Cr、Al、Siのそれぞれの含有量を算出する。
従来、耐赤スケール性を向上させるための手法として、仕上げ加工として表面研磨をすることで鋼中のCr拡散を促進し、Crの酸化物の生成を促す手法、または溶融めっき層を表層に形成する手法などが用いられている。
各工程の好ましい条件を説明する。以下、説明しない条件については公知の条件を採用することができる。
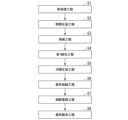
前処理工程S1では、まず、真空またはアルゴン雰囲気の溶解炉を用いて、上述した本発明の範囲内となるように化学組成を調整した鋼を溶製し、この鋼を鋳造して、スラブを製造する。その後、該スラブから熱間圧延用のスラブ片を切り出す。そして、当該スラブ片を大気雰囲気中で1100℃~1300℃の温度域に加熱する。該スラブ片を加熱して保持する時間は、限定されない。工業的に前処理工程を行う場合、前記鋳造は連続鋳造であってよい。
熱間圧延工程S2は、前処理工程S1において得られるスラブ(鋼塊)を熱間圧延することにより、所定の厚みの熱延鋼帯を製造する工程である。熱間圧延の条件については限定されず、要求される機械的特性等に応じて調整すればよい。
焼鈍工程S3は、熱間圧延工程S2で得られた熱延鋼帯を加熱することによって、鋼帯の軟質化を図る工程である。この焼鈍工程S3は、必要に応じて実施される工程であり、実施されなくてもよい。
第1酸洗工程S4は、鋼帯表面に付着したスケールを、塩酸または硝酸と弗酸との混合液などの酸洗液を用いて洗い落とす工程である。
冷間圧延工程S5は、第1酸洗工程S4においてスケール除去された鋼帯を、さらに薄く圧延する工程である。
最終焼鈍工程S6は、冷間圧延工程S5において薄く圧延された鋼帯を加熱することによってひずみを除去し、鋼帯の軟質化を図る工程である。また、(Fe,Cr)3O4またはCr2O3などの外層酸化物とともに、AlまたはSi等の酸化物である内部酸化物を形成する工程である。
最終焼鈍工程S6における焼鈍は、上記の目的のため、合金成分に応じて900~1100℃程度の温度で30~90秒の時間の範囲、雰囲気としては大気、液化燃焼ガス(LNG)などの燃焼ガス雰囲気で行う。
硝酸電解工程S7は、最終焼鈍工程S6で得られた鋼帯を、硝酸水溶液中で電解処理する工程である。硝酸電解工程S7において、鋼帯の表面に付着した酸化物が部分的に除去される。
具体的には、最終焼鈍工程S6で得られる鋼帯の表面には、例えば(Fe,Cr)3O4またはCr2O3などの外層酸化物が形成されている。また、この外層酸化物と母材との間には、主にAlまたはSi等の酸化物である内部酸化物が形成されている。硝酸電解工程S7では、外層酸化物の大部分を除去しつつ、内部酸化物の大部分が残存するような条件で硝酸電解を行う。内部酸化物の大部分は残存するものの、内部酸化物の一部はやや剥離し、最終酸洗工程S8により除去されやすい状態とすることが好ましい。
一方、必要以上のAl/Si系酸化物が残存すると、表面の明度が低下する。そのため、最終酸洗工程を経た後の表面のAl/Si系酸化物の量を好ましい範囲とするためには、硝酸電解工程S7における硝酸濃度は、100g/L以上であることが好ましい。また、短時間で効率的に外層酸化物を除去するためには、硝酸電解工程S7における硝酸濃度は、130g/L以上であることが好ましい。
一方、硝酸電解工程S7における液温は、50℃以上であることが好ましく、60℃以上であることがより好ましい。この場合、短時間で効率的に外層酸化物を除去することができる。
一方、硝酸電解工程S7における電流密度は、100mA/cm2以上であることが好ましく、120mA/cm2以上であることがより好ましく、130mA/cm2以上であることがさらに好ましい。この場合、短時間で効率的に外層酸化物を除去することができる。
一方、硝酸電解工程S7における電解時間は、60秒以上であることが好ましい。この場合、外層酸化物の大部分を確実に除去するとともに、内部酸化物の一部を剥離しやすい状態とし、最終酸洗工程後のAl/Si系酸化物の残存量を好ましい範囲とすることができる。
最終酸洗工程S8は、硝酸電解工程S7後の鋼帯を硝酸と弗酸との混合液などの酸洗液に浸漬する工程である。最終酸洗工程S8では、硝酸電解工程S7においてやや剥離した内部酸化物が除去される。これにより、鋼帯の表面に93μm2当たり10個以上のAl/Si系酸化物を確保しつつ、必要以上のAl/Si系酸化物を除去し、明度を向上させることができる。
本実施形態に係る排ガス用部品は、上述した本実施形態に係るフェライト系ステンレス鋼を、公知の加工方法で所定の部品形状に加工することによって得られる。
本発明の実施例について、以下に説明する。まず、下記の表1に示す成分を原料とし、上記製造方法の最終焼鈍工程S6までを全て同じ条件で行った後、表2に示す電解時間で硝酸電解工程S7を行い、その後、最終酸洗工程S8を行うことにより、フェライト系ステンレス鋼を製造した。

・前処理工程S1において製造されるスラブ片の質量 30kg
・前処理工程S1におけるスラブ片の加熱温度 1230℃
・前処理工程S1におけるスラブ片の加熱時間 2時間
・熱間圧延工程S2後の板厚 4mm
・焼鈍工程S3 実施せず
・第1酸洗工程S4で用いた酸洗液 硝弗酸液(弗酸濃度:30g/Lおよび硝酸濃度:100g/Lの水溶液)
・第1酸洗工程S4における液温 40~50℃
・冷間圧延工程S5後の板厚 1.5mm
・最終焼鈍工程S6における焼鈍温度 900~1100℃(合金組成に応じて変更)
・最終焼鈍工程S6における焼鈍時間 60秒
・最終焼鈍工程S6における焼鈍雰囲気 大気
・硝酸電解工程S7における硝酸濃度 150g/L
・硝酸電解工程S7における液温 50~70℃
・硝酸電解工程S7における電流密度 150mA/cm2
・硝酸電解工程S7における電解時間 30~180秒(表2に示す)
・最終酸洗工程S8で用いた酸洗液 硝弗酸液(弗酸濃度:20g/Lおよび硝酸濃度:70~80g/Lの水溶液)
・最終酸洗工程S8における液温 40~50℃

下記の通り、鋼材の表面におけるAl/Si系酸化物の個数を測定した。まず、走査電子顕微鏡(SEM)SU5000((株)日立ハイテクノロジーズ製)を用い、倍率1万倍にて鋼材の表面のSEM写真を撮影した。1視野の寸法は、縦8.34μm×横11.2μmであり、1視野の面積は、93μm2であった。また、酸化物の組成について、電子顕微鏡用エネルギー分散型元素分析装置(Energy dispersive X-ray spectroscopy:EDS)(株式会社堀場製作所製)を用い、加速電圧15kV、分析時間60秒で元素分析を行った。
一方、鋼種A1~A9であっても、電解時間が180秒であった鋼材No.4、8、12、16、20、24、28、31および34は、Al/Si系酸化物の個数が93μm2当たり10個未満であった。
また、鋼材No.1~46について、耐赤スケール性を評価するため、JIS Z 2281:1993(金属材料の高温連続酸化試験方法)に準拠し、下記の通り、鋼材の酸化増量を測定した。
まず、各鋼材から、20mm×25mmの試験片を切り出した。この試験片を、石油系燃料を燃焼させた状況を想定し、水蒸気濃度10vol%の大気環境中で、当該試験片を600℃で100時間連続加熱した。酸化増量は、試験前後の質量変化より算出した。
耐赤スケール性評価の判断基準として、酸化増量が0.20mg/cm2以下であれば、耐赤スケール性に優れると判断した。
長時間試験後の表面の酸化物形態を評価するため、前述の酸化増量(耐赤スケール性評価)を評価した試験片の内、鋼材No.1~4、13~16、32~34および37~39について、グロー放電発行分光分析装置(Glow Discharge Spectroscopy:GDS)(HORIBA製GD-Profiler2)を用い、試験片の任意の箇所のCr、Si、Al含有量を測定した。分析領域はφ4mmとし、表面から深さ1.0μmまでを2.5nmピッチで測定した。
分析元素は、任意の箇所を各鋼に含有するCおよびN以外のすべての元素を選択し測定した。
その他GDS測定条件は、以下の通りとした。
ガス置換時間:200秒、
予備スパッタ時間:30秒、
バックグラウンド:5秒、
深さ:1.01μm、
圧力:600Pa、
出力:35W、
実効値:8.75W、
モジュール:8V、
フェーズ:4V、
周波数:100Hzデューティサイクル:0.25。
測定後は、深さ1.0μmまでのCr、AlおよびSiがそれぞれピークを示した位置でのそれぞれの含有量を式(2)に代入して計算し、満足するか確認した。表中には、式(2)の左辺([Cr]+[Si]+[Al])の値を示す。
一方、酸化増量は酸化増量が0.20mg/cm2超となり、耐赤スケール性が低かったNo.4、16、34および37~39は、式(2)を満足してしなかった。
鋼材の意匠性を評価するため、下記の要領で、鋼材No.1~46の表面における明度を測定した。
分光測色計(型号:CM-700d、コニカミノルタ製)を用い、室温23℃にて白色校正を行った後、同温度で鋼材の表面における明度L*を測定した。評価の判断基準として、明度L*が60以上を意匠性に優れると判断した。
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
Claims (6)
- 化学組成として、
0.05質量%以上2.50質量%以下のSi、
0.05質量%以上1.50質量%以下のMn、
0.025質量%以下のC、
0.040質量%以下のP、
0.003質量%以下のS、
0.025質量%以下のN、
0.01質量%以上0.50質量%以下のNi、
10.50質量%以上25.00質量%以下のCr、
0.01質量%以上1.80質量%以下のCu、
0.002質量%以上0.200質量%以下のAl、
0.001質量%以上1.00質量%以下のNb、
0質量%以上2.5質量%以下のW、
0質量%以上3.00質量%以下のMo、
0質量%以上0.500質量%以下のTi、
0質量%以上0.0100質量%以下のB、
0質量%以上0.0030質量%以下のCa、
0質量%以上0.50質量%以下のHf、
0質量%以上0.40質量%以下のZr、
0質量%以上0.50質量%以下のSb、
0質量%以上0.30質量%以下のCo、
0質量%以上1.0質量%以下のTa、
0質量%以上1.00質量%以下のSn、
0質量%以上0.30質量%以下のGa、
0質量%以上0.50質量%以下のV、
0質量%以上0.003質量%以下のMg、および
0質量%以上0.20質量%以下のREM
を含有し、残部にFeおよび不純物を含み、
表面において、Alを5質量%以上含有した酸化物、およびSiを5質量%以上含有した酸化物のうち少なくとも一方の酸化物が存在し、かつ、観察視野において前記表面に存在する前記酸化物のうち下記式(1)で表される径Dが0.1μm以上2.0μm以下である酸化物の個数が、93μm2当たり10個以上である、
フェライト系ステンレス鋼。
D=(Dmax+Dmin)/2 ・・・(1)
ここで、前記式(1)中、Dmaxは前記表面における前記酸化物の最大径であり、Dminは前記表面における前記酸化物の最小径である。 - 前記表面について、D65光源を拡散照明方式で使用し、前記表面の法線に対して8°の方向で受光することにより、視野角:10°視野、測定時間:1秒で測定されるCIE 1976 明度L*が60以上である、
請求項1に記載のフェライト系ステンレス鋼。 - 前記化学組成が、
0.01質量%以上2.5質量%以下のW、
0.01質量%以上3.00質量%以下のMo、
0.001質量%以上0.500質量%以下のTi、
0.0002質量%以上0.0100質量%以下のB、
0.0002質量%以上0.0030質量%以下のCa、
0.001質量%以上0.50質量%以下のHf、
0.01質量%以上0.40質量%以下のZr、
0.005質量%以上0.50質量%以下のSb、
0.01質量%以上0.30質量%以下のCo、
0.001質量%以上1.0質量%以下のTa、
0.002質量%以上1.00質量%以下のSn、
0.0002質量%以上0.30質量%以下のGa、
0.01質量%以上0.50質量%以下のV、
0.0003質量%以上0.003質量%以下のMg、および
0.001質量%以上0.20質量%以下のREM
のうちの1種または2種以上を含有する、
請求項1または2に記載のフェライト系ステンレス鋼。 - 300~900℃の雰囲気で100時間以上保持された後の、表面から1.0μmまでの範囲において、単位質量%で、Cr含有量を[Cr]、Si含有量を[Si]、Al含有量を[Al]としたとき、以下の式(2)を満たす、
請求項1~3のいずれか一項に記載のフェライト系ステンレス鋼。
[Cr]+[Si]+[Al]≧18.0…(2) - 表面から1.0μmまでの範囲において、単位質量%で、Cr含有量を[Cr]、Si含有量を[Si]、Al含有量を[Al]としたとき、以下の式(2)を満たす、
フェライト系ステンレス鋼。
36.7≧[Cr]+[Si]+[Al]≧18.0…(2) - 請求項1~5のいずれか一項に記載のフェライト系ステンレス鋼を含む、排ガス用部品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020178302 | 2020-10-23 | ||
| JP2020178302 | 2020-10-23 | ||
| PCT/JP2021/039115 WO2022085788A1 (ja) | 2020-10-23 | 2021-10-22 | フェライト系ステンレス鋼及び排ガス用部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022085788A1 JPWO2022085788A1 (ja) | 2022-04-28 |
| JP7584533B2 true JP7584533B2 (ja) | 2024-11-15 |
Family
ID=81290654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022557621A Active JP7584533B2 (ja) | 2020-10-23 | 2021-10-22 | フェライト系ステンレス鋼及び排ガス用部品 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230383390A1 (ja) |
| EP (1) | EP4234770A4 (ja) |
| JP (1) | JP7584533B2 (ja) |
| KR (1) | KR102917622B1 (ja) |
| CN (1) | CN116323995A (ja) |
| MX (1) | MX2023004503A (ja) |
| WO (1) | WO2022085788A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024096114A1 (ja) * | 2022-11-04 | 2024-05-10 | 日鉄ステンレス株式会社 | オーステナイト系ステンレス鋼板、その製造方法、および部品 |
| CN120153112A (zh) * | 2022-11-04 | 2025-06-13 | 日铁不锈钢株式会社 | 铁素体系不锈钢板、其制造方法以及部件 |
| WO2026062616A1 (en) | 2024-09-23 | 2026-03-26 | Acciai Speciali Terni S.P.A. | Strip made of ferritic stainless steel and related production process |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009035755A (ja) | 2007-07-31 | 2009-02-19 | Nisshin Steel Co Ltd | 二輪車排ガス経路部材用Al系めっき鋼板および部材 |
| JP2012112025A (ja) | 2010-11-26 | 2012-06-14 | Nippon Steel & Sumikin Stainless Steel Corp | 尿素scrシステム部品用フェライト系ステンレス鋼板およびその製造方法 |
| WO2014157341A1 (ja) | 2013-03-26 | 2014-10-02 | 新日鐵住金ステンレス株式会社 | フェライト系ステンレス鋼とその製造方法 |
| JP2016030854A (ja) | 2014-07-29 | 2016-03-07 | 新日鐵住金ステンレス株式会社 | 燃料電池用フェライト系ステンレス鋼およびその製造方法 |
| JP2017088977A (ja) | 2015-11-13 | 2017-05-25 | Jfeスチール株式会社 | フェライト系ステンレス鋼 |
| JP2019173075A (ja) | 2018-03-27 | 2019-10-10 | 日鉄ステンレス株式会社 | フェライト系ステンレス鋼板およびその製造方法、ならびに燃料電池用部材 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2746902B2 (ja) * | 1988-03-16 | 1998-05-06 | 川崎製鉄株式会社 | 耐銹性に優れた光輝焼鈍フェライト系ステンレス鋼帯の製造方法 |
| JP3263426B2 (ja) * | 1992-03-26 | 2002-03-04 | 日新製鋼株式会社 | 耐候性に優れたフェライト系ステンレス鋼板及びその製造方法 |
| JP3253722B2 (ja) * | 1993-02-10 | 2002-02-04 | 川崎製鉄株式会社 | 樹脂塗装フェライト系ステンレス鋼板およびその製造方法 |
| JPH1150202A (ja) * | 1997-07-29 | 1999-02-23 | Sumitomo Metal Ind Ltd | 耐銹性に優れたフェライト系ステンレス鋼光輝焼鈍材およびその製造方法 |
| JP3910419B2 (ja) | 2001-11-22 | 2007-04-25 | 日新製鋼株式会社 | アルコール系燃料改質器用フェライト系ステンレス鋼 |
| JP3942876B2 (ja) | 2001-11-22 | 2007-07-11 | 日新製鋼株式会社 | 炭化水素系燃料改質器用フェライト系ステンレス鋼 |
| JP5018257B2 (ja) * | 2007-06-11 | 2012-09-05 | Jfeスチール株式会社 | 研磨性および耐食性に優れるフェライト系ステンレス鋼板およびその製造方法 |
| JP4998132B2 (ja) * | 2007-08-06 | 2012-08-15 | Jfeスチール株式会社 | 水周り部材用フェライト系ステンレス鋼板 |
| JP2010116622A (ja) * | 2008-11-14 | 2010-05-27 | Nisshin Steel Co Ltd | ヒートパイプ用フェライト系ステンレス鋼および鋼板並びにヒートパイプおよび高温排熱回収装置 |
| JP6295155B2 (ja) * | 2014-07-22 | 2018-03-14 | 新日鐵住金ステンレス株式会社 | フェライト系ステンレス鋼およびその製造方法、並びにフェライト系ステンレス鋼を部材とする熱交換器 |
| WO2018181060A1 (ja) * | 2017-03-27 | 2018-10-04 | 新日鐵住金ステンレス株式会社 | フェライト系ステンレス鋼板およびその製造方法、ならびに、排気部品 |
| KR102030158B1 (ko) * | 2017-12-26 | 2019-10-08 | 주식회사 포스코 | 표면 품질이 우수한 린 듀플렉스 스테인리스강의 제조방법 |
| JP2020178302A (ja) | 2019-04-22 | 2020-10-29 | 日本精機株式会社 | 通信装置 |
| CN115135807B (zh) * | 2020-03-12 | 2023-09-19 | 日铁不锈钢株式会社 | 铁素体系不锈钢及其制造方法 |
-
2021
- 2021-10-22 KR KR1020237013155A patent/KR102917622B1/ko active Active
- 2021-10-22 EP EP21882927.3A patent/EP4234770A4/en active Pending
- 2021-10-22 MX MX2023004503A patent/MX2023004503A/es unknown
- 2021-10-22 CN CN202180071452.7A patent/CN116323995A/zh active Pending
- 2021-10-22 JP JP2022557621A patent/JP7584533B2/ja active Active
- 2021-10-22 US US18/032,771 patent/US20230383390A1/en active Pending
- 2021-10-22 WO PCT/JP2021/039115 patent/WO2022085788A1/ja not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009035755A (ja) | 2007-07-31 | 2009-02-19 | Nisshin Steel Co Ltd | 二輪車排ガス経路部材用Al系めっき鋼板および部材 |
| JP2012112025A (ja) | 2010-11-26 | 2012-06-14 | Nippon Steel & Sumikin Stainless Steel Corp | 尿素scrシステム部品用フェライト系ステンレス鋼板およびその製造方法 |
| WO2014157341A1 (ja) | 2013-03-26 | 2014-10-02 | 新日鐵住金ステンレス株式会社 | フェライト系ステンレス鋼とその製造方法 |
| JP2016030854A (ja) | 2014-07-29 | 2016-03-07 | 新日鐵住金ステンレス株式会社 | 燃料電池用フェライト系ステンレス鋼およびその製造方法 |
| JP2017088977A (ja) | 2015-11-13 | 2017-05-25 | Jfeスチール株式会社 | フェライト系ステンレス鋼 |
| JP2019173075A (ja) | 2018-03-27 | 2019-10-10 | 日鉄ステンレス株式会社 | フェライト系ステンレス鋼板およびその製造方法、ならびに燃料電池用部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022085788A1 (ja) | 2022-04-28 |
| CN116323995A (zh) | 2023-06-23 |
| EP4234770A1 (en) | 2023-08-30 |
| MX2023004503A (es) | 2023-05-10 |
| EP4234770A4 (en) | 2025-10-01 |
| CA3195974A1 (en) | 2022-04-28 |
| US20230383390A1 (en) | 2023-11-30 |
| KR102917622B1 (ko) | 2026-01-28 |
| KR20230070270A (ko) | 2023-05-22 |
| JPWO2022085788A1 (ja) | 2022-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7584533B2 (ja) | フェライト系ステンレス鋼及び排ガス用部品 | |
| RU2573154C2 (ru) | Высокопрочный стальной лист, имеющий превосходную ударопрочность, и способ его производства, и высокопрочный гальванизированный стальной лист и способ его производства | |
| JP6392501B2 (ja) | 絶縁性に優れた熱膨張係数の小さいステンレス製太陽電池用基板およびその製造方法 | |
| KR101692660B1 (ko) | 내열성이 우수한 페라이트계 스테인레스 강판 | |
| WO2019221286A1 (ja) | 鋼板およびほうろう製品 | |
| US10927438B2 (en) | Fe-Ni-Cr alloy, Fe-Ni-Cr alloy strip, sheath heater, method of manufacturing Fe-Ni-Cr alloy, and method of manufacturing sheath heater | |
| TW201213559A (en) | Ferritic stainless steel | |
| JP6388056B2 (ja) | 熱延鋼板の製造方法および冷延フルハード鋼板の製造方法 | |
| JP2009035755A (ja) | 二輪車排ガス経路部材用Al系めっき鋼板および部材 | |
| JP2019505670A (ja) | めっき性に優れた高強度溶融亜鉛系めっき鋼材及びその製造方法 | |
| CN111433382A (zh) | 具有优异的抗高温氧化性的铁素体不锈钢及其制造方法 | |
| JP2022089302A (ja) | オーステナイト系ステンレス鋼板および鋼管ならびにこれらの製造方法 | |
| WO2021182266A1 (ja) | フェライト系ステンレス鋼およびその製造方法 | |
| JP2010031313A (ja) | 耐食オーステナイト系ステンレス鋼 | |
| WO2019188601A1 (ja) | 耐塩害腐食性に優れたフェライト系ステンレス鋼 | |
| JP7656463B2 (ja) | オーステナイト系ステンレス鋼 | |
| JP2004076154A (ja) | 耐食性、高温強度および耐高温酸化性に優れたフェライト系ステンレス鋼 | |
| WO2020017609A1 (ja) | 鋼板 | |
| JP2011127216A (ja) | めっき鋼板、およびその製造方法 | |
| JP4184869B2 (ja) | 高耐食二相ステンレス鋼 | |
| JP7645098B2 (ja) | フェライト系ステンレス鋼およびフェライト系ステンレス鋼の製造方法 | |
| JP2021055141A (ja) | フェライト系ステンレス鋼 | |
| JP2017088977A (ja) | フェライト系ステンレス鋼 | |
| JP6663377B2 (ja) | 溶融亜鉛浴用浴槽を備えた設備 | |
| JPWO2020017607A1 (ja) | 鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7584533 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |