KR100443473B1 - 열성형기로부터열성형된피가공물을꺼내어가공하는장치 - Google Patents
열성형기로부터열성형된피가공물을꺼내어가공하는장치 Download PDFInfo
- Publication number
- KR100443473B1 KR100443473B1 KR1019970020607A KR19970020607A KR100443473B1 KR 100443473 B1 KR100443473 B1 KR 100443473B1 KR 1019970020607 A KR1019970020607 A KR 1019970020607A KR 19970020607 A KR19970020607 A KR 19970020607A KR 100443473 B1 KR100443473 B1 KR 100443473B1
- Authority
- KR
- South Korea
- Prior art keywords
- workpiece
- thermoforming machine
- plate
- thermoformed
- thermoforming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000003856 thermoforming Methods 0.000 title claims abstract description 54
- 238000000034 method Methods 0.000 claims abstract description 24
- 238000003754 machining Methods 0.000 claims description 17
- 238000000465 moulding Methods 0.000 claims description 13
- 238000002372 labelling Methods 0.000 claims description 2
- 230000001954 sterilising effect Effects 0.000 claims description 2
- 230000001360 synchronised effect Effects 0.000 claims 1
- 230000008569 process Effects 0.000 abstract description 13
- 239000012530 fluid Substances 0.000 description 10
- 239000000463 material Substances 0.000 description 8
- 238000007493 shaping process Methods 0.000 description 5
- 238000005553 drilling Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/44—Removing or ejecting moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C57/00—Shaping of tube ends, e.g. flanging, belling or closing; Apparatus therefor, e.g. collapsible mandrels
- B29C57/12—Rim rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/007—Using fluid under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/442—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with mechanical ejector or drive means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0003—Discharging moulded articles from the mould
- B29C37/0007—Discharging moulded articles from the mould using means operable from outside the mould for moving between mould parts, e.g. robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/04—Combined thermoforming and prestretching, e.g. biaxial stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7132—Bowls, Cups, Glasses
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/20—Molding plants
- Y10S425/201—Diverse stations
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Labeling Devices (AREA)
- Fats And Perfumes (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Vending Machines For Individual Products (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
Claims (11)
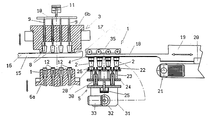
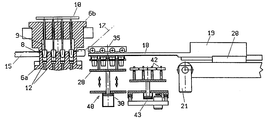
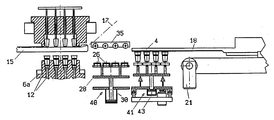
- 열성형기로부터의 열성형된 피가공물을 꺼내여서 가공하기 위한 장치에 있어서, 상기 열형성기의 하류측에 배설되어서 이 열성형기에 있어서 형성된 열성형된 상기 피가공물을 가공 또는 취급하기 위한 작업 스테이션을 구비함과 아울러, 상기 열성형기의 작동과 동기가능하게, 이 열성형기에 의해 열성형된 1조 또는 1성형 작업분의 상기 피가공물을 꺼내는 꺼내기 위치와, 꺼내진 상기 열성형된 피가공물을 각각의 가공 또는 취급 작업 중에 고정유지시킨 하나이상의 상기 작업 스테이션사이에서 이동가능 하게 구성된 하나이상의 꺼냄 플레이트를 구비한 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
- 제 1항에 있어서,상기 꺼냄 플레이트는 상기 피가공물에 대한 측의면에 있어서, 떼어 내지고 가공 또는 취급된 각 피가공물용 성형장치를 가지는 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
- 제 2항에 있어서,일단부에 상기 꺼냄 플레이트을 지지하는 상기 꺼냄 플레이트용 지지암과, 상기 꺼냄 플레이트를 이동시키기 위해 상기 지지 암의 타단부에 접속된 또한 이 타단부와 일체의 캐리지와, 이 캐리지용의 가이드수단과, 상기 캐리지를 상기 열성형기의 작동 사이클과 동기시켜서 작동하기 위한 액츄에이터수단을 구비한 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
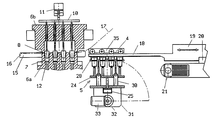
- 제 3항에 있어서,상기 캐리지는 상기 꺼냄 플레이트의 상기 지지암용의 힌지 핀 부재와, 상기 지지 암을 회전시키기 위한 액츄에이터수단을 가지는 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
- 제 2항내지 제 4항 중 어느 한 항에 있어서,상기 꺼냄 플레이트는 상기 피가공물에 대하여 부여된 측방의 가공 드러스트에 저항하기 위한 1개이상의 상기 조작 스테이션의 캐리지에 따라서 배설된 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
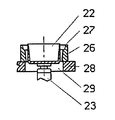
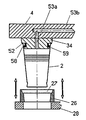
- 제 1항에 있어서,상기 작업스테이션은 상기 꺼냄 플레이트에 부착된 아직 열을 유지하고 있는 상태의 상기 피가공물을 상기 꺼냄 플레이트상의 상기 대응의 성형구와 협동하여 에지 성형가공하기 위한 컬링장치로서의 에지 성형 장치를 가지는 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
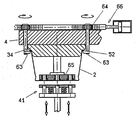
- 제 6항에 있어서,상기 에지 성형 장치는 상기 작업스테이션에 포함되어 있으며, 상기 1조 또는 1성형회분의 피가공물의 저부을 위한 복수의 시트와, 이 시트를 위한 지지암과, 이 지지암을 위한 프레임과, 이 프레임을 상기 꺼냄 플레이트의 근방의 위치와, 이 꺼냄 플레이트로부터 이간된 위치사이에서 이동시키도록하는 액츄에이터와, 상기 각 시트와 동심형태로 그 주위를 이동가능하게 또한 상기 꺼냄 플레이트의 성형구와 협동하도록 구성된 환상 에지 성형 부재 또는 시트을 지지하는 단부를 가지는 환상부재와, 이 환상부재의 타단부가 고정 또는 일체형성됨과 더불어, 대응의 시트의 통과를 허용하도록 이 시트에 대응하는 개구를 가지는 지지 플레이트와, 이 지지 플레이트용 액츄에이터수단을 가지는 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
- 제 7항에 있어서,상기 에지 형성장치는 지지부재상에 부착됨과 더불어, 이를 축심주위에 회전운동시키기 위한 액츄에이터수단을 가지는 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
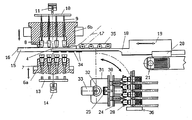
- 제 7항에 있어서,상기 작업 스테이션은 상기 피가공물의 저부을 천공하는 장치를 가지는 것을 특징으로 하는 열성형기로부터 열성형된 피가공물을 꺼내여 가공하는 장치.
- 제 7항에 있어서,상기 작업 스테이션은 상기 피가공물에 대하여 라벨부착 또는 마킹하기 위한 장치를 가지는 것을 특징으로 하는 열성형기로부터 열가공된 피가공물을 꺼내여 가공하는 장치.
- 제 7항에 있어서,상기 작업 스테이션은 상기 피가공물을 살균하기 위한 장치를 가지는 것을 특징으로 하는 열성형기로부터 열성형된 퍼가공물을 꺼내여 가공하는 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT96VR000052A IT1289111B1 (it) | 1996-05-28 | 1996-05-28 | Apparecchiatura di prelievo e lavorazione di oggetti termoformati da una macchina termoformatrice |
| ITVR96A000052 | 1996-05-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR970073773A KR970073773A (ko) | 1997-12-10 |
| KR100443473B1 true KR100443473B1 (ko) | 2004-11-03 |
Family
ID=11428206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019970020607A Expired - Lifetime KR100443473B1 (ko) | 1996-05-28 | 1997-05-26 | 열성형기로부터열성형된피가공물을꺼내어가공하는장치 |
Country Status (19)
| Country | Link |
|---|---|
| US (1) | US6042360A (ko) |
| EP (1) | EP0810079B1 (ko) |
| JP (1) | JPH1052859A (ko) |
| KR (1) | KR100443473B1 (ko) |
| CN (1) | CN1082434C (ko) |
| AT (1) | ATE194795T1 (ko) |
| AU (1) | AU729011B2 (ko) |
| BR (1) | BR9703319A (ko) |
| CA (1) | CA2206186C (ko) |
| DE (1) | DE69702572T2 (ko) |
| DK (1) | DK0810079T3 (ko) |
| ES (1) | ES2150190T3 (ko) |
| GR (1) | GR3034589T3 (ko) |
| HU (1) | HU222549B1 (ko) |
| IT (1) | IT1289111B1 (ko) |
| NO (1) | NO311755B1 (ko) |
| PL (1) | PL183311B1 (ko) |
| PT (1) | PT810079E (ko) |
| RO (1) | RO118644B1 (ko) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6334766B1 (en) * | 1995-12-22 | 2002-01-01 | Mccormick John | Takeout apparatus for shuttle-type plastic blow moulding machines |
| IT1293955B1 (it) * | 1997-06-13 | 1999-03-11 | Isap Omv Group Spa | Dispositivo a piastra per il prelievo e l'allontanamento di una stampata di oggetti termoformati da una pressa di termoformatura |
| DE19812414C2 (de) * | 1998-03-20 | 2003-12-18 | Walter Lauermann | Aufnahmevorrichtung für Serien-Erzeugnisse, insbesondere Kunstsoff-Becher |
| DE19933355C1 (de) * | 1999-07-16 | 2001-03-15 | Illig Maschinenbau Adolf | Verfahren zum Stapeln von Behältern aus thermoplastischem Kunststoff und Vorrichtung zur Durchführung des Verfahrens |
| FR2811932B1 (fr) * | 2000-07-20 | 2003-05-16 | Oreal | Procede de fabrication d'un soufflet |
| ITVR20010017A1 (it) | 2001-02-15 | 2002-08-16 | Isap Omv Group Spa | Apparecchiatura di manipolazione di gruppi di pile di oggetti termoformati permanentemente tenute in corretto assetto assiale |
| ITVR20010016A1 (it) | 2001-02-15 | 2002-08-16 | Isap Omv Group Spa | Procedimento ed impianto di manipolazione oggetti termoformati per macchina termoformatrice a stazione unica con stampo forma e trancia |
| ITVR20010018A1 (it) * | 2001-02-15 | 2002-08-16 | Isap Omv Group Spa | Impianto di scarico di pile di oggetti termoformati da una gabbia di accoglimento ad un trasportatore di allontanamento |
| US6918753B2 (en) * | 2001-11-15 | 2005-07-19 | G.N. Plastics Company Ltd. | Dual-mold thermoforming press |
| WO2004041515A1 (en) * | 2002-11-01 | 2004-05-21 | Sencorp Systems, Inc. | Robotic method and apparatus for removing parts from the trim press of a thermoforming system |
| EP1651414A1 (en) * | 2003-08-01 | 2006-05-03 | Graham Packaging Company, L.P. | Mold mounted drop cylinder assembly |
| WO2007034176A2 (en) * | 2005-03-18 | 2007-03-29 | Pvaxx Research And Development Limited | Unloading apparatus for rotationnaly moulded articles, and unloading method related thereto |
| GB2425506B (en) | 2005-04-26 | 2010-11-10 | Pvaxx Res & Dev Ltd | Load carrying apparatus and method of manufacture |
| DE102005026687B4 (de) * | 2005-06-09 | 2017-05-24 | Kiefel Gmbh | Verfahren und Vorrichtung zum Stapeln von tiefgezogenen Artikeln |
| US20080054525A1 (en) * | 2006-09-06 | 2008-03-06 | Graham Packaging Company, Lp | Method and apparatus for stretching the neck finish of a molded plastic article |
| US7586056B2 (en) * | 2006-09-15 | 2009-09-08 | Shin-Etsu Polymer Co., Ltd | Resin molded body, receiving jig and method for manufacturing push button switch member |
| DE202008003710U1 (de) * | 2008-03-15 | 2009-08-06 | Krones Ag | Vorrichtung zum Transportieren von Hohlkörper-Vorformlingen |
| DE102008019988B3 (de) * | 2008-04-21 | 2009-06-25 | Illig Maschinenbau Gmbh & Co. Kg | Verfahren zum Austrennen von tiefgezogenen Formteilen aus einer Folienbahn aus thermoplastischer Kunststofffolie |
| US20100126901A1 (en) * | 2008-11-24 | 2010-05-27 | Alain Cerf | Thermofrom a tray insitu with an article |
| UA113527U (xx) * | 2011-09-16 | 2017-02-10 | Пристрій для термічного формування виробів | |
| ITVR20110198A1 (it) * | 2011-10-27 | 2013-04-28 | Omv Machinery S R L | Pressa di termoformatura e procedimento di termoformaturacon essa realizzabile |
| ES2625252B1 (es) * | 2016-01-18 | 2018-04-24 | Comercial de Útiles y Moldes, S.A. | Dispositivo para el desmoldeado de piezas y molde que comprende dicho dispositivo |
| US20210069917A1 (en) * | 2019-09-10 | 2021-03-11 | Brian Charles Cloetingh | Grippers to pick plastic sleeved cups for case cartoning using industrial and collaborative robots |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3561058A (en) * | 1968-04-04 | 1971-02-09 | Henry Komendowski | Rim shaping and trimming apparatus for plastic containers and the like |
| IT1071029B (it) * | 1976-12-06 | 1985-04-02 | O M V Spa Off Mec | Dispositivo automatico di estrazione da una stazione di impilatura di pile di oggetti cavi finiti,termoformati da un foglio di materiale plastico |
| IT1175178B (it) * | 1983-11-15 | 1987-07-01 | Omv Spa Off Mecc Veronese | Estrattore di oggetti ottenuti con termoformatrici |
| CN85103810B (zh) * | 1985-05-14 | 1988-01-06 | 办公机器公司 | 热成型装置加工件的抽出器 |
| IT1218634B (it) * | 1987-06-05 | 1990-04-19 | Omv Spa Off Mecc Veronese | Procedimento per la realizzazione di una depressione in camere formate fra un estrettore a piastre piana ed oggetti cavi termoformati |
| DE3928301A1 (de) * | 1989-08-26 | 1991-02-28 | Illig Maschinenbau Adolf | Vorrichtung zum entnehmen von warmgeformten gegenstaenden aus thermoplastischem kunststoff aus einer kombinierten form/stanzstation einer thermoformmaschine |
| IT1236862B (it) * | 1989-12-18 | 1993-04-22 | Omv Spa | Procedimento per la formazione del bordo di contenitori in materiale sintetico termoplastico, aperti verso l'alto e terminanti con una flangia esterna inarcata verso l'alto ed estendentesi verso il basso e macchina che lo realizza |
| IT1257010B (it) * | 1992-02-03 | 1996-01-05 | Omv Spa | Procedimento ed apparecchiatura per la termoformatura e l'impilamento di oggetti cavi con fondello a partire da materiale termoplastico in nastro. |
| IT1257683B (it) * | 1992-10-28 | 1996-02-01 | Pietro Padovani | Aparecchiatura bordatrice particolarmente per articoli cavi ottenuti per termoformatura a partire da materiale termoformabile in nastro |
| IT1268286B1 (it) * | 1994-09-14 | 1997-02-27 | Isap Omv Group Spa | Apparecchiatura di termoformatura di materiali termoformabili in nastro o lastra |
-
1996
- 1996-05-28 IT IT96VR000052A patent/IT1289111B1/it active IP Right Grant
-
1997
- 1997-05-23 PL PL97320154A patent/PL183311B1/pl unknown
- 1997-05-26 KR KR1019970020607A patent/KR100443473B1/ko not_active Expired - Lifetime
- 1997-05-27 AT AT97201608T patent/ATE194795T1/de active
- 1997-05-27 JP JP9135641A patent/JPH1052859A/ja active Pending
- 1997-05-27 BR BR9703319A patent/BR9703319A/pt not_active IP Right Cessation
- 1997-05-27 DK DK97201608T patent/DK0810079T3/da active
- 1997-05-27 DE DE69702572T patent/DE69702572T2/de not_active Expired - Lifetime
- 1997-05-27 US US08/864,001 patent/US6042360A/en not_active Expired - Lifetime
- 1997-05-27 ES ES97201608T patent/ES2150190T3/es not_active Expired - Lifetime
- 1997-05-27 AU AU23655/97A patent/AU729011B2/en not_active Ceased
- 1997-05-27 EP EP97201608A patent/EP0810079B1/en not_active Expired - Lifetime
- 1997-05-27 PT PT97201608T patent/PT810079E/pt unknown
- 1997-05-27 NO NO19972403A patent/NO311755B1/no not_active IP Right Cessation
- 1997-05-27 RO RO97-00962A patent/RO118644B1/ro unknown
- 1997-05-27 CA CA002206186A patent/CA2206186C/en not_active Expired - Lifetime
- 1997-05-27 CN CN97113199A patent/CN1082434C/zh not_active Expired - Lifetime
- 1997-05-28 HU HU9700964A patent/HU222549B1/hu not_active IP Right Cessation
-
2000
- 2000-10-11 GR GR20000402278T patent/GR3034589T3/el not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CN1082434C (zh) | 2002-04-10 |
| CA2206186C (en) | 2007-04-24 |
| DE69702572D1 (de) | 2000-08-24 |
| PL320154A1 (en) | 1997-12-08 |
| EP0810079A1 (en) | 1997-12-03 |
| RO118644B1 (ro) | 2003-08-29 |
| DK0810079T3 (da) | 2000-11-06 |
| CA2206186A1 (en) | 1997-11-28 |
| NO972403D0 (no) | 1997-05-27 |
| BR9703319A (pt) | 1998-09-15 |
| PL183311B1 (pl) | 2002-06-28 |
| GR3034589T3 (en) | 2001-01-31 |
| MX9703878A (es) | 1998-06-30 |
| CN1168315A (zh) | 1997-12-24 |
| ITVR960052A1 (it) | 1997-11-28 |
| JPH1052859A (ja) | 1998-02-24 |
| HU222549B1 (hu) | 2003-08-28 |
| ITVR960052A0 (it) | 1996-05-28 |
| HUP9700964A2 (en) | 1997-12-29 |
| AU729011B2 (en) | 2001-01-25 |
| KR970073773A (ko) | 1997-12-10 |
| EP0810079B1 (en) | 2000-07-19 |
| ES2150190T3 (es) | 2000-11-16 |
| DE69702572T2 (de) | 2001-04-19 |
| HUP9700964A3 (en) | 1999-03-01 |
| NO311755B1 (no) | 2002-01-21 |
| IT1289111B1 (it) | 1998-09-25 |
| PT810079E (pt) | 2001-01-31 |
| ATE194795T1 (de) | 2000-08-15 |
| NO972403L (no) | 1997-12-01 |
| AU2365597A (en) | 1997-12-04 |
| US6042360A (en) | 2000-03-28 |
| HU9700964D0 (en) | 1997-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100443473B1 (ko) | 열성형기로부터열성형된피가공물을꺼내어가공하는장치 | |
| CA2087512C (en) | Method and apparatus for the thermoforming and stacking of hollow objects incorporating a base formed from thermoplastics sheet material | |
| JP2006504557A (ja) | 射出成形機用のサイド・シャットル装置及び方法 | |
| JPH0686084B2 (ja) | 成形品の成形装置 | |
| RU2127190C1 (ru) | Способ и устройство для изготовления полых предметов, в частности пластмассовых заготовок | |
| US4932856A (en) | Apparatus for thermoforming hollow articles | |
| EP0679141B1 (en) | Apparatus for removing hollow articles from a mould | |
| CA2199807C (en) | Thermoforming apparatus for thermoformable materials in ribbon or sheet-form | |
| CN212351088U (zh) | 压铸件加工检测一体机 | |
| IL124926A (en) | Plate device for withdrawing and moving a molding of thermoformed objects away from a thermoforming press | |
| RU2317202C2 (ru) | Устройство и способ для формования изделия с участком уменьшенного поперечного сечения | |
| CN103056213B (zh) | 在模具中热成形和切割板材并取出废料件的设备和方法 | |
| CN212498960U (zh) | 一种用于活塞包胶的生产装置 | |
| KR200186172Y1 (ko) | 의류용 장식편 부착장치 | |
| EP0796167B1 (en) | Method and apparatus for loading labels into a mould of a thermoforming machine | |
| MXPA97003878A (en) | Apparatus to remove and process thermoformed objects from a thermoforming machine | |
| RU2174069C2 (ru) | Устройство для удаления и обработки формованных изделий из установки для формования листовых термопластов | |
| CN217474665U (zh) | 送料机构及碟形弹簧回收处理设备 | |
| CN220129414U (zh) | 一种产品取出分离装置 | |
| CN219632506U (zh) | 一种全自动拍钉设备 | |
| JP3112789B2 (ja) | 成形品製造装置及び成形品製造方法 | |
| CN110576544A (zh) | 自动定位去毛边机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 19970526 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20010625 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 19970526 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20030715 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20040529 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20040728 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20040729 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20070711 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20080709 Start annual number: 5 End annual number: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20090716 Start annual number: 6 End annual number: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20100719 Start annual number: 7 End annual number: 7 |
|
| PR1001 | Payment of annual fee |
Payment date: 20110712 Start annual number: 8 End annual number: 8 |
|
| PR1001 | Payment of annual fee |
Payment date: 20120716 Start annual number: 9 End annual number: 9 |
|
| FPAY | Annual fee payment |
Payment date: 20130701 Year of fee payment: 10 |
|
| PR1001 | Payment of annual fee |
Payment date: 20130701 Start annual number: 10 End annual number: 10 |
|
| FPAY | Annual fee payment |
Payment date: 20140701 Year of fee payment: 11 |
|
| PR1001 | Payment of annual fee |
Payment date: 20140701 Start annual number: 11 End annual number: 11 |
|
| PR1001 | Payment of annual fee |
Payment date: 20150701 Start annual number: 12 End annual number: 12 |
|
| FPAY | Annual fee payment |
Payment date: 20160630 Year of fee payment: 13 |
|
| PR1001 | Payment of annual fee |
Payment date: 20160630 Start annual number: 13 End annual number: 13 |
|
| EXPY | Expiration of term | ||
| PC1801 | Expiration of term |
Termination date: 20171126 Termination category: Expiration of duration |