KR20130005331A - 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법 - Google Patents
냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법 Download PDFInfo
- Publication number
- KR20130005331A KR20130005331A KR1020110066651A KR20110066651A KR20130005331A KR 20130005331 A KR20130005331 A KR 20130005331A KR 1020110066651 A KR1020110066651 A KR 1020110066651A KR 20110066651 A KR20110066651 A KR 20110066651A KR 20130005331 A KR20130005331 A KR 20130005331A
- Authority
- KR
- South Korea
- Prior art keywords
- fuel pump
- case
- molded body
- manufacturing
- forging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/26—Making machine elements housings or supporting parts, e.g. axle housings, engine mountings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/02—Dies or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/02—Die forging; Trimming by making use of special dies ; Punching during forging
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0006—Details, accessories not peculiar to any of the following furnaces
- C21D9/0025—Supports; Baskets; Containers; Covers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Forging (AREA)
- Fuel-Injection Apparatus (AREA)
Abstract
Description
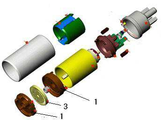
도 2는 차량용 연료펌프용 상, 하 케이스 형상도.
도 3은 본 발명의 일실시예에 따른 냉간 단조에 의한 알루미늄재 연료펌프용 케이스의 제조 방법 흐름도.
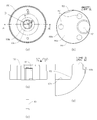
도 4는 본 발명의 연료펌프용 케이스의 제조 방법에 따라 제조된 1차 성형체 형상도.
도 5는 본 발명의 연료펌프용 케이스의 제조 방법에 따라 제조된 2차 성형체 형상도.
도 6은 본 발명의 연료펌프용 케이스의 제조 방법에 사용되는 1차 단조금형(100)의 제1 상부펀치(110).
도 7은 본 발명의 연료펌프용 케이스의 제조 방법에 사용되는 1차 단조금형(100)의 제1 하부다이(150).
도 8은 본 발명의 연료펌프용 케이스의 제조 방법에 사용되는 2차 단조금형(200)의 제2 하부다이(210).
도 9는 본 발명의 연료펌프용 케이스의 제조 방법에 사용되는 2차 단조금형(200)의 제2 상부펀치(250).
도 10은 1차 냉간단조공정용 금형 결합도.
도 11은 2차 냉간단조공정용 금형 결합도.
도 12는 2차 냉간단조 금형에 사용되는 지지핀 구성도.
| 평가항목 (주요성능 Spec¹) |
단위 |
비중² (%) |
세계최고 수준 (독일/보쉬) |
연구개발전 국내수준 (다이케스팅) |
본 발명 목표치 |
본 발명 결과 |
평가방법³ |
| 치수정밀도 |
mm |
25 |
±0.15 |
±0.15 |
±0.15 |
0.03 |
제조도면 허용공차 기준 |
| 표면경도 |
HB |
25 |
75 |
65 |
85이상 |
87 |
KS B 0805 |
| 조면조도 |
Rmax |
15 |
20 |
25 |
12.5이하 |
4.73 |
KS C 7612 |
| 내식성 |
㎛ |
20 |
2 |
3 |
1.5이하 |
1.5이하 |
E-100 부식성평가 |
| 조직치밀도 (미세기공) |
- |
15 |
- |
미세기공 발생 |
기공 없을것 |
기공 없음 |
주사전자현미경 (SEM)미세조직 |
12 : 제1 상면부 13 : 메인돌출부
14 : 경사형 절개부 20 : 2차 성형체
21 : 제2 상면부 22 : 제2 하면부
23 : 연료유입구 24 : 보조돌기
23a : 연료유입용 중공홈 24a : 돌촐턱부
23t : 연료유입구 두께
25 : 배기홀용 홈부 26 : 유체유도홈
27 : 내부테두리 29 : 베어링 내재홈
100 : 1차 단조금형 110 : 제1 상부펀치
130 : 펀치 플레이트 150 : 제1 하부다이
150b : 제1 상면부 150a : 저면부
151 :메인돌출부-성형홀 152 : 이젝트핀홀
153 : 경사형 절개면 160 : 지지핀
170 :다이플레이트
200 : 2차 단조금형 210 : 제2 상부펀치
216 : 유체유도홈 형성용 돌출부 250 : 제2 하부다이
251 : 유체유도홈 형성용 돌출부
251a : 유체유도홈 형성용 돌출부 252 : 단턱부
253 : 제2 저면부 254 : 보조돌기 형성홈
255 : 유체유입구-내재홀 256 : 이젝트핀홀
260 : 제2 지지핀 261 : 2 지지핀 상단면
270 : 제3 지지핀
Claims (9)
- 연료펌프용 케이스 제조방법에 있어서,
알루미늄 원소재를 이용하여 냉간 단조 공정을 거쳐서 연료펌프용 성형체를 제조한 후, 마무리 가공을 거쳐 최종적인 연료펌프용 케이스를 제조하는 것을 특징으로 하는 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법. - 소정두께를 갖는 원판형 원소재를 제공하는 단계(S01)와;
상기 원판형 원소재를 1차 단조금형(100)을 이용하여 냉간 단조에 의해 연료펌프용 케이스의 1차 성형체(10)를 제조하는 1차 성형단계(S10)와;
2차 단조금형(200)을 이용하여 상기 1차 성형체를 2차로 냉간 단조하여 연료펌프용 케이스의 2차 성형체(20)를 제조하는 2차 성형단계(S20)와;
상기 2차 성형체(20)를 열처리하는 단계(S30)와;
상기 열처리된 2차 성형체(20)를 마무리 가공하는 단계(S40);를 포함하여 구성되는 것을 특징으로 하는 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법. - 제2항에 있어서,
상기 1차 성형단계(S10)에서 제조된 상기 1차 성형체(10)는,
제1 상부펀치(110)에 의해 타격된 제1 상면부(11)가 평평하고,
제1 하부다이(150)에 의해 가압된 제1 하면부(12)가 평평하며,
상기 제1 하면부(12)에 메인돌출부(13)가 원통형으로 돌출 형성되어 있는 것을 특징으로 하는 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법. - 제3항에 있어서,
상기 2차 성형체(20)는, 제2 상부펀치(210)에 의해 타격된 제2 상면부(21)에 호형의 유체유도홈(26)이 원형의 내부테두리(27)의 외주를 따라 움푹 패여 형성되고, 상기 원형의 내부테두리(27) 중앙에 베어링 내재홈(29)이 움푹 패여 형성되고;
상기 2차 성형체(20)는, 제2 하면부(22)에 형성된 연료유입구(23)의 중앙이 제2 하부다이(250)에 의해 가압되어 움푹 들어간 연료유입용 중공홈(23a)이 형성되고,
상기 제2 하면부(22)의 중앙의 돌출턱부(24a)로부터 더 돌출된 보조돌기(24)가 형성되고,
제2 하면부(22)의 외주 일측에 배기홀용 홈부(25)가 형성되는 것을 특징으로 하는 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법. - 제3항에 있어서,
상기 1차 단조금형(100)은,
유압프레스에 의해 승강되는 펀치플레이트(130)에 결합되고 평평한 하면(110a)을 갖는 제1 상부펀치(110)와,
다이플레이트(170)에 고정된 제1 하부다이(150)를 포함하여 구성되되,
상기 제1 하부다이(150)는, 제1 상면부(150b)보다 낮게 형성된 저면부(150a)와,
상기 저면부(150a)로부터 수직 하향으로 뚫려서 형성된 메인돌출부-성형홀(151)과,
상기 저면부(150a)로부터 수직 하향으로 뚫려서 형성된 이젝트핀홀(152)과,
상기 메인돌출부-성형홀(151)에 삽입되어 상기 메인돌출부(13)의 하면에 가압되어 지지하는 제1 지지핀(160)을 포함하여 구성되는 것을 특징으로 하는 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법. - 제5항에 있어서,
상기 1차 성형체의 테두리 하부 일지점에 경사형 절개부(14)가 형성되고,
상기 제1 하부다이(150)는 테두리 일지점에 상향의 경사형 절개면(153)이 형성되는 것을 특징으로 하는 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법. - 제4항에 있어서,
상기 2차 단조금형(200)은 제2 상부펀치(210)와 제2 하부다이(250)를 포함하여 구성되고;
상기 제2 상부펀치(210)는, 상기 2차 성형체(20)의 제2 상면부(21)의 형상에 상응하게 유체유도홈 형성용 돌출부(216)와 베어링 내재홈 형성용 돌출부(216)를 구비하고;
상기 제2 하부다이(250)는,
다이상면(251)보다 낮게 형성되어 안치홈(251a)를 형성하는 단턱부(252)와,
상기 단턱부(252)보다 더 움푹 들어간 제2 저면부(253)와,
상기 제2 저면부(253) 중심에서 더 움푹 패여 형성된 보조돌기 형성홈(254)와,
상기 제2 저면부(253)를 하향 관통하는 유체유입구-내재홀(255)과,
상기 제2 저면부(253)로부터 하향 관통하는 이젝트핀홀(256)을 포함하여 구성되는 것을 특징으로 하는 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법. - 제7항에 있어서,
상기 유체유입구-내재홀(255)의 직경보다 연료유입구(23)의 두께(23t) 만큼 반경이 작은 제2 지지핀(260)이 제2 하부다이(250)의 아래로부터 상향으로 삽입되어 제2 지지핀(260)의 상단면(261)이 연료유입용 중공홈(23a)의 저면부(23b)를 형성하게 되고,
유체유입구-내재홀(255)의 내면과 제2 지지핀(260)의 외면 사이에 유체유입구(23)의 살이 채우져서 성형되는 것을 특징으로 하는 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법. - 제1항 내지 제 9항의 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법으로 제조된 연료펌프용 케이스.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020110066651A KR101230575B1 (ko) | 2011-07-06 | 2011-07-06 | 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020110066651A KR101230575B1 (ko) | 2011-07-06 | 2011-07-06 | 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130005331A true KR20130005331A (ko) | 2013-01-16 |
| KR101230575B1 KR101230575B1 (ko) | 2013-02-15 |
Family
ID=47836616
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020110066651A Active KR101230575B1 (ko) | 2011-07-06 | 2011-07-06 | 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101230575B1 (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016043367A1 (ko) * | 2014-09-18 | 2016-03-24 | 주식회사 세림티앤디 | 냉간단조법에 의한 차량용 배터리 터미널 플레이트의 제조방법 및 제조장치 |
| US9605891B2 (en) * | 2014-03-11 | 2017-03-28 | Samsung Electronics Co., Ltd. | Refrigerator |
| KR20180012408A (ko) * | 2016-07-27 | 2018-02-06 | 윤근수 | 제빙드럼의 제조방법 및 그 제빙드럼 |
| CN115283941A (zh) * | 2022-05-09 | 2022-11-04 | 沈阳鼓风机集团核电泵业有限公司 | 核主泵泵壳的制造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104384835B (zh) * | 2014-09-23 | 2018-07-10 | 塞里姆株式会社 | 借助于冷锻的重型设备用机油滤清器盖制造方法及制造装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS602134B2 (ja) | 1982-01-14 | 1985-01-19 | 本田技研工業株式会社 | 打抜き孔の処理方法及び装置 |
| JPS60102246A (ja) | 1983-11-09 | 1985-06-06 | Musashi Seimitsu Kogyo Kk | 内燃機関用コネクテイングロツドの製造方法 |
| KR20060077974A (ko) * | 2004-12-30 | 2006-07-05 | 조갑현 | 자동차용 연료펌프의 펌프하우징 제조방법 |
| KR20070104036A (ko) * | 2006-04-21 | 2007-10-25 | 한우단조(주) | 클러치디스크의 허브 단조방법 |
-
2011
- 2011-07-06 KR KR1020110066651A patent/KR101230575B1/ko active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9605891B2 (en) * | 2014-03-11 | 2017-03-28 | Samsung Electronics Co., Ltd. | Refrigerator |
| WO2016043367A1 (ko) * | 2014-09-18 | 2016-03-24 | 주식회사 세림티앤디 | 냉간단조법에 의한 차량용 배터리 터미널 플레이트의 제조방법 및 제조장치 |
| KR20180012408A (ko) * | 2016-07-27 | 2018-02-06 | 윤근수 | 제빙드럼의 제조방법 및 그 제빙드럼 |
| CN115283941A (zh) * | 2022-05-09 | 2022-11-04 | 沈阳鼓风机集团核电泵业有限公司 | 核主泵泵壳的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101230575B1 (ko) | 2013-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101230575B1 (ko) | 냉간 단조에 의한 알루미늄재 연료펌프용 케이스 제조 방법 | |
| JPH07506661A (ja) | 分割された少なくとも一つの転動体用軸受面を有する部品の製作方法 | |
| CN102825438B (zh) | 四工位凹模的加工方法 | |
| CN108838270B (zh) | 一种汽车用万向节的水胀成型工艺 | |
| CN102528407A (zh) | 一种万向节整体凹模的加工方法 | |
| CN108161377B (zh) | 一种摆线轮的超精加工方法 | |
| CN102672433B (zh) | 一种锥环形球冠状钢质工件的制造方法 | |
| CN101947720A (zh) | 一种柱塞环的加工工艺 | |
| CN108311622A (zh) | 汽车发动机内真空发生器转子成型方法 | |
| JP3840954B2 (ja) | クランクシャフトの鍛造型構造 | |
| JPH01162530A (ja) | 焼き入れボールの切削方法 | |
| CN108273919B (zh) | 一种汽标螺丝模具的冲压模具及其加工方法 | |
| CN109794504A (zh) | 激光硬化圆角轧制的曲轴 | |
| CN114434104B (zh) | 一种吻合器用钉匣底座的加工方法 | |
| CN101954432A (zh) | 单v槽皮带轮的旋压成型方法 | |
| CN115007952B (zh) | 一种高精度渗碳淬火齿圈磨削工艺 | |
| KR101421470B1 (ko) | 내연 기관용 밸브의 제조 방법 | |
| CN106583592B (zh) | 一种高弹性螺旋挡圈的制备方法 | |
| KR101278719B1 (ko) | 디젤 내연기관용 실린더 헤드 주물 반제품, 주물 실린더헤드 및 실린더 헤드 주물 반제품 제조 방법 | |
| CN112404908A (zh) | 一种基于熔丝增材的无底球冠钢质零件快速成形方法 | |
| US7600499B2 (en) | Titanium alloy valve lifter | |
| CN114799760A (zh) | 镶针制造方法 | |
| CN114083724B (zh) | 轮胎用模具的制造方法以及轮胎的制造方法 | |
| KR101315653B1 (ko) | 비대칭압연에 의한 디프드로잉성이 우수한 알루미늄 합금판재의 제조방법 | |
| JPH03111551A (ja) | 歯車の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| E902 | Notification of reason for refusal | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20170105 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| FPAY | Annual fee payment |
Payment date: 20171208 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20191024 Year of fee payment: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 10 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 11 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 12 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 13 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 14 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 14 |