KR20140135108A - 도금막의 제조 방법 - Google Patents
도금막의 제조 방법 Download PDFInfo
- Publication number
- KR20140135108A KR20140135108A KR1020140057115A KR20140057115A KR20140135108A KR 20140135108 A KR20140135108 A KR 20140135108A KR 1020140057115 A KR1020140057115 A KR 1020140057115A KR 20140057115 A KR20140057115 A KR 20140057115A KR 20140135108 A KR20140135108 A KR 20140135108A
- Authority
- KR
- South Korea
- Prior art keywords
- workpiece
- main surface
- plating
- plating film
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/18—Electroplating using modulated, pulsed or reversing current
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/007—Current directing devices
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/60—Electroplating characterised by the structure or texture of the layers
- C25D5/605—Surface topography of the layers, e.g. rough, dendritic or nodular layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/60—Electroplating characterised by the structure or texture of the layers
- C25D5/605—Surface topography of the layers, e.g. rough, dendritic or nodular layers
- C25D5/611—Smooth layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/627—Electroplating characterised by the visual appearance of the layers, e.g. colour, brightness or mat appearance
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/40—Leadframes
- H10W70/456—Materials
- H10W70/457—Materials of metallic layers on leadframes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/751—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bond wires
- H10W90/756—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bond wires between a chip and a stacked lead frame, conducting package substrate or heat sink
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Lead Frames For Integrated Circuits (AREA)
Abstract
Description
도 1은 일 실시형태의 도금막 제조 방법에 사용되는 도금욕의 구조의 일 예를 나타낸 도면.
도 2는 워크피스의 일 예로서 QFN 타입 리드 프레임의 예를 나타낸 단면도.
도 3은 극성 반전 전원에 의해 제공되는 전류의 전류 프로파일의 일 예를 나타낸 도면.
도 4의 (A) 및 (B)는 일 예에서 얻어진 SEM 화상들을 나타낸 도면들.
도 5의 (A) 및 (B)는 일 예에서 얻어진 AFM 화상들을 나타낸 도면들.

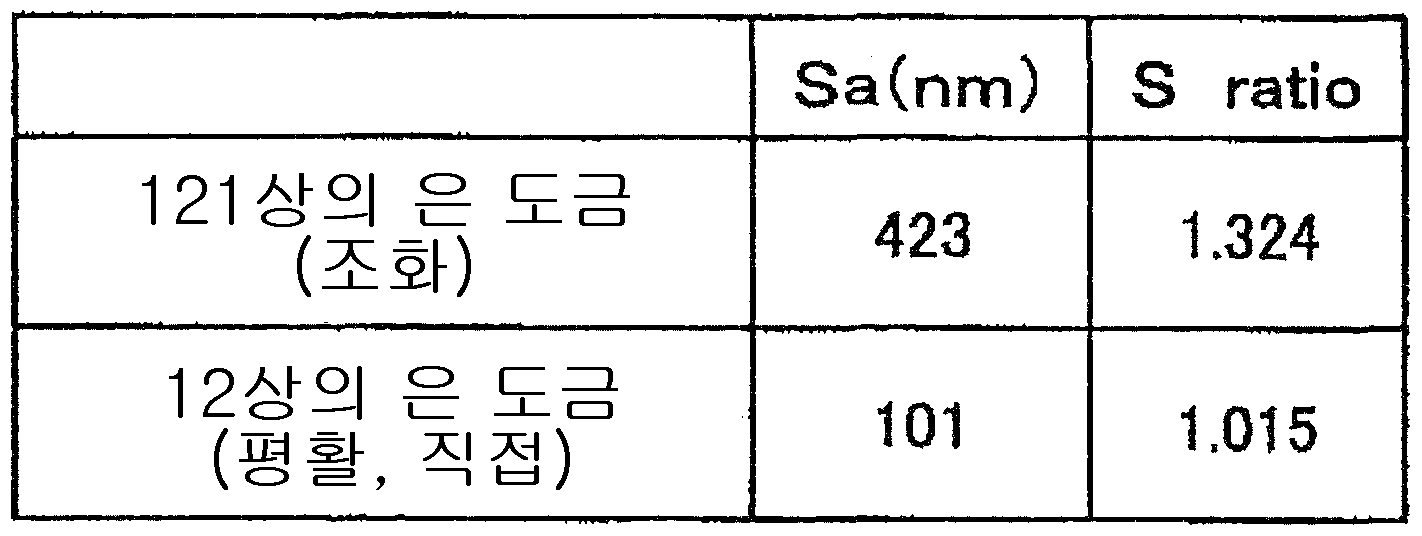

121 : 제 1 주면
122 : 제 2 주면
13, 14 : 전극
15 : 극성 반전 전원
16 : 직류 전원
Claims (10)
- 워크피스의 제 1 주면(main surface)과, 상기 제 1 주면의 반대측인 제 2 주면에 각각 도금막(plating film)을 제조하는 방법으로서,
극성 반전 전원(periodic reverse current power source)과 직류 전원을 마련하는 단계;
도금액 내에서, 상기 워크피스와, 상기 워크피스의 제 1 주면에 대향하는 제 1 전극 사이에 상기 극성 반전 전원에 의해 소정 타이밍에서 전류 방향을 주기적으로 역방향으로 변화하는 전류를 제공하는 단계; 및
상기 도금액 내에서, 상기 워크피스와, 상기 워크피스의 제 2 주면에 대향하는 제 2 전극 사이에 상기 직류 전원에 의해 직류 전류를 제공하는 단계를 포함하고,
상기 극성 반전 전원에 의해 상기 전류를 제공하는 것과, 상기 직류 전원에 의해 상기 직류 전류를 제공하는 것은 상기 제 1 주면과 상기 제 2 주면 상에서 각각 도금막이 형성되도록 동시에 수행되는, 도금막의 제조 방법. - 제 1 항에 있어서,
상기 직류 전류는 상기 워크피스가 음극이 되도록 상기 직류 전원에 의해 제공되는, 도금막의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 워크피스의 측면 부분에도 도금막이 형성되는, 도금막의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 워크피스는 리드 프레임(lead frame)인, 도금막의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 도금액은 상기 직류 전류에 의해 조화 도금막(rough plating film)이 형성되는 특성을 갖고,
상기 워크피스의 제 1 주면에서는 평활 도금막(smooth plating film)이 석출되고, 또한
상기 워크피스의 제 2 주면에서는 조화 도금막이 석출되는, 도금막의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 도금액은 상기 직류 전류에 의해 평활 도금막이 형성되는 특성을 갖고,
상기 워크피스의 제 1 주면에서는 조화 도금막이 석출되고, 또한
상기 워크피스의 제 2 주면에서는 평활 도금막이 석출되는, 도금막의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 워크피스의 측면 부분에는 조화 도금막이 형성되는, 도금막의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 워크피스의 측면 부분에는, 조화 도금막과 평활 도금막 모두가 혼재하여(mixed manner) 형성되는, 도금막의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
조화 도금막과 평활 도금막 중의 한쪽이 상기 도금액의 특성에 따라 상기 직류 전류에 의해 상기 워크피스의 제 2 주면에 형성되고,
상기 조화 도금막과 상기 평활 도금막 중의 다른쪽이 상기 소정 타이밍에서 전류 방향을 주기적으로 역방향으로 변화하는 전류에 의해 상기 워크피스의 제 1 주면에 형성되는, 도금막의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 소정 타이밍에서 전류 방향을 주기적으로 역방향으로 변화하는 전류를 제공할 시에, 상기 전류의 극성(polarity)이 주기적으로 변화하는, 도금막의 제조 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2013-102470 | 2013-05-14 | ||
| JP2013102470A JP6093646B2 (ja) | 2013-05-14 | 2013-05-14 | めっき膜の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140135108A true KR20140135108A (ko) | 2014-11-25 |
| KR102102263B1 KR102102263B1 (ko) | 2020-04-20 |
Family
ID=51878578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020140057115A Active KR102102263B1 (ko) | 2013-05-14 | 2014-05-13 | 도금막의 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6093646B2 (ko) |
| KR (1) | KR102102263B1 (ko) |
| CN (1) | CN104152959B (ko) |
| MY (1) | MY194185A (ko) |
| TW (1) | TWI627315B (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6685112B2 (ja) * | 2015-11-18 | 2020-04-22 | 株式会社三井ハイテック | リードフレーム及びリードフレームパッケージ、並びにこれらの製造方法 |
| JP6905031B2 (ja) * | 2016-02-17 | 2021-07-21 | 株式会社三井ハイテック | リードフレーム及び半導体パッケージ |
| JP6621681B2 (ja) * | 2016-02-17 | 2019-12-18 | 株式会社三井ハイテック | リードフレーム及びその製造方法、並びに半導体パッケージ |
| JP6782116B2 (ja) * | 2016-08-02 | 2020-11-11 | 古河電気工業株式会社 | 銀被覆材料 |
| CN109468670B (zh) * | 2018-11-16 | 2021-03-26 | 中山品高电子材料有限公司 | 引线框架电镀铜层的方法 |
| CN112331566B (zh) * | 2020-11-02 | 2024-09-27 | 昆山一鼎工业科技有限公司 | 引线框架表面粗糙度的制造设备及制造方法 |
| CN120569519A (zh) * | 2023-01-19 | 2025-08-29 | 奥野制药工业株式会社 | 铜皮膜 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20000068857A (ko) * | 1997-08-29 | 2000-11-25 | 크룸 마크 에이. | 구리 와이어 제조방법 |
| JP2008223063A (ja) | 2007-03-09 | 2008-09-25 | Furukawa Electric Co Ltd:The | 粗化圧延銅板およびその製造方法 |
| KR100950442B1 (ko) * | 2009-05-13 | 2010-04-02 | 주식회사 모아기술 | 고주파펄스를 이용한 알루미늄소재의 항균성 표면처리방법 |
| KR20100066988A (ko) * | 2008-12-10 | 2010-06-18 | 삼성테크윈 주식회사 | 전자회로기판의 균일 도금 방법 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3690603B2 (ja) * | 2002-11-28 | 2005-08-31 | 株式会社中央製作所 | 連続式めっきの電流制御方法 |
| CN2587889Y (zh) * | 2002-12-11 | 2003-11-26 | 吕明 | 制造高孔隙率金属带材的电沉积设备 |
| JP2005097721A (ja) * | 2003-08-27 | 2005-04-14 | Yamaha Corp | 両面メッキ装置および両面メッキ方法 |
| CN2712947Y (zh) * | 2004-07-20 | 2005-07-27 | 戴其金 | 一种双阳极电镀槽 |
| CN102337578B (zh) * | 2010-07-19 | 2014-04-02 | 北大方正集团有限公司 | 一种双面电镀槽、板件及电镀方法 |
-
2013
- 2013-05-14 JP JP2013102470A patent/JP6093646B2/ja active Active
-
2014
- 2014-05-06 TW TW103116038A patent/TWI627315B/zh active
- 2014-05-09 CN CN201410199014.0A patent/CN104152959B/zh active Active
- 2014-05-12 MY MYPI2014001378A patent/MY194185A/en unknown
- 2014-05-13 KR KR1020140057115A patent/KR102102263B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20000068857A (ko) * | 1997-08-29 | 2000-11-25 | 크룸 마크 에이. | 구리 와이어 제조방법 |
| JP2008223063A (ja) | 2007-03-09 | 2008-09-25 | Furukawa Electric Co Ltd:The | 粗化圧延銅板およびその製造方法 |
| KR20100066988A (ko) * | 2008-12-10 | 2010-06-18 | 삼성테크윈 주식회사 | 전자회로기판의 균일 도금 방법 |
| KR100950442B1 (ko) * | 2009-05-13 | 2010-04-02 | 주식회사 모아기술 | 고주파펄스를 이용한 알루미늄소재의 항균성 표면처리방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| MY194185A (en) | 2022-11-17 |
| JP6093646B2 (ja) | 2017-03-08 |
| TWI627315B (zh) | 2018-06-21 |
| KR102102263B1 (ko) | 2020-04-20 |
| TW201500599A (zh) | 2015-01-01 |
| JP2014221941A (ja) | 2014-11-27 |
| CN104152959A (zh) | 2014-11-19 |
| CN104152959B (zh) | 2018-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102102263B1 (ko) | 도금막의 제조 방법 | |
| TWI796386B (zh) | 導線架、半導體裝置和製造導線架的方法 | |
| JP2020155748A (ja) | リードフレーム | |
| CN108026657B (zh) | 引线框材料及其制造方法 | |
| CN108352376B (zh) | 引线框架、引线框架封装、以及它们的制造方法 | |
| JP3916586B2 (ja) | リードフレームのめっき方法 | |
| JPH09148508A (ja) | 半導体装置用リードフレーム及びこれを用いた樹脂封止型半導体装置 | |
| JP5766318B2 (ja) | リードフレーム | |
| CN112912546B (zh) | 导电性材料、成型品以及电子部件 | |
| JP2014123760A5 (ko) | ||
| JP2009235579A (ja) | リードフレーム | |
| KR102497060B1 (ko) | 도전성 재료, 성형품 및 전자 부품 | |
| JP2019204913A (ja) | リードフレーム及びその製造方法 | |
| TW506100B (en) | Plating method | |
| JPH0553879B2 (ko) | ||
| JP7796391B2 (ja) | 銅皮膜 | |
| JP5508329B2 (ja) | リードフレーム | |
| JP4704313B2 (ja) | リードフレームのめっき方法 | |
| JP6438643B2 (ja) | 電極部材およびその製造方法 | |
| JPH0455340B2 (ko) | ||
| JPS59228315A (ja) | 部分銀リ−ドフレ−ムの製造方法 | |
| JPH024984A (ja) | 錫ウィスカーの発生を防止した錫又は錫合金めっき物の製法 | |
| JPH0310094A (ja) | 銀めっき液及び銀めっき方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| A201 | Request for examination | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 7 |