KR20160056796A - 전기 커넥터 및 그 제조 방법 - Google Patents
전기 커넥터 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20160056796A KR20160056796A KR1020150154307A KR20150154307A KR20160056796A KR 20160056796 A KR20160056796 A KR 20160056796A KR 1020150154307 A KR1020150154307 A KR 1020150154307A KR 20150154307 A KR20150154307 A KR 20150154307A KR 20160056796 A KR20160056796 A KR 20160056796A
- Authority
- KR
- South Korea
- Prior art keywords
- terminal
- electrical connector
- cylindrical
- cylindrical hollow
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/40—Securing contact members in or to a base or case; Insulating of contact members
- H01R13/405—Securing in non-demountable manner, e.g. moulding, riveting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R24/00—Two-part coupling devices, or either of their cooperating parts, characterised by their overall structure
- H01R24/38—Two-part coupling devices, or either of their cooperating parts, characterised by their overall structure having concentrically or coaxially arranged contacts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02P—IGNITION, OTHER THAN COMPRESSION IGNITION, FOR INTERNAL-COMBUSTION ENGINES; TESTING OF IGNITION TIMING IN COMPRESSION-IGNITION ENGINES
- F02P19/00—Incandescent ignition, e.g. during starting of internal combustion engines; Combination of incandescent and spark ignition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/40—Securing contact members in or to a base or case; Insulating of contact members
- H01R13/42—Securing in a demountable manner
- H01R13/422—Securing in resilient one-piece base or case, e.g. by friction; One-piece base or case formed with resilient locking means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/16—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing contact members, e.g. by punching and by bending
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
- H01R43/24—Assembling by moulding on contact members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R9/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, e.g. terminal strips or terminal blocks; Terminals or binding posts mounted upon a base or in a case; Bases therefor
- H01R9/03—Connectors arranged to contact a plurality of the conductors of a multiconductor cable, e.g. tapping connections
- H01R9/05—Connectors arranged to contact a plurality of the conductors of a multiconductor cable, e.g. tapping connections for coaxial cables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/72—Encapsulating inserts having non-encapsulated projections, e.g. extremities or terminal portions of electrical components
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/04—Pins or blades for co-operation with sockets
- H01R13/05—Resilient pins or blades
- H01R13/052—Resilient pins or blades co-operating with sockets having a circular transverse section
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/53—Bases or cases for heavy duty; Bases or cases for high voltage with means for preventing corona or arcing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R2101/00—One pole
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W74/00—Encapsulations, e.g. protective coatings
- H10W74/01—Manufacture or treatment
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
Abstract
Description
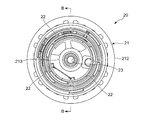
도 2는 도 1에 도시된 제2 전기 커넥터의 정면도이다.
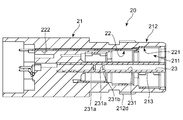
도 3은 도 2에 도시된 라인 A-A을 따라 취해진 제2 전기 커넥터의 단면도이다.
도 4는 도 1에 도시된 제2 전기 커넥터의 일부로서의 돌출 단자의 사시도이다.
도 5는 도 4에 도시된 돌출 단자가 제조되는 금속 시트의 평면도이다.
도 6은 본 발명의 제1 실시예에 따른 전기 커넥터의 사시도이다.
도 7은 도 6에 도시된 전기 커넥터의 정면도이다.
도 8은 도 7에 도시된 라인 B-B를 따라 취해진 전기 커넥터의 단면도이다.
도 9는 도 6에 도시된 전기 커넥터의 일부로서의 원통형 단자의 상부 사시도이다.
도 10은 도 9에 도시된 원통형 단자가 제조되는 금속 시트의 평면도이다.
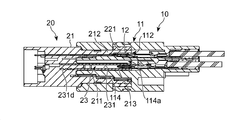
도 11은 서로 끼워맞추어지기 전의 상태를 도시하는, 도 1에 도시된 제2 전기 커넥터 및 본 발명의 제1 실시예에 따른 전기 커넥터의 단면도이다.
도 12은 서로 끼워맞추어지고 있는 상태를 도시하는, 도 1에 도시된 제2 전기 커넥터 및 본 발명의 제1 실시예에 따른 전기 커넥터의 단면도이다.
도 13은 서로 끼워맞추어진 후의 상태를 도시하는, 도 1에 도시된 제2 전기 커넥터 및 본 발명의 제1 실시예에 따른 전기 커넥터의 단면도이다.
도 14는 본 발명의 제1 실시예에 따른 전기 커넥터를 제조하는 방법의 단계를 도시하는, 본 발명의 제1 실시예에 따른 전기 커넥터의 단면도이다.
도 15는 본 발명의 제2 실시예에 따른 전기 커넥터의 일부로서의 원통형 단자의 하부 사시도이다.
도 16은 도 15에 도시된 원통형 단자의 측면도이다.
도 17은 도 15에 도시된 원통형 단자의 배면도이다.
도 18은 종래의 글로 플러그 커넥터의 단면도이다.
도 19는 종래의 동축 커넥터의 단면도이다.
Claims (10)
- 전기 커넥터로서,
제2 전기 커넥터에 끼워맞추어지는 하우징; 및
상기 제2 전기 커넥터 내에 설치된 돌출 단자가 원통형 중공 단자에 삽입될 때 상기 돌출 단자와 접촉하는 원통형 중공 단자를 포함하고,
상기 하우징과 상기 원통형 중공 단자는 인서트 몰딩 공정에 의해 서로 일체로 형성되고,
상기 원통형 중공 단자는 상기 인서트 몰딩 공정이 실행되고 있는 동안 상기 원통형 중공 단자 및 상기 돌출 단자가 서로 접촉하는 영역으로 상기 인서트 몰딩 공정을 위한 용융 수지가 흘러들어가는 것을 차단하기 위한 구조로 형성되어 있는 것을 특징으로 하는 전기 커넥터. - 제1항에 있어서, 상기 구조는 상기 원통형 중공 단자의 내벽으로부터 내부 공간쪽으로 돌출하는 돌기로 구성되어 있는 것을 특징으로 하는 전기 커넥터.
- 제2항에 있어서, 상기 돌기는 환상인 것을 특징으로 하는 전기 커넥터.
- 제2항에 있어서, 상기 원통형 중공 단자는 그 외벽 위에, 상기 돌기의 동일한 위치에서 리세스를 포함하는 것을 특징으로 하는 전기 커넥터.
- 제2항에 있어서, 상기 원통형 중공 단자의 길이방향으로 복수의 돌기가 형성되어 있는 것을 특징으로 하는 전기 커넥터.
- 제2항에 있어서, 상기 원통형 중공 단자는 그 원주형 벽에, 상기 원통형 중공 단자의 인접 단부와 상기 돌기 사이에 적어도 하나의 관통 구멍이 형성되어 있는 것을 특징으로 하는 전기 커넥터.
- 제1항에 있어서, 상기 구조는 상기 원통형 중공 단자의 폐색된 인접 단부를 포함하는 폐색부로 구성되어 있고, 상기 폐색부는 상기 원통형 중공 단자의 직경 보다 작은 두께 및 상기 원통형 중공 단자의 직경 보다 큰 폭을 갖는 것을 특징으로 하는 전기 커넥터.
- 제7항에 있어서, 상기 폐색부는 압축 공정에 의해 형성되는 것을 특징으로 하는 전기 커넥터.
- 전기 커넥터를 제조하는 방법에 있어서,
바를 원통형 중공 단자에 삽입하여 상기 바가 돌기와 접촉하는 단계로서, 상기 원통형 중공 단자는 제2 전기 커넥터 내에 설치된 돌출 단자가 상기 원통형 중공 단자에 삽입될 때 상기 돌출 단자와 접촉하고, 상기 원통형 중공 단자의 내벽으로부터 내부 공간쪽으로 돌출하는 환상 돌기를 포함하고 있고, 상기 원통형 중공 단자는 인서트 몰딩 공정이 실행되고 있는 동안 상기 원통형 중공 단자 및 상기 돌출 단자가 서로 접촉하는 영역으로 상기 인서트 몰딩 공정을 위한 용융 수지가 흘러들어가는 것을 차단하는 단계; 및
상기 제2 전기 커넥터에 끼워맞추어지는 하우징과 상기 원통형 중공 단자를 서로 일체로 형성하기 위해 인서트 몰딩 공정을 실행하는 단계를 포함하는 것을 특징으로 하는 전기 커넥터 제조 방법. - 전기 커넥터를 제조하는 방법으로서,
제2 전기 커넥터에 설치된 돌출 단자가 원통형 중공 단자에 삽입될 때 상기 돌출 단자와 접촉하고, 상기 돌출 단자가 삽입되는 말단부의 반대에 폐색된 인접 단부를 포함하는 폐색부를 갖고 있는 원통형 중공 단자를 준비하는 단계; 및
상기 제2 전기 커넥터에 끼워맞추어지는 하우징과 상기 원통형 중공 단자를 서로 일체로 형성하기 위해 인서트 몰딩 공정을 실행하는 단계를 포함하는 것을 특징으로 하는 전기 커넥터 제조 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-230098 | 2014-11-12 | ||
| JP2014230098A JP5861763B1 (ja) | 2014-11-12 | 2014-11-12 | 電気コネクタおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160056796A true KR20160056796A (ko) | 2016-05-20 |
| KR101725378B1 KR101725378B1 (ko) | 2017-04-10 |
Family
ID=55305502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150154307A Expired - Fee Related KR101725378B1 (ko) | 2014-11-12 | 2015-11-04 | 전기 커넥터 및 그 제조 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9762006B2 (ko) |
| JP (1) | JP5861763B1 (ko) |
| KR (1) | KR101725378B1 (ko) |
| CN (1) | CN105591229B (ko) |
| DE (1) | DE102015221828B4 (ko) |
| FR (1) | FR3028357B1 (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5861763B1 (ja) | 2014-11-12 | 2016-02-16 | 第一精工株式会社 | 電気コネクタおよびその製造方法 |
| JP6239493B2 (ja) * | 2014-12-12 | 2017-11-29 | 第一精工株式会社 | 電気コネクタ |
| USD820210S1 (en) * | 2015-01-26 | 2018-06-12 | Tyco Electronics Svenska Ab | Electrical or optical connector |
| USD778838S1 (en) * | 2015-04-09 | 2017-02-14 | Neutrik Ag | Electrical connector |
| USD779434S1 (en) * | 2015-04-09 | 2017-02-21 | Neutrik Ag | Electrical connector |
| USD944739S1 (en) | 2016-03-14 | 2022-03-01 | Alexander Binzel Schweisstecknik GmbH & Co. KG | Connection housing |
| USD849808S1 (en) * | 2016-03-14 | 2019-05-28 | Alexander Binzel Schweisstechnik Gmbh & Co. Kg | Handle grip |
| DE102016213291A1 (de) * | 2016-07-20 | 2018-01-25 | Te Connectivity Germany Gmbh | Steckereinsatz mit Positionierelement |
| JP6809517B2 (ja) * | 2018-08-24 | 2021-01-06 | I−Pex株式会社 | 端子及び端子の製造方法 |
| US12322912B2 (en) * | 2023-03-06 | 2025-06-03 | International Business Machines Corporation | Plug count limiter for cables |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0428180A (ja) * | 1990-05-23 | 1992-01-30 | Moji:Kk | モールド型のプラグにおけるコンタクト端子 |
| JPH0641082U (ja) * | 1992-11-06 | 1994-05-31 | エス・ディ・ケイ株式会社 | 同軸コネクタ |
| JP2014164918A (ja) * | 2013-02-22 | 2014-09-08 | Furukawa Electric Co Ltd:The | 圧着端子の製造方法および製造装置 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH065478B2 (ja) | 1984-12-28 | 1994-01-19 | キヤノン株式会社 | アクティブマトリクス回路 |
| US4824380A (en) | 1987-11-24 | 1989-04-25 | Elcon Products International Company | Quick disconnect connector and system with integral conductor |
| DE69114742D1 (de) | 1990-03-19 | 1996-01-04 | Rohm & Haas | Verfahren zur Herstellung von Fluoromethyl substituierten Pyridin-Carbodithioaten. |
| JP2598581B2 (ja) | 1991-06-17 | 1997-04-09 | 株式会社トクヤマ | 芳香族ハロゲン化物の製造方法 |
| JP2598581Y2 (ja) | 1991-12-03 | 1999-08-16 | 矢崎総業株式会社 | コネクタ |
| JPH0737265A (ja) | 1993-07-23 | 1995-02-07 | Omron Corp | 光情報記録装置 |
| JP3433433B2 (ja) * | 1994-03-07 | 2003-08-04 | 矢崎総業株式会社 | シールドコネクタ |
| JP3271178B2 (ja) | 1995-03-03 | 2002-04-02 | 矢崎総業株式会社 | 金属シールドの接続構造 |
| JP3067975B2 (ja) | 1995-07-19 | 2000-07-24 | イリソ電子工業株式会社 | 多芯丸形のプラグコネクタ及びリセプタクルコネクタ |
| JP3023282U (ja) | 1995-09-14 | 1996-04-16 | モレックス インコーポレーテッド | 電気コネクタ |
| JP3509444B2 (ja) * | 1997-01-13 | 2004-03-22 | 住友電装株式会社 | インサート成形コネクタ |
| JP3494850B2 (ja) | 1997-06-12 | 2004-02-09 | 矢崎総業株式会社 | コネクタ用端子 |
| US6398590B2 (en) | 2000-07-11 | 2002-06-04 | Tyco Electronics Corporation | Nonpolarized electrical connector assembly especially for use as automotive squib connector |
| JP2002373729A (ja) * | 2001-06-13 | 2002-12-26 | Join:Kk | 丸形コネクター |
| US7004778B2 (en) | 2003-07-07 | 2006-02-28 | Kent Barker | Electrical connection apparatus and method for an airbag inflator |
| JP3959057B2 (ja) | 2003-09-10 | 2007-08-15 | 日本圧着端子製造株式会社 | 端子、及びこれを利用したアッセンブリー |
| DE102004002905B4 (de) | 2004-01-20 | 2006-05-18 | Beru Ag | Glühkerzenstecker |
| EP1729373B1 (en) * | 2004-03-19 | 2012-08-15 | Hitachi, Ltd. | Composite molding and molding process |
| JP2007080781A (ja) * | 2005-09-16 | 2007-03-29 | Kawasaki Densen Kk | コネクタ、コネクタの製造方法およびコネクタに用いられる接点部材 |
| US7766682B1 (en) | 2008-09-29 | 2010-08-03 | Larkin Kevin B | Flexible connector interface rib with saw tooth cross section |
| JP2011216439A (ja) | 2010-04-02 | 2011-10-27 | Yamaichi Electronics Co Ltd | カードコネクタ用弾性コンタクト片及びそれを備えるカードコネクタ |
| JP2012054101A (ja) * | 2010-09-01 | 2012-03-15 | Sumitomo Wiring Syst Ltd | モールドコネクタ |
| JP2012129103A (ja) | 2010-12-16 | 2012-07-05 | Yazaki Corp | 同軸コネクタ |
| DE112012001268B4 (de) * | 2011-03-17 | 2016-09-29 | Autonetworks Technologies, Ltd. | Verbinder mit Drahtabschirmungs-Verbindungsglied |
| JP5861763B1 (ja) | 2014-11-12 | 2016-02-16 | 第一精工株式会社 | 電気コネクタおよびその製造方法 |
-
2014
- 2014-11-12 JP JP2014230098A patent/JP5861763B1/ja not_active Expired - Fee Related
-
2015
- 2015-11-04 KR KR1020150154307A patent/KR101725378B1/ko not_active Expired - Fee Related
- 2015-11-05 US US14/933,715 patent/US9762006B2/en not_active Expired - Fee Related
- 2015-11-06 DE DE102015221828.7A patent/DE102015221828B4/de not_active Expired - Fee Related
- 2015-11-09 CN CN201510755585.2A patent/CN105591229B/zh not_active Expired - Fee Related
- 2015-11-10 FR FR1560754A patent/FR3028357B1/fr not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0428180A (ja) * | 1990-05-23 | 1992-01-30 | Moji:Kk | モールド型のプラグにおけるコンタクト端子 |
| JPH0641082U (ja) * | 1992-11-06 | 1994-05-31 | エス・ディ・ケイ株式会社 | 同軸コネクタ |
| JP2014164918A (ja) * | 2013-02-22 | 2014-09-08 | Furukawa Electric Co Ltd:The | 圧着端子の製造方法および製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5861763B1 (ja) | 2016-02-16 |
| DE102015221828A1 (de) | 2016-05-12 |
| JP2016095946A (ja) | 2016-05-26 |
| DE102015221828B4 (de) | 2017-02-09 |
| FR3028357A1 (fr) | 2016-05-13 |
| CN105591229B (zh) | 2018-01-16 |
| CN105591229A (zh) | 2016-05-18 |
| US9762006B2 (en) | 2017-09-12 |
| KR101725378B1 (ko) | 2017-04-10 |
| FR3028357B1 (fr) | 2019-09-13 |
| US20160134066A1 (en) | 2016-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101725378B1 (ko) | 전기 커넥터 및 그 제조 방법 | |
| US6461184B2 (en) | Connector | |
| CN110011084B (zh) | 端子零件 | |
| KR101121900B1 (ko) | 커넥터 | |
| US9379472B2 (en) | Electric connector with accommodating shorting terminal | |
| CN110235319B (zh) | 屏蔽端子 | |
| US9059534B2 (en) | Shield connector | |
| JP5112981B2 (ja) | ジョイントコネクタ、およびこのジョイントコネクタを用いた端子同士の接続方法 | |
| EP2346120B1 (en) | Shield connector and production method thereof | |
| EP2337157B1 (en) | Connector | |
| EP2369689B1 (en) | Electrical connector | |
| EP1630905A2 (en) | Multiphase connector | |
| EP0270270A1 (en) | Electrical connector housing assembly | |
| EP4117123B1 (en) | Connector fitting structure | |
| US7070440B1 (en) | Coaxial cable insulation displacement connector | |
| CN107615595B (zh) | 连接器 | |
| CN110034442B (zh) | 电连接器 | |
| CN104205509B (zh) | 端子的连接结构 | |
| US11437738B2 (en) | Connector with a housing having a confirmation window | |
| CN110504597B (zh) | 屏蔽连接器 | |
| US20090191734A1 (en) | Cable terminal and cable using the same | |
| US5975948A (en) | Coaxial cable connector | |
| JP2011233425A (ja) | コネクタ | |
| CN103367964B (zh) | 连接器的绝缘端子座 | |
| JP6740040B2 (ja) | コネクタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20200405 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20200405 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |