KR20160077181A - 절삭공구 - Google Patents
절삭공구 Download PDFInfo
- Publication number
- KR20160077181A KR20160077181A KR1020167014151A KR20167014151A KR20160077181A KR 20160077181 A KR20160077181 A KR 20160077181A KR 1020167014151 A KR1020167014151 A KR 1020167014151A KR 20167014151 A KR20167014151 A KR 20167014151A KR 20160077181 A KR20160077181 A KR 20160077181A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- content
- contained
- gas
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/34—Nitrides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/308—Oxynitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/36—Carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/40—Oxides
- C23C16/403—Oxides of aluminium, magnesium or beryllium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23C2228/10—Coating
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Chemical Vapour Deposition (AREA)
Abstract
(해결수단) Cr을 함유하는 초경합금으로 이루어지는 기체(1)와, 기체(1)의 표면에 적어도 1층의 Ti(Cx1Ny1Oz1)(0≤x1≤1, 0≤y1≤1, 0≤z1≤1, x1+y1+z1=1)로 이루어지는 Ti계층(2), Al2O3층(5), 및 Ti(Cx3Ny3Oz3)(0≤x3≤1, 0≤y3≤1, 0≤z3≤1, x3+y3+z3=1)로 이루어지는 최표층(6)을, 기체측으로부터 순차적으로 적층한 피복층(7)을 가지고 이루어지며, 글로우 방전 발광 분광 분석(GDS 분석)에 있어서 Ti계층(2) 중의 기체측의 제 1 Ti계층(2a)의 두께의 중앙의 위치에 함유되는 Cr의 함유량이 기체(1)에 함유되는 Cr의 함유량보다 낮음과 아울러 Al2O3층(5)의 두께의 중앙의 위치에 함유되는 Cr의 함유량보다 높고, 또한 최표층(6)의 두께의 중앙의 위치에 함유되는 Cr의 함유량이 Al2O3층(5)의 두께의 중앙의 위치에 함유되는 Cr의 함유량보다 높은 절삭공구(8)이다.
Description
도 2는 도 1의 GDS 분석 데이터의 미량 성분의 분포 상태를 보기 위한 확대도이다.



2a : 제 1 Ti계층 2b : 제 2 Ti계층
4 : 중간층 5 : Al2O3층
6 : 최표층 7 : 피복층
8 : 절삭공구
Claims (10)
- Cr을 함유하는 초경합금으로 이루어지는 기체와, 그 기체의 표면에 적어도 1층의 Ti(Cx1Ny1Oz1)(0≤x1≤1, 0≤y1≤1, 0≤z1≤1, x1+y1+z1=1)로 이루어지는 Ti계층, Al2O3층 및 Ti(Cx3Ny3Oz3)(0≤x3≤1, 0≤y3≤1, 0≤z3≤1, x3+y3+z3=1)로 이루어지는 최표층을 상기 기체측으로부터 순차적으로 적층한 피복층을 갖고 이루어지며, 글로우 방전 발광 분광 분석(GDS 분석)에 있어서 상기 Ti계층 중의 상기 기체측의 제 1 Ti계층의 두께의 중앙의 위치에 함유되는 Cr의 함유량이 상기 기체에 함유되는 Cr의 함유량보다 낮고, 또한 상기 Al2O3층의 두께의 중앙의 위치에 함유되는 Cr의 함유량보다 높으며, 상기 최표층의 두께의 중앙의 위치에 함유되는 Cr의 함유량이 상기 Al2O3층의 두께의 중앙의 위치에 함유되는 Cr의 함유량보다 높은 절삭공구.
- 제 1 항에 있어서,
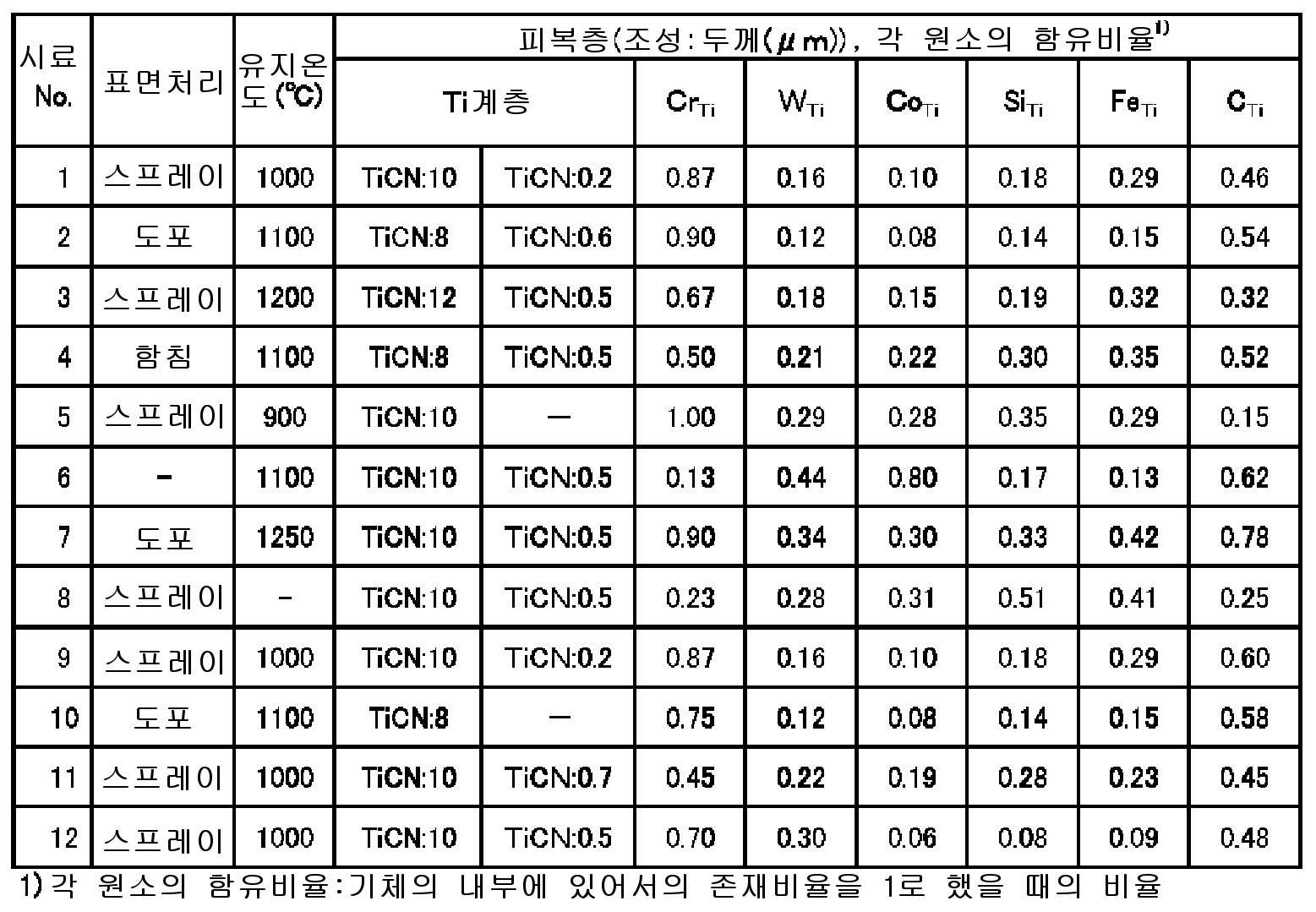
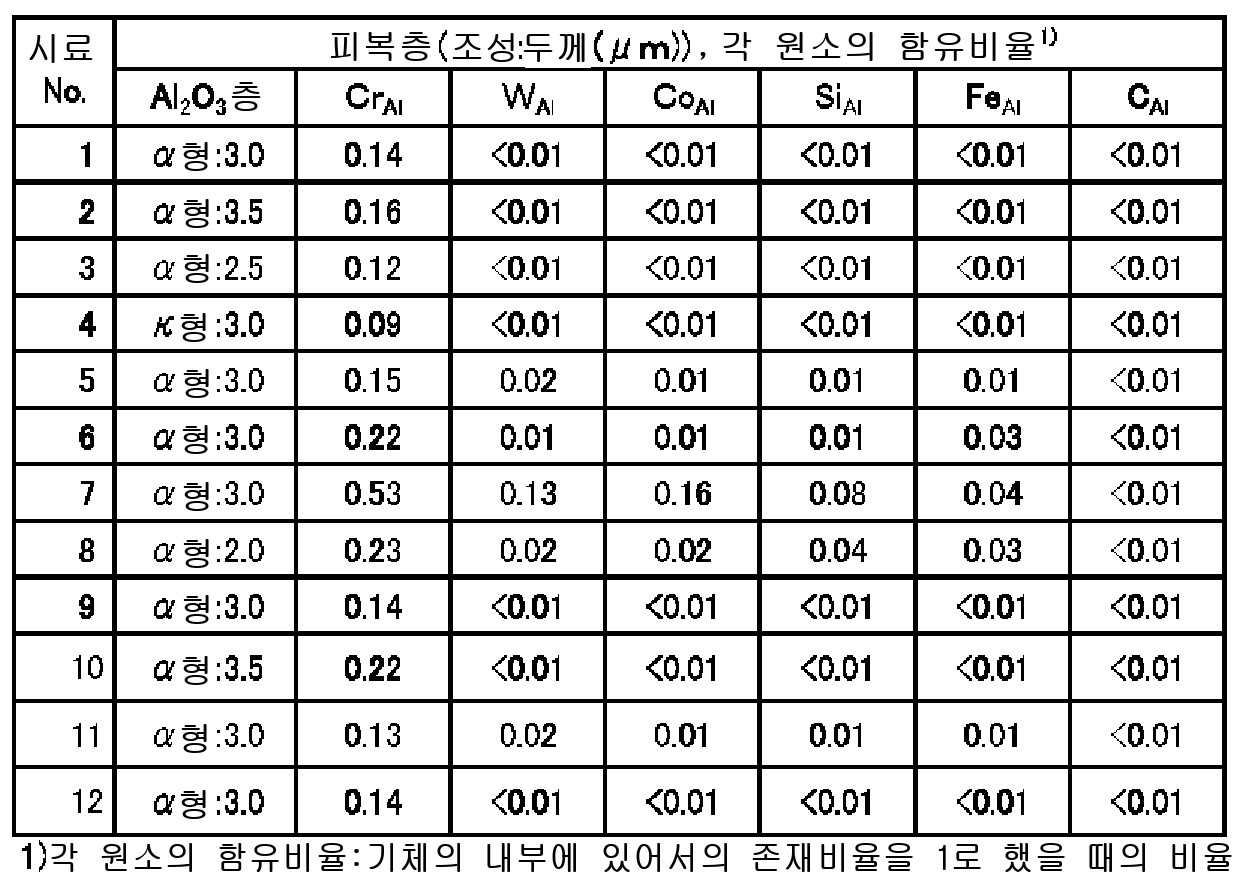
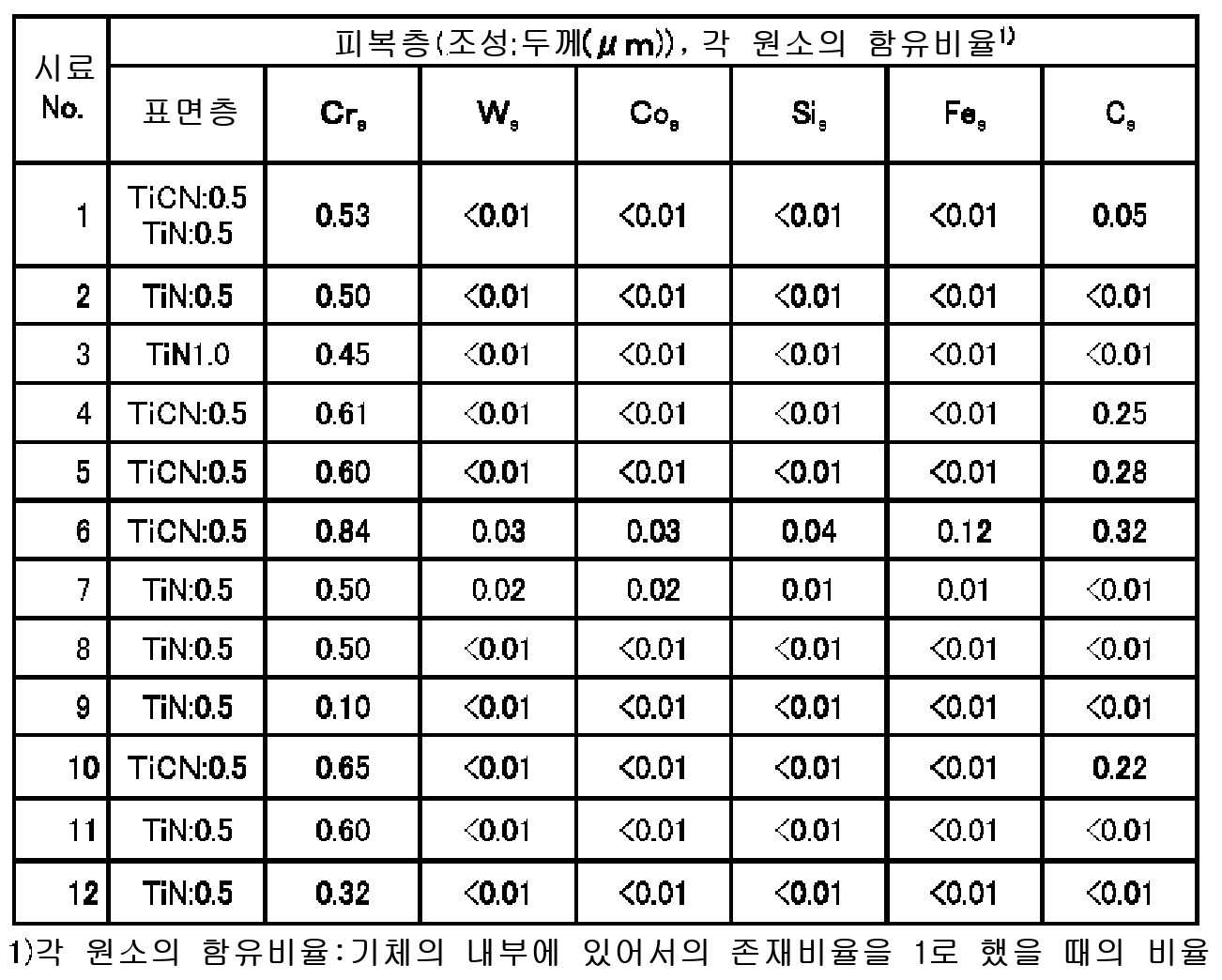
글로우 방전 발광 분광 분석(GDS 분석)에 있어서 상기 기체에 함유되는 Cr의 함유량에 대한 상기 Ti계층 중의 기체측의 제 1 Ti계층, 상기 Al2O3층 및 상기 최표층의 각 층의 두께의 중앙의 위치에 함유되는 Cr의 함유량의 비율을, 각각 CrTi, CrAl 및 Crs라고 했을 때, 0.5≤CrTi ≤0.9, 0.01≤CrAl≤0.2, 0.4≤Crs≤0.7인 절삭공구. - 제 2 항에 있어서,
글로우 방전 발광 분광 분석(GDS 분석)에 있어서 상기 기체에 함유되는 W 및 Co의 함유량에 대한 상기 제 1 Ti계층, 상기 Al2O3층 및 상기 최표층의 각 층에 함유되는 W 및 Co의 함유량의 비율을, 각각 WTi, WAl, Ws, CoTi, CoAl 및 Cos라고 했을 때, 0.05≤WTi≤0.3, WAl≤0.01, Ws≤0.01, 0.05≤CoTi≤0.3, CoAl≤0.01, Cos≤0.01인 절삭공구. - 제 2 항 또는 제 3 항에 있어서,
상기 기체 중에 Si 및 Fe가 함유되어 있고, 글로우 방전 발광 분광 분석(GDS 분석)에 있어서 상기 기체에 함유되는 Si 및 Fe의 함유량에 대한 상기 제 1 Ti계층, 상기 Al2O3층 및 상기 최표층의 각 층에 함유되는 Si 및 Fe의 함유량의 비율을, 각각 SiTi, SiAl 및 Sis, FeTi, FeAl 및 Fes라고 했을 때, 0.05≤SiTi≤0.4, SiAl≤0.01, Sis≤0.01, 0.05≤FeTi≤0.4, FeAl≤0.01, Fes≤0.01인 절삭공구. - 제 2 항 내지 제 4 항 중 어느 한 항에 있어서,
글로우 방전 발광 분광 분석(GDS 분석)에 있어서 상기 기체에 함유되는 C의 함유량에 대한 상기 제 1 Ti계층, 상기 Al2O3층 및 상기 최표층의 각 층에 함유되는 C의 함유량의 비율을, 각각 CTi, CAl 및 Cs라고 했을 때, 0.2≤CTi≤0.7, CAl≤0.01, Cs≤0.30인 절삭공구. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 Ti계층과 상기 Al2O3층 사이에 (Ti, Al)(Cx2Ny2Oz2)(0≤x2≤1, 0≤y2≤1, 0≤z2≤1, x2+y2+z2=1)로 이루어지는 중간층이 존재하는 절삭공구. - 제 6 항에 있어서,
글로우 방전 발광 분광 분석(GDS 분석)에 있어서 상기 기체에 함유되는 Cr의 함유량에 대한 상기 중간층의 두께의 중앙의 위치에 함유되는 Cr의 함유량의 비율을 Crm이라고 했을 때, 0.2≤Crm≤0.5인 절삭공구. - 제 6 항 또는 제 7 항에 있어서,
글로우 방전 발광 분광 분석(GDS 분석)에 있어서 상기 기체에 함유되는 W 및 Co의 함유량에 대한 상기 중간층에 함유되는 W 및 Co의 함유량의 비율을, 각각 Wm 및 Com이라고 했을 때, Wm≤0.05, Com≤0.05인 절삭공구. - 제 6 항 내지 제 8 항 중 어느 한 항에 있어서,
글로우 방전 발광 분광 분석(GDS 분석)에 있어서 상기 기체에 함유되는 Si 및 Fe의 함유량에 대한 상기 중간층에 함유되는 Si 및 Fe의 함유량의 비율을, 각각 Sim 및 Fem이라고 했을 때, Sim≤0.05, Fem≤0.05인 절삭공구. - 제 6 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 기체에 함유되는 C의 함유량에 대한 상기 중간층에 함유되는 C의 함유량의 비율을 Cm이라고 했을 때, 0.01≤Cm≤0.18인 절삭공구.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2013-247849 | 2013-11-29 | ||
| JP2013247849 | 2013-11-29 | ||
| PCT/JP2014/081228 WO2015080149A1 (ja) | 2013-11-29 | 2014-11-26 | 切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160077181A true KR20160077181A (ko) | 2016-07-01 |
| KR101813536B1 KR101813536B1 (ko) | 2017-12-29 |
Family
ID=53199088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167014151A Active KR101813536B1 (ko) | 2013-11-29 | 2014-11-26 | 절삭공구 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10113239B2 (ko) |
| EP (1) | EP3075475A4 (ko) |
| JP (1) | JP6276288B2 (ko) |
| KR (1) | KR101813536B1 (ko) |
| CN (1) | CN105792967B (ko) |
| WO (1) | WO2015080149A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112017000972B4 (de) * | 2016-02-24 | 2024-02-22 | Kyocera Corporation | Beschichtetes werkzeug |
| DE112018004986T5 (de) * | 2017-09-27 | 2020-06-10 | Kyocera Corporation | Beschichtetes werkzeug und schneidwerkzeug, welches dieses aufweist |
| US11167356B2 (en) | 2017-09-27 | 2021-11-09 | Kyocera Corporation | Coated tool and cutting tool including same |
| JP7243013B2 (ja) * | 2019-03-28 | 2023-03-22 | 三菱マテリアル株式会社 | 耐欠損性にすぐれた表面被覆切削工具 |
| CN115315330B (zh) * | 2020-03-27 | 2026-04-17 | 京瓷株式会社 | 涂层刀具 |
| CN116026810A (zh) * | 2023-01-19 | 2023-04-28 | 青岛澳康质量检测技术有限公司 | 一种基于射频辉光放电光谱仪检测防污漆中铜含量的方法及应用 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08118108A (ja) | 1994-10-25 | 1996-05-14 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた層間密着性を有する表面被覆炭化タングステン基超硬合金製切削工具 |
| JP2011036988A (ja) | 2009-08-06 | 2011-02-24 | Hitachi Tool Engineering Ltd | 被覆超硬合金工具 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5652045A (en) * | 1994-10-20 | 1997-07-29 | Mitsubishi Materials Corporation | Coated tungsten carbide-based cemented carbide blade member |
| JPH09262705A (ja) * | 1996-03-28 | 1997-10-07 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた靭性を有する表面被覆炭化タングステン基超硬合金製切削工具 |
| JP2000126905A (ja) * | 1998-10-23 | 2000-05-09 | Mitsubishi Materials Corp | 耐欠損性にすぐれた表面被覆炭化タングステン基超硬合金製切削工具 |
| US6251508B1 (en) * | 1998-12-09 | 2001-06-26 | Seco Tools Ab | Grade for cast iron |
| US6554548B1 (en) * | 2000-08-11 | 2003-04-29 | Kennametal Inc. | Chromium-containing cemented carbide body having a surface zone of binder enrichment |
| US6575671B1 (en) * | 2000-08-11 | 2003-06-10 | Kennametal Inc. | Chromium-containing cemented tungsten carbide body |
| US6589602B2 (en) * | 2001-04-17 | 2003-07-08 | Toshiba Tungaloy Co., Ltd. | Highly adhesive surface-coated cemented carbide and method for producing the same |
| US6733874B2 (en) * | 2001-08-31 | 2004-05-11 | Mitsubishi Materials Corporation | Surface-coated carbide alloy cutting tool |
| DE102004007653A1 (de) * | 2003-02-17 | 2004-08-26 | Kyocera Corp. | Oberflächenbeschichtetes Teil |
| JP2005105397A (ja) * | 2003-10-02 | 2005-04-21 | Hitachi Tool Engineering Ltd | 被覆超硬合金 |
| JP2005131730A (ja) * | 2003-10-30 | 2005-05-26 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐チッピング性を有する表面被覆サーメット製切削工具 |
| SE528108C2 (sv) * | 2004-07-13 | 2006-09-05 | Sandvik Intellectual Property | Belagt hårdmetallskär, speciellt för svarvning av stål, samt sätt att tillverka detsamma |
| JP4994367B2 (ja) * | 2006-03-28 | 2012-08-08 | 京セラ株式会社 | 切削工具及びその製造方法、並びに切削方法 |
| JP5240668B2 (ja) | 2009-03-10 | 2013-07-17 | 三菱マテリアル株式会社 | 硬質合金鋼の高速断続切削加工ですぐれた耐チッピング性を発揮する表面被覆切削工具 |
| JP5419668B2 (ja) | 2009-12-14 | 2014-02-19 | 京セラ株式会社 | 表面被覆部材 |
-
2014
- 2014-11-26 JP JP2015550959A patent/JP6276288B2/ja active Active
- 2014-11-26 CN CN201480064946.2A patent/CN105792967B/zh active Active
- 2014-11-26 EP EP14865641.6A patent/EP3075475A4/en not_active Withdrawn
- 2014-11-26 WO PCT/JP2014/081228 patent/WO2015080149A1/ja not_active Ceased
- 2014-11-26 US US15/039,927 patent/US10113239B2/en active Active
- 2014-11-26 KR KR1020167014151A patent/KR101813536B1/ko active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08118108A (ja) | 1994-10-25 | 1996-05-14 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた層間密着性を有する表面被覆炭化タングステン基超硬合金製切削工具 |
| JP2011036988A (ja) | 2009-08-06 | 2011-02-24 | Hitachi Tool Engineering Ltd | 被覆超硬合金工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3075475A4 (en) | 2017-06-21 |
| JP6276288B2 (ja) | 2018-02-07 |
| CN105792967A (zh) | 2016-07-20 |
| JPWO2015080149A1 (ja) | 2017-03-16 |
| US20170009352A1 (en) | 2017-01-12 |
| WO2015080149A1 (ja) | 2015-06-04 |
| EP3075475A1 (en) | 2016-10-05 |
| KR101813536B1 (ko) | 2017-12-29 |
| CN105792967B (zh) | 2017-11-10 |
| US10113239B2 (en) | 2018-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101813536B1 (ko) | 절삭공구 | |
| KR101841512B1 (ko) | 절삭공구 | |
| KR101700700B1 (ko) | 절삭공구 | |
| CN103108716B (zh) | 表面被覆切削工具 | |
| CN104053815A (zh) | 涂层切削工具和其制造方法 | |
| KR20170057376A (ko) | 경질 피복층이 우수한 내치핑성을 발휘하는 표면 피복 절삭 공구 | |
| WO2014132512A1 (ja) | 切削工具 | |
| EP2959994B1 (en) | Surface-coated cutting tool and process for producing same | |
| CN109641286B (zh) | 硬质包覆层发挥优异的耐崩刀性及耐剥离性的表面包覆切削工具 | |
| WO2011052767A1 (ja) | 耐チッピング性にすぐれた表面被覆切削工具 | |
| KR20170086045A (ko) | 표면 피복 절삭 공구 | |
| JP2016083766A (ja) | 表面被覆切削工具 | |
| EP3511097A1 (en) | Cutting tool and method for producing same | |
| JP2017164859A (ja) | 硬質被覆層がすぐれた耐チッピング性、耐剥離性を発揮する表面被覆切削工具 | |
| JP4107433B2 (ja) | α型酸化アルミニウム被覆部材 | |
| KR101894309B1 (ko) | 피복 공구 | |
| JP5023779B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP2008264961A (ja) | 表面被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 9 |