KR20170054410A - 오스테나이트계 스테인리스 강판 및 메탈 가스켓 - Google Patents
오스테나이트계 스테인리스 강판 및 메탈 가스켓 Download PDFInfo
- Publication number
- KR20170054410A KR20170054410A KR1020177007431A KR20177007431A KR20170054410A KR 20170054410 A KR20170054410 A KR 20170054410A KR 1020177007431 A KR1020177007431 A KR 1020177007431A KR 20177007431 A KR20177007431 A KR 20177007431A KR 20170054410 A KR20170054410 A KR 20170054410A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- stainless steel
- austenitic stainless
- mass
- metal gasket
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/40—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rings; for bearing races
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0806—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing characterised by material or surface treatment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/225—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length by hot-rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Gasket Seals (AREA)
Abstract
오스테나이트계 스테인리스 강판에 있어서 산화물계 개재물에 기인하는 가공성이나 내피로 특성의 이방성을 저감한다.
[해결수단]
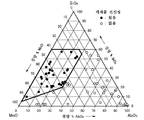
질량%로, C: 0.030 내지 0.300%, Si: 0.30 내지 3.20%, Mn: 0.90 내지 17.00%, Ni: 1.00 내지 8.00%, Cr: 14.00 내지 19.00%, Cu: 0.50 내지 3.50%, N: 0.045 내지 0.250%, Al: 0.0001 내지 0.0300%, V: 0 내지 0.50%, Nb: 0 내지 0.50%, Ti: 0 내지 0.30%, B: 0 내지 0.010%, 잔부 Fe 및 불가피적 불순물로 이루어지고, 산화물계 개재물의 환산 평균 조성이 Al2O3: 30질량% 이하, SiO2: 60질량% 이하, MnO: 15질량% 이상, 또한 MnO≥-3SiO2+110을 충족하는 오스테나이트계 스테인리스강 열연 강판.
Description
[도 2] L 단면에서 관찰되는 산화물계 개재물의 광학 현미경 사진.
[도 3] 피로 시험편의 비드부 부근의 형상을 모식적으로 나타내는 도면.
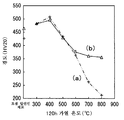
[도 4] 조질 압연재(壓延材) 후에 120h의 가열 시험을 실시한 재료에 대하여, 가열 온도와 경도의 관계를 예시한 그래프.

Claims (7)
- 질량%로, C: 0.030 내지 0.300%, Si: 0.30 내지 3.20%, Mn: 0.90 내지 17.00%, Ni: 1.00 내지 8.00%, Cr: 14.00 내지 19.00%, Cu: 0.50 내지 3.50%, N: 0.045 내지 0.250%, Al: 0.0001 내지 0.0300%, V: 0 내지 0.50%, Nb: 0 내지 0.50%, Ti: 0 내지 0.30%, B: 0 내지 0.010%, 잔부 Fe 및 불가피적 불순물로 이루어지고, 하기 (1)식에 의해 정해지는 Md30값이 50.0 이하, 하기 (2)식에 의해 정해지는 δ1230값이 8.0 이하인 강 조성을 갖고, 금속 조직 중에 관찰되는 산화물계 개재물의 평균 조성이 Al2O3, SiO2 및 MnO의 질량 비율 환산으로 Al2O3: 30질량% 이하, SiO2: 60질량% 이하, MnO: 15질량% 이상, 또한 하기 (3)식을 충족하는 오스테나이트계 스테인리스강 열연 강판.
Md30=551-462(C+N)-9.2Si-8.1Mn-29(Ni+Cu)-13.7Cr … (1)
δ1230=-101.5-78.6C+3.1Si+0.4Mn-2.4Ni+7.7Cr-1.5Cu-51.4N … (2)
MnO≥-3SiO2+110 … (3)
여기서, (1)식 및 (2)식의 원소 기호의 개소에는 강 조성에서의 당해 원소의 질량%값이 대입되고, (3)식의 MnO 및 SiO2의 개소에는 각각 상기 산화물계 개재물의 평균 조성에서의 MnO 및 SiO2의 환산 질량%값이 대입된다. - 제1항에 기재된 열연 강판에 유래하는 오스테나이트계 스테인리스강 냉연 강판.
- 제2항에 있어서, 판면(압연면)의 비커스 경도가 400 내지 500HV인, 오스테나이트계 스테인리스강 냉연 강판.
- 제2항에 있어서, 판 두께가 0.05 내지 0.5mm인, 오스테나이트계 스테인리스강 냉연 강판.
- 제2항에 있어서, 판면(압연면)의 비커스 경도가 400 내지 500HV이고, 판 두께가 0.05 내지 0.5mm인, 오스테나이트계 스테인리스강 냉연 강판.
- 제2항 내지 제5항 중 어느 한 항에 기재된 냉연 강판을 성형한 메탈 가스켓으로서, 프레스 성형에 의한 비드를 갖고, 비드 두정부를 접촉 상대재에 바짝 대고 사용하는 메탈 가스켓.
- 제2항 내지 제5항 중 어느 한 항에 기재된 냉연 강판을 성형한 후 100 내지 500℃에서 시효 처리한 메탈 가스켓으로서, 프레스 성형에 의한 비드를 갖고, 비드 두정부를 접촉 상대재에 바짝 대고 사용하는 메탈 가스켓.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014166523A JP6095619B2 (ja) | 2014-08-19 | 2014-08-19 | オーステナイト系ステンレス鋼板およびメタルガスケット |
| JPJP-P-2014-166523 | 2014-08-19 | ||
| PCT/JP2015/072605 WO2016027709A1 (ja) | 2014-08-19 | 2015-08-10 | オーステナイト系ステンレス鋼板およびメタルガスケット |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170054410A true KR20170054410A (ko) | 2017-05-17 |
| KR102377582B1 KR102377582B1 (ko) | 2022-03-24 |
Family
ID=55350654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177007431A Active KR102377582B1 (ko) | 2014-08-19 | 2015-08-10 | 오스테나이트계 스테인리스 강판 및 메탈 가스켓 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10060003B2 (ko) |
| EP (1) | EP3184662A4 (ko) |
| JP (1) | JP6095619B2 (ko) |
| KR (1) | KR102377582B1 (ko) |
| CN (1) | CN106687612B (ko) |
| CA (1) | CA2957391C (ko) |
| MX (1) | MX2017001943A (ko) |
| TW (1) | TWI657152B (ko) |
| WO (1) | WO2016027709A1 (ko) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6077693B1 (ja) * | 2016-03-09 | 2017-02-08 | 日新製鋼株式会社 | メタルガスケット用ステンレス鋼 |
| JP6791711B2 (ja) * | 2016-10-04 | 2020-11-25 | 日本冶金工業株式会社 | Fe−Cr−Ni合金およびその製造方法 |
| CN109112430A (zh) * | 2017-06-26 | 2019-01-01 | 宝钢不锈钢有限公司 | 一种低成本高强度节镍奥氏体不锈钢及制造方法 |
| CN107604262A (zh) * | 2017-08-09 | 2018-01-19 | 宁波市镇海甬鼎紧固件制造有限公司 | 一种高强度304不锈钢及其制备方法 |
| CN110373615B (zh) * | 2018-04-13 | 2022-04-01 | 宝钢德盛不锈钢有限公司 | 一种经济型细晶奥氏体不锈钢及其制造方法 |
| CN114450431B (zh) * | 2019-10-17 | 2023-08-18 | 日本制铁株式会社 | 奥氏体类不锈钢板 |
| KR102385472B1 (ko) * | 2020-04-22 | 2022-04-13 | 주식회사 포스코 | 고강도, 고성형의 저원가 오스테나이트계 스테인리스강 및 그 제조방법 |
| CN115667563B (zh) * | 2020-06-15 | 2023-12-19 | 日铁不锈钢株式会社 | 耐疲劳特性优异的析出硬化型马氏体系不锈钢板 |
| JP7576935B2 (ja) * | 2020-07-06 | 2024-11-01 | 日鉄ステンレス株式会社 | 非磁性ステンレス鋼板および機械部品用鋼材の製造方法 |
| JP7513095B2 (ja) * | 2020-07-17 | 2024-07-09 | 株式会社プロテリアル | ステンレス鋼箔、スイッチ用ばね、フレキシブルディスプレイ用基板およびステンレス鋼箔の製造方法 |
| CN111961989B (zh) * | 2020-08-05 | 2022-06-03 | 广西柳钢中金不锈钢有限公司 | 高氮低镍无铜奥氏体不锈钢的制造方法 |
| CN112063936B (zh) * | 2020-08-05 | 2022-06-03 | 广西柳钢中金不锈钢有限公司 | 高氮低镍无铜奥氏体不锈钢 |
| KR102463015B1 (ko) * | 2020-11-23 | 2022-11-03 | 주식회사 포스코 | 열간가공성이 우수한 고강도 오스테나이트계 스테인리스강 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04202643A (ja) * | 1990-11-30 | 1992-07-23 | Nkk Corp | 高強度、高靭性ステンレス鋼およびその製造方法 |
| JPH07150304A (ja) * | 1993-11-29 | 1995-06-13 | Nkk Corp | 耐破断性に優れたidブレード基板用ステンレス鋼薄板およびその製造方法 |
| JP2000109957A (ja) | 1998-10-05 | 2000-04-18 | Sumitomo Metal Ind Ltd | ガスケット用ステンレス鋼およびその製造方法 |
| JP2003082441A (ja) | 2001-09-10 | 2003-03-19 | Nisshin Steel Co Ltd | メタルガスケット用高強度オーステナイト系ステンレス鋼 |
| JP4321066B2 (ja) * | 2001-04-27 | 2009-08-26 | 住友金属工業株式会社 | 金属ガスケットとその素材およびそれらの製造方法 |
| JP2011252208A (ja) | 2010-06-03 | 2011-12-15 | Nisshin Steel Co Ltd | メタルガスケット用耐熱オーステナイト系ステンレス鋼 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02282424A (ja) * | 1989-04-20 | 1990-11-20 | Uchiyama Mfg Corp | メタルガスケットの製造方法 |
| DE4406052A1 (de) * | 1993-11-30 | 1995-06-01 | Nippon Kokan Kk | Rostfreies Stahlblech und Verfahren zu dessen Herstellung |
| JPH08134595A (ja) * | 1994-11-11 | 1996-05-28 | Nippon Steel Corp | 耐応力腐食割れ特性に優れた高強度ステンレス鋼板 |
| US20040156737A1 (en) * | 2003-02-06 | 2004-08-12 | Rakowski James M. | Austenitic stainless steels including molybdenum |
| JP2002173742A (ja) * | 2000-12-04 | 2002-06-21 | Nisshin Steel Co Ltd | 形状平坦度に優れた高強度オーステナイト系ステンレス鋼帯およびその製造方法 |
| JP3696552B2 (ja) * | 2001-04-12 | 2005-09-21 | 日新製鋼株式会社 | 加工性,冷間鍛造性に優れた軟質ステンレス鋼板 |
| JP4379804B2 (ja) * | 2004-08-13 | 2009-12-09 | 大同特殊鋼株式会社 | 高窒素オーステナイト系ステンレス鋼 |
| JP4859356B2 (ja) * | 2004-08-24 | 2012-01-25 | 日本リークレス工業株式会社 | メタルガスケットの製造方法 |
| US8470098B2 (en) * | 2007-03-09 | 2013-06-25 | Federal-Mogul Corporation | Metal gasket |
| JP5177747B2 (ja) * | 2008-08-06 | 2013-04-10 | 独立行政法人産業技術総合研究所 | オーステナイト系ステンレス鋼、及びその水素添加方法 |
-
2014
- 2014-08-19 JP JP2014166523A patent/JP6095619B2/ja active Active
-
2015
- 2015-08-10 KR KR1020177007431A patent/KR102377582B1/ko active Active
- 2015-08-10 WO PCT/JP2015/072605 patent/WO2016027709A1/ja not_active Ceased
- 2015-08-10 EP EP15834321.0A patent/EP3184662A4/en not_active Withdrawn
- 2015-08-10 CN CN201580044095.XA patent/CN106687612B/zh active Active
- 2015-08-10 MX MX2017001943A patent/MX2017001943A/es unknown
- 2015-08-10 CA CA2957391A patent/CA2957391C/en active Active
- 2015-08-10 US US15/503,434 patent/US10060003B2/en active Active
- 2015-08-17 TW TW104126682A patent/TWI657152B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04202643A (ja) * | 1990-11-30 | 1992-07-23 | Nkk Corp | 高強度、高靭性ステンレス鋼およびその製造方法 |
| JPH07150304A (ja) * | 1993-11-29 | 1995-06-13 | Nkk Corp | 耐破断性に優れたidブレード基板用ステンレス鋼薄板およびその製造方法 |
| JP2000109957A (ja) | 1998-10-05 | 2000-04-18 | Sumitomo Metal Ind Ltd | ガスケット用ステンレス鋼およびその製造方法 |
| JP4321066B2 (ja) * | 2001-04-27 | 2009-08-26 | 住友金属工業株式会社 | 金属ガスケットとその素材およびそれらの製造方法 |
| JP2003082441A (ja) | 2001-09-10 | 2003-03-19 | Nisshin Steel Co Ltd | メタルガスケット用高強度オーステナイト系ステンレス鋼 |
| JP2011252208A (ja) | 2010-06-03 | 2011-12-15 | Nisshin Steel Co Ltd | メタルガスケット用耐熱オーステナイト系ステンレス鋼 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10060003B2 (en) | 2018-08-28 |
| TWI657152B (zh) | 2019-04-21 |
| US20170233845A1 (en) | 2017-08-17 |
| CN106687612A (zh) | 2017-05-17 |
| JP2016041843A (ja) | 2016-03-31 |
| TW201615863A (zh) | 2016-05-01 |
| CN106687612B (zh) | 2019-08-13 |
| JP6095619B2 (ja) | 2017-03-15 |
| CA2957391C (en) | 2022-08-30 |
| EP3184662A4 (en) | 2018-03-21 |
| CA2957391A1 (en) | 2016-02-25 |
| EP3184662A1 (en) | 2017-06-28 |
| KR102377582B1 (ko) | 2022-03-24 |
| WO2016027709A1 (ja) | 2016-02-25 |
| MX2017001943A (es) | 2017-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170054410A (ko) | 오스테나이트계 스테인리스 강판 및 메탈 가스켓 | |
| JP4321066B2 (ja) | 金属ガスケットとその素材およびそれらの製造方法 | |
| JP6124930B2 (ja) | マルテンサイト系ステンレス鋼板およびメタルガスケット | |
| JP5091732B2 (ja) | 耐へたり性および曲げ性に優れた低Niばね用ステンレス鋼 | |
| TWI773346B (zh) | 沃斯田鐵系不鏽鋼材及其製造方法、以及板彈簧 | |
| WO2015151771A1 (ja) | ガスケット用オーステナイト系ステンレス鋼板およびガスケット | |
| KR101988277B1 (ko) | 마르텐사이트계 스테인리스 냉연판 | |
| KR20190071750A (ko) | 마텐자이트계 스테인리스 강판 | |
| CN108350539B (zh) | 钢构件和钢板及其制造方法 | |
| JP6361402B2 (ja) | ばね用複相ステンレス鋼およびその製造方法 | |
| JP2002332543A (ja) | 疲労特性及び耐高温ヘタリ性に優れたメタルガスケット用高強度ステンレス鋼及びその製造方法 | |
| JP2002155339A (ja) | 深絞り性に優れた中・高炭素鋼 | |
| JP4353060B2 (ja) | ガスケット用ステンレス鋼 | |
| JP2003105502A (ja) | 高温耐へたり性に優れたメタルガスケット用ステンレス鋼およびメタルガスケット | |
| JP6077693B1 (ja) | メタルガスケット用ステンレス鋼 | |
| JPH04147946A (ja) | 強度、延性の優れたステンレス鋼 | |
| JP2020041195A (ja) | メタルガスケット中間製品およびメタルガスケットの製造方法 | |
| JPH05271878A (ja) | 成形加工性および応力腐食割れ特性に優れたばね用ステンレス鋼およびその製造方法 | |
| JPH05279812A (ja) | 耐応力腐食割れ特性に優れた高強度ばね用ステンレス鋼およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170317 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| N231 | Notification of change of applicant | ||
| PN2301 | Change of applicant |
Patent event date: 20200221 Comment text: Notification of Change of Applicant Patent event code: PN23011R01D |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20200730 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20210825 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20220113 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20220318 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20220321 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |